Способ волочения высоко-, сверхвысоко – и ультравысокопрочной латунированной проволоки.
Номер патента: 2443
Опубликовано: 25.04.2002
Авторы: Филиппов Вадим Владимирович, Пикулин Виктор Алексеевич, Труфанов Юрий Васильевич, Давыдов Алексей Владимирович, Бирюков Борис Александрович, Фетисов Василий Павлович, Феоктистов Юрий Васильевич
Формула / Реферат
Способ волочения высоко-, сверхвысоко- и ультравысокопрочной латунированной проволоки, включающий многократное волочение с единичными обжатиями q=8,0...17,0% патентированной и латунированной заготовки из высокоуглеродистой стали на стане со скольжением, оснащенным рабочими и обводными вытяжными конусами, отличающийся тем, что в области суммарных обжатий с натуральным логарифмом вытяжки ln m _ 2,79пластическую деформацию волочением осуществляют путем чередования нормальных q=13,0...15,5% и пониженных единичных обжатий q=5,0...7,0% на промежуточных переходах в маршруте волочения и q=3,0...5,0% на чистовом переходе.
Текст
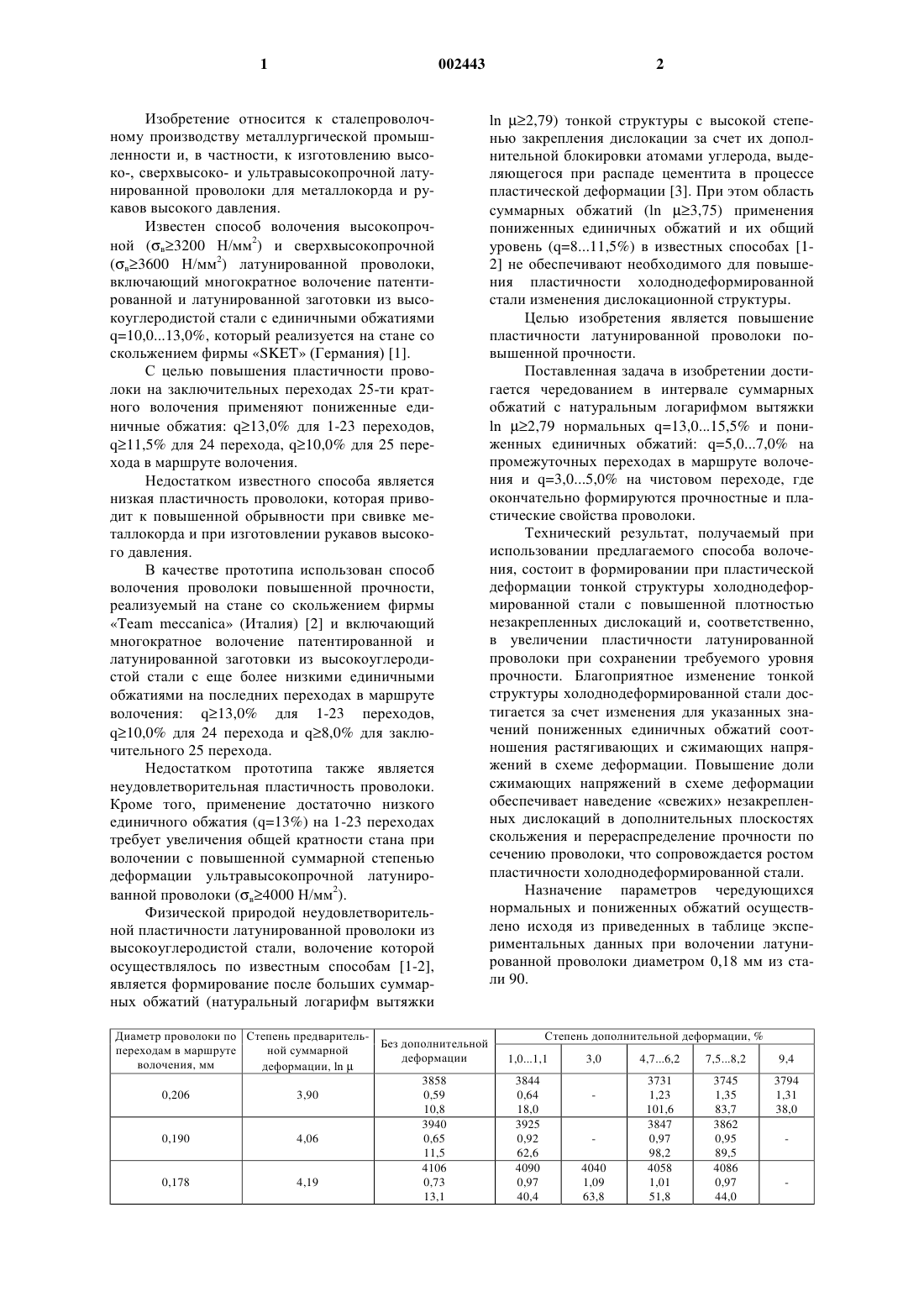
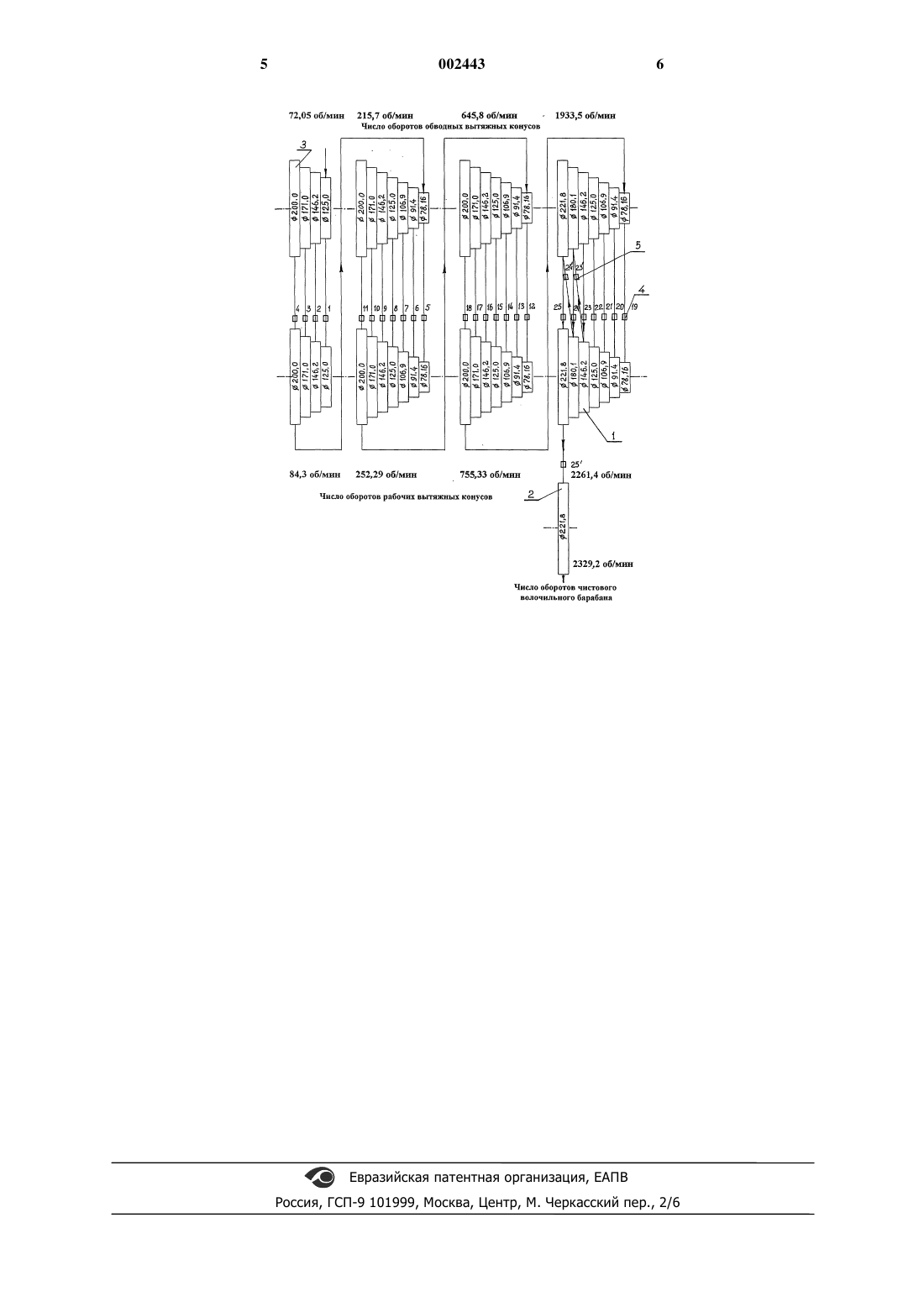
Изобретение относится к сталепроволочному производству металлургической промышленности и, в частности, к изготовлению высоко-, сверхвысоко- и ультравысокопрочной латунированной проволоки для металлокорда и рукавов высокого давления. Известен способ волочения высокопрочной (в 3200 Н/мм 2) и сверхвысокопрочной(в 3600 Н/мм 2) латунированной проволоки,включающий многократное волочение патентированной и латунированной заготовки из высокоуглеродистой стали с единичными обжатиямиq=10,013,0%, который реализуется на стане со скольжением фирмы SKET (Германия) [1]. С целью повышения пластичности проволоки на заключительных переходах 25-ти кратного волочения применяют пониженные единичные обжатия: q13,0% для 1-23 переходов,q11,5% для 24 перехода, q10,0% для 25 перехода в маршруте волочения. Недостатком известного способа является низкая пластичность проволоки, которая приводит к повышенной обрывности при свивке металлокорда и при изготовлении рукавов высокого давления. В качестве прототипа использован способ волочения проволоки повышенной прочности,реализуемый на стане со скольжением фирмыTeam meccanica (Италия) [2] и включающий многократное волочение патентированной и латунированной заготовки из высокоуглеродистой стали с еще более низкими единичными обжатиями на последних переходах в маршруте волочения: q13,0% для 1-23 переходов,q10,0% для 24 перехода и q8,0% для заключительного 25 перехода. Недостатком прототипа также является неудовлетворительная пластичность проволоки. Кроме того, применение достаточно низкого единичного обжатия (q=13%) на 1-23 переходах требует увеличения общей кратности стана при волочении с повышенной суммарной степенью деформации ультравысокопрочной латунированной проволоки (в 4000 Н/мм 2). Физической природой неудовлетворительной пластичности латунированной проволоки из высокоуглеродистой стали, волочение которой осуществлялось по известным способам [1-2],является формирование после больших суммарных обжатий (натуральный логарифм вытяжки Диаметр проволоки по Степень предварительБез дополнительной переходам в маршруте ной суммарной деформации волочения, мм деформации, ln3858 0,206 3,90 0,59 10,8 3940 0,190 4,06 0,65 11,5 4106 0,178 4,19 0,73 13,1ln 2,79) тонкой структуры с высокой степенью закрепления дислокации за счет их дополнительной блокировки атомами углерода, выделяющегося при распаде цементита в процессе пластической деформации [3]. При этом область суммарных обжатий (ln 3,75) применения пониженных единичных обжатий и их общий уровень (q=811,5%) в известных способах [12] не обеспечивают необходимого для повышения пластичности холоднодеформированной стали изменения дислокационной структуры. Целью изобретения является повышение пластичности латунированной проволоки повышенной прочности. Поставленная задача в изобретении достигается чередованием в интервале суммарных обжатий с натуральным логарифмом вытяжкиln 2,79 нормальных q=13,015,5% и пониженных единичных обжатий: q=5,07,0% на промежуточных переходах в маршруте волочения и q=3,05,0% на чистовом переходе, где окончательно формируются прочностные и пластические свойства проволоки. Технический результат, получаемый при использовании предлагаемого способа волочения, состоит в формировании при пластической деформации тонкой структуры холоднодеформированной стали с повышенной плотностью незакрепленных дислокаций и, соответственно,в увеличении пластичности латунированной проволоки при сохранении требуемого уровня прочности. Благоприятное изменение тонкой структуры холоднодеформированной стали достигается за счет изменения для указанных значений пониженных единичных обжатий соотношения растягивающих и сжимающих напряжений в схеме деформации. Повышение доли сжимающих напряжений в схеме деформации обеспечивает наведение свежих незакрепленных дислокаций в дополнительных плоскостях скольжения и перераспределение прочности по сечению проволоки, что сопровождается ростом пластичности холоднодеформированной стали. Назначение параметров чередующихся нормальных и пониженных обжатий осуществлено исходя из приведенных в таблице экспериментальных данных при волочении латунированной проволоки диаметром 0,18 мм из стали 90. 3 Примечание: Верхнее значение - временное сопротивление разрыву (в, Н/мм 2); среднее значение - относительное удлинение (200, %); нижнее значение - реверсивные скручивания,mр. Для предварительной степени деформацииlnот 3,90 до 4,06 наибольший эффект повышения относительного удлинения и числа реверсивных скручиваний приходится на диапазон дополнительной деформации волочением 4,76,2%. С ростом суммарного обжатия доln =4,19 максимум пластических характеристик отмечается при дополнительной степени деформации 3,0%. Разработанный способ волочения высоко-,сверхвысоко- и ультравысокопрочной латунированной проволоки иллюстрируется кинематической схемой волочильного стана со скольжением, представленной на чертеже. Волочильный стан включает: рабочие вытяжные конуса 1 для осуществления волочения на промежуточных переходах в маршруте волочения, чистовой волочильный барабан 2, обводные вытяжные конуса 3, волокодержатели 4 для волочения с нормальными единичными обжатиями и волокодержатели 5 для волочения с пониженными единичными обжатиями. Заправка проволоки по переходам в линии волочильного стана указана стрелками на чертеже. Примером реализации разработанного способа является волочение патентированной и латунированной заготовки диаметром 1,49 мм из стали 85 по следующему маршруту волочения: 1,4901,3941,2861,1821,0861,000 0,9190,8450,7770,7140,6570,605 0,5570,5120,4710,4330,3980,366 0,3370,3100,2850,2620,242 0,223/0,2170,201/0,1960,181/0,178 мм. На первом переходе в маршруте волочения применено единичное обжатие 13,0%, которое соответствует нижнему значению нормальных единичных обжатий, зафиксированных в формуле изобретения. На остальных переходах многократного волочения нормальные единичные обжатия составляют 14,615,5%, что также входит в заявленный интервал нормальных единичных обжатий. Начиная с суммарного обжатия, равного ln =3,6, соответствующего заявленной в формуле изобретения области суммарных обжатий ln2,79, пластическую деформацию осуществляют путем чередования нормальных и пониженных единичных обжатий: 5,1% для промежуточных переходов с ln =3,79 и 4,01 и 3,0% для чистового перехода с ln=4,22. Величина 4 пониженных единичных обжатий также соответствует параметрам зафиксированных в формуле изобретения. Свойства проволоки диаметром 0,18 мм из стали 85 для разработанного способа- относительное удлинение на базе 200 мм,200=1,2/0,75%; число реверсивных скручиваний,mр=88/14. Приведенные данные свидетельствуют,что для предлагаемого способа волочения при практической одинаковой прочности относительное удлинение латунированной проволоки возрастает в 1,6 раза, а число реверсивных скручиваний в 6,3 раза. Таким образом, предложенное техническое решение увеличивает пластичность латунированной проволоки повышенной прочности,обеспечивает стабильность технологического процесса переработки и получение требуемых служебных характеристик металлокорда и рукавов высокого давления. Источники информации 1. Каталог фирмыDrahtZiehmaschinenwerk Gruna GMBH/Sitz Chemnitz на волочильный стан WGTU 100/150. 2. Спецификация фирмы Team meccanica на волочильный стан TSB 4025/30. 3. Фетисов В.П. Изменение скорости деформационного упрочнения латунированной проволоки при больших обжатиях//Сталь. 1998. 11. с.55-57. ФОРМУЛА ИЗОБРЕТЕНИЯ Способ волочения высоко-, сверхвысоко- и ультравысокопрочной латунированной проволоки, включающий многократное волочение с единичными обжатиями q=8,017,0% патентированной и латунированной заготовки из высокоуглеродистой стали на стане со скольжением,оснащенным рабочими и обводными вытяжными конусами, отличающийся тем, что в области суммарных обжатий с натуральным логарифмом вытяжки ln 2,79 пластическую деформацию волочением осуществляют путем чередования нормальных q = 13,015,5% и пониженных единичных обжатий q=5,07,0% на промежуточных переходах в маршруте волочения и
МПК / Метки
МПК: B21C 1/00
Метки: ультравысокопрочной, способ, проволоки, высоко, сверхвысоко, волочения, латунированной
Код ссылки
<a href="https://eas.patents.su/4-2443-sposob-volocheniya-vysoko-sverhvysoko-i-ultravysokoprochnojj-latunirovannojj-provoloki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ волочения высоко-, сверхвысоко – и ультравысокопрочной латунированной проволоки.</a>
Способ производства витых проволочных изделий
Номер патента: 130
Опубликовано: 27.08.1998
Автор: undefined
МПК: D07B 1/06, D07B 3/00, D07B 1/00...
Метки: способ, производства, витых, проволочных, изделий
Формула / Реферат:
1. Способ изготовления витых проволочных изделий, включающий получение проволоки и последующую свивку ее в витое проволочное изделие, отличающийся тем, что его элементы подвергают предварительной деформации изгиба до радиуса кривизны меньшего, чем радиус кривизны элементов в готовом изделии, при условии, что остаточный радиус кривизны составит где rk - радиус кривизны элементов в готовом витом изделии; r и a - радиус и угол свивки...
Предыдущий патент: Новые гидразидные соединения, способ их получения и содержащие их фармацевтические композиции
Следующий патент: Каталитический мембранный реактор с двухкомпонентным объемным катализом
Случайный патент: Ветряная турбина с компенсацией вращающего момента