Устройство рулонного прессования (варианты)
Номер патента: 6669
Опубликовано: 24.02.2006
Авторы: Василевский Владимир Валерьевич, Шаплыко Павел Валерьевич, Шаплыко Валерий Иванович
Формула / Реферат
1. Устройство рулонного прессования, содержащее, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и с элементами силовой конструкции, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем, при необходимости, по меньшей мере один автономный участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков, отличающееся тем, что по меньшей мере два участка прессующего механизма или по меньшей мере один участок и один подучасток по меньшей мере одного участка, или подучасток каждого из по меньшей мере двух участков выполнены с возможностью поворота каждый вокруг соответствующей поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжены соответствующими механизмами поворота.
2. Устройство рулонного прессования, содержащее, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и с элементами силовой конструкции, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем, при необходимости, по меньшей мере один автономный участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков, отличающееся тем, что дополнительно содержит средство задания минимального контура прессования и изменения контура прессования от минимального до постоянного, связанное со средством задания усилия прессования до постоянного объема, и средство задания оси вращения рулона, при этом по меньшей мере один участок и/или один подучасток по меньшей мере одного участка прессующего механизма выполнен с возможностью поворота внутрь камеры прессования вокруг поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжен механизмом поворота, а средство задания усилия прессования, при необходимости, выполнено с возможностью наложения дополнительного усилия на усилие прессования в периодическом режиме.
3. Устройство по п.2, отличающееся тем, что средство задания оси вращения рулона совмещено со средством изменения контура прессования.
4. Устройство по п.3, отличающееся тем, что средство задания оси вращения рулона дополнительно совмещено со средством вращения рулона, выполненным в виде по меньшей мере двух участков прессующего механизма, выполненных с возможностью перемещения по отношению друг к другу с различными скоростями.
5. Устройство по любому из пп.2-4, отличающееся тем, что средство задания минимального контура прессования и изменения контура прессования от минимального до постоянного совмещено по меньшей мере с одним участком прессующего механизма, выполненным с возможностью поворота внутрь камеры вокруг поворотной оси, при этом средство задания усилия прессования связано с механизмом поворота.
6. Устройство по любому из пп.1-5, отличающееся тем, что в качестве поворотной оси выбрана ось приводного элемента средства задания движения.
7. Устройство по любому из пп.1-5, отличающееся тем, что в качестве поворотной оси выбрана ось шарнирного соединения двух подучастков участка прессующего механизма.
8. Устройство по любому из пп.1-7, отличающееся тем, что по меньшей мере один из участков прессующего механизма установлен с возможностью привода при контакте с рулоном.
9. Устройство по любому из пп.2-8, отличающееся тем, что средство задания усилия прессования до постоянного объема совмещено с механизмом поворота по меньшей мере одного участка и/или одного подучастка по меньшей мере одного участка прессующего механизма и выполнено в виде гидроцилиндра.
10. Устройство по любому из пп.1-9, отличающееся тем, что торцевые ограничители установлены перпендикулярно продольной оси камеры.
11. Устройство по любому из пп.1-9, отличающееся тем, что по меньшей мере один из торцевых ограничителей установлен таким образом, что его ось расположена под углом к продольной оси камеры.
12. Устройство по любому из пп.1-11, отличающееся тем, что по меньшей мере один из торцевых ограничителей установлен с возможностью независимого свободного вращения вокруг оси торцевого ограничителя.
13. Устройство по любому из пп.1-12, отличающееся тем, что торцевой ограничитель выполнен неразъемным по всей плоскости контакта торцевого ограничителя с торцом рулона.
14. Устройство по п.13, отличающееся тем, что дополнительно снабжено системой запорных элементов, установленных с возможностью фиксации взаимного положения торцевого ограничителя и по меньшей мере одного участка прессующего механизма и связанных между собой средством управления запорными элементами.
15. Устройство по п.14, отличающееся тем, что запорный элемент выполнен в виде кулачка, размещенного в зоне кромки торцевого ограничителя с внешней стороны, и консольного ролика, установленного с возможностью взаимодействия с кулачком и размещенного с внешней стороны в соответствующей зоне кромки участка прессующего механизма, установленного с возможностью поворота вокруг поворотной оси.
16. Устройство по п.15, отличающееся тем, что с внешней поверхностью кулачка связан зубчатый элемент, взаимодействующий со средством управления запорными элементами, выполненным в виде цепи.
17. Устройство по любому из пп.1-15, отличающееся тем, что средство выгрузки готового рулона дополнительно снабжено элементом принудительной выгрузки, выполненным в виде толкателя, расположенного между прессующими устройствами или прессующими элементами с возможностью взаимодействия через них с готовым рулоном и/или в виде участка прессующего механизма, выполненного с возможностью поворота внутрь камеры.
18. Устройство по любому из пп.1-17, отличающееся тем, что участки прессующего механизма выполнены в виде цепных транспортеров и/или в виде ленточных транспортеров, и/или в виде системы барабанов, и/или в виде системы матов.
19. Устройство по любому из пп.1-18, отличающееся тем, что участки прессующего механизма, включающие бесконечные прессующие элементы, снабжены опорными катками, задающими постоянный контур прессования и примыкающими к прессующим элементам со стороны, противолежащей рулону.

Текст
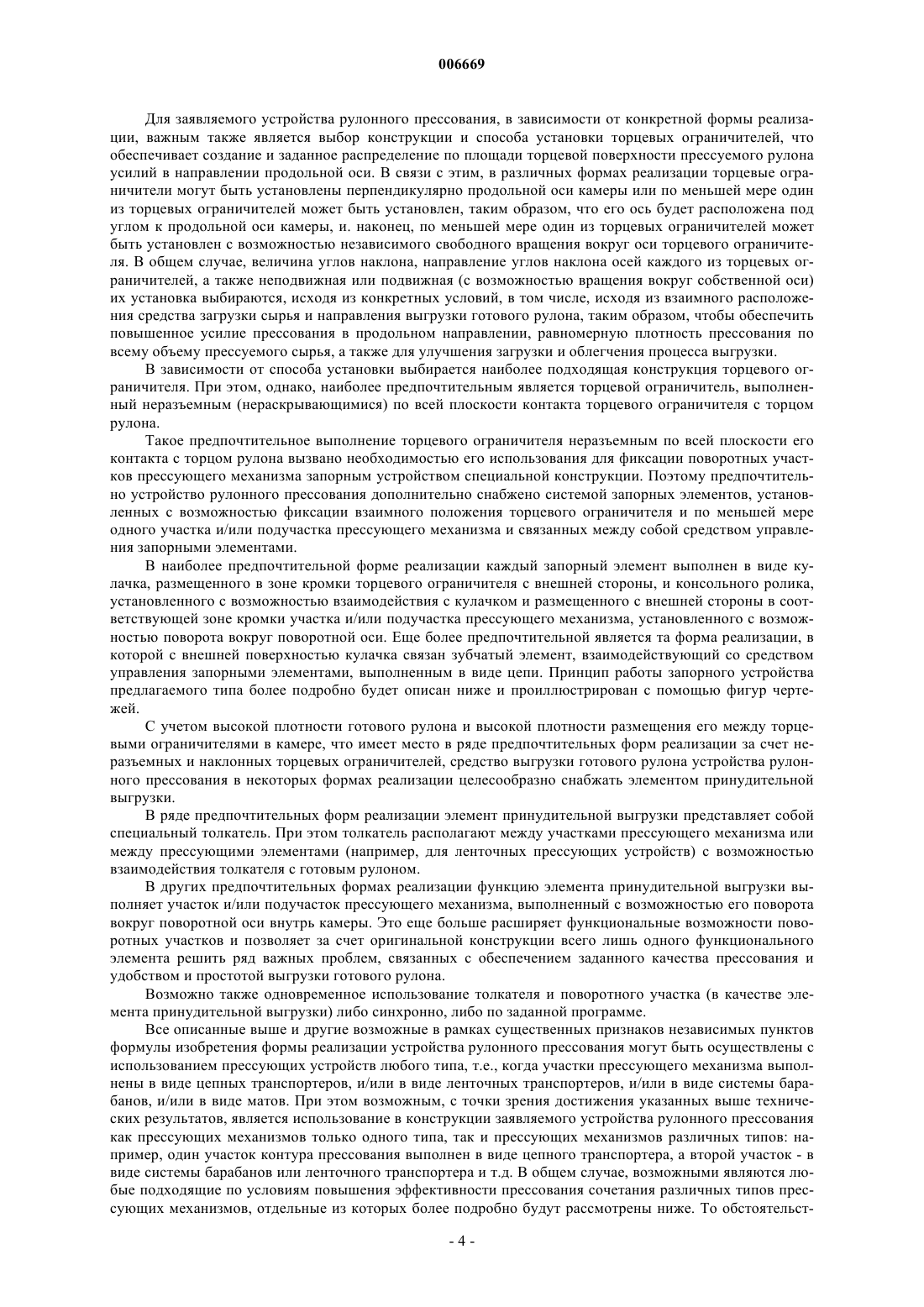
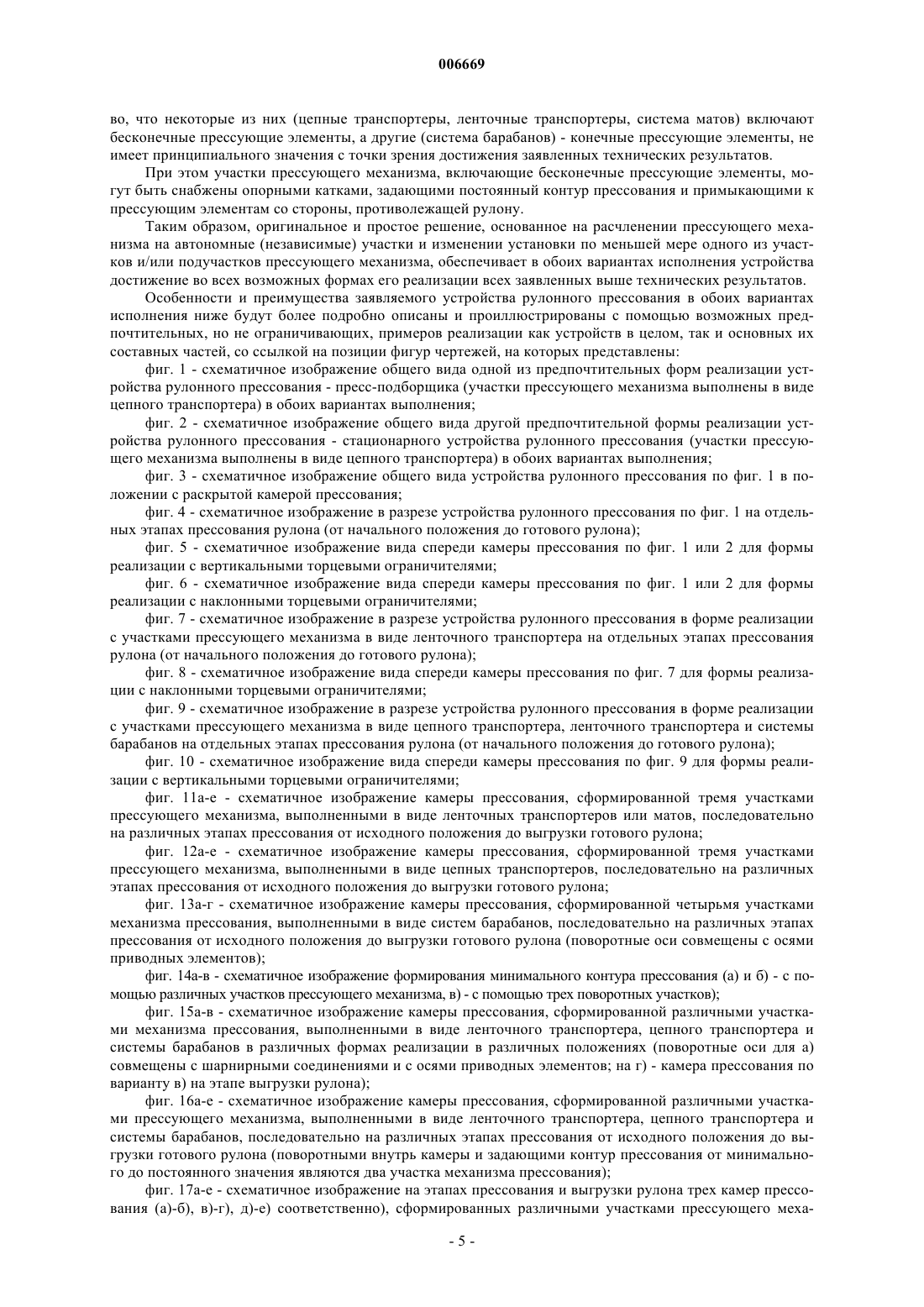
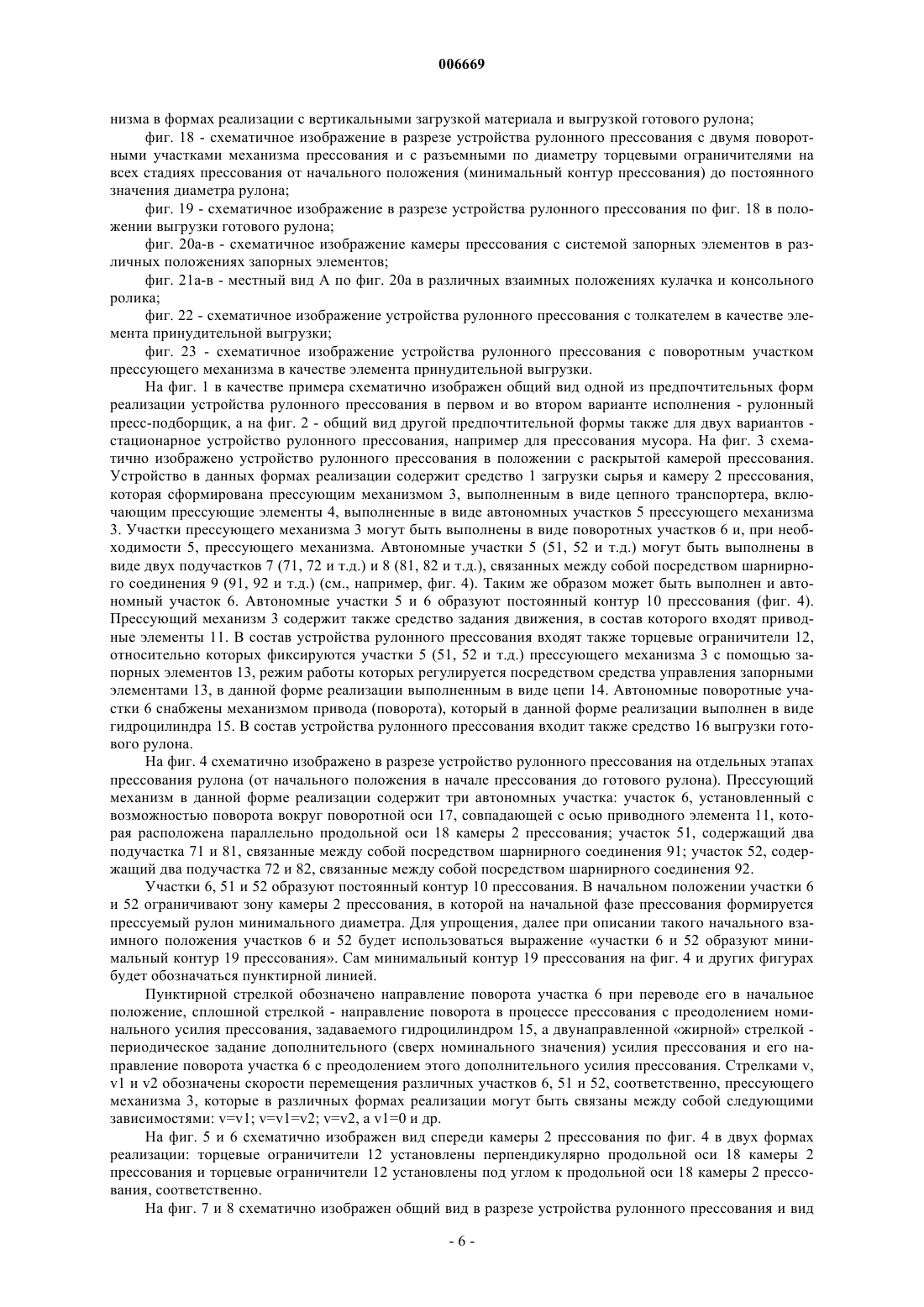
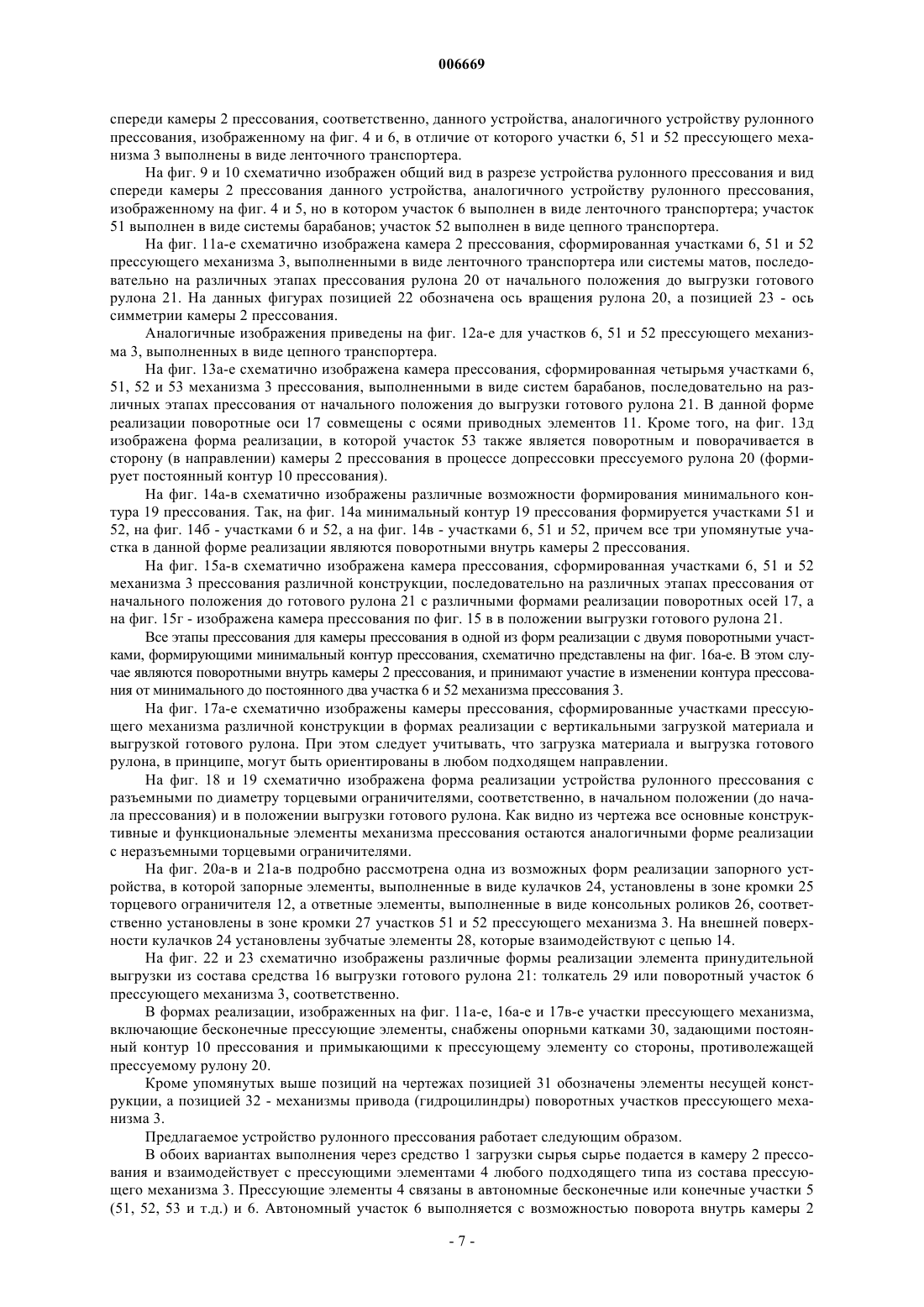
006669 Настоящее изобретение относится к устройствам для формирования кип, в основном, цилиндрической формы путем намотки и прессования исходного материала и может быть использовано в сеноуборочных машинах, а также в комплексах и устройствах для сбора и упаковки различного сырья и отходов,включая мусор, и других устройствах, которые предназначены для прессования материалов произвольной структуры, в том числе материалов, характеризующихся высокими значением коэффициента трения скольжения (например, бумажные отходы и т.п.), различных сминающихся материалов, в первую очередь волокнистых, таких как вата, шерсть, морские водоросли и т.д., в кипы, в основном, цилиндрической формы с возможной последующей обвязкой и/или упаковкой. При этом изобретение может быть использовано с достижением одинаково высоких результатов в устройствах рулонного прессования с прессующими механизмами различных типов: цепных, ременных, барабанных, на основе прессующих матов. Задача формирования кип, в основном, цилиндрической формы с условно равномерной структурой повышенной плотности не зависимо от структуры и размера частиц исходного сырья или материала требует решения в целом ряде отраслей производства и, прежде всего, в сельском хозяйстве. Отчасти задача формирования кип, в основном, цилиндрической формы решена различными производителями сельскохозяйственной техники для заготовки грубых кормов (сено, солома) в рулонных пресс-подборщиках с камерами прессования постоянного либо переменного объема. Каждый из этих типов прессподборщиков имеет как свои недостатки, так и преимущества. С точки зрения достижения равномерной плотности по всему объему рулона, более целесообразным представляется использованием камер переменного объема. Однако камеры переменного объема в настоящее время реализуются, в основном, на базе ленточных (ременных) механизмов прессования, обладающих большой избыточной длиной механизма прессования на начальных стадиях прессования. Кроме того, несмотря на более равномерную плотность рулона, следует отметить, что плотность рулона в периферийных зонах уступает значению плотности в этих зонах у рулонов, полученных при прессовании в камере постоянного объема. В общем случае, современные устройства рулонного прессования не полностью удовлетворяют ряду требований,предъявляемых, в первую очередь, к форме, габариту, равномерности плотности и объему материала,запрессованного в рулон, поскольку не удается получить кипы равномерной и высокой плотности по всему объему. Что касается прессования материалов с различной структурой, в том числе не волокнистой, с различными значением коэффициента трения скольжения и различными другими физическими свойствами, то результаты по решению этих задач не отвечают предъявляемым требованиям. В рамках настоящей заявки кипы, в основном, цилиндрической формы будут упоминаться под термином рулон, под которым условно будет подразумеваться одна единица спрессованного и/или упакованного материала любого происхождения цилиндрической формы или, в основном, цилиндрической формы, например с выпукло конической формой оснований цилиндра. При этом в других информационных источниках такая единица может упоминаться как брикет, тюк, упаковка и т.п. Известны различные конструкции устройства рулонного прессования, в основном, скошенной растительной массы, в общем случае, содержащего средство загрузки сырья, камеру прессования, зачастую сформированную прессующим механизмом, включающим систему прессующих элементов, образующих контур прессования и связанных со средством задания движения и с элементами несущей конструкции, и двумя торцевыми ограничителями и средство выгрузки готового рулона. При этом в известных устройствах использованы прессующие механизмы различных типов: цепной [1, 2], ременной [3, 4], барабанный [5], на базе прессующего мата [6]. Прессующий механизм любого типа представляет собой совокупность прессующих элементов, перемещаемых по определенной траектории посредством соответствующих средств (валов, валков, шкивов, звездочек, направляющих и т.д. или вращающихся барабанов), и тем самым, наматывающих на рулон все новые пласты материала, поступающего в камеру. В таких конструкциях основную роль в формировании рулона, в основном, цилиндрической формы играют именно прессующие механизмы, в общем, и прессующие элементы, в частности. Однако за исключением камер переменного объема с механизмами прессования, в основном, ленточного типа, прессующий механизм,как правило, и прежде всего на начальных этапах прессования, только задает движение вновь поступающему в камеру прессования пласту, начиная прессование после заполнения камеры и воздействуя на центральную область рулона только через прессуемый материал. Таким образом, в камерах с постоянным контуром прессования практически невозможно получить равномерную плотность рулона по всему объему прессования, в том числе, из-за образования свода по цилиндрической поверхности рулона, препятствующего передаче усилия прессования внутрь рулона. Кроме того, учитывая, что прессующий механизм, как правило, представляет собой один цельный элемент, задающий контур прессования и приводимый в движение единым приводным элементом, невозможно организовать раздельное управление процессами прессования на различных стадиях прессования. Авторами настоящего изобретения ранее уже были предложены конструкции устройств рулонного прессования, в которых прессующий механизм состоял из отдельных независимых (автономных) участков, приводимых в движение отдельными приводными элементами [7]. В общем случае, упомянутое устройство рулонного прессования в некоторых формах реализации содержит, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим сис-1 006669 тему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и несущую конструкцию, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем при необходимости по меньшей мере один участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков. Такие конструкции, в частности за счет смещения прессующих элементов на двух смежных участках прессующего механизма, которое было упомянуто в связи с некоторыми возможными формами реализации, позволяли несколько улучшить характеристики качества готовых рулонов и добиться уплотнения рулона в радиальном направлении. По мнению авторов, описанное устройство рулонного прессования по совокупности существенных признаков может быть выбрано в качестве прототипа для заявляемого. Однако при всех достоинствах описанного устройства в нем не был решен вопрос возможности воздействия прессующих элементов на каждый пласт прессуемого материала в начальный момент прессования, а также за счет улучшения прессования в конечной фазе, в т.ч. при применении прессующих устройств различного типа. Таким образом, задачей настоящего изобретения является создание различных вариантов устройства рулонного прессования, которое обеспечивало бы, независимо от типа прессующего механизма, возможность достижения более высокого значения усилия прессования, способного обеспечить прессование в один рулон большего количества материала без увеличения прочности прессующего механизма, а также за счет увеличения усилия, прилагаемого в начальный момент прессования, путем воздействия на максимально возможном участке рулона по его внешней поверхности на каждый пласт прессуемого материала и увеличение за счет этого равномерности при более высокой плотности прессования на каждой фазе прессования. Устройство рулонного прессования должно также обеспечивать простоту и более высокую надежность механизма прессования, независимо от типов(а) применяемых(ого) прессующих(его) устройств(а). Поставленная задача решается предлагаемым устройством рулонного прессования в первом варианте выполнения, содержащим, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и несущую конструкцию, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем, при необходимости, по меньшей мере один автономный участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков, за счет того, что по меньшей мере два участка прессующего механизма или по меньшей мере один участок и один подучасток по меньшей мере одного участка, или подучасток каждого из по меньшей мере двух участков выполнены с возможностью поворота каждый вокруг соответствующей поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжены соответствующими механизмами поворота. В данном случае все другие основные функциональные элементы устройства рулонного прессования могут быть выполнены с использованием любых традиционных для аналогичных устройств технических решений, наиболее подходящих в каждом конкретном случае. В рамках настоящего изобретения автономный участок прессующего механизма включает прессующие элементы, приводные элементы, при необходимости, механизм натяжения прессующих элементов и элементы передачи движения между прессующими элементами внутри участка, а также элементы несущей конструкции, на которых выполнен монтаж всех перечисленных выше элементов. Соответственно, подучасток автономного участка прессующего механизма включает все перечисленные выше элементы, расположенные на двух частях единой несущей конструкции, связанных между собой шарнирным соединением, образуя тем самым две части участка. При этом, для упрощения, в нижеследующем описании для описания участка и/или подучастка прессующего механизма будет использовано выражение участок выполнен в виде цепного транспортера, и/или ленточного транспортера, и/или системы барабанов, и/или системы матов. При этом будет подразумеваться, что участок содержит,кроме указанных прессующих элементов (цепей, лент, матов, барабанов) и все остальные элементы,упомянутые выше и необходимые для автономного функционирования автономного участка прессующего механизма или его подучастка. Что касается выбора количества участков или подучастков и их расположения в составе прессующего механизма, в том числе взаимного, то они должны быть выбраны в каждом конкретном случае, исходя из назначения и конкретных условий использования устройства рулонного прессования. Наличие нескольких автономных участков прессующего механизма обеспечивает возможность автономного управления работой этих участков, включая возможность их привода в движение с различными скоростями, а также возможность повышения эффективности прессования за счет применения в одном устройстве прессующих механизмов различных типов. Наличие участков и/или подучастков прессующего механизма, установленных с возможностью поворота вокруг соответствующей поворотной оси, делает прессующий механизм более гибким в отношении построения необходимого контура прессования на каждом этапе прессования и размещения средства выгрузки рулона. При этом поворот участков и/или-2 006669 подучастков, в зависимости от целей поворота, может осуществляться, как в направлении камеры, так и в направлении от камеры. Например, поворот в направлении камеры может использоваться на завершающей стадии прессования (допрессовке рулона), когда участок и/или подучасток, участвовавший в работе при загрузке камеры прессования, поворачивается в направлении камеры прессования и вводится в контакт с рулоном. В рамках настоящего описания участки и/или подучастки, установленные с возможностью поворота вокруг соответствующей поворотной оси будут упоминаться как поворотные участки и/или поворотные подучастки прессующего механизма. Поставленная задача решается также предлагаемым устройством рулонного прессования во втором варианте выполнения за счет того, что оно дополнительно содержит средство задания минимального контура прессования и изменения контура прессования от минимального до постоянного, связанное со средством задания усилия прессования до постоянного объема, и средство задания оси вращения рулона,при этом по меньшей мере один участок и/или один подучасток по меньшей мере одного участка прессующего механизма выполнен с возможностью поворота внутрь камеры прессования вокруг поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжен механизмом поворота,а средство задания усилия прессования, при необходимости, выполнено с возможностью наложения дополнительного усилия на усилие прессования в периодическом режиме. Наличие в конструкции устройства рулонного прессования упомянутых дополнительных средств, задающих, по сути, переменный контур прессования с постоянно высоким усилием прессования до достижения заданного объема, а также возможность изменения положения оси вращения рулона позволяют в каждый момент прессования осуществлять распределение усилия прессования по максимально возможной площади прессования и по всему объему прессуемого рулона, в том числе за счет создания сдвиговых нагрузок на прессуемый рулон. При этом, задавая усилия прессования, при необходимости, циклически превышающие номинальные значения усилия прессования, также можно значительно повысить эффективность прессования, в частности, за счет более эффективного разрушения цилиндрического свода, образующегося на поверхности рулона. Предпочтительными являются формы реализации заявляемого устройства рулонного прессования,в которых средство задания оси вращения рулона совмещено со средством изменения контура прессования, а также в которых средство изменения контура прессования совмещено по меньшей мере с одним участком и/или подучастком прессующего механизма, выполненным с возможностью поворота внутрь камеры вокруг поворотной оси. Последняя форма реализации, в то же время, является и самой простой формой реализации дополнительных средств, задающих контур прессования в каждый момент прессования. Еще более предпочтительно, когда средство задания оси вращения рулона дополнительно совмещено со средством вращения рулона, выполненным в виде по меньшей мере двух участков прессующего механизма, выполненных с возможностью перемещения по отношению друг к другу с различными скоростями, что обеспечивает создание сдвиговых нагрузок на рулон. Поворот по меньшей мере одного участка прессующего механизма и/или по меньшей мере одного подучастка прессующего механизма внутрь камеры позволяет постепенно изменять фактический объем камеры согласованно с возрастанием диаметра прессуемого рулона от минимального до максимального постоянного (заданного) диаметра рулона. При этом одновременно с поворотом участка и/или подучастка прессующего механизма изменяется не только контур прессования, но и место положения оси вращения рулона. Следует отметить, что в случае применения наклонных к продольной оси торцевых ограничителей обеспечивается прессование в продольном направлении уже на начальной стадии прессования и,кроме того, смещение оси рулона (оси вращения рулона) по отношению к продольной оси симметрии камеры прессования по мере увеличения диаметра рулона создает дополнительное усилие прессования(сжатия) в продольном направлении, т.к. рулон постепенно перемещается в зону меньшего возможного расстояния между торцевыми ограничителями. Все эти процессы будут далее более подробно описаны и проиллюстрированы с помощью фигур чертежей. При описанной выше конструкции устройства рулонного прессования очень важным является то,что в качестве поворотной оси могут быть выбраны оси различных функциональных элементов прессующего механизма: ось приводного элемента средства задания движения или ось шарнирного соединения двух подучастков участка прессующего механизма. При этом в различных формах реализации на различных участках в рамках одного устройства в качестве поворотных могут быть выбраны оси различных элементов. В некоторых формах реализации предпочтительным может оказаться, когда по меньшей мере один из участков прессующего механизма установлен с возможностью привода за счет или при контакте с рулоном. Это может снизить потребление энергии, а также упростить конструкцию устройства. Средство задания усилия прессования от минимального до постоянного объема рулона, предпочтительно, совмещено с механизмом поворота по меньшей мере одного участка и/или одного подучастка по меньшей мере одного участка прессующего механизма и выполнено в виде гидроцилиндра. Это обеспечивает простое и удобное задание усилия прессования на начальном этапе прессования, включая возможность воздействия на рулон в периодическом режиме.-3 006669 Для заявляемого устройства рулонного прессования, в зависимости от конкретной формы реализации, важным также является выбор конструкции и способа установки торцевых ограничителей, что обеспечивает создание и заданное распределение по площади торцевой поверхности прессуемого рулона усилий в направлении продольной оси. В связи с этим, в различных формах реализации торцевые ограничители могут быть установлены перпендикулярно продольной оси камеры или по меньшей мере один из торцевых ограничителей может быть установлен, таким образом, что его ось будет расположена под углом к продольной оси камеры, и. наконец, по меньшей мере один из торцевых ограничителей может быть установлен с возможностью независимого свободного вращения вокруг оси торцевого ограничителя. В общем случае, величина углов наклона, направление углов наклона осей каждого из торцевых ограничителей, а также неподвижная или подвижная (с возможностью вращения вокруг собственной оси) их установка выбираются, исходя из конкретных условий, в том числе, исходя из взаимного расположения средства загрузки сырья и направления выгрузки готового рулона, таким образом, чтобы обеспечить повышенное усилие прессования в продольном направлении, равномерную плотность прессования по всему объему прессуемого сырья, а также для улучшения загрузки и облегчения процесса выгрузки. В зависимости от способа установки выбирается наиболее подходящая конструкция торцевого ограничителя. При этом, однако, наиболее предпочтительным является торцевой ограничитель, выполненный неразъемным (нераскрывающимися) по всей плоскости контакта торцевого ограничителя с торцом рулона. Такое предпочтительное выполнение торцевого ограничителя неразъемным по всей плоскости его контакта с торцом рулона вызвано необходимостью его использования для фиксации поворотных участков прессующего механизма запорным устройством специальной конструкции. Поэтому предпочтительно устройство рулонного прессования дополнительно снабжено системой запорных элементов, установленных с возможностью фиксации взаимного положения торцевого ограничителя и по меньшей мере одного участка и/или подучастка прессующего механизма и связанных между собой средством управления запорными элементами. В наиболее предпочтительной форме реализации каждый запорный элемент выполнен в виде кулачка, размещенного в зоне кромки торцевого ограничителя с внешней стороны, и консольного ролика,установленного с возможностью взаимодействия с кулачком и размещенного с внешней стороны в соответствующей зоне кромки участка и/или подучастка прессующего механизма, установленного с возможностью поворота вокруг поворотной оси. Еще более предпочтительной является та форма реализации, в которой с внешней поверхностью кулачка связан зубчатый элемент, взаимодействующий со средством управления запорными элементами, выполненным в виде цепи. Принцип работы запорного устройства предлагаемого типа более подробно будет описан ниже и проиллюстрирован с помощью фигур чертежей. С учетом высокой плотности готового рулона и высокой плотности размещения его между торцевыми ограничителями в камере, что имеет место в ряде предпочтительных форм реализации за счет неразъемных и наклонных торцевых ограничителей, средство выгрузки готового рулона устройства рулонного прессования в некоторых формах реализации целесообразно снабжать элементом принудительной выгрузки. В ряде предпочтительных форм реализации элемент принудительной выгрузки представляет собой специальный толкатель. При этом толкатель располагают между участками прессующего механизма или между прессующими элементами (например, для ленточных прессующих устройств) с возможностью взаимодействия толкателя с готовым рулоном. В других предпочтительных формах реализации функцию элемента принудительной выгрузки выполняет участок и/или подучасток прессующего механизма, выполненный с возможностью его поворота вокруг поворотной оси внутрь камеры. Это еще больше расширяет функциональные возможности поворотных участков и позволяет за счет оригинальной конструкции всего лишь одного функционального элемента решить ряд важных проблем, связанных с обеспечением заданного качества прессования и удобством и простотой выгрузки готового рулона. Возможно также одновременное использование толкателя и поворотного участка (в качестве элемента принудительной выгрузки) либо синхронно, либо по заданной программе. Все описанные выше и другие возможные в рамках существенных признаков независимых пунктов формулы изобретения формы реализации устройства рулонного прессования могут быть осуществлены с использованием прессующих устройств любого типа, т.е., когда участки прессующего механизма выполнены в виде цепных транспортеров, и/или в виде ленточных транспортеров, и/или в виде системы барабанов, и/или в виде матов. При этом возможным, с точки зрения достижения указанных выше технических результатов, является использование в конструкции заявляемого устройства рулонного прессования как прессующих механизмов только одного типа, так и прессующих механизмов различных типов: например, один участок контура прессования выполнен в виде цепного транспортера, а второй участок - в виде системы барабанов или ленточного транспортера и т.д. В общем случае, возможными являются любые подходящие по условиям повышения эффективности прессования сочетания различных типов прессующих механизмов, отдельные из которых более подробно будут рассмотрены ниже. То обстоятельст-4 006669 во, что некоторые из них (цепные транспортеры, ленточные транспортеры, система матов) включают бесконечные прессующие элементы, а другие (система барабанов) - конечные прессующие элементы, не имеет принципиального значения с точки зрения достижения заявленных технических результатов. При этом участки прессующего механизма, включающие бесконечные прессующие элементы, могут быть снабжены опорными катками, задающими постоянный контур прессования и примыкающими к прессующим элементам со стороны, противолежащей рулону. Таким образом, оригинальное и простое решение, основанное на расчленении прессующего механизма на автономные (независимые) участки и изменении установки по меньшей мере одного из участков и/или подучастков прессующего механизма, обеспечивает в обоих вариантах исполнения устройства достижение во всех возможных формах его реализации всех заявленных выше технических результатов. Особенности и преимущества заявляемого устройства рулонного прессования в обоих вариантах исполнения ниже будут более подробно описаны и проиллюстрированы с помощью возможных предпочтительных, но не ограничивающих, примеров реализации как устройств в целом, так и основных их составных частей, со ссылкой на позиции фигур чертежей, на которых представлены: фиг. 1 - схематичное изображение общего вида одной из предпочтительных форм реализации устройства рулонного прессования - пресс-подборщика (участки прессующего механизма выполнены в виде цепного транспортера) в обоих вариантах выполнения; фиг. 2 - схематичное изображение общего вида другой предпочтительной формы реализации устройства рулонного прессования - стационарного устройства рулонного прессования (участки прессующего механизма выполнены в виде цепного транспортера) в обоих вариантах выполнения; фиг. 3 - схематичное изображение общего вида устройства рулонного прессования по фиг. 1 в положении с раскрытой камерой прессования; фиг. 4 - схематичное изображение в разрезе устройства рулонного прессования по фиг. 1 на отдельных этапах прессования рулона (от начального положения до готового рулона); фиг. 5 - схематичное изображение вида спереди камеры прессования по фиг. 1 или 2 для формы реализации с вертикальными торцевыми ограничителями; фиг. 6 - схематичное изображение вида спереди камеры прессования по фиг. 1 или 2 для формы реализации с наклонными торцевыми ограничителями; фиг. 7 - схематичное изображение в разрезе устройства рулонного прессования в форме реализации с участками прессующего механизма в виде ленточного транспортера на отдельных этапах прессования рулона (от начального положения до готового рулона); фиг. 8 - схематичное изображение вида спереди камеры прессования по фиг. 7 для формы реализации с наклонными торцевыми ограничителями; фиг. 9 - схематичное изображение в разрезе устройства рулонного прессования в форме реализации с участками прессующего механизма в виде цепного транспортера, ленточного транспортера и системы барабанов на отдельных этапах прессования рулона (от начального положения до готового рулона); фиг. 10 - схематичное изображение вида спереди камеры прессования по фиг. 9 для формы реализации с вертикальными торцевыми ограничителями; фиг. 11 а-е - схематичное изображение камеры прессования, сформированной тремя участками прессующего механизма, выполненными в виде ленточных транспортеров или матов, последовательно на различных этапах прессования от исходного положения до выгрузки готового рулона; фиг. 12 а-е - схематичное изображение камеры прессования, сформированной тремя участками прессующего механизма, выполненными в виде цепных транспортеров, последовательно на различных этапах прессования от исходного положения до выгрузки готового рулона; фиг. 13 а-г - схематичное изображение камеры прессования, сформированной четырьмя участками механизма прессования, выполненными в виде систем барабанов, последовательно на различных этапах прессования от исходного положения до выгрузки готового рулона (поворотные оси совмещены с осями приводных элементов); фиг. 14 а-в - схематичное изображение формирования минимального контура прессования (а) и б) - с помощью различных участков прессующего механизма, в) - с помощью трех поворотных участков); фиг. 15 а-в - схематичное изображение камеры прессования, сформированной различными участками механизма прессования, выполненными в виде ленточного транспортера, цепного транспортера и системы барабанов в различных формах реализации в различных положениях (поворотные оси для а) совмещены с шарнирными соединениями и с осями приводных элементов; на г) - камера прессования по варианту в) на этапе выгрузки рулона); фиг. 16 а-е - схематичное изображение камеры прессования, сформированной различными участками прессующего механизма, выполненными в виде ленточного транспортера, цепного транспортера и системы барабанов, последовательно на различных этапах прессования от исходного положения до выгрузки готового рулона (поворотными внутрь камеры и задающими контур прессования от минимального до постоянного значения являются два участка механизма прессования); фиг. 17 а-е - схематичное изображение на этапах прессования и выгрузки рулона трех камер прессования (а)-б), в)-г), д)-е) соответственно), сформированных различными участками прессующего меха-5 006669 низма в формах реализации с вертикальными загрузкой материала и выгрузкой готового рулона; фиг. 18 - схематичное изображение в разрезе устройства рулонного прессования с двумя поворотными участками механизма прессования и с разъемными по диаметру торцевыми ограничителями на всех стадиях прессования от начального положения (минимальный контур прессования) до постоянного значения диаметра рулона; фиг. 19 - схематичное изображение в разрезе устройства рулонного прессования по фиг. 18 в положении выгрузки готового рулона; фиг. 20 а-в - схематичное изображение камеры прессования с системой запорных элементов в различных положениях запорных элементов; фиг. 21 а-в - местный вид А по фиг. 20 а в различных взаимных положениях кулачка и консольного ролика; фиг. 22 - схематичное изображение устройства рулонного прессования с толкателем в качестве элемента принудительной выгрузки; фиг. 23 - схематичное изображение устройства рулонного прессования с поворотным участком прессующего механизма в качестве элемента принудительной выгрузки. На фиг. 1 в качестве примера схематично изображен общий вид одной из предпочтительных форм реализации устройства рулонного прессования в первом и во втором варианте исполнения - рулонный пресс-подборщик, а на фиг. 2 - общий вид другой предпочтительной формы также для двух вариантов стационарное устройство рулонного прессования, например для прессования мусора. На фиг. 3 схематично изображено устройство рулонного прессования в положении с раскрытой камерой прессования. Устройство в данных формах реализации содержит средство 1 загрузки сырья и камеру 2 прессования,которая сформирована прессующим механизмом 3, выполненным в виде цепного транспортера, включающим прессующие элементы 4, выполненные в виде автономных участков 5 прессующего механизма 3. Участки прессующего механизма 3 могут быть выполнены в виде поворотных участков 6 и, при необходимости 5, прессующего механизма. Автономные участки 5 (51, 52 и т.д.) могут быть выполнены в виде двух подучастков 7 (71, 72 и т.д.) и 8 (81, 82 и т.д.), связанных между собой посредством шарнирного соединения 9 (91, 92 и т.д.) (см., например, фиг. 4). Таким же образом может быть выполнен и автономный участок 6. Автономные участки 5 и 6 образуют постоянный контур 10 прессования (фиг. 4). Прессующий механизм 3 содержит также средство задания движения, в состав которого входят приводные элементы 11. В состав устройства рулонного прессования входят также торцевые ограничители 12,относительно которых фиксируются участки 5 (51, 52 и т.д.) прессующего механизма 3 с помощью запорных элементов 13, режим работы которых регулируется посредством средства управления запорными элементами 13, в данной форме реализации выполненным в виде цепи 14. Автономные поворотные участки 6 снабжены механизмом привода (поворота), который в данной форме реализации выполнен в виде гидроцилиндра 15. В состав устройства рулонного прессования входит также средство 16 выгрузки готового рулона. На фиг. 4 схематично изображено в разрезе устройство рулонного прессования на отдельных этапах прессования рулона (от начального положения в начале прессования до готового рулона). Прессующий механизм в данной форме реализации содержит три автономных участка: участок 6, установленный с возможностью поворота вокруг поворотной оси 17, совпадающей с осью приводного элемента 11, которая расположена параллельно продольной оси 18 камеры 2 прессования; участок 51, содержащий два подучастка 71 и 81, связанные между собой посредством шарнирного соединения 91; участок 52, содержащий два подучастка 72 и 82, связанные между собой посредством шарнирного соединения 92. Участки 6, 51 и 52 образуют постоянный контур 10 прессования. В начальном положении участки 6 и 52 ограничивают зону камеры 2 прессования, в которой на начальной фазе прессования формируется прессуемый рулон минимального диаметра. Для упрощения, далее при описании такого начального взаимного положения участков 6 и 52 будет использоваться выражение участки 6 и 52 образуют минимальный контур 19 прессования. Сам минимальный контур 19 прессования на фиг. 4 и других фигурах будет обозначаться пунктирной линией. Пунктирной стрелкой обозначено направление поворота участка 6 при переводе его в начальное положение, сплошной стрелкой - направление поворота в процессе прессования с преодолением номинального усилия прессования, задаваемого гидроцилиндром 15, а двунаправленной жирной стрелкой периодическое задание дополнительного (сверх номинального значения) усилия прессования и его направление поворота участка 6 с преодолением этого дополнительного усилия прессования. Стрелками v,v1 и v2 обозначены скорости перемещения различных участков 6, 51 и 52, соответственно, прессующего механизма 3, которые в различных формах реализации могут быть связаны между собой следующими зависимостями: v=v1; v=v1=v2; v=v2, a v1=0 и др. На фиг. 5 и 6 схематично изображен вид спереди камеры 2 прессования по фиг. 4 в двух формах реализации: торцевые ограничители 12 установлены перпендикулярно продольной оси 18 камеры 2 прессования и торцевые ограничители 12 установлены под углом к продольной оси 18 камеры 2 прессования, соответственно. На фиг. 7 и 8 схематично изображен общий вид в разрезе устройства рулонного прессования и вид-6 006669 спереди камеры 2 прессования, соответственно, данного устройства, аналогичного устройству рулонного прессования, изображенному на фиг. 4 и 6, в отличие от которого участки 6, 51 и 52 прессующего механизма 3 выполнены в виде ленточного транспортера. На фиг. 9 и 10 схематично изображен общий вид в разрезе устройства рулонного прессования и вид спереди камеры 2 прессования данного устройства, аналогичного устройству рулонного прессования,изображенному на фиг. 4 и 5, но в котором участок 6 выполнен в виде ленточного транспортера; участок 51 выполнен в виде системы барабанов; участок 52 выполнен в виде цепного транспортера. На фиг. 11 а-е схематично изображена камера 2 прессования, сформированная участками 6, 51 и 52 прессующего механизма 3, выполненными в виде ленточного транспортера или системы матов, последовательно на различных этапах прессования рулона 20 от начального положения до выгрузки готового рулона 21. На данных фигурах позицией 22 обозначена ось вращения рулона 20, а позицией 23 - ось симметрии камеры 2 прессования. Аналогичные изображения приведены на фиг. 12 а-е для участков 6, 51 и 52 прессующего механизма 3, выполненных в виде цепного транспортера. На фиг. 13 а-е схематично изображена камера прессования, сформированная четырьмя участками 6,51, 52 и 53 механизма 3 прессования, выполненными в виде систем барабанов, последовательно на различных этапах прессования от начального положения до выгрузки готового рулона 21. В данной форме реализации поворотные оси 17 совмещены с осями приводных элементов 11. Кроме того, на фиг. 13 д изображена форма реализации, в которой участок 53 также является поворотным и поворачивается в сторону (в направлении) камеры 2 прессования в процессе допрессовки прессуемого рулона 20 (формирует постоянный контур 10 прессования). На фиг. 14 а-в схематично изображены различные возможности формирования минимального контура 19 прессования. Так, на фиг. 14 а минимальный контур 19 прессования формируется участками 51 и 52, на фиг. 14 б - участками 6 и 52, а на фиг. 14 в - участками 6, 51 и 52, причем все три упомянутые участка в данной форме реализации являются поворотными внутрь камеры 2 прессования. На фиг. 15 а-в схематично изображена камера прессования, сформированная участками 6, 51 и 52 механизма 3 прессования различной конструкции, последовательно на различных этапах прессования от начального положения до готового рулона 21 с различными формами реализации поворотных осей 17, а на фиг. 15 г - изображена камера прессования по фиг. 15 в в положении выгрузки готового рулона 21. Все этапы прессования для камеры прессования в одной из форм реализации с двумя поворотными участками, формирующими минимальный контур прессования, схематично представлены на фиг. 16 а-е. В этом случае являются поворотными внутрь камеры 2 прессования, и принимают участие в изменении контура прессования от минимального до постоянного два участка 6 и 52 механизма прессования 3. На фиг. 17 а-е схематично изображены камеры прессования, сформированные участками прессующего механизма различной конструкции в формах реализации с вертикальными загрузкой материала и выгрузкой готового рулона. При этом следует учитывать, что загрузка материала и выгрузка готового рулона, в принципе, могут быть ориентированы в любом подходящем направлении. На фиг. 18 и 19 схематично изображена форма реализации устройства рулонного прессования с разъемными по диаметру торцевыми ограничителями, соответственно, в начальном положении (до начала прессования) и в положении выгрузки готового рулона. Как видно из чертежа все основные конструктивные и функциональные элементы механизма прессования остаются аналогичными форме реализации с неразъемными торцевыми ограничителями. На фиг. 20 а-в и 21 а-в подробно рассмотрена одна из возможных форм реализации запорного устройства, в которой запорные элементы, выполненные в виде кулачков 24, установлены в зоне кромки 25 торцевого ограничителя 12, а ответные элементы, выполненные в виде консольных роликов 26, соответственно установлены в зоне кромки 27 участков 51 и 52 прессующего механизма 3. На внешней поверхности кулачков 24 установлены зубчатые элементы 28, которые взаимодействуют с цепью 14. На фиг. 22 и 23 схематично изображены различные формы реализации элемента принудительной выгрузки из состава средства 16 выгрузки готового рулона 21: толкатель 29 или поворотный участок 6 прессующего механизма 3, соответственно. В формах реализации, изображенных на фиг. 11 а-е, 16 а-е и 17 в-е участки прессующего механизма,включающие бесконечные прессующие элементы, снабжены опорньми катками 30, задающими постоянный контур 10 прессования и примыкающими к прессующему элементу со стороны, противолежащей прессуемому рулону 20. Кроме упомянутых выше позиций на чертежах позицией 31 обозначены элементы несущей конструкции, а позицией 32 - механизмы привода (гидроцилиндры) поворотных участков прессующего механизма 3. Предлагаемое устройство рулонного прессования работает следующим образом. В обоих вариантах выполнения через средство 1 загрузки сырья сырье подается в камеру 2 прессования и взаимодействует с прессующими элементами 4 любого подходящего типа из состава прессующего механизма 3. Прессующие элементы 4 связаны в автономные бесконечные или конечные участки 5(51, 52, 53 и т.д.) и 6. Автономный участок 6 выполняется с возможностью поворота внутрь камеры 2-7 006669 прессования вокруг поворотной оси 17, в качестве которой, как правило, выбирают ось приводного элемента 11 участка 6 прессующего механизма 3. Приводные элементы 11 входят в состав средства задания движения, которое в различных формах реализации может содержать систему валов, валков, шкивов или звездочек стандартного или специального исполнения и, при необходимости, систему направляющих или опорных катков 30. Участки 6 и 5 (51, 52, 53) образуют постоянный контур 10 прессования. Участки 6 и 5 (51, 52, 53), в общем случае, могут быть выполнены как цельными, так и состоящими из подучастков 7 (71, 72, 73) и 8 (81, 82, 83), связанных между собой посредством шарнирного соединения 9 (91, 92,93). В этом случае подучастки 8 (81, 82) будут выполнять роль поворотных участков 5. В тоже время,участок или участки 5 также могут быть выполнены поворотными. При этом в качестве поворотных осей 17 для участков 6, 5 (51, 52, 53) могут быть выбраны оси соответствующих приводных элементов 11, а для подучастков 7 (71,72, 73) и 8 (81, 82, 83) - оси соответствующих шарнирных соединений 9 (91, 92). В любом случае, поворотная ось 17 располагается параллельно продольной оси 18 камеры 2 прессования. Поворот участков 6 и, при необходимости, 5 (51, 52, 53) осуществляется механизмом поворота, который может быть выполнен в виде гидроцилиндра 15 или механизмов привода 32, которые также могут представлять собой гидроцилиндры. До начала прессования участки 6 и 5 (51, 52, 53) образуют постоянный контур 10 прессования. Посредством гидроцилиндра 15 участок 6 поворачивается вокруг поворотной оси 17 (в качестве которой,как правило, выбирают ось соответствующего приводного элемента 11) внутрь камеры 2 прессования в крайнее положение. При этом участок 6 вместе с участком 5 (52) образуют минимальный контур 19 прессования. Пласт материала начинает поступать в камеру 2 прессования и при взаимодействии с прессующими элементами 4 участков 5 (52) и 6 прессующего механизма 3 начинает сворачиваться в рулон 20 вокруг оси 22 вращения рулона 20. Учитывая малый объем рулона, создаваемый минимальным контуром 19 прессования, и большое усилие прессования, создаваемое гидроцилиндром 15 на участок 6 в каждый момент прессования, на начальной стадии прессования обеспечивается высокое качество формирования центральной части рулона. По мере увеличения плотности, а также диаметра прессуемого рулона 20 возрастает давление на участок 6, что приводит к тому, что участок 6 под действием все увеличивающегося в диаметре прессуемого рулона 20, и преодолевая сопротивление гидроцилиндра 15, поворачивается наружу, увеличивая контур прессования до достижения положения, при котором участок 6 совместно со всеми участками 5 (51, 52, 53) образуют постоянный контур 10 прессования. При необходимости, в дополнение к номинальному создаваемому гидроцилиндром 15 усилию прессования усилие прессования может создаваться дополнительное усилие прессования на участок 6 в периодическом режиме. Для этого соответствующим подходящим средством задания усилия прессования (на чертежах не изображено) периодически повышается давление в гидроцилиндре 15, что приводит к циклическому повороту внутрь камеры 2 прессования участка 6 и периодическому повышению давления на прессуемый рулон 20. По мере увеличения диаметра прессуемого рулона 20 и с учетом описанных выше процессов участок 6 начинает поворот наружу, периодически, если это необходимо, подвергаясь силовым толчкам со стороны участка 6. Этот процесс продолжается до достижения постоянного контура 10 прессования. Кроме того, в некоторых формах реализации (фиг. 10 а-е) прилагаемое усилие прессования создается также за счет натяжения элементов прессования на автономных участках 6, 5 (51, 52). При этом в процессе возрастания плотности и диаметра прессуемого рулона 20 вначале дугообразно прогибаются в соответствии с контуром прессования элементы прессования (например, ремни на фиг. 10 в) на соответствующих участках 6 и 5, а после достижения их максимально возможного натяжения, которое может быть ограничено опорными роликами 30, начинается описанный выше поворот участка 6 до достижения положения, при котором участок 6 совместно со всеми участками 5 (51, 52, 53) образуют постоянный контур 10 прессования. Дальнейший поворот участка 6 вокруг поворотной оси 17 при этом во всех формах реализации блокируется упором, который может быть выполнен любым известным специалистам в данной области техники способом. Таким образом осуществляется формирование готового рулона 21 с высоким и равномерным значением плотности в радиальном направлении. Одновременно с формированием цилиндрической поверхности прессуемого рулона 20 посредством торцевых ограничителей происходит формирование торцевых поверхностей рулона 20. Форма торцевых поверхностей готового рулона 21 определяется формой реализации и способом установки торцевых ограничителей и может быть либо плоской, либо выпукло-конической. Следует отметить, что в процессе прессования изменяется положение оси 22 вращения прессуемого рулона, как относительно оси 23 симметрии камеры 2 прессования, так и, если это необходимо, относительно оси симметрии прессуемого рулона 20, что может быть достигнуто за счет как постоянной, так и переменной разности скоростей v и v2 (v v2). Это обстоятельство вызывает сдвиговые нагрузки на поверхностные слои прессуемого рулона 20, что препятствует образованию в каждый момент времени цилиндрического свода (арки) по внешней поверхности рулона и повышает тем самым эффективность прессования. Установка торцевых ограничителей 12 под наклоном к продольной оси 18 камеры 2 прессования,помимо того, что прессование рулона в продольном направлении начинается с минимального объема-8 006669 рулона, также приводит к росту усилия прессования в продольном направлении по мере перемещения оси 22 вращения прессуемого рулона 20 к оси 23 симметрии камеры 2 прессования, так как прессуемый рулон 20 при этом перемещается в зону минимально возможного расстояния между торцевыми ограничителями 12. Скорость перемещения прессующих элементов отдельного(ых) участка(ов) 5 в начальной фазе прессования может быт равна нулю. В таком случае этот участок будет приводиться в движение при контакте с прессуемым рулоном 20. Это является предпочтительным для участков 5, которые не участвуют в формировании минимального контура 19 прессования. В случае наличия на таких участках 5 приводных элементов 11 их привод в движение осуществляется при вступлении в контакт с прессуемым рулоном 20 во избежание непродуктивного расхода энергии на движение участка 5 на холостом ходу. Взаимное положение поворотных участков 5 (51, 52) и торцевых ограничителей 12 в процессе прессования фиксируется посредством запорного устройства. В представленном на чертежах примере запорное устройство состоит из запорных элементов 13, выполненных в виде кулачков 24, расположенных в зоне кромки 25 торцевых ограничителей 12. Ответная часть запорного устройства выполнена в виде консольных роликов 26, расположенных на соответствующих участках в зоне кромки 27 элементов 31 несущей конструкции из состава участков 5 (51, 52) прессующего механизма 3. Управление режимами работы запорных элементов осуществляется посредством цепи 14, которая взаимодействует с кулачками 24 через зубчатые элементы 28, связанные с внешней поверхностью кулачков 24. При приведении в движение цепи 14 находящиеся с ней в контакте зубчатые элементы 28 поворачивают кулачок 24, тем самым освобождая или фиксируя консольный ролик 26 (см. фиг. 20 а-в). Цепь 14 приводится в движение любым подходящим образом по завершении прессования и получении готового рулона 21. При этом поворотные участки 5 прессующего механизма 3 освобождаются от фиксации по отношению к торцевым ограничителям 12 и после поворота участков 5 (51, 52) вокруг соответствующих поворотных осей 17 камера 2 прессования раскрывается. Сформированный описанным выше образом готовый рулон 13 далее выгружают из камеры 2 прессования. Для раскрытия камеры 2 прессования соответствующим ее конструкции и конструкции механизма 3 прессования, а также с учетом описанной выше конструкции запорного устройства, образом. Применяются, например, шарнирные устройства, хорошо известные специалистам в данной области техники, которые в связи с несущественностью в рамках настоящего изобретения подробно описаны не будут. Сигнал о раскрытии камеры 2 прессования поступает на средство 16 выгрузки готового рулона 21,которое приводит в движение (в направлении, указанном стрелкой) либо толкатель 29, например посредством рычажно-шарнирного соединения, либо поворотный участок 6 посредством гидроцилиндра 15. Таким образом, при раскрытии камеры 2 прессования либо толкатель 29 подается через разрывы между отдельными участками 6 и/или 5 (51, 52, 53) прессующего механизма 3 или между прессующими элементами 4, например лентами, в камеру 2 прессования, либо поворотный участок 6 поворачивается внутрь камеры 2 прессования и выталкивает готовый рулон 21 из камеры 2 прессования, либо они взаимодействуют синхронно или по заданной программе. Описанная конструкция позволяет значительно упростить процесс выгрузки готового рулона, особенно, с учетом высокой плотности готового рулона 21 в продольном направлении и его сжатия наклонными торцевыми ограничителями 12. Далее все элементы устройства рулонного прессования (толкатель 29 и участок 5) возвращаются в исходное положение. С помощью запорного устройства фиксируется взаимное положение торцевого ограничителя и участков 5 (51, 52, 53) прессующего механизма. Поворотный участок 6 посредством гидроцилиндра 15 поворачивается внутрь камеры 2 прессования до образования минимального контура 19 прессования, и процесс прессования начинается с начала, как описано выше. В описанном выше примере реализации обоих вариантов исполнения заявляемого устройства рулонного прессования использованы только некоторые предпочтительные варианты комбинаций возможных значений существенных признаков, что не исключает возможности реализации вариантов устройства с другими возможными вариантами комбинаций существенных признаков. При этом все возможные комбинации обеспечивают достижение заявленных технических результатов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство рулонного прессования, содержащее, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и с элементами силовой конструкции, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем, при необходимости по меньшей мере один автономный участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков, отличающееся тем, что по меньшей мере два участка прессующего механизма или по меньшей мере один участок и один подучасток по меньшей мере одного участка, или подучасток каждого из по-9 006669 меньшей мере двух участков выполнены с возможностью поворота каждый вокруг соответствующей поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжены соответствующими механизмами поворота. 2. Устройство рулонного прессования, содержащее, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, выполненным в виде по меньшей мере двух автономных участков, образующих постоянный контур прессования и связанных со средством задания движения, включающим систему приводных элементов участков прессующего механизма, и с элементами силовой конструкции, а также двумя торцевыми ограничителями и средство выгрузки готового рулона, причем, при необходимости, по меньшей мере один автономный участок прессующего механизма выполнен в виде двух шарнирно связанных подучастков, отличающееся тем, что дополнительно содержит средство задания минимального контура прессования и изменения контура прессования от минимального до постоянного, связанное со средством задания усилия прессования до постоянного объема, и средство задания оси вращения рулона, при этом по меньшей мере один участок и/или один подучасток по меньшей мере одного участка прессующего механизма выполнен с возможностью поворота внутрь камеры прессования вокруг поворотной оси, расположенной параллельно продольной оси камеры прессования, и снабжен механизмом поворота, а средство задания усилия прессования, при необходимости, выполнено с возможностью наложения дополнительного усилия на усилие прессования в периодическом режиме. 3. Устройство по п.2, отличающееся тем, что средство задания оси вращения рулона совмещено со средством изменения контура прессования. 4. Устройство по п.3, отличающееся тем, что средство задания оси вращения рулона дополнительно совмещено со средством вращения рулона, выполненным в виде по меньшей мере двух участков прессующего механизма, выполненных с возможностью перемещения по отношению друг к другу с различными скоростями. 5. Устройство по любому из пп.2-4, отличающееся тем, что средство задания минимального контура прессования и изменения контура прессования от минимального до постоянного совмещено по меньшей мере с одним участком прессующего механизма, выполненным с возможностью поворота внутрь камеры вокруг поворотной оси, при этом средство задания усилия прессования связано с механизмом поворота. 6. Устройство по любому из пп.1-5, отличающееся тем, что в качестве поворотной оси выбрана ось приводного элемента средства задания движения. 7. Устройство по любому из пп.1-5, отличающееся тем, что в качестве поворотной оси выбрана ось шарнирного соединения двух подучастков участка прессующего механизма. 8. Устройство по любому из пп.1-7, отличающееся тем, что по меньшей мере один из участков прессующего механизма установлен с возможностью привода при контакте с рулоном. 9. Устройство по любому из пп.2-8, отличающееся тем, что средство задания усилия прессования до постоянного объема совмещено с механизмом поворота по меньшей мере одного участка и/или одного подучастка по меньшей мере одного участка прессующего механизма и выполнено в виде гидроцилиндра. 10. Устройство по любому из пп.1-9, отличающееся тем, что торцевые ограничители установлены перпендикулярно продольной оси камеры. 11. Устройство по любому из пп.1-9, отличающееся тем, что по меньшей мере один из торцевых ограничителей установлен таким образом, что его ось расположена под углом к продольной оси камеры. 12. Устройство по любому из пп.1-11, отличающееся тем, что по меньшей мере один из торцевых ограничителей установлен с возможностью независимого свободного вращения вокруг оси торцевого ограничителя. 13. Устройство по любому из пп.1-12, отличающееся тем, что торцевой ограничитель выполнен неразъемным по всей плоскости контакта торцевого ограничителя с торцом рулона. 14. Устройство по п.13, отличающееся тем, что дополнительно снабжено системой запорных элементов, установленных с возможностью фиксации взаимного положения торцевого ограничителя и по меньшей мере одного участка прессующего механизма и связанных между собой средством управления запорными элементами. 15. Устройство по п.14, отличающееся тем, что запорный элемент выполнен в виде кулачка, размещенного в зоне кромки торцевого ограничителя с внешней стороны, и консольного ролика, установленного с возможностью взаимодействия с кулачком и размещенного с внешней стороны в соответствующей зоне кромки участка прессующего механизма, установленного с возможностью поворота вокруг поворотной оси. 16. Устройство по п.15, отличающееся тем, что с внешней поверхностью кулачка связан зубчатый элемент, взаимодействующий со средством управления запорными элементами, выполненным в виде цепи. 17. Устройство по любому из пп.1-15, отличающееся тем, что средство выгрузки готового рулона дополнительно снабжено элементом принудительной выгрузки, выполненным в виде толкателя, распо- 10006669 ложенного между прессующими устройствами или прессующими элементами с возможностью взаимодействия через них с готовым рулоном и/или в виде участка прессующего механизма, выполненного с возможностью поворота внутрь камеры. 18. Устройство по любому из пп.1-17, отличающееся тем, что участки прессующего механизма выполнены в виде цепных транспортеров и/или в виде ленточных транспортеров, и/или в виде системы барабанов, и/или в виде системы матов. 19. Устройство по любому из пп.1-18, отличающееся тем, что участки прессующего механизма,включающие бесконечные прессующие элементы, снабжены опорными катками, задающими постоянный контур прессования и примыкающими к прессующим элементам со стороны, противолежащей рулону.
МПК / Метки
МПК: A01F 15/07
Метки: рулонного, устройство, прессования, варианты
Код ссылки
<a href="https://eas.patents.su/19-6669-ustrojjstvo-rulonnogo-pressovaniya-varianty.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство рулонного прессования (варианты)</a>
Устройство рулонного прессования (варианты)
Номер патента: 6666
Опубликовано: 24.02.2006
Авторы: Шаплыко Валерий Иванович, Шаплыко Павел Валерьевич, Еремеев Александр Сидорович, Василевский Владимир Валерьевич
МПК: A01F 15/07
Метки: рулонного, устройство, прессования, варианты
Формула / Реферат:
1. Устройство рулонного прессования, содержащее, по меньшей мере, средство загрузки сырья, камеру прессования, сформированную прессующим механизмом, включающим систему прессующих элементов, образующих контур прессования и связанных со средством задания движения двумя торцевыми ограничителями и, при необходимости, кожухом, и средство выгрузки готового рулона, отличающееся тем, что по меньшей мере один из торцевых ограничителей установлен, таким...
Способ (варианты) и комплекс (варианты) для предварительной обработки отходов производства и потребления и биомассы, устройство прессования
Номер патента: 5941
Опубликовано: 25.08.2005
Авторы: Василевский Владимир Валерьевич, Шаплыко Валерий Иванович, Шаплыко Павел Валерьевич, Пахилко Евгений Поликарпович
МПК: B30B 9/30
Метки: варианты, комплекс, предварительной, отходов, обработки, устройство, прессования, способ, биомассы, производства, потребления
Формула / Реферат:
1. Способ предварительной обработки отходов производства и потребления и биомассы, включающий сбор отходов или биомассы, при необходимости, их измельчение, прессование с последующей упаковкой и обвязкой спрессованных отходов или биомассы и транспортирование к месту хранения, использования и/или переработки, отличающийся тем, что перед прессованием формируют слой отходов или биомассы, а прессование осуществляют путем сворачивания в рулон...
Сушильно-прессовое устройство каркасного типа с двойным потоком и способ прессования и сушки отходов
Номер патента: 6614
Опубликовано: 24.02.2006
Автор: Ла Джоия Антонио
МПК: B01D 29/84, B30B 9/06, B01D 29/82...
Метки: отходов, способ, потоком, устройство, прессования, каркасного, сушильно-прессовое, сушки, типа, двойным
Формула / Реферат:
1. Сушильно-прессовое устройство каркасного типа для отходов, содержащее цилиндрический корпус (1) и по меньшей мере две давильные плиты (6), причем указанный цилиндрический корпус (1) состоит из нагревательных продольных труб (2), по которым проходит текучая среда теплоносителя, которые расположены вдоль образующих цилиндра и отстоят друг от друга, образуя продольные щели для выпуска пара, но не отходов, соединены удерживающими обручами (4),...
Способ горячего прессования заготовок и пресс для его осуществления
Номер патента: 2505
Опубликовано: 27.06.2002
Авторы: Матт Андреас, Зутер Михель, Шененбергер Раймонд
МПК: B21J 5/00
Метки: заготовок, пресс, осуществления, горячего, способ, прессования
Формула / Реферат:
1. Способ горячего прессования заготовок, при котором с нагретой до температуры ковки заготовки (4) окалину удаляют вне матрицы (5; 105) путем предварительной высадки прессующим пуансоном (1), а затем в одной или нескольких матрицах (5;105) прессуют до нужной формы, отличающийся тем, что предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице (5; 105) тем же прессующим пуансоном (1) за тот же цикл движения...
Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Соколов Виталий Михайлович, Двилис Эдгар Сергеевич, Хасанов Олег Леонидович, Похолков Юрий Петрович
МПК: B22F 3/02, B30B 15/02, B22F 3/03...
Метки: способ, пресс-форма, изделий, материалов, порошковых, осуществления, прессования
Формула / Реферат:
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих...