Способ изготовления формованных изделий и установка для его осуществления
Формула / Реферат
1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей полости в полость пресс-формы за счет перемещения поршня в такте движения вперед от втянутого положения в переднее положение, причем лицевая сторона указанного поршня, которая является головной в ходе этого такта движения вперед, становится частью граничной стенки указанной полости пресс-формы при достижении предельного положения такта движения вперед.
2. Способ по п.1, который предусматривает закрывание пресс-формы перед принудительной подачей формуемого материала в указанную полость пресс-формы из удерживающей полости.
3. Способ по п.1, который предусматривает закрывание пресс-формы после начала течения формуемого материала в указанную полость пресс-формы из удерживающей полости.
4. Способ по п.1, в котором указанный наполнитель содержит упрочняющие волокна.
5. Способ по п.4, в котором указанные волокна представляют собой натуральные волокна.
6. Способ по п.1, в котором указанный наполнитель имеет вид порошкового материала.
7. Способ по п.6, который дополнительно включает в себя операцию составления смеси древесной щепы или стружки другого материала с формуемым материалом.
8. Способ по п.1, в котором указанный формуемый материал и наполнитель перемешивают за счет их подачи в барабан, в котором имеются два шнека.
9. Способ по п.8, который включает в себя операцию подачи ровницы в указанный барабан.
10. Способ по п.1, в котором указанный формуемый материал представляет собой синтетическую пластмассу, причем способ включает в себя следующие операции: плавление материала в рецептурщике, подача расплавленного формуемого материала с диспергированным в нем наполнителем в нагретый резервуар, который поддерживает формуемый материал в расплавленном состоянии, и подача расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара в указанную удерживающую полость.
11. Способ по п.10, который включает в себя операцию подачи расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара последовательно по меньшей мере в две удерживающие полости.
12. Способ по п.1, который включает в себя операцию перемещения указанной удерживающей полости от первого положения, которое удерживающая полость занимает при подаче в нее формуемого материала с диспергированным в нем наполнителем, во второе положение, в котором она сообщается с указанной полостью пресс-формы, причем указанный поршень выталкивает указанный формуемый материал с диспергированным в нем наполнителем из удерживающей полости, когда указанная удерживающая полость находится в указанном втором положении.
13. Способ по п.1, который включает в себя операцию подачи дозированной загрузки формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость, образованную между указанным поршнем и полостью пресс-формы, и после этого операцию смещения поршня в его такте движения вперед.
14. Способ по п.1, который включает в себя операцию помещения слоя в полость пресс-формы ранее принудительной подачи формуемого материала в полость пресс-формы сзади от указанного слоя, для формования изделия с выполненной в пресс-форме отделкой.
15. Способ по п.1, в котором указанный формуемый материал представляет собой глину, перемешанную с водой.
16. Способ по п.1, в котором указанный формуемый материал представляет собой металлический порошок, перемешанный со связующим материалом.
17. Установка для изготовления формованного изделия, которая включает в себя рецептурщик, который создает порцию формуемого материала с диспергированным в нем наполнителем, удерживающую полость, средство ограничения пути течения от рецептурщика в удерживающую полость, вдоль которого течет формуемый материал с диспергированным в нем наполнителем в удерживающую полость, пресс-форму, которая имеет открытое состояние и закрытое состояние, причем в пресс-форме предусмотрена полость пресс-формы, отверстие, через которое указанная удерживающая полость сообщается с указанной полостью пресс-формы, и поршень, который имеет лицевую сторону и выполнен с возможностью перемещения в такте движения вперед от втянутого положения в переднее положение, причем указанный поршень обеспечивает выталкивание формуемого материала с диспергированным в нем наполнителем из указанной удерживающей полости в указанную полость пресс-формы через указанное отверстие, когда он совершает указанный такт движения вперед, причем лицевая сторона указанного поршня при его нахождении в указанном переднем положении образует часть граничной стенки указанной полости пресс-формы.
18. Установка по п.17, в которой указанный рецептурщик содержит барабан и два установленных в барабане параллельных шнека для перемешивания формуемого материала и наполнителя.
19. Установка по п.17, которая содержит нагретый резервуар в указанном пути течения, предназначенный для приема расплавленного формуемого материала с диспергированным в нем наполнителем от рецептурщика и поддержания его в расплавленном состоянии.
20. Установка по п.17, которая содержит по меньшей мере две удерживающие полости и средство для подачи расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара последовательно в указанные удерживающие полости.
21. Установка по п.19, которая содержит средство для перемещения указанной удерживающей полости между первым положением, которое она занимает при заполнении формуемым материалом с диспергированным в нем наполнителем, и вторым положением, в котором она сообщается с указанной полостью пресс-формы.
22. Установка по п.17, в которой указанная удерживающая полость представляет собой часть барабана, в котором указанный поршень совершает возвратно-поступательное движение, причем эта часть находится между указанным отверстием и указанным поршнем.
23. Установка по п.22, которая содержит клапан, который выполнен с возможностью открывания и закрывания для управления сообщением между указанной удерживающей полостью и указанной полостью пресс-формы, причем указанная удерживающая полость заполняется, когда клапан закрыт.
24. Установка по п.22, которая содержит средство для подачи отмеренного количества формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость.

Текст
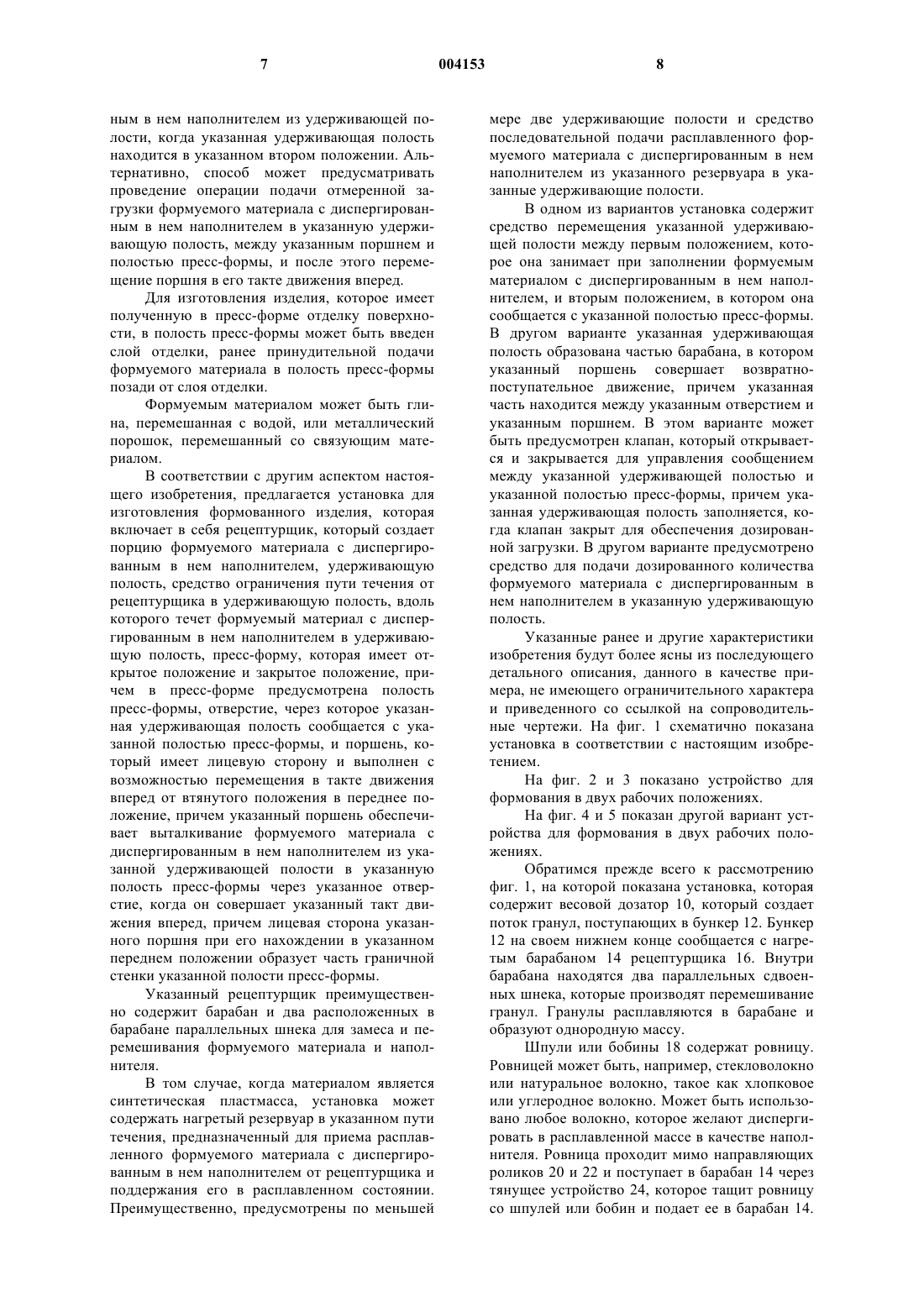
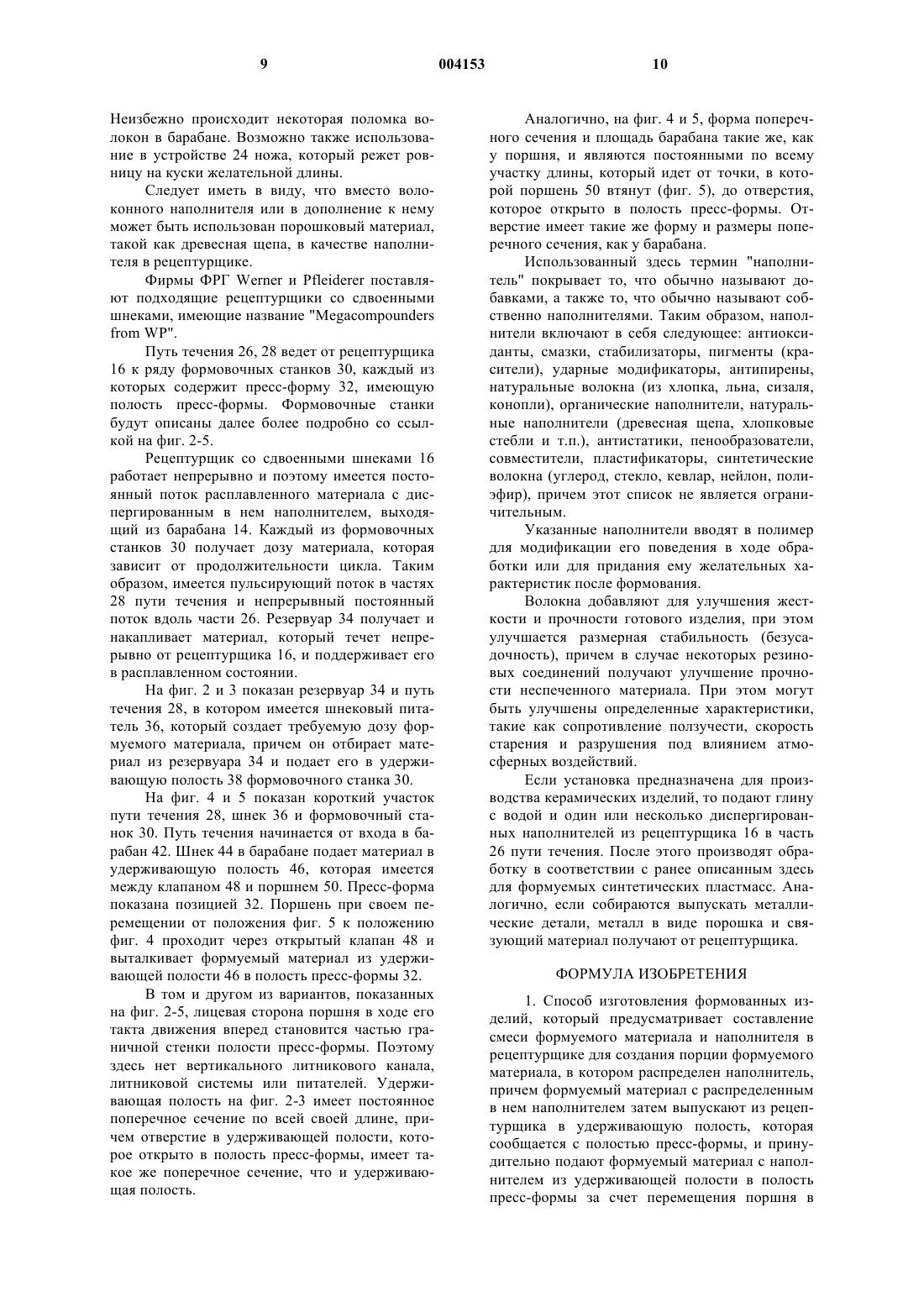
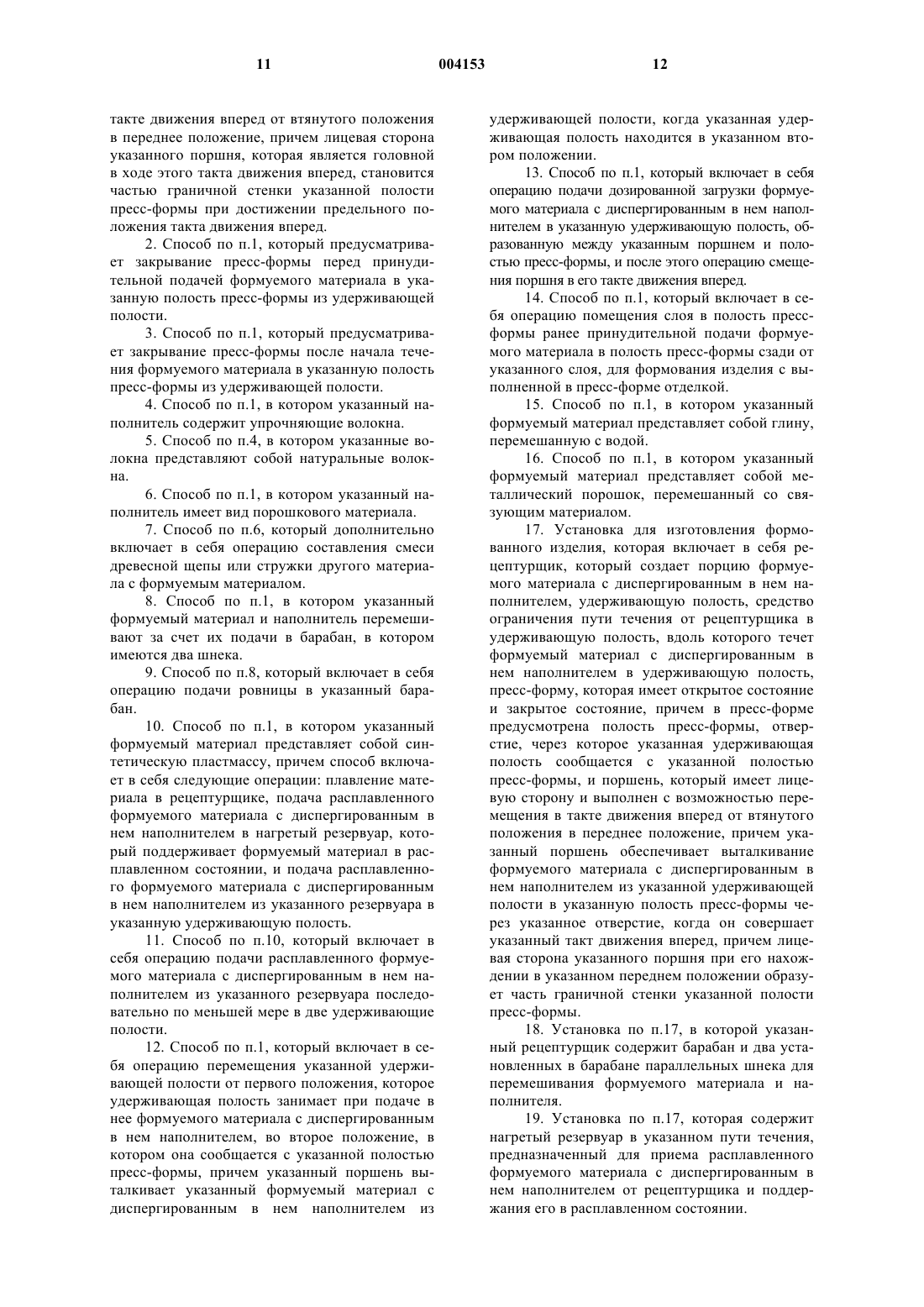
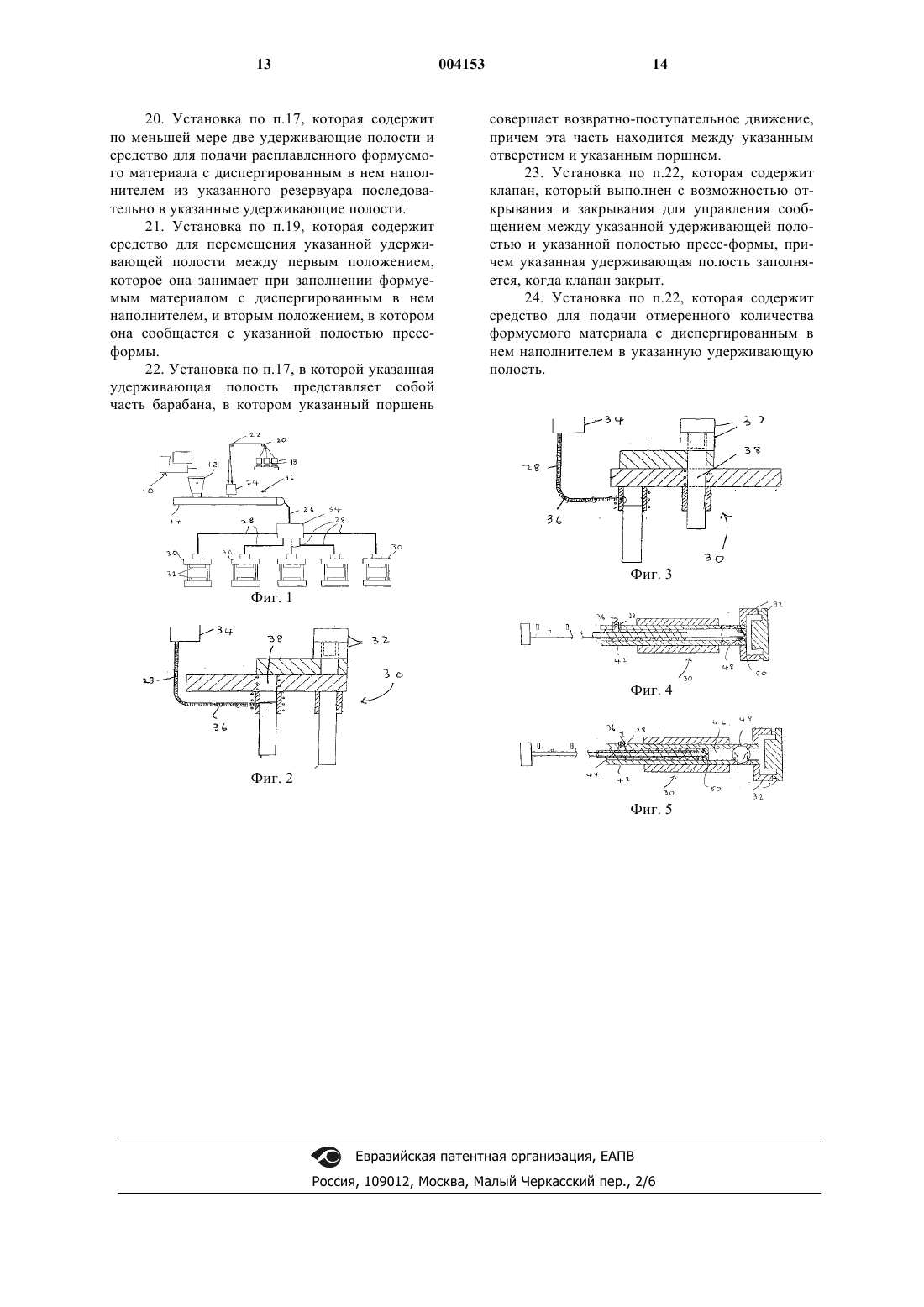
1 Настоящее изобретение имеет отношение к формованию формуемых материалов, таких как синтетические пластмассы и керамика. Большинство синтетических пластмасс получают из сырых полиолефинов, которые являются побочными продуктами каталитического крекинга сырой нефти и производства нефти из угля. Сырые полиолефины имеют вид порошков, которые содержат частицы и куски различных размеров. Химические компании, такие какBASF и Вауеr, проводят полимеризацию сырых полиолефинов для получения различных синтетических полимеров, обычно не имеющих никаких наполнителей. Полимеризацию проводят за счет приложения теплоты и давления. Природа полученного полимера зависит от степени полимеризации сырого полиолефина. Компании,которые часто называют просто как "фирмырецептурщики", покупают такой сырьевой исходный материал и перемешивают его с наполнителями, такими как тальк, антипирены, красители и волокна. Это обычно делают за счет повторного расплавления исходного материала в нагретом барабане, который имеет внутри два экструзионных шнека. Два экструзионных шнека установлены в барабане параллельно рядом друг с другом, причем могут быть предусмотрены один или несколько бункерных питателей,которые подают наполнители в барабан. Шнеки перемешивают наполнители и полимер, а также повышают температуру материалов за счет месильного действия при вращении шнеков. Перемешанный, расплавленный материал,который выходит из барабана, проходит в виде тягучей массы через ванну охлаждения и затем поступает на нож, который режет массу на гранулы. Гранулы имеют длину ориентировочно до 25 мм. Если гранулы содержат волокна, то максимальная длина волокна и длина гранулы являются главным образом одинаковыми. Этот процесс позволяет получать гранулы пластмасс,которые содержат требуемые добавки. Для других пользователей перемешанный расплавленный материал пропускают через сопло в виде щели и экструдируют в виде непрерывного полотна. Это полотно проходит через ванну, в которой оно охлаждается и затвердевает. После этого полотно разрезают на листы. Материал в виде гранул затаривают в мешки и отгружают конечному пользователю. Конечных пользователей часто называют переработчиками. Большинство полученных описанным выше образом гранул используют для питания машин для инжекционного формования(для литья под давлением). Первый известный заявителю патент на машину для инжекционного формования был выдан в США в 1872 г. Джону Хиатту (JohnHyatt). Почти через три четверти века появилось значительное усовершенствование, когда Уильям Уильберт (William Н. Wilbert) разработал шнековый пластификатор, предназначенный для 2 машин для инжекционного формования. Этот патент был получен в 1956 г. Инжекционное формование представляет собой способ массового производства, что связано с большими капиталовложениями в машины, пресс-формы(мульды) и вспомогательное оборудование. До развития инжекционного формования наиболее важным способом обработки синтетических пластмасс был способ прямого прессования. Начиная с 1960 г. основными процессами в промышленности пластмасс становятся инжекционное формование и экструзия. На 20 лет позже появляется множество различных способов обработки, однако инжекционное формование остается доминирующей технологией массового производства компонентов из синтетических пластмасс. В процессе инжекционного формования синтетическую пластмассу, обычно в виде гранул, вводят в блок инжекции, где она подвергается перемешиванию и сдвигающему действию шнека для получения расплавленной гомогенной (однородной) смеси. Затем используют пресс-форму, которую закрывают при помощи стяжного блока. После полного закрывания пресс-формы расплавленный материал из блока инжекции проталкивают через вертикальный литниковый канал (стояк), литниковую систему и один или несколько питателей в полость пресс-формы до ее полного заполнения. Блок инжекции поддерживает давление материала при его охлаждении в полости пресс-формы и при твердении материала в питателе (питателях). В этот момент процесс пластификации возобновляется и шнек движется назад, в положение, которое он занимал до инжекции. Пластификация, дозирование и инжекция протекают в блоке инжекции. Так как пресс-форма полностью закрыта при инжекции расплавленного материала, то могут быть получены компоненты с отверстиями, канавками и т.п. Описанный процесс характеризуется высоким усилием зажима (стягивания), которое требуется для удержания пресс-формы закрытой в ходе заполнения полости пресс-формы. Давление может быть существенно снижено за счет увеличения размера питателя. Однако это увеличивает время цикла и создает отметку (метину) в точке инжекции. Для снижения требуемого усилия зажима пресс-формы в некоторых машинах оставляют слегка приоткрытыми. Тогда материал вводят в пресс-форму при более низком давлении и требуется меньшее усилие для закрывания прессформы и завершения цикла инжекции. Такой способ называется инжекционным прямым прессованием. Несмотря на то, что требования к давлению зажима снижаются, этот процесс может быть использован только для компонентов без отверстий и канавок. Форма компонентов ограничена за счет относительного перемещения двух половинок пресс-формы в направле 3 нии открывания и закрывания. Характеристики изделия, которые зависят от перемещения элементов пресс-формы в третьем измерении, не могут быть заданы. Дополнительное ограничение, присущее процессу инжекционного формования, связано с введением длинных волокон в изготавливаемое изделие. Длина гранул сырья ограничивает начальную длину волокон. Средняя длина волокон в материале дополнительно уменьшается за счет процесса пластификации, за счет течения под большим давлением в питателях и за счет введения материала в полость пресс-формы через питатель. Более того, добавка волокон в формуемый материал снижает текучесть материала. Это существенно увеличивает усилие зажима машин, так как требуется проводить инжекцию при высоких давлениях, для того, чтобы вызвать течение материала. Кроме того, абразивное действие волокон, которые принудительно пропускают под большим давлением через малые каналы, существенно увеличивает износ. Именно по этой причине изготовление компонентов, в которые для прочности введены длинные волокна, производят при помощи таких процессов,как процесс прямого прессования. Существенная трудность при проведении инжекционного формования некоторых изделий заключается в том, что вместе с изделием из пресс-формы выходит посторонний кусок материала (прилив), который затем должен быть зачищен. В том случае, когда изделие изготовлено из материала с волокнами, это не всегда может быть сделано вручную, так как материал является слишком твердым. Поэтому необходимо соответствующее оборудование для зачистки приливов. Область вокруг вертикального литникового канала обычно требует больше времени для охлаждения, чем остальная часть изделия, что увеличивает время цикла. Более того, вокруг вертикального литникового канала могут появляться напряжения и зоны разупрочнения. Недавние улучшения процесса инжекционного формования предусматривают использование устройства-рецептурщика, который расплавляет и перемешивает формуемый материал. Рецептурщик подает ряд "инжекционных тиглей", каждый из которых объединен с блоком зажима и пресс-формой. Инжекционный тигель содержит барабан с имеющимся в нем поршнем,который совершает возвратно-поступательное движение в барабане. Барабан закрыт на одном конце, но имеет там узкий вертикальный литниковый канал, который ведет через литниковую систему и затем через питатель или питатели на вход (входы) полости пресс-формы. Расплавленный материал транспортируется от рецептурщика в барабан инжекционного тигля при помощи внешних нагретых литников. Клапан на входе инжекционного тигля в течение цикла инжекции закрыт. В течение цикла инжекции 4 поршень выталкивает заданную порцию расплавленного материала из барабана через вертикальный литниковый канал, литниковую систему и через питатель или питатели. Требования к давлению остаются такими же, как и при инжекционном формовании, так как нет никаких изменений относительно пути, по которому материал течет в пресс-форму. Однако все еще присутствует ломка волокон в вертикальном литниковом канале, литниковой системе и питателе (питателях). Имеется также остаточное количество материала в барабане у конца вертикального литникового канала после проведения части инжекции цикла изготовления. Гранулы могут быть также использованы и в так называемом прямом прессовании с заданным весом (или объемом). При использовании такого процесса шлак или заданный вес расплавленного материала вводят в открытую пресс-форму. Давление нагнетания, которое прикладывают, когда пресс-форма закрыта, побуждает расплавленный формуемый материал растекаться и заполнять полость пресс-формы. Недостатком указанного способа является невозможность изготовления изделий со сложной геометрической формой и невозможность формования отверстий или канавок в формуемых изделиях. В последнее время появились рецептурщики и на рынке прямого прессования. С их помощью составляют смесь материала с длинными волокнами, взвешивают ее и затем вводят в открытую пресс-форму при помощи робота. Затем пресс-форму закрывают и формуют компонент при помощи половинок пресс-формы,которые зажимают материал между собой. Материал, который в горячем состоянии имеет чувствительность к свету, воздуху или влажности, не может быть отформован указанным образом, так как он открыт для воздействия атмосферы по пути движения к пресс-форме. Кроме того, конфигурации полученных изделий также ограничены, как и в случае инжекционного прямого прессования. Полученные в соответствии с ранее описанным листы могут быть использованы в таких процессах, как вакуумное формование или формование с нагревом, или же формование полотна, которые представляют собой другой тип прямого прессования. Нагретый лист вводят в открытую пресс-форму, после чего пресс-форму закрывают и деформируют мягкий лист для получения требуемой конфигурации. Полученный после охлаждения и твердения продукт называют заготовкой. При помощи указанного способа могут быть получены только простые конфигурации. Если в готовом изделии необходимы отверстия, то их затем выбивают (штампуют) на прессе, причем заготовка должна быть точно установлена на прессе, чтобы получить отверстия в нужных местах. Обычно проводят зачистку и отделку отштампованной заготовки. Это 5 особенно необходимо в случае, когда лист упрочен волокном, так как обычно остаются случайные волокна, выступающие из обрезанных концов заготовки. Отштампованные бракованные детали обычно направляют на повторный цикл изготовления. Использование прямого прессования с использованием листового материала невозможно при так называемой "отделке с формуемой декоративной оболочкой". Эта технология предусматривает введение слоя ткани, слоя краски или слоя другого материала, такого как стекловолокно, в пресс-форму и формование пластмассы позади этого слоя. Отформованный материал несет указанный слой и приобретает за счет этого необходимую прочность. Возникающие трудности связаны с тем, что пресс-форма при закрывании сдвигает и деформирует лист,смещает слой от заданного положения и может его разрывать. Инжекционное формование используют для получения отформованной декоративной отделки поверхности. Однако высокое давление горячего поступающего материала может приводить к прожогу и сдвигу декоративного слоя. Поэтому для исключения этих проблем увеличивают толщину декоративного слоя. Следует иметь в виду, что требуются затраты энергии при плавлении сырых олефинов для получения гранул или полотна. Дополнительная энергия необходима для плавления гранул для создания формуемой расплавленной массы, или для нагревания листов, чтобы получить требуемую конфигурацию. При изготовлении керамических изделий сначала формуют сырец, который затем спекают для обеспечения твердости и стабильности размеров. Формуемый материал содержит глину и ряд добавок, в том числе воду, которые улучшают свойства сырой глины и позволяют производить формование. Добавки и глина могут быть перемешаны в рецептурщике, с нагреванием или без него. В процессе развития в настоящее время находятся технологии формования с использованием металлических порошков, перемешанных со связующим материалом. Такие технологии позволяют получать пористые металлические изделия. Задачей настоящего изобретения является создание установки и способа изготовления формованных изделий, в которых устранены указанные недостатки описанных выше способов формования. В соответствии с настоящим изобретением предлагается способ изготовления формованного изделия, который предусматривает составление смеси формуемого материала и по меньшей мере одного наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель, причем формуемый материал с распределенным в нем на 004153 6 полнителем затем выпускают из рецептурщика по пути, который ведет от указанного рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей полости в полость пресс-формы за счет перемещения поршня в такте перемещения от втянутого положения в переднее положение, причем лицевая сторона указанного поршня, которая является головной в ходе этого такта, становится частью граничной стенки указанной полости пресс-формы при достижении предельного переднего положения. Способ предусматривает закрывание пресс-формы перед принудительной подачей формуемого материала в указанную полость пресс-формы из удерживающей полости. Альтернативно, пресс-форма может быть закрыта после начала течения формуемого материала в полость пресс-формы из удерживающей полости. Выбор наполнителей зависит от природы готового изделия. Например, наполнитель может содержать упрочняющие волокна, такие как природные волокна, стекловолокно, углеродное волокно и т.п. Альтернативно или дополнительно, наполнитель может иметь вид порошкового материала, такого как древесная щепа или стружка другого материала. Преимущественно указанный формуемый материал и наполнитель перемешивают в барабане, в котором имеется два шнека. В том случае, когда наполнителем является волокно, способ может предусматривать подачу ровницы в указанный барабан. В том случае, когда указанный формуемый материал представляет собой синтетическую пластмассу, способ может предусматривать проведение следующих операций: расплавление материала в рецептурщике, подача расплавленного формуемого материала с диспергированным в нем наполнителем в нагретый резервуар,в котором формуемый материал поддерживается в расплавленном состоянии, и подача расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара в удерживающую полость. Желательные характеристики изобретения могут быть лучше всего обеспечены при подаче расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара последовательно по меньшей мере в две удерживающие полости. Способ может также предусматривать операцию перемещения удерживающей полости из первого положения, которое удерживающая полость занимает при подаче в нее формуемого материала с диспергированным в нем наполнителем, во второе положение, в котором она сообщается с указанной полостью пресс-формы,причем указанный поршень выталкивает указанный формуемый материал с диспергирован 7 ным в нем наполнителем из удерживающей полости, когда указанная удерживающая полость находится в указанном втором положении. Альтернативно, способ может предусматривать проведение операции подачи отмеренной загрузки формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость, между указанным поршнем и полостью пресс-формы, и после этого перемещение поршня в его такте движения вперед. Для изготовления изделия, которое имеет полученную в пресс-форме отделку поверхности, в полость пресс-формы может быть введен слой отделки, ранее принудительной подачи формуемого материала в полость пресс-формы позади от слоя отделки. Формуемым материалом может быть глина, перемешанная с водой, или металлический порошок, перемешанный со связующим материалом. В соответствии с другим аспектом настоящего изобретения, предлагается установка для изготовления формованного изделия, которая включает в себя рецептурщик, который создает порцию формуемого материала с диспергированным в нем наполнителем, удерживающую полость, средство ограничения пути течения от рецептурщика в удерживающую полость, вдоль которого течет формуемый материал с диспергированным в нем наполнителем в удерживающую полость, пресс-форму, которая имеет открытое положение и закрытое положение, причем в пресс-форме предусмотрена полость пресс-формы, отверстие, через которое указанная удерживающая полость сообщается с указанной полостью пресс-формы, и поршень, который имеет лицевую сторону и выполнен с возможностью перемещения в такте движения вперед от втянутого положения в переднее положение, причем указанный поршень обеспечивает выталкивание формуемого материала с диспергированным в нем наполнителем из указанной удерживающей полости в указанную полость пресс-формы через указанное отверстие, когда он совершает указанный такт движения вперед, причем лицевая сторона указанного поршня при его нахождении в указанном переднем положении образует часть граничной стенки указанной полости пресс-формы. Указанный рецептурщик преимущественно содержит барабан и два расположенных в барабане параллельных шнека для замеса и перемешивания формуемого материала и наполнителя. В том случае, когда материалом является синтетическая пластмасса, установка может содержать нагретый резервуар в указанном пути течения, предназначенный для приема расплавленного формуемого материала с диспергированным в нем наполнителем от рецептурщика и поддержания его в расплавленном состоянии. Преимущественно, предусмотрены по меньшей 8 мере две удерживающие полости и средство последовательной подачи расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара в указанные удерживающие полости. В одном из вариантов установка содержит средство перемещения указанной удерживающей полости между первым положением, которое она занимает при заполнении формуемым материалом с диспергированным в нем наполнителем, и вторым положением, в котором она сообщается с указанной полостью пресс-формы. В другом варианте указанная удерживающая полость образована частью барабана, в котором указанный поршень совершает возвратнопоступательное движение, причем указанная часть находится между указанным отверстием и указанным поршнем. В этом варианте может быть предусмотрен клапан, который открывается и закрывается для управления сообщением между указанной удерживающей полостью и указанной полостью пресс-формы, причем указанная удерживающая полость заполняется, когда клапан закрыт для обеспечения дозированной загрузки. В другом варианте предусмотрено средство для подачи дозированного количества формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость. Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи. На фиг. 1 схематично показана установка в соответствии с настоящим изобретением. На фиг. 2 и 3 показано устройство для формования в двух рабочих положениях. На фиг. 4 и 5 показан другой вариант устройства для формования в двух рабочих положениях. Обратимся прежде всего к рассмотрению фиг. 1, на которой показана установка, которая содержит весовой дозатор 10, который создает поток гранул, поступающих в бункер 12. Бункер 12 на своем нижнем конце сообщается с нагретым барабаном 14 рецептурщика 16. Внутри барабана находятся два параллельных сдвоенных шнека, которые производят перемешивание гранул. Гранулы расплавляются в барабане и образуют однородную массу. Шпули или бобины 18 содержат ровницу. Ровницей может быть, например, стекловолокно или натуральное волокно, такое как хлопковое или углеродное волокно. Может быть использовано любое волокно, которое желают диспергировать в расплавленной массе в качестве наполнителя. Ровница проходит мимо направляющих роликов 20 и 22 и поступает в барабан 14 через тянущее устройство 24, которое тащит ровницу со шпулей или бобин и подает ее в барабан 14. 9 Неизбежно происходит некоторая поломка волокон в барабане. Возможно также использование в устройстве 24 ножа, который режет ровницу на куски желательной длины. Следует иметь в виду, что вместо волоконного наполнителя или в дополнение к нему может быть использован порошковый материал,такой как древесная щепа, в качестве наполнителя в рецептурщике. Фирмы ФРГ Werner и Pfleiderer поставляют подходящие рецептурщики со сдвоенными шнеками, имеющие название "Megacompoundersfrom WP". Путь течения 26, 28 ведет от рецептурщика 16 к ряду формовочных станков 30, каждый из которых содержит пресс-форму 32, имеющую полость пресс-формы. Формовочные станки будут описаны далее более подробно со ссылкой на фиг. 2-5. Рецептурщик со сдвоенными шнеками 16 работает непрерывно и поэтому имеется постоянный поток расплавленного материала с диспергированным в нем наполнителем, выходящий из барабана 14. Каждый из формовочных станков 30 получает дозу материала, которая зависит от продолжительности цикла. Таким образом, имеется пульсирующий поток в частях 28 пути течения и непрерывный постоянный поток вдоль части 26. Резервуар 34 получает и накапливает материал, который течет непрерывно от рецептурщика 16, и поддерживает его в расплавленном состоянии. На фиг. 2 и 3 показан резервуар 34 и путь течения 28, в котором имеется шнековый питатель 36, который создает требуемую дозу формуемого материала, причем он отбирает материал из резервуара 34 и подает его в удерживающую полость 38 формовочного станка 30. На фиг. 4 и 5 показан короткий участок пути течения 28, шнек 36 и формовочный станок 30. Путь течения начинается от входа в барабан 42. Шнек 44 в барабане подает материал в удерживающую полость 46, которая имеется между клапаном 48 и поршнем 50. Пресс-форма показана позицией 32. Поршень при своем перемещении от положения фиг. 5 к положению фиг. 4 проходит через открытый клапан 48 и выталкивает формуемый материал из удерживающей полости 46 в полость пресс-формы 32. В том и другом из вариантов, показанных на фиг. 2-5, лицевая сторона поршня в ходе его такта движения вперед становится частью граничной стенки полости пресс-формы. Поэтому здесь нет вертикального литникового канала,литниковой системы или питателей. Удерживающая полость на фиг. 2-3 имеет постоянное поперечное сечение по всей своей длине, причем отверстие в удерживающей полости, которое открыто в полость пресс-формы, имеет такое же поперечное сечение, что и удерживающая полость. 10 Аналогично, на фиг. 4 и 5, форма поперечного сечения и площадь барабана такие же, как у поршня, и являются постоянными по всему участку длины, который идет от точки, в которой поршень 50 втянут (фиг. 5), до отверстия,которое открыто в полость пресс-формы. Отверстие имеет такие же форму и размеры поперечного сечения, как у барабана. Использованный здесь термин "наполнитель" покрывает то, что обычно называют добавками, а также то, что обычно называют собственно наполнителями. Таким образом, наполнители включают в себя следующее: антиоксиданты, смазки, стабилизаторы, пигменты (красители), ударные модификаторы, антипирены,натуральные волокна (из хлопка, льна, сизаля,конопли), органические наполнители, натуральные наполнители (древесная щепа, хлопковые стебли и т.п.), антистатики, пенообразователи,совместители, пластификаторы, синтетические волокна (углерод, стекло, кевлар, нейлон, полиэфир), причем этот список не является ограничительным. Указанные наполнители вводят в полимер для модификации его поведения в ходе обработки или для придания ему желательных характеристик после формования. Волокна добавляют для улучшения жесткости и прочности готового изделия, при этом улучшается размерная стабильность (безусадочность), причем в случае некоторых резиновых соединений получают улучшение прочности неспеченного материала. При этом могут быть улучшены определенные характеристики,такие как сопротивление ползучести, скорость старения и разрушения под влиянием атмосферных воздействий. Если установка предназначена для производства керамических изделий, то подают глину с водой и один или несколько диспергированных наполнителей из рецептурщика 16 в часть 26 пути течения. После этого производят обработку в соответствии с ранее описанным здесь для формуемых синтетических пластмасс. Аналогично, если собираются выпускать металлические детали, металл в виде порошка и связующий материал получают от рецептурщика. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления формованных изделий, который предусматривает составление смеси формуемого материала и наполнителя в рецептурщике для создания порции формуемого материала, в котором распределен наполнитель,причем формуемый материал с распределенным в нем наполнителем затем выпускают из рецептурщика в удерживающую полость, которая сообщается с полостью пресс-формы, и принудительно подают формуемый материал с наполнителем из удерживающей полости в полость пресс-формы за счет перемещения поршня в 11 такте движения вперед от втянутого положения в переднее положение, причем лицевая сторона указанного поршня, которая является головной в ходе этого такта движения вперед, становится частью граничной стенки указанной полости пресс-формы при достижении предельного положения такта движения вперед. 2. Способ по п.1, который предусматривает закрывание пресс-формы перед принудительной подачей формуемого материала в указанную полость пресс-формы из удерживающей полости. 3. Способ по п.1, который предусматривает закрывание пресс-формы после начала течения формуемого материала в указанную полость пресс-формы из удерживающей полости. 4. Способ по п.1, в котором указанный наполнитель содержит упрочняющие волокна. 5. Способ по п.4, в котором указанные волокна представляют собой натуральные волокна. 6. Способ по п.1, в котором указанный наполнитель имеет вид порошкового материала. 7. Способ по п.6, который дополнительно включает в себя операцию составления смеси древесной щепы или стружки другого материала с формуемым материалом. 8. Способ по п.1, в котором указанный формуемый материал и наполнитель перемешивают за счет их подачи в барабан, в котором имеются два шнека. 9. Способ по п.8, который включает в себя операцию подачи ровницы в указанный барабан. 10. Способ по п.1, в котором указанный формуемый материал представляет собой синтетическую пластмассу, причем способ включает в себя следующие операции: плавление материала в рецептурщике, подача расплавленного формуемого материала с диспергированным в нем наполнителем в нагретый резервуар, который поддерживает формуемый материал в расплавленном состоянии, и подача расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара в указанную удерживающую полость. 11. Способ по п.10, который включает в себя операцию подачи расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара последовательно по меньшей мере в две удерживающие полости. 12. Способ по п.1, который включает в себя операцию перемещения указанной удерживающей полости от первого положения, которое удерживающая полость занимает при подаче в нее формуемого материала с диспергированным в нем наполнителем, во второе положение, в котором она сообщается с указанной полостью пресс-формы, причем указанный поршень выталкивает указанный формуемый материал с диспергированным в нем наполнителем из 12 удерживающей полости, когда указанная удерживающая полость находится в указанном втором положении. 13. Способ по п.1, который включает в себя операцию подачи дозированной загрузки формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость, образованную между указанным поршнем и полостью пресс-формы, и после этого операцию смещения поршня в его такте движения вперед. 14. Способ по п.1, который включает в себя операцию помещения слоя в полость прессформы ранее принудительной подачи формуемого материала в полость пресс-формы сзади от указанного слоя, для формования изделия с выполненной в пресс-форме отделкой. 15. Способ по п.1, в котором указанный формуемый материал представляет собой глину,перемешанную с водой. 16. Способ по п.1, в котором указанный формуемый материал представляет собой металлический порошок, перемешанный со связующим материалом. 17. Установка для изготовления формованного изделия, которая включает в себя рецептурщик, который создает порцию формуемого материала с диспергированным в нем наполнителем, удерживающую полость, средство ограничения пути течения от рецептурщика в удерживающую полость, вдоль которого течет формуемый материал с диспергированным в нем наполнителем в удерживающую полость,пресс-форму, которая имеет открытое состояние и закрытое состояние, причем в пресс-форме предусмотрена полость пресс-формы, отверстие, через которое указанная удерживающая полость сообщается с указанной полостью пресс-формы, и поршень, который имеет лицевую сторону и выполнен с возможностью перемещения в такте движения вперед от втянутого положения в переднее положение, причем указанный поршень обеспечивает выталкивание формуемого материала с диспергированным в нем наполнителем из указанной удерживающей полости в указанную полость пресс-формы через указанное отверстие, когда он совершает указанный такт движения вперед, причем лицевая сторона указанного поршня при его нахождении в указанном переднем положении образует часть граничной стенки указанной полости пресс-формы. 18. Установка по п.17, в которой указанный рецептурщик содержит барабан и два установленных в барабане параллельных шнека для перемешивания формуемого материала и наполнителя. 19. Установка по п.17, которая содержит нагретый резервуар в указанном пути течения,предназначенный для приема расплавленного формуемого материала с диспергированным в нем наполнителем от рецептурщика и поддержания его в расплавленном состоянии. 20. Установка по п.17, которая содержит по меньшей мере две удерживающие полости и средство для подачи расплавленного формуемого материала с диспергированным в нем наполнителем из указанного резервуара последовательно в указанные удерживающие полости. 21. Установка по п.19, которая содержит средство для перемещения указанной удерживающей полости между первым положением,которое она занимает при заполнении формуемым материалом с диспергированным в нем наполнителем, и вторым положением, в котором она сообщается с указанной полостью прессформы. 22. Установка по п.17, в которой указанная удерживающая полость представляет собой часть барабана, в котором указанный поршень 14 совершает возвратно-поступательное движение,причем эта часть находится между указанным отверстием и указанным поршнем. 23. Установка по п.22, которая содержит клапан, который выполнен с возможностью открывания и закрывания для управления сообщением между указанной удерживающей полостью и указанной полостью пресс-формы, причем указанная удерживающая полость заполняется, когда клапан закрыт. 24. Установка по п.22, которая содержит средство для подачи отмеренного количества формуемого материала с диспергированным в нем наполнителем в указанную удерживающую полость.
МПК / Метки
МПК: B29C 45/46
Метки: установка, осуществления, формованных, способ, изделий, изготовления
Код ссылки
<a href="https://eas.patents.su/8-4153-sposob-izgotovleniya-formovannyh-izdelijj-i-ustanovka-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления формованных изделий и установка для его осуществления</a>
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: плит, изделий, частности, строительных, формованных, способ, изготовления, негорючих
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Способ изготовления целлюлозных формованных изделий
Номер патента: 1994
Опубликовано: 22.10.2001
Авторы: Гспалтл Петер, Шлоссникл Кристиан, Фирго Хайнрих, Каллайтнер Йоханн
Метки: изготовления, целлюлозных, изделий, формованных, способ
Формула / Реферат:
1. Способ изготовления целлюлозных формованных изделий в виде плоских или рукавных пленок, а также целлюлозных мембран в виде плоских или рукавных пленок, при котором посредством экструзионного сопла в водном третичном аминоксиде экструдируют раствор целлюлозы, который может содержать при необходимости также добавки, такие как стабилизаторы, пластификаторы, порообразователи и т.п., причем образуется формованный раствор, имеющий две поверхности,...
Способ формования для изготовления полимерных изделий и устройство для осуществления способа
Номер патента: 2876
Опубликовано: 31.10.2002
Автор: Штемке Лотар
МПК: B29C 45/02
Метки: способа, изделий, полимерных, устройство, способ, формования, осуществления, изготовления
Формула / Реферат:
1. Способ формования для изготовления полимерных изделий, при котором расплавленную формовочную массу перед формованием в оформляющей полости (KV) помещают в почти совпадающую по своему объему с объемом оформляющей полости (KV) резервную полость (А), которая выполнена в виде цилиндра и сообщена с оформляющей полостью (KV) таким образом, что заканчивается в ней без перехода, и формовочную массу посредством установленного в резервной полости (А) с...
Способ получения эластичных полиуретановых формованных изделий с плотной поверхностью и ячеистым ядром
Номер патента: 1624
Опубликовано: 25.06.2001
Авторы: Питтрих Клаус , Фолкерт Отто
МПК: C08G 18/48, C08G 18/10
Метки: способ, плотной, ячеистым, полиуретановых, изделий, получения, поверхностью, ядром, эластичных, формованных
Формула / Реферат:
1. Способ получения высокоэластичных полиуретановых формованных изделий с плотной поверхностью и ячеистым ядром взаимодействием а) модифицированных органических полиизоцианатов с б) как минимум одним, веществом, имеющим не менее двух реакционных атомов водорода и с молекулярным весом от 1000 до 8000, в) со средствами удлинения цепи в присутствии г) пенообразователей, д) катализаторов и, при необходимости, е) обычных вспомогательных средств...
Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Резник Валентин Юрьевич, Ахапкин Константин Викторович, Грищенко Сергей Евгеньевич, Мелешко Виктор Михайлович, Шитуева Ирина Владимировна
МПК: C03B 19/09
Метки: изготовления, непрерывного, способ, декоративно-облицовочных, декоративно-облицовочный, установка, плит, осуществления, материал
Формула / Реферат:
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при...
Предыдущий патент: Способ экструдирования непрерывно формованной массы
Следующий патент: Вливание жидкостей в тело человека или животного
Случайный патент: Устройство и способ для удаления sox из кислородсодержащих газов