Способ изготовления контейнера
Формула / Реферат
1. Способ изготовления контейнера с основанием с направленным внутрь углублением, причем материал контейнера склонен к деформации при нагревании, отличающийся тем, что основание заготовки контейнера при повышенной температуре расширяют относительно многосекционной пресс-формы, состоящей, по крайней мере, из трех сегментов, охватывающих сужающийся стержень, установленный с возможностью перемещения и запирающий сегменты в разных положениях, начиная с плотного прилегания друг к другу и заканчивая положением, при котором сегменты свободно раздвинуты друг от друга, при этом основание с направленным внутрь углублением формируют под действием сегментов, находящихся в раздвинутом положении, и извлекают при плотном прилегании сегментов друг к другу.
2. Способ изготовления контейнера по п.1, отличающийся тем, что расширение осуществляют, по крайней мере, в основном формованием раздувом.
3. Способ изготовления контейнера по п.1 или 2, отличающийся тем, что заготовку контейнера сначала расширяют в направлении вниз к упомянутому стержню и к сегментам с помощью механических средств, вставляемых через отверстие со стороны, противоположной основанию.
4. Способ изготовления контейнера по п.1, 2 или 3, отличающийся тем, что как заготовку, так и готовый контейнер практически выполняют в виде тела вращения, при этом стержень ему коаксиален, а все сегменты подобны радиальным стенкам, соединяющимся при плотном прижатии сегментов друг к другу.
5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что сегменты придают основанию с направленным внутрь углублением W -образную форму.
6. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что, по крайней мере, часть краев сегментов, подвергающихся воздействию материала контейнера, скошены и образуют каналы, создающие выступы, направленные от поверхности основания с направленным внутрь углублением наружу.

Текст
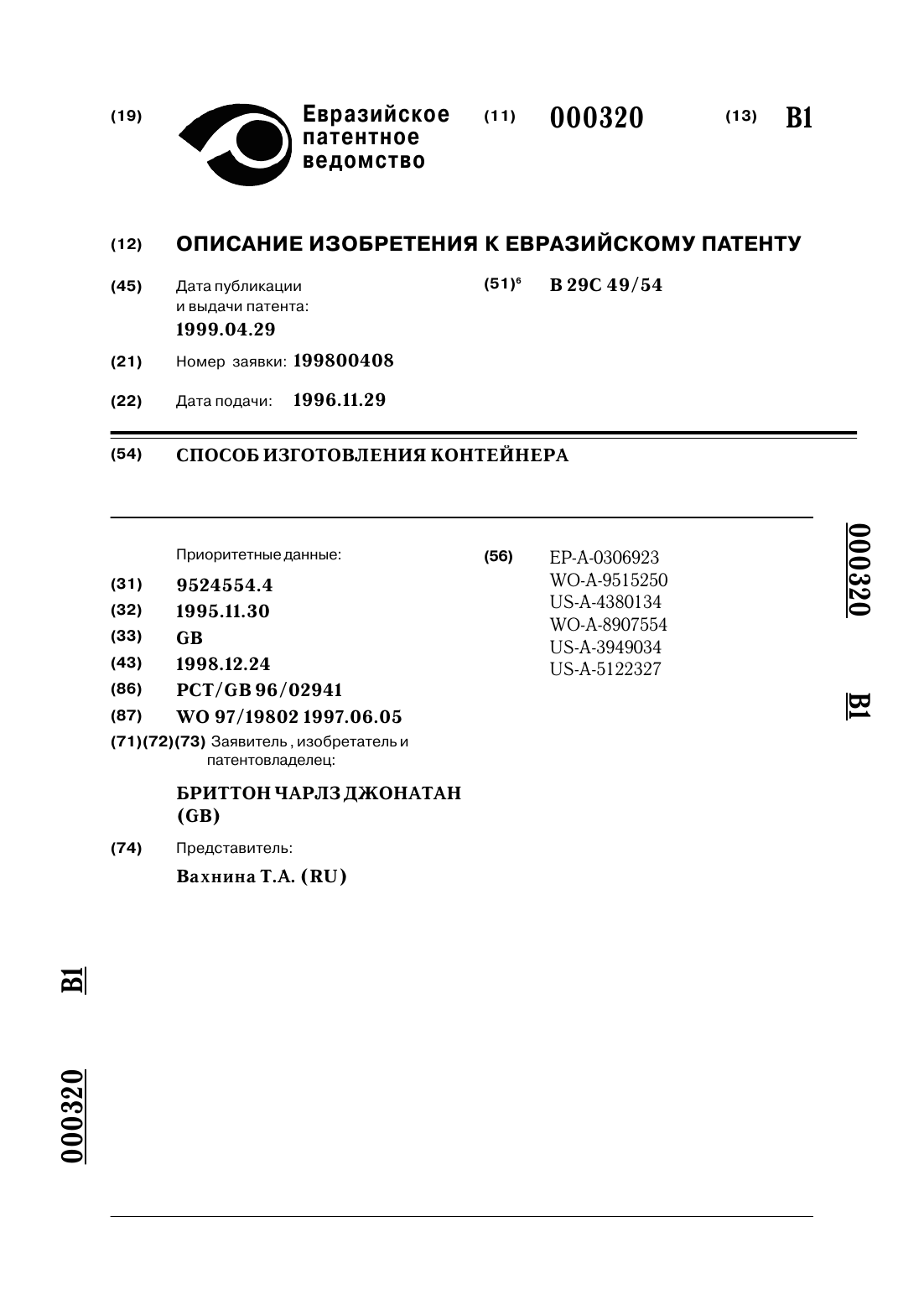
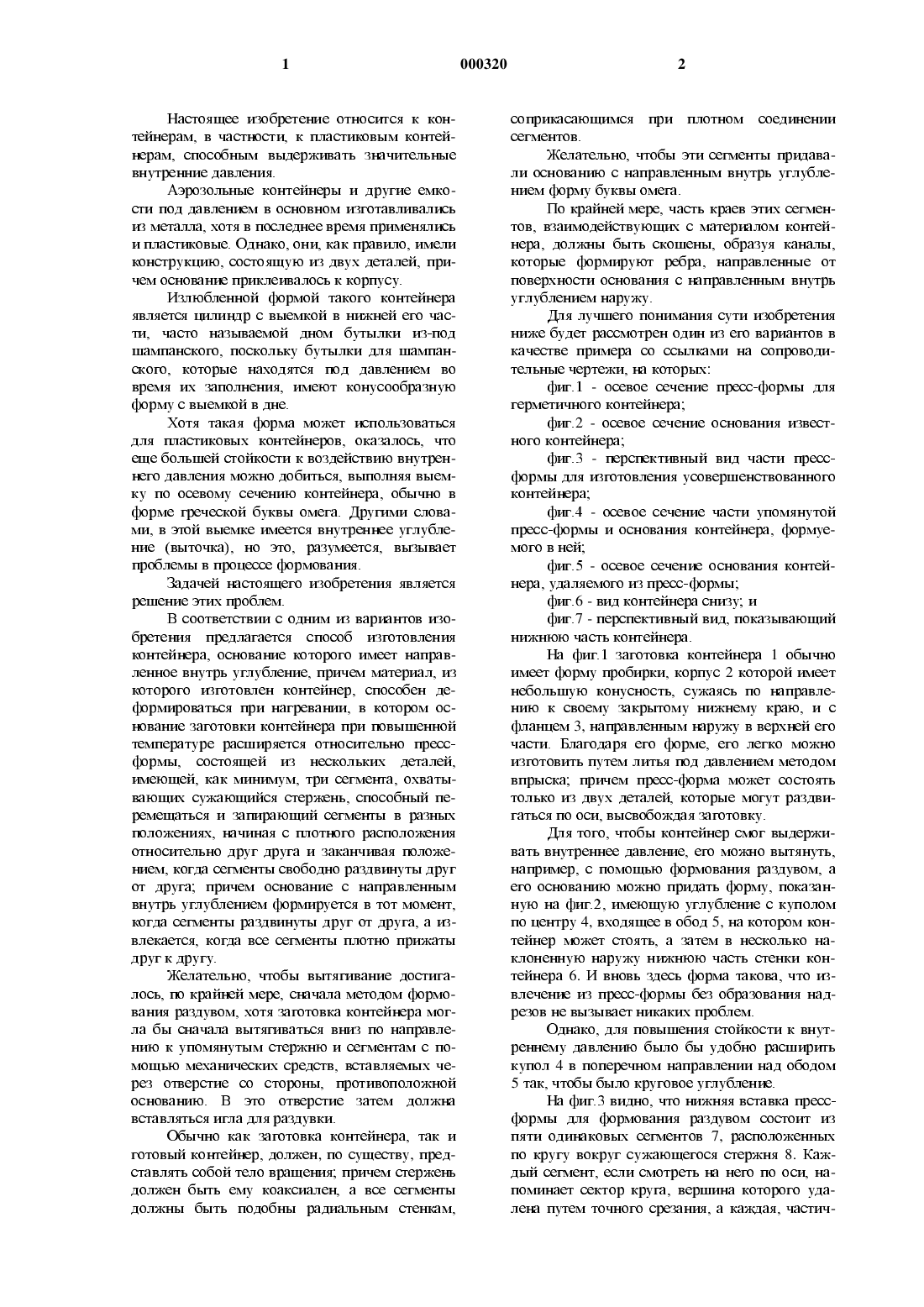
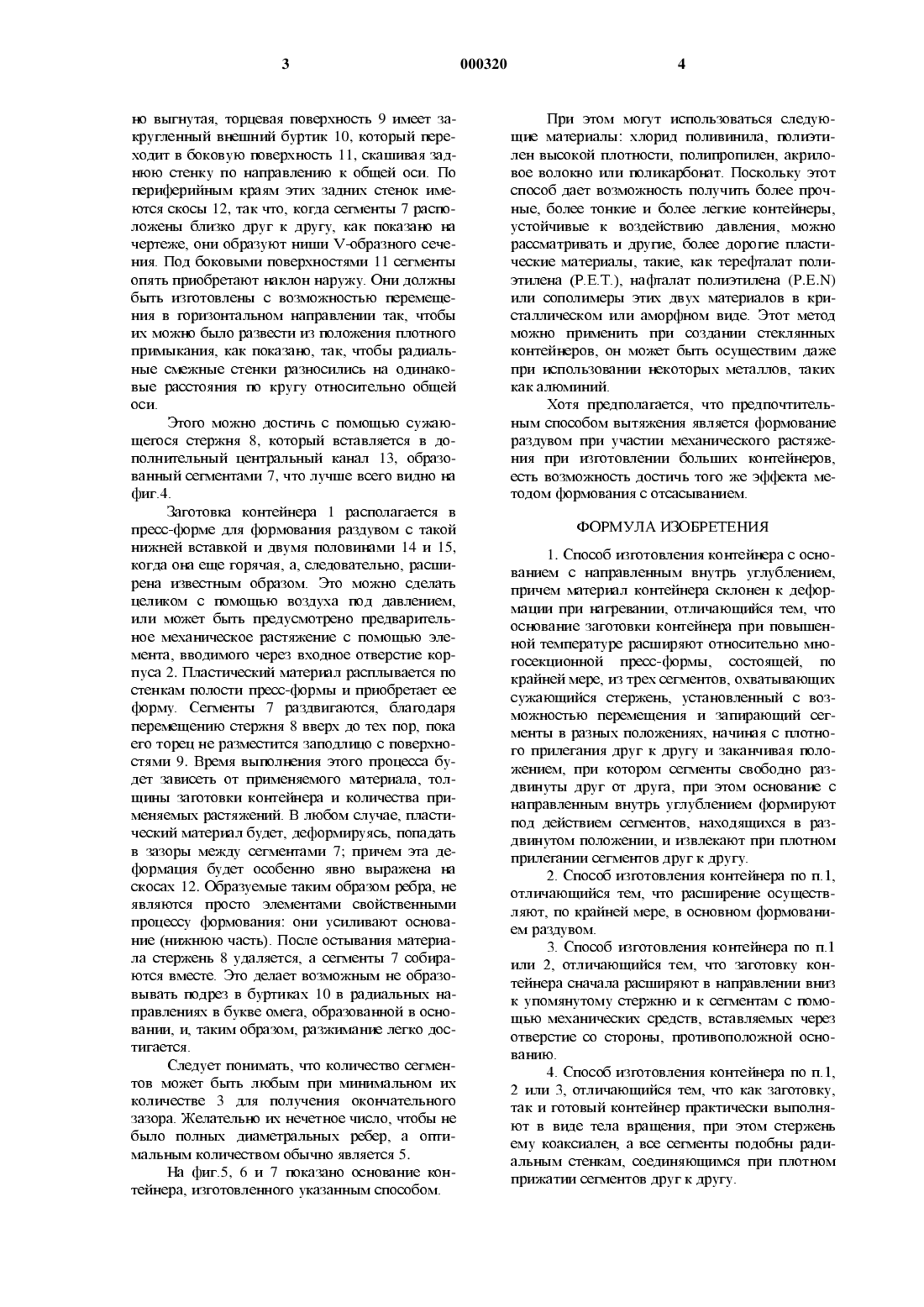
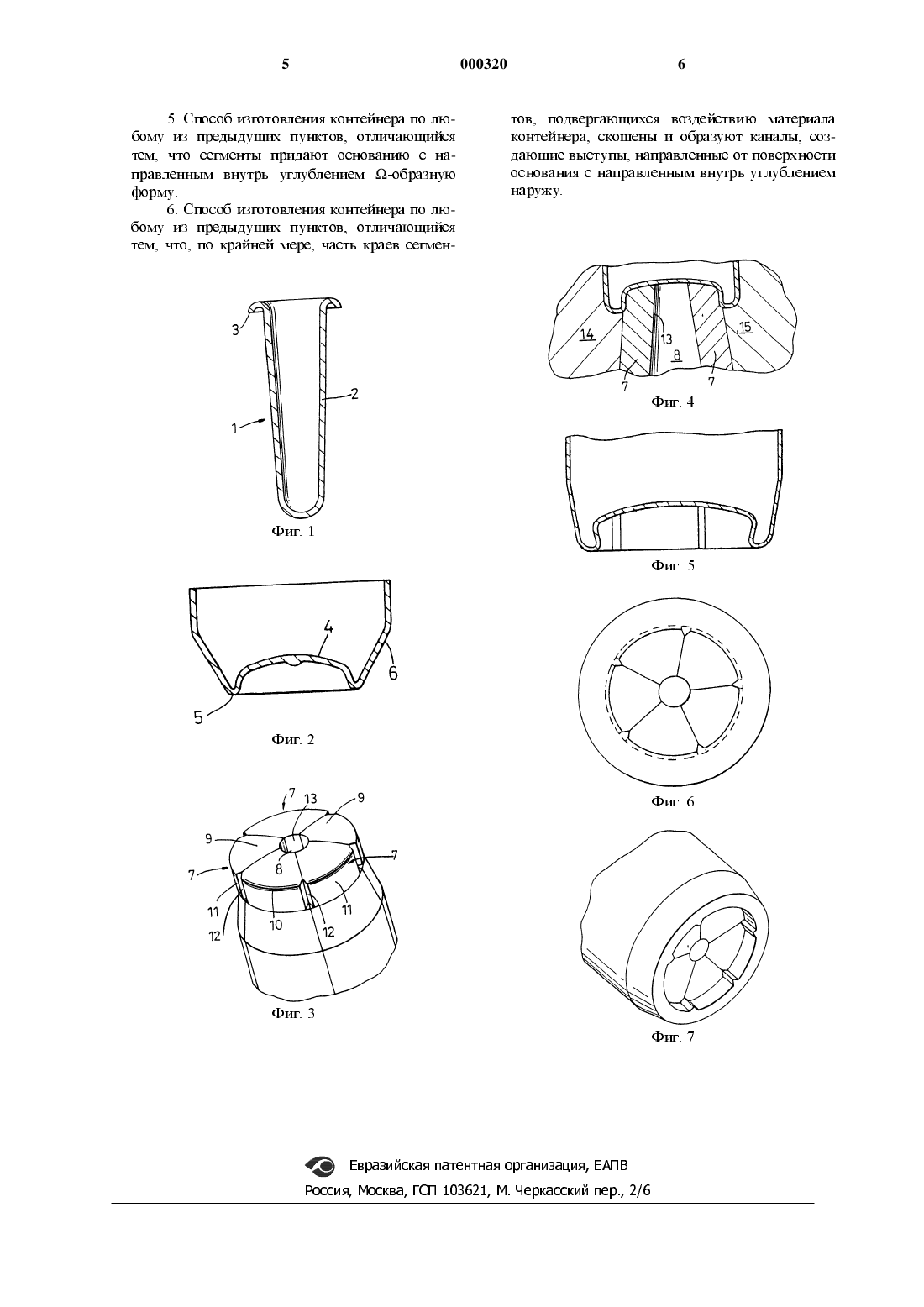
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА Ф Приоритетныеданные: (56) ЕрА 0306923Настоящее изобретеъше относится к контейнерам, в частности, к пластиковым контейнерам, СПОСОбНЫМ выдерживать ЗНЗЧИТСЛЬНЫС внутренние давления.Аэрозольные Контейнеры и другие емкоСТИ ПОД ДЗВЛСНИСМ В ОСНОВНОМ ИЗГОТЗВЛИВЗЛИСЬ из металла, хотя в последнее время применялись и пластиковые. Однако, они, как правило, имели конструкцию, состоящую из двух деталей, причем основание приклеивалось к корпусу.Излюбленной формой такого контейнера является цилиндр с выемкой в нижней его часТИ, ЧЗСТО НЗЗЬЦЗЗСМОЙ ДНОМ бУТЫЛКИ ИЗ-ПОД шампанского, поскольку бутылки для шампанского, которые находятся под давлением во время их заполнения, имеют конусообразную форму с выемкой в дне.Хотя такая форма может использоваться для пластиковых контейнеров, оказалось, что еще большей стойкости к воздействию внутренНСГО ДЗВЛСНИЯ МОЖНО ДОбИТЬСЯ, ВЫПОЛНЯЯ ВЫСМку по осевому сечению контейнера, обычно в форме греческой буквы омега. Другими словами, в этой выемке имеется внутреннее углубление (выточка), но это, разумеется, вызывает проблемы в процессе формования.Задачей настоящего изобретения является решение этих проблем.В СООТВСТСТВИИ С ОДНИМ ИЗ вариантов ИЗОбретения предлагается способ изготовления контейнера, основание которого имеет направлеъшое внутрь углубление, причем материал, из которого изготовлен контейнер, способен деформироваться при нагревании, в котором основание заготовки контейнера при повышенной температуре расширяется относительно прессформы, состоящей из нескольких деталей,ИМСЮЩСЙ, как МИНИМУМ, ТрИ ССГМСНТЗ, ОХВЗТЫвающих сужающийся стержень, способный перемещаться и запирающий сегменты в разных положениях, начиная с плотного расположения относительно друг друга и заканчивая положением, когда сегменты свободно раздвинуты друг от друга; причем основание с направленным внутрь углублеьшем формируется в тот момент,когда сегменты раздвштуты друг от друга, а извлекается, когда все сегменты плотно прижаты дРУГ К ДРУГУ Желательно, чтобы вытягивание достигалось, по крайней мере, сначала методом формования раздувом, хотя заготовка контейнера могла бЫ сначала ВЫТЯГИВЗТЬСЯ ВНИЗ ПО направлеНШО К УПОМЯНУТЫМ СТСрЯП-ПО И ССГМСНТЗМ С ПОМОЩЬЮ МСХЗНИЧССКИХ СрСДСТВ, ВСТЗВЛЯСМЫХ через отверстие со стороны, противоположной основанию. В это отверстие затем должна вставляться игла для раздувки.Обычно как заготовка контейнера, так и готовый контейнер, должен, по существу, представлять собой тело вращения; причем стержень должен быть ему коаксиален, а все сегменты должны быть подобны радиальным стенкам, 000320соприкасающимся при плотном соединении сегментов.Желательно, чтобы эти сегменты придавали основанию с направленным внутрь углублеъшем форму буквы омега.По крайней мере, часть краев этих сегментов, взаимодействующих с материалом контейнера, должны быть скошены, образуя каналы,которые формируют ребра, направленные от поверхности основания с направленным внутрьуглублением наружу. Для лучшего понимания сути изобретенияниже будет рассмотрен один из его вариантов в качестве примера со ссылками на сопроводиТСЛЬНЪ 1 С ЧСрТСЯСИ, на КОТОрЫХЗфиг.2 - осевое сечение основания известного контейнера;фиг.3 - перспективный вид части прессформы для изготовления усовершенствованного контейнера;фиг.4 - осевое сечение части упомянутой пресс-формы и основания контейнера, формуемого в ней;фиг.5 - осевое сечение основания контейнера, удаляемого из пресс-формы;фиг.7 - перспективный вид, показывающий нижнюю часть контейнера.На фиг.1 заготовка контейнера 1 обычно имеет форму пробирки, корпус 2 которой имеет небольшую конусность, сужаясь по направлению к своему закрытому нижнему краю, и с фланцем 3, направленным наружу в верхней его части. Благодаря его форме, его легко можно ИЗГОТОВИТЬ ПУТСМ ЛИТЬЯ ПОД ДЗВЛСНИСМ МСТОДОМ впрыска; причем пресс-форма может состоять только из двух деталей, которые могут раздвигаться по оси, высвобождая заготовку.Для того, чтобы контейнер смог выдержиВЗТЬ ВНУТРСННСС ДЗВЛСНИС, СГО МОЖНО ВЫТЯНУТЬ,например, с помощью формования раздувом, а его основанию можно придать форму, показанную на фиг.2, имеющую углубление с куполом по центру 4, входящее в обод 5, на котором контейнер может стоять, а затем в несколько наклоненную наружу нижнюю часть стенки контейнера 6. И вновь здесь форма такова, что извлечение из пресс-формы без образования надрезов не вызывает никаких проблем.Однако, для повышения стойкости к внутреннему давлению было бы удобно расширить купол 4 в поперечном направлении над ободом 5 так, чтобы было круговое углубление.На фиг.3 видно, что нижняя вставка прессформы для формования раздувом состоит из ПЯТИ ОДИНЗКОВЫХ ССГМСНТОВ 7, расположенных по кругу вокруг сужающегося стержня 8. Каждый сегмент, если смотреть на него по оси, напоминает сектор круга, вершина которого удалена путем точного срезания, а каждая, частич но выгнутая, торцевая поверхность 9 имеет закругленный внешний буртик 10, который переходит в боковую поверхность 11, скашивая заднюю стенку по направлению к общей оси. По периферийным краям этих задних стенок имеются скосы 12, так что, когда сегменты 7 расположены близко друг к другу, как показано на чертеже, они образуют ниши /-образного сечения. Под боковыми поверхностями 11 сегменты опять приобретают наклон наружу. Они должны быть изготовлены с возможностью перемещения в горизонтальном направлений так, чтобы их можно было развести из положения плотного примыкания, как показано, так, чтобы радиальные смежные стенки разносились на одинаковые расстояния по кругу относительно общей оси.Этого можно достичь с помощью сужающегося стержня 8, который вставляется в дополнительный центральный канал 13, образованный сегментами 7, что лучше всего видно на фиг.4.Заготовка контейнера 1 располагается в пресс-форме для формования раздувом с такой нижней вставкой и двумя половинами 14 и 15,когда она еще горячая, а, следовательно, расширена известным образом. Это можно сделать целиком с помощью воздуха под давлением,или может быть предусмотрено предварительное механическое растяжение с помощью элемента, вводимого через входное отверстие корпуса 2. Пластический материал расплывается по стенкам полости пресс-формы и приобретает ее форму. Сегменты 7 раздвигаются, благодаря перемещению стержня 8 вверх до тех пор, пока его торец не разместится заподлицо с поверхностями 9. Время вьшолнения этого процесса будет зависеть от применяемого материала, толШИНЫ ЗЗГОТОВКИ контейнера И КОЛИЧССТВЗ ПрИменяемых растяжений В любом случае, пластический материал будет, деформируясь, попадать в зазоры между сегментами 7; причем эта деформация будет особенно явно выражена на скосах 12. Образуемые таким образом ребра, не являются просто элементами свойственными процессу формования: они усиливают основание (нижнюю часть). После остывания материала стержень 8 удаляется, а сегменты 7 собираются вместе. Это делает возможным не образовывать подрез в буртиках 10 в радиальных направлениях в букве омега, образованной в основании, и, таким образом, разжимание легко достигается.Следует понимать, что количество сегментов может быть любым при минимальном их количестве 3 для получения окончательного зазора. Желательно их нечетное число, чтобы не было полных диаметральных ребер, а оптиМЗЛЬНЪ 1 М КОЛИЧССТВОМ ОбЬШНО ЯВЛЯСТСЯПри этом могут использоваться следующие материалы: хлорид поливинила, полиэтилен высокой плотности, полипропилен, акриловое волокно или поликарбонат. Поскольку этот способ дает возможность получить более прочные, более тонкие и более легкие контейнеры,устойчивые к воздействию давления, можно рассматривать и другие, более дорогие пластические материалы, такие, как терефталат полиэтилена (Р.Е.Т.), нафталат полиэтилена (Р.Е.11) ИЛИ СОПОЛИМСрЫ ЭТИХ ДВУХ материалов В КрИсталлическом или аморфном виде. Этот метод МОЖНО ПрИЪ/[СНИТЬ ПрИ СОЗДЗНРШ СТСКЛЯННЪ 1 Х контейнеров, он может быть осуществим даже ПрИ ИСПОЛЬЗОВЗНИИ НСКОТОрЫХ МСТЗЛЛОВ, таких как алюминий.Хотя предполагается, что предпочтительным способом вытяжения является формование раздувом при участии механического растяжеНИЯ ПрИ ИЗГОТОВЛСНИИ бОЛЬШИХ КОНТСЙНСрОВ,есть возможность достичь того же эффекта методом формования с отсасыванием.1. Способ изготовления контейнера с основанием с направленным внутрь углублением,причем материал контейнера склонен к деформацгш при нагреваг-Ши, отличающийся тем, что основание заготовки контейнера при повышенной температуре расширяют относительно многосекционной пресс-формы, состоящей, по крайней мере, из трех сегментов, охватывающих сужающийся стержень, установленный с возможностью перемещения и запирающий сегМСНТЫ В разных ПОЛОЖСНИЯХ, НЗЧИНЗЯ С ПЛОТНОго прилегания друг к другу и заканчивая положением, при котором сегменты свободно раздвштуты друг от друга, при этом основание с направленным внутрь углублением формируют ПОД ДСЙСТВИСМ ССГМСНТОВ, НЗХОДЯЩИХСЯ В разДВШ-[УТОМ ПОЛОЖСНРШ, И ИЗВЛСКПОТ ПрИ ПЛОТНОМ прилегании сегментов друг к другу.2. Способ изготовления контейнера по п.1,отличающийся тем, что расширение осуществляют, по крайней мере, в основном формованием раздувом.3. Способ изготовления контейнера по п.1 или 2, отличающийся тем, что заготовку контейнера сначала расширяют в направлении вниз к упомянутому стержню и к сегментам с помощью механических средств, вставляемых через отверстие со стороны, противоположной основанию.4. Способ изготовления контейнера по п.1,2 или 3, отличающийся тем, что как заготовку,так и готовый контейнер практически вЬ 1 полняют в виде тела вращения, при этом стержень ему коаксиален, а все сегменты подобны радиЗЛЬНЫМ стенкам, СОСДИНШОЩИМСЯ ПрИ ПЛОТНОМ прижатии сегментов друг к другу.5. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся ТСМ, ЧТО ССГМСНТЫ ПрИДПОТ ОСНОВЗНТПО С направленным внутрь углублением О-образную форму 6. Способ изготовления контейнера по любому из предыдущих пунктов, отличающийся тем, что, по крайней мере, часть краев сегментов, подвергающихся воздействию материала контейнера, скошены и образуют каналы, создающие выступы, направленные от поверхности основания с направленным внутрь углублением
МПК / Метки
МПК: B29C 49/54
Метки: изготовления, контейнера, способ
Код ссылки
<a href="https://eas.patents.su/4-320-sposob-izgotovleniya-kontejjnera.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления контейнера</a>
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: гипсосодержащих, форма, способ, изготовления, изделий, материалов, интерьерно-облицовочных
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления литьевой заготовки в вакуумной камере и устройство для осуществления этого способа.
Номер патента: 40
Опубликовано: 26.02.1998
Авторы: Реслер Йоахим, Кац Эдуард Лейбович, Лубенец Владимир Платонович, Контер Максим Лианович
МПК: B22D 27/04
Метки: осуществления, устройство, вакуумной, заготовки, изготовления, этого, способа, литьевой, способ, камере
Формула / Реферат:
1. Способ изготовления литьевой заготовки в вакуумной камере (2) путем подачи жидкого сплава в литейную форму и перемещения вместе с нею из нагреваемой камеры в охлаждающую камеру, где сплав направленно затвердевает, причем нагреваемая камера отделена от охлаждающей камеры экраном, в котором выполнено отверстие, отличающийся тем, что литейную форму под экраном (3) дополнительно охлаждают снаружи потоком газа. 2. Способ по п.1, отличающийся тем,...
Способ изготовления формовочной заготовки
Номер патента: 78
Опубликовано: 25.06.1998
Авторы: Кода Хидеаки, Накадзима Хисаси
МПК: B29C 45/00
Метки: способ, изготовления, формовочной, заготовки
Формула / Реферат:
Способ изготовления формовочой заготовки, включающий стадии пластификации полиэтилентерефталата и инжекционной формовки заготовки с помощью устройства вытяжного типа, отличающийся тем, что на стадии пластификации к аморфному полиэтилентерефталату добавляют заданное количество кристаллического полиэтилентерефталата до получения характеристической вязкости более высокого значения, чем характеристическая вязкость аморфного полиэтилентерефталата.
Заварочный пакетик и способ его изготовления
Номер патента: 262
Опубликовано: 25.02.1999
Авторы: Друри Тимоти, Гирланди Данте
МПК: B65D 81/00, B65B 29/04
Метки: заварочный, способ, пакетик, изготовления
Формула / Реферат:
1. Заварочный пакетик, содержащий пару запечатанных отделений, вмещающих завариваемое вещество и соединенных вместе на противоположных концах пакетика, и натяжную нитку, прикрепленную к соединительной части между двумя отделениями на одном из указанных концов, продолжающуюся между отделениями от указанного крепления к указанному другому концу отделений, отличающийся тем, что натяжная нитка частью, средней по ее длине, прикреплена к...
Способ и устройство для непрерывного изготовления профильных секций.
Номер патента: 290
Опубликовано: 25.02.1999
Автор: Янссон Марк Ларс
МПК: B29C 47/24
Метки: профильных, непрерывного, секций, изготовления, способ, устройство
Формула / Реферат:
1. Способ для непрерывного изготовления профилированных секций, отличающийся тем, что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или...
Предыдущий патент: Катализатор и способ получения углеводородов
Следующий патент: Контейнер и способ его изготовления
Случайный патент: Андрогенные 7-замещенные-11-галогенированные стероиды