Способ горячего брикетирования зернистого губчатого железа
Номер патента: 266
Опубликовано: 25.02.1999
Авторы: Хирш Мартин, Штредер Михель, Вебер Петер, Хаусманн Хельмут, Фрейтаг Йохен, Шимо Зигфрид
Формула / Реферат
1. Способ горячего брикетирования зернистого губчатого железа, в котором губчатое железо при температуре от 600 до 850°С загружают в валковый пресс для формования в горячие брикеты и получают полосчатую структуру из губчатого железа с отформованными, расположенными на расстоянии друг от друга горячими брикетами, от которых дроблением отделяют отдельные горячие брикеты, при этом получают раздробленные части полосчатой структуры, отличающийся тем, что горячие брикеты и, по меньшей мере, часть раздробленных частей охлаждают до температуры в интервале от 20 до 400°С, охлажденные брикеты и раздробленные части направляют через вращающийся барабан, причем из брикетов и раздробленных частей образуется брикетный бой, и брикетный бой отделяют от брикетов и раздробленных частей.
2. Способ по п. 1, отличающийся тем, что брикеты, раздробленные части и брикетный бой охлаждают во вращающемся барабане.
3. Способ по п. 1 или 2, отличающийся тем, что брикеты, раздробленные части и брикетный бой отводят от вращающегося барабана при температуре от 20 до 150°С.
4. Способ по любому из пп.1-3, отличающийся тем, что после раздробления полосчатой структуры от раздробленных частиц отделяют мелкую фракцию с внешним размером зерна от 2 до 6 мм.
Текст
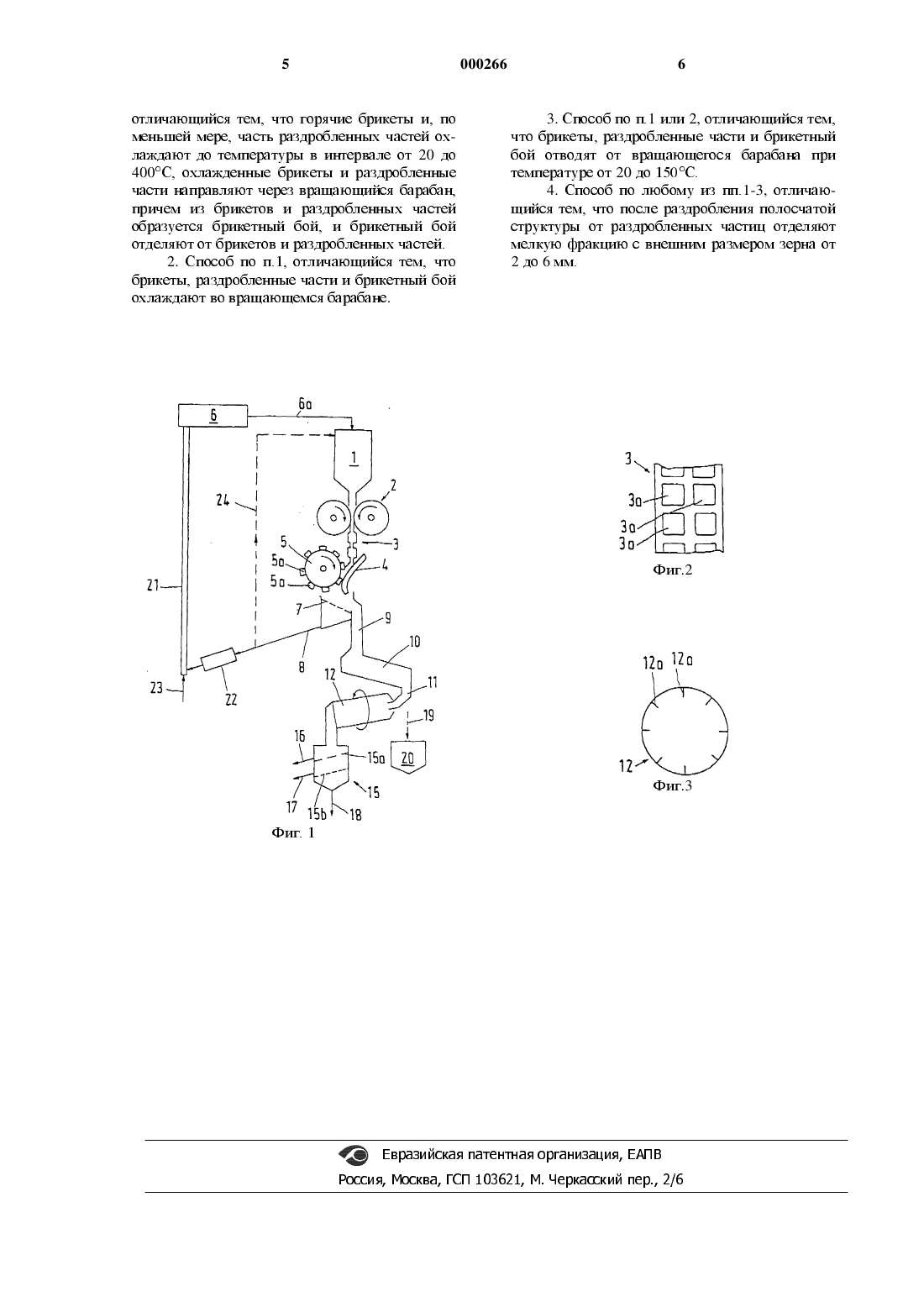
(54) СПОСОБ ГОРЯЧЕГО БРИКЕТИРОВАНИЯ ЗЕРНИСТОГО ГУБЧАТОГО ЖЕЛЕЗА Ф Приоритетные данные: (56) дрА 59170213 8Изобретение относится к способу горячего брикетирования зернистого губчатого железа,причем для формования в горячие брикеты зернистое губчатое железо загружают при температурах от 600 до 850 С в валковый (брикетный) пресс, и из губчатого железа формуют полосчатую структуру с отформованными на расстоянии друг от друга горячими брикетами, которую разбиванием делят на отдельные горячие брикеты, причем получают раздробленные части полосчатой структуры.Известный способ такого типа описан в патенте США Мг 5082251. При этом горячие брикеты, отформованные с помощью валкового пресса, в горячем состоянии загружают непосредственно во вращающийся барабан. Вследствие этого вращающийся барабан подвержен большому износу.В основе изобретения лежит задача с небольшими трудозатратами и затратами на аппаратурное оформление осуществить изготовление горячих брикетов, причем, в частности, износ и повреждаемость брикетов должны быть настолько незначительными, насколько это возможно.Согласно изобретению в вышеназванном способе эта задача решается за счет того, что после раздробления полосчатой структуры горячие брикеты и, по меньшей мере, часть раздробленных частей охлаждают до температуры в интервале от 20 до 400 С и предпочтительно минимально до 200 С таким образом, что охлажденные брикеты и раздробленные их части направляют через вращающийся барабан, причем из брикетов и раздробленных частей образуют мелкозернистый брикетный бой таким образом, что брикетный бой отделен от брикетов и раздробленных частей.Зернистое и, в частности, мелкозернистое губчатое железо является очень пирофорным,таким образом, с ним можно работать только в атмосфере защитного газа. В качестве защитного газа подходит, например, азот или двуокись углерода, или смесь инертных газов. Если губчатое железо является брикетированным, оно уже более не пирофорно или почти не пирофорно, и поэтому очень упрощается обращение с брикетами и их хранение. При температурах в пределах от 600 до 850 С и, например, тогда,когда губчатое железо выходит из восстановительной установки, с помощью валкового пресса его можно известным образом формовать в горячие брикеты. При этом получают полосчатую структуру из губчатого железа с отформованными, расположенными на расстоянии друг от друга горячими брикетами. Затем эту полосчатую структуру разбивают для того, чтобы отделить друг от друга горячие брикеты, при этом получают раздробленные части полосчатой структуры. Если эти раздробленные части являются достаточно большими, то предпочти 000266тельно обрабатывать их дальше вместе с горячими брикетами.Губчатое железо, подходящее для способа,можно получить в обычной известной установке для восстановления железной руды. Губчатое железо обычно имеет содержание Ре от 90 до 98 вес. %.В способе согласно изобретению является важным перед загрузкой во вращающийся барабан охладить горячие брикеты и раздробленные части. С помощью этого охлаждения исключается то, что к вращающемуся барабану подают горячий продукт и вращающийся барабан должен быть выполнен соответствующим образом для обработки этого горячего продукта. Установлено, что тогда, когда во вращающийся барабан загружают горячий продукт при температуре выше 400 С, износ барабана является очень высоким и его нужно часто ремонтировать. Такие частые ремонты делают необходимым наличие сменного вращающегося барабана, если нужно непрерывно изготавливать горячие брикеты. В связи с этим способ согласно изобретению имеет преимущество, заключающееся в том, что к вращающемуся барабану подводят только охлажденный продукт, при этом барабан меньше нагружают, и производственные простои вследствие ремонта необходимы очень редко. Одновременно является возМОЖНЫМ ПрИ НСОбХОДИМОСТИ ВО ВрСМЯ ремонта барабана временно складировать охлажденньш продукт в атмосфере защитного газа и после окончания ремонта отводить продукт к вращающемуся барабану. В этом случае нет необходимости в сменном барабане.Возможности выполнения изобретения поясняются с помощью чертежа.На фиг. 1 показана технологическая схема способа; на фиг. 2 - вид сверху на полосчатую структуру губчатого железа на выходе из валкового пресса, в поперечном сечении; на фиг. 3 - в поперечном сечении полость вращающегося барабана в увеличенном схематическом изображении.В накопительной емкости (1) находится горячее зернистое губчатое железо с температурами в интервале от 600 до 850 С, обычно от 650 до 750 С. Так как губчатое железо является очень пирофорным, здесь и во время следующих операций обработку ведут в атмосфере защитного газа, как это уже само по себе известно и здесь подробно не поясняется. Горячее губчатое железо выходит, например, из восстановительной печи или нагревателя (6) и отводится по трубопроводу (6 а). Из емкости (1) губчатое железо непрерывно поступает к валковому прессу(2), в котором его прессуют в полосчатую структуру (3) с отформованными горячими брикетами. На фиг. 2 в виде сверху показана полосчатая структура (3) и горячие брикеты (За).Полосчатая структура (3) проходит вниз через стационарную поверхность (4) дробленияи при этом дробится вращающимся молотковым валком (5). Валок (5) шиеет ударные кулачки(5 а), которые во время вращения барабана действуют раздрабливающе на полосчатую структуру (3), в частности, в зонах между брикетами(За). Таким образом горячие брикеты и раздробленные части самой различной зернистости падают с поверхности (4) дробления вниз на сито(7) для отделения мелкой фракции. Эту мелкую фракцию, размер которой лежит в пределах от 2 до 6 мм, отводят в трубопровод (8) и повторно используют. Для этого мелкую фракцию можно подводить к трубопроводу (8) сначала через охладитель (22), выполненный, например, в виде охлаждаемого водой шнекового конвейера. Затем мелкую фракцию при температуре, предпочтительно, максимум 200 С подают на пневматическую конвейерную линию (21), которая питается инертным газом от трубопровода (23) и мелкая фракция транспортируется наверх к восстановительной печи или нагревателю (6). Альтернативно мелкая фракция может неохлажденной отводиться обратно по трубопроводу(8) транспортирующей магистрали (24), обозначенной штриховой линией, в емкость (17) и в атмосфере защитного газа подводиться к непоказанной на чертеже емкости. По каналу (9) горячие брикеты и крупные раздробленные части падают сначала в охладитель (10), где осуществляется охлаждение в интервале от 50 до 400 С,обычно максимально на 200 С. Охладитель (10),ПОКЗЗЗННЫЙ на ЧСрТСЖС ТОЛЬКО СХСМЗТИЧНО, МОжет быть выполнен, например, в виде водяной бани ИЛИ В ВИДС ОХЛЗДИТСЛЯ С впрыскиванием ВОДЫ, ТЗКЖС МОЖНО ПрИМСНЯТЬ ОХЛЗДИТСЛЬ С ХОЛОДНЫМ ГЗЗОМ.Охлажденные брикеты и раздробленные части выходят из охладителя (10) по каналу (11) и подаются к вращающемуся барабану (12). Барабан (12) имеет на своей внутренней стороне осепараллельные захватывающие ребра (12 а),как схематически показано на фиг. 3. При вращении барабана (12) вокруг своей продольной оси в его полости продукт интенсивно перемещается, причем также возникает нагрузка при падении, при этом углы и края часттщ закругляются и получается мелкозернистый брикетный бой. Это закругление уменьшает риск образования во время транспортировки мелкозернистого брикетного боя, который остается пирофорным. Для того, чтобы брикеты во вращающемся барабане не подвергались интенсивно нагрузке при ПЗДСНРШ, можно выполнить диаметр барабана больше, чем его длина. Не показанным на чертеже образом вращающийся барабан (12) может быть выполнен с возможностью охлаждения подлежащего обработке продукта, например, с помощью кожуха с водяным охлаждением.По каналу (14) вращающийся в барабане продукт падает при температуре от 20 до 150 С,обычно максимум 100 С в ситовое приспособ 000266ление (15). Здесь сначала с помощью грубой сетки (15 а) отсеивают брикеты, которые отводят по трубопроводу (16). Раздробленные частицы и брикетный бой падают на вторую сетку (1513),при этом в трубопроводе (17) отделяют относительно грубые частицы с величиной зерна, например минимально от 3 до 6 мм. Мелкую фракцию отводят в трубопроводе (18) и обЬгчным образом вместе с мелкой фракцией трубопровода (8) возвращают в восстановительную печь или нагреватель (6). Брикеты и раздробленные части из трубопроводов (16) и (17) складывают на промежуточное хранение, причем больше не требуется хранение в атмосфере защитного газа.(20) или склад, к которому в направлении трубопровода (19), показанном штриховой линией,направляют охлажденный газ из охладителя(10), если вращающийся барабан (12) из-за ремонта не должен работать в течение известного промежутка времени. Когда барабан (12) снова запущен в работу, продукт из емкости (20) или склада загружают в барабан (12) для дальнейшей обработки. Как уже упоминалось, все агрегаты, емкости и трубопроводы должны удерживаться в атмосфере защитного газа.Пример. Исходное зернистое губчатое железо, которое загружают при температуря 720 С в емкость (1), обрабатывают в установке, соответствующей чертежу, но без элементов (21),(22) и (24). Данные частично рассчитаны. Из емкости (1) к валковому прессу (2) подается 67 тонн губчатого железа в час. Другие данные относительно количеств и температур представлены в следующей таблице.В охладителе (10) продукт подают в водяную баню, причем прилипшую мелкую пыль отводят с холодной водой. Вращающийся барабан (12) охлаждают с помощью воды, омЬ 1 вающей наружный кожух. Сетка (15 а) отделяет брикеты с диаметром минимально 12 мм, а размер раздробленных частиц из трубопровода (17) лежит в пределах от 4 до 12 мм. Сетка (17) имеет отверстия диаметром 4 мм.1. Способ горячего брикетирования зернистого губчатого железа, в котором губчатое железо при температуре от 600 до 850 С загружают в валковый пресс для формования в горячие брикеты и получают полосчатую структуру из губчатого железа с отформованными, расположенными на расстоянии друг от друга горячими брикетами, от которых дроблением отделяют отдельные горячие брикеты, при этом получают раздробленные части полосчатой структуры, отличающийся тем, что горячие брикеты и, по меньшей мере, часть раздробленных частей охлаждают до температуры в интервале от 20 до 4 ООС, охлажденные брикеты и раздробленные части направляют через вращающийся барабан,причем из брикетов и раздробленных частей образуется брикетный бой, и брикетный бой отделяют от брикетов и раздробленных частей. 2. Способ по п.1, отличающийся тем, что брикеты, раздробленные части и брикетный бой охлаждают во вращающемся барабане.3. Способ по п.1 или 2, отличающийся тем,что брикеты, раздробленные части и брикетный бой отводят от вращающегося барабана при температуре от 20 до 150 С.4. Способ по любому из тш.1-3, отличающийся тем, что после раздробления полосчатой структуры от раздробленных частиц отделяют мелкую фракцию с внешним размером зерна от 2 до 6 мм.
МПК / Метки
МПК: C21B 13/00
Метки: способ, зернистого, губчатого, горячего, брикетирования, железа
Код ссылки
<a href="https://eas.patents.su/4-266-sposob-goryachego-briketirovaniya-zernistogo-gubchatogo-zheleza.html" rel="bookmark" title="База патентов Евразийского Союза">Способ горячего брикетирования зернистого губчатого железа</a>
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Лерве Жан, Маршал Поль, Леза Клод, Кьенс Эмманюэль
МПК: D21F 5/18
Метки: сушки, этого, воздуха, устройство, осуществления, высоком, горячего, помощи, способ, вакууме, целлюлозного, способа, перемещающегося, материала, листа
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Машина для приготовления горячего напитка
Номер патента: 117
Опубликовано: 27.08.1998
Автор: Эстон Алан
МПК: A47J 31/057
Метки: приготовления, машина, горячего, напитка
Формула / Реферат:
1. Машина для приготовления горячего напитка, в частности кофеварка, состоящая из корпуса с фильтродержателем, снабженным первым средством для наливания, включающим отверстие, вторым средством для наливания, включающим, по меньшей мере, два отверстия, которое способно занимать первое рабочее положение под отверстием первого средства для наливания и второе откинутое положение, отличающаяся тем, что второе средство для наливания включает приводные...
Хелатообразователь железа в качестве ингибитора процесса окисления, опосредованного железом
Номер патента: 176
Опубликовано: 24.12.1998
Авторы: Гибсон Бредфорд В., Хорвиц Маркус А., Хорвиц Лоренс, Рив Джозеф
МПК: A61K 31/55
Метки: железом, качестве, ингибитора, окисления, хелатообразователь, опосредованного, процесса, железа
Формула / Реферат:
1. Композиция для защиты живой ткани млекопитающего от разрушения, вызванного воздействием свободных гидроксильных радикалов, образовавшихся вслед за восстановлением потока жидкости к органу после ограничения поступления к нему кровотока, включающая дезферриэкзохелин и физиологически приемлемый носитель, отличающаяся тем, что в качестве дезферриэкзохелина она содержит эффективное количество, по меньшей мере, одного дезферриэкзохелина формулы ...