Способ сборки резинометаллического шарнира
Формула / Реферат
1. Способ сборки резинометаллического шарнира, включающий размещение в наружном металлическом элементе внутреннего элемента с зазором между ними, заполнение упомянутого зазора резиновой смесью и вулканизацию резиновой смеси с получением резинового элемента, отличающийся тем, что на внутреннем элементе размещают поджимные элементы, перед заполнением зазора резиновой смесью на внутренний и поджимные элементы наносят химическое покрытие, затем на соединяемые с резиновым элементом поверхности наносят по меньшей мере два слоя клея.
2. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что наружным металлическим элементом являются формообразующие части пресс-формы.
3. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что вулканизацию осуществляют методом литьевого формования.
4. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что химическое покрытие осуществляют методом фосфатирования.
Текст
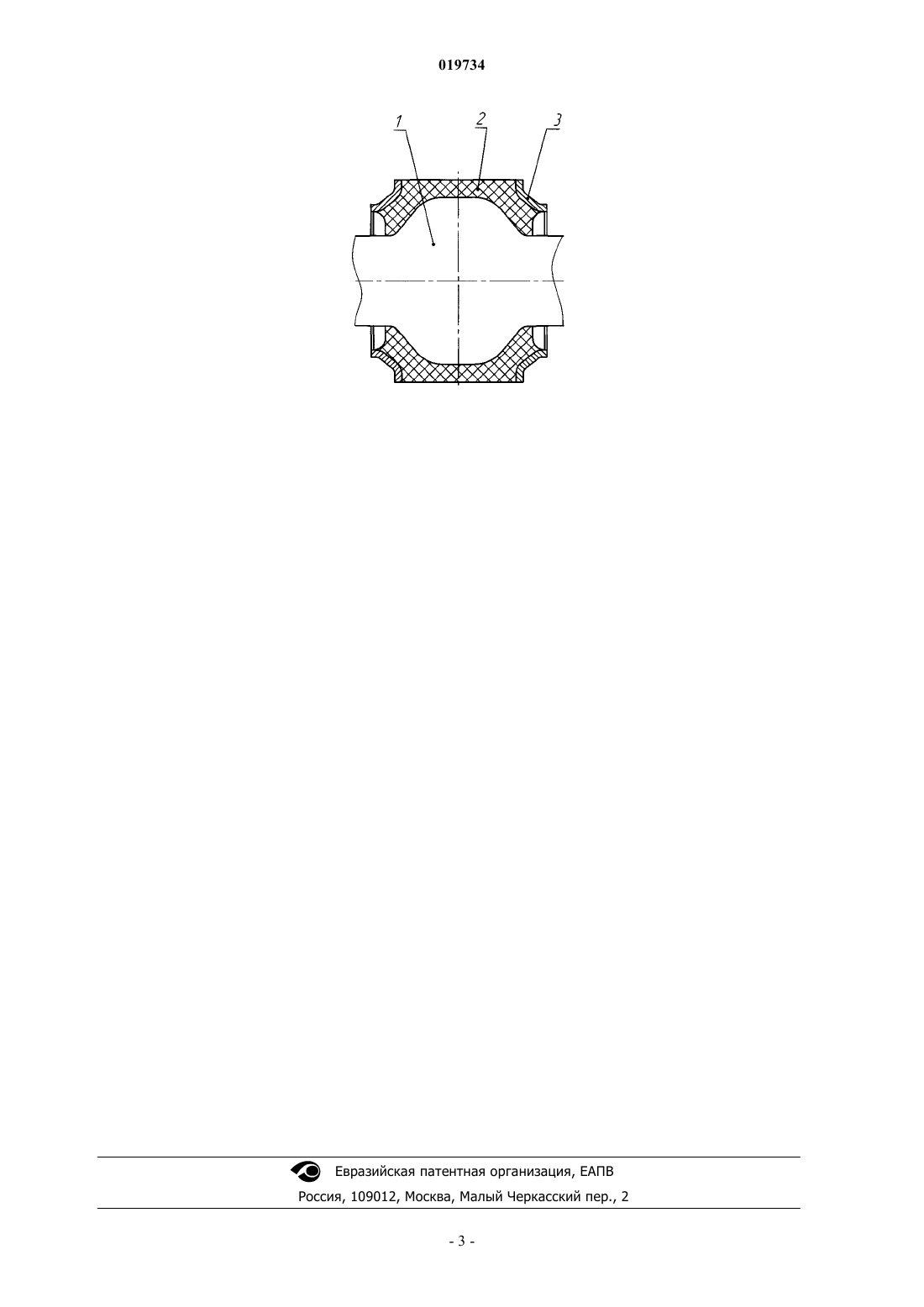
СПОСОБ СБОРКИ РЕЗИНОМЕТАЛЛИЧЕСКОГО ШАРНИРА Изобретение относится к автомобильной промышленности, в частности к способам сборки резинометаллических шарниров, применяемых на транспортных средствах. Была поставлена задача повысить коррозионную стойкость металлических элементов и увеличить прочность связи резины с металлом. Поставленная задача решается тем, что в способе сборки резинометаллического шарнира, включающем размещение в наружном металлическом элементе внутреннего элемента (1) с зазором между ними, осуществляют заполнение упомянутого зазора резиновой смесью и вулканизацию резиновой смеси с получением резинового элемента(2). На внутреннем элементе (1) размещают поджимные элементы (3). Перед заполнением зазора резиновой смесью на внутренний (1) и поджимные (3) элементы наносят химическое покрытие. На соединяемые с резиновым элементом (2) поверхности металлических элементов наносят по меньшей мере два слоя клея. Причем наружным металлическим элементом являются формообразующие части пресс-формы. Вулканизацию осуществляют методом литьевого формования. А химическое покрытие осуществляют методом фосфатирования. Ключников Сергей Михайлович (RU) Ключников С.М. (RU) Изобретение относится к автомобильной промышленности, в частности к способам сборки резинометаллических шарниров, применяемых на транспортных средствах. Известен способ восстановления сайлентблоков путевых машин, включающий отделение амортизирующей резиновой вставки от внешней и внутренней втулок, затем внутреннюю втулку оборачивают заготовкой (листом) из резиновой смеси, которую предварительно подвергают вальцеванию с образованием листа толщиной 5,00,5 мм, после чего сайлентблок укладывают в пресс-форму, производят выдержку в прессе с последующей вулканизацией при температуре 170 С в течение 4 ч (см. патент RU 2399522, МПК (2006.01) B60S 5/00, C08L 9/00, 2010 г.). Наиболее близким к заявленному техническому решению по совокупности существенных признаков является способ сборки резинометаллического узла типа резинометаллического шарнира, включающий размещение в наружном металлическом элементе внутреннего с зазором между ними, заполнение упомянутого зазора резиновой смесью и вулканизацию резиновой смеси с получением резинового элемента, в резиновый элемент после вулканизации резиновой смеси запрессовывают по меньшей мере один дополнительный жесткий элемент и резинометаллический узел, включающий наружный и внутренний металлические элементы и размещенный между ними промежуточный резиновый элемент (см. патент RU 2133392, МПК (2006.01) F16F 1/38, 1999 г.). Недостатком прототипа является низкие коррозионная стойкость и прочность связи резины с металлом. Для обеспечения прочности связи резины с металлом и отсутствия зазора между ними в известном способе после вулканизации резиновой смеси запрессовывают жесткие элементы. Но такой способ может привести к разрушению резинового слоя. Была поставлена задача повысить коррозионную стойкость металлических элементов и увеличить прочность связи резины с металлом. Указанная задача решается тем, что в способе сборки резинометаллического шарнира, включающем размещение в наружном металлическом элементе внутреннего с зазором между ними, заполнение упомянутого зазора резиновой смесью и вулканизацию резиновой смеси с получением резинового элемента,на внутреннем элементе размещают поджимные элементы, перед заполнением зазора резиновой смесью на внутренний и поджимные элементы наносят химическое покрытие, затем на соединяемые с резиновым элементом поверхности наносят по меньшей мере два слоя клея, причем наружным металлическим элементом являются формообразующие части пресс-формы, вулканизацию осуществляют методом литьевого формования, а химическое покрытие осуществляют методом фосфатирования. В заявляемом способе новыми признаками являются размещение на внутреннем элементе поджимных элементов, нанесение перед заполнением зазора резиновой смесью на внутренний и поджимные элементы химического покрытия, нанесение на соединяемые с резиновым элементом поверхности по меньшей мере двух слоев клея, наружным металлическим элементом являются формообразующие части пресс-формы, осуществление вулканизации методом литьевого формования, осуществление химического покрытия методом фосфатирования. Анализ известных способов, проведенный по научно-технической и патентной документации, показал, что совокупность существенных признаков заявляемого способа не известна из уровня техники, следовательно, они соответствуют условию патентоспособности изобретения - "новизна". Способ сборки резинометаллического шарнира поясняется чертежом - резинометаллический шарнир, общий вид. Резинометаллический шарнир содержит внутренний металлический элемент 1 и резиновый элемент 2, который контактирует с наружной поверхностью внутреннего элемента 1. Наружная поверхность внутреннего элемента 1, соединяемая с резиновым элементом 2, выполнена криволинейной в виде сопряжения комбинаций кривых второго порядка. С целью обеспечения целостности резинового элемента 2 на внутреннем элементе 1 устанавливаются поджимные элементы 3. Сборка резинометаллического шарнира осуществляется следующим образом. Для улучшения связи резинового элемента 2 с внутренним элементом 1 и поджимными элементами 3 выполняют подготовку поверхностей внутреннего металлического элемента 1 и поджимных элементов 3 нанесением химического покрытия, в частности, методом фосфатирования. Процесс проводится методом окунания внутреннего элемента 1 и поджимных элементов 3 в ванны с рабочими растворами с последующей пассивацией и сушкой. Процесс фосфатирования представляет собой обработку металлических деталей растворами фосфорно-кислых солей с образованием на поверхности защитной солевой пленки из нерастворимых фосфатов. Фосфатная пленка является защитой от коррозии, она является пористой и обладает хорошими адгезионными свойствами. После сушки на соединяемые с резиновым элементом 2 поверхности внутреннего элемента 1 и поджимных элементов 3 наносят два слоя клея. Клей наносят известным способом: кистью, окунанием, распылением. Нанесение клея может быть многослойным с промежуточными сушками между нанесением слоев. Затем на внутреннем элементе 1 размещают поджимные элементы 3, фиксируют знаками и помещают в пресс-форму с зазором. Пресс-форма закрывается и происходит заполнение резиновой смесью методом литьевого формования зазора между металлическими элементами 1, 3 и формообразующими частями пресс-формы. Затем происходит вулканизация с получением резинового элемента 2. Пример. Внутренний и поджимные элементы резинометаллического шарнира выполнены металлическими. Металлические элементы подвергают химическому фосфатированию методом окунания в ванны с рабочими растворами фосфорнокислых солей с последующим образованием на поверхности защитной солевой пленки из нерастворимых фосфатов. После сушки на соединяемые с резиновым элементом поверхности внутреннего и поджимных элементов наносят два слоя клея на клеевой установке. Первый слой клей марок "Хемосил 211" или "Парлок РМ 05", который должен быть полностью высушен. Второй слой - клей марок "Хемосил 411" или "Парлок РС 6016". На соединяемые с резиновым элементом поверхности металлических элементов наносится первый слой клея, затем происходит сушка в сушильной камере на клеевой установке, сразу же наносится второй слой клея и происходит окончательная сушка. Нанесение клея происходит при помощи специальных пистолетов, время впрыска клея 1-3 с. Время сушки в сушильной камере 10-15 с при температуре 100-130 С. После полного высыхания клея на внутреннем элементе размещают поджимные элементы, фиксируют знаками и помещают в пресс-форму. Прессформа закрывается и происходит заполнение резиновой смесью методом литьевого формования зазора между металлическими элементами и формообразующими частями пресс-формы, затем происходит вулканизация с получением резинового элемента при температуре 150-165 С и выдержке 15-30 мин. В качестве материала резинового элемента используется износостойкая резина на основе синтетического полиизопренового каучука. Способ предназначен для получения резинометаллического шарнира, содержащего внутренний металлический элемент и резиновый элемент, установленный по его наружной поверхности. Техническая задача повышения коррозионной стойкости металлических элементов и увеличения прочности связи резины с металлом достигается новой совокупностью существенных признаков. Для получения технического результата на внутреннем элементе дополнительно размещают поджимные элементы, перед нанесением резинового слоя осуществляют подготовку поверхности внутреннего металлического элемента и поджимных элементов с помощью химического покрытия, получаемого, в частности, методом фосфатирования и нанесения по меньшей мере двух слоев клея. Для нанесения резинового слоя и вулканизации используется пресс-форма, формообразующие части которой выполняют роль наружного металлического элемента. Вулканизацию осуществляют методом литьевого формования. В заявляемом способе применение покрытия внутреннего металлического элемента и поджимных элементов методом фосфатирования позволяет повысить коррозионную стойкость. Фосфатная пленка,образуемая на поверхности, пористая, обладает хорошими адгезионными свойствами. Нанесение в дальнейшем по меньшей мере двух слоев клея позволяет подготовить поверхность для нанесения резинового слоя и вулканизации. Полученный, таким образом, резиновый элемент прочно связан с металлом и обладает прочностью, упругостью и улучшенными эксплуатационными характеристиками. Заявляемый способ может быть осуществлен на стандартном оборудовании из известных материалов, следовательно, он соответствует условию патентоспособности - "промышленная применимость". ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ сборки резинометаллического шарнира, включающий размещение в наружном металлическом элементе внутреннего элемента с зазором между ними, заполнение упомянутого зазора резиновой смесью и вулканизацию резиновой смеси с получением резинового элемента, отличающийся тем, что на внутреннем элементе размещают поджимные элементы, перед заполнением зазора резиновой смесью на внутренний и поджимные элементы наносят химическое покрытие, затем на соединяемые с резиновым элементом поверхности наносят по меньшей мере два слоя клея. 2. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что наружным металлическим элементом являются формообразующие части пресс-формы. 3. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что вулканизацию осуществляют методом литьевого формования. 4. Способ сборки резинометаллического шарнира по п.1, отличающийся тем, что химическое покрытие осуществляют методом фосфатирования.
МПК / Метки
МПК: F16C 11/06, F16F 1/38
Метки: резинометаллического, шарнира, способ, сборки
Код ссылки
<a href="https://eas.patents.su/4-19734-sposob-sborki-rezinometallicheskogo-sharnira.html" rel="bookmark" title="База патентов Евразийского Союза">Способ сборки резинометаллического шарнира</a>
Способ сборки шарового шарнира
Номер патента: 45
Опубликовано: 26.02.1998
Автор: Недиков Владимир Петрович
МПК: F16C 11/00, B23P 19/00, B23P 19/04...
Метки: шарового, способ, шарнира, сборки
Формула / Реферат:
1. Способ сборки шарового шарнира, включающий ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладыша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего...
Система крепления шарнира на открывающейся части автотранспортного средства
Номер патента: 14795
Опубликовано: 28.02.2011
Авторы: Эрбс-Жори Доминик, Брийо Мишель, Волле Людовик, Десмар Фредерик
МПК: B60J 5/10, E05D 5/02, E05D 5/00...
Метки: части, средства, система, открывающейся, автотранспортного, крепления, шарнира
Формула / Реферат:
1. Система крепления шарнира (4) на открывающейся части (8) автотранспортного средства, характеризующаяся тем, что она содержит по меньшей мере два самопробивных заклепочных соединения, стягивающих шарнир (4) и открывающуюся часть (8).2. Система крепления по п.1, характеризующаяся тем, что открывающаяся часть является дверцей (8) багажника.3. Система крепления по п.2, характеризующаяся тем, что самопробивные заклепочные соединения стягивают три...
Строительный элемент для сборки несущего изолирующего перекрытия и способ сборки перекрытия
Номер патента: 15878
Опубликовано: 30.12.2011
Автор: Кеканович Милан
Метки: сборки, элемент, изолирующего, перекрытия, способ, несущего, строительный
Формула / Реферат:
1. Строительный элемент (1) для сборки несущего изолирующего перекрытия, характеризующийся тем, что он представляет собой литую плиту из пенополистирола с каналом (2) на верхней стороне плиты, предназначенным для размещения пространственной арматурной фермы (60) и заливки его бетоном, при этомпоперечное сечение указанного канала (2) образованотрапецией в нижней части канала (2), причем указанная трапеция имеет равные боковые стороны (6) и угол...
Устройство, состоящее из перегородок и уплотнений, и способ сборки теплообменника
Номер патента: 15883
Опубликовано: 30.12.2011
Автор: Малдер Доминикус Фредерикус
МПК: F28F 9/22
Метки: уплотнений, сборки, устройство, перегородок, способ, состоящее, теплообменника
Формула / Реферат:
1. Устройство, состоящее из перегородок и уплотнений, которое предназначено для установки в цилиндрическом кожухе теплообменника, содержащеепо меньшей мере две продольные перегородки, расположенные на расстоянии друг от друга;по меньшей мере два стеновых элемента, расположенных между продольными перегородками так, чтобы после установки устройства в кожух теплообменника каждый из стеновых элементов мог образовать двойную стенку вместе с кожухом...
Способ сборки электрического двигателя с постоянными магнитами

Номер патента: 10752
Опубликовано: 30.10.2008
Авторы: Кучинский Владимир Георгиевич, Сойкин Владимир Федорович, Кибардин Алексей Сергеевич
МПК: H02K 15/16, H02K 15/03
Метки: магнитами, двигателя, способ, электрического, постоянными, сборки
Формула / Реферат:
1. Способ сборки электрического двигателя с постоянными магнитами, предусматривающий фиксацию ротора с возможностью вращения в заданном положении внутри статора, смонтированного в корпусе двигателя, отличающийся тем, что устанавливают ротор в предварительном положении и регулируют предварительное положение оси ротора относительно расточки статора для приведения ротора в заданное положение, в котором силы магнитного притяжения между ротором и...
Предыдущий патент: Иммуногенный полипептид для лечения и/или профилактики вич-инфекции
Следующий патент: Синтез дигидротиено[3,2-d]пиримидиндиолов и сходных пиримидиндиолов
Случайный патент: Способ получения волокон на основе целлюлозы и волокна, полученные этим способом