Способ изготовления роторных и статорных пластин
Формула / Реферат
1. Способ изготовления роторных и статорных пластин (9, 13), при котором роторные пазы (7), статорные пазы (12) и отверстие (8) под вал вырезают из металлического листа (1), и роторную пластину (9) и статорную пластину (12) разделительными резами (14, 15) отделяют друг от друга и от металлического листа (1), отличающийся тем, что сначала инструментом или комбинацией (5) инструментов из металлического листа (1) вырезают роторные пазы (7) и отверстие (8) под вал и затем другим инструментом или комбинацией (6) инструментов из металлического листа (1) вырезают статорные пазы (12) и выполняют разделительные резы (14, 15), при этом металлический лист (1) перемещают зигзагообразным движением, и роторные и статорные пластины (9, 13) вырезают из металлического листа (1) по зигзагообразной схеме, причем инструменты или комбинацию (5, 6) инструментов соответственно применяют для вырезания роторных пазов (7) и отверстия (8) под вал, с одной стороны, и вырезания статорных пазов (12) и выполнения разделительных резов (14, 15), с другой стороны, и металлический лист (1), совершая зигзагообразное перемещение (2), продвигается под инструментами или комбинацией инструментов (5, 6).
2. Способ по п.1, отличающийся тем, что роторные пазы (7) и отверстие (8) под вал вырезают из металлического листа (1) одновременно.
3. Способ по п.1 или 2, отличающийся тем, что статорные пазы (12) изготавливают одновременно с разделительными резами (14, 15).
4. Способ по одному из пп.1-3, отличающийся тем, что роторные пазы (7), статорные пазы (12), отверстие (8) под вал и разделительные резы (14, 15) выполняют путем штамповки.
5. Способ по одному из пп.1-4, отличающийся тем, что роторные и статорные пластины (9, 13) вырезают поочередно из подаваемого в продольном направлении металлического листа (1) с большими продольными размерами, в частности из металлической листовой полосы (1), сматываемой с рулона.

Текст
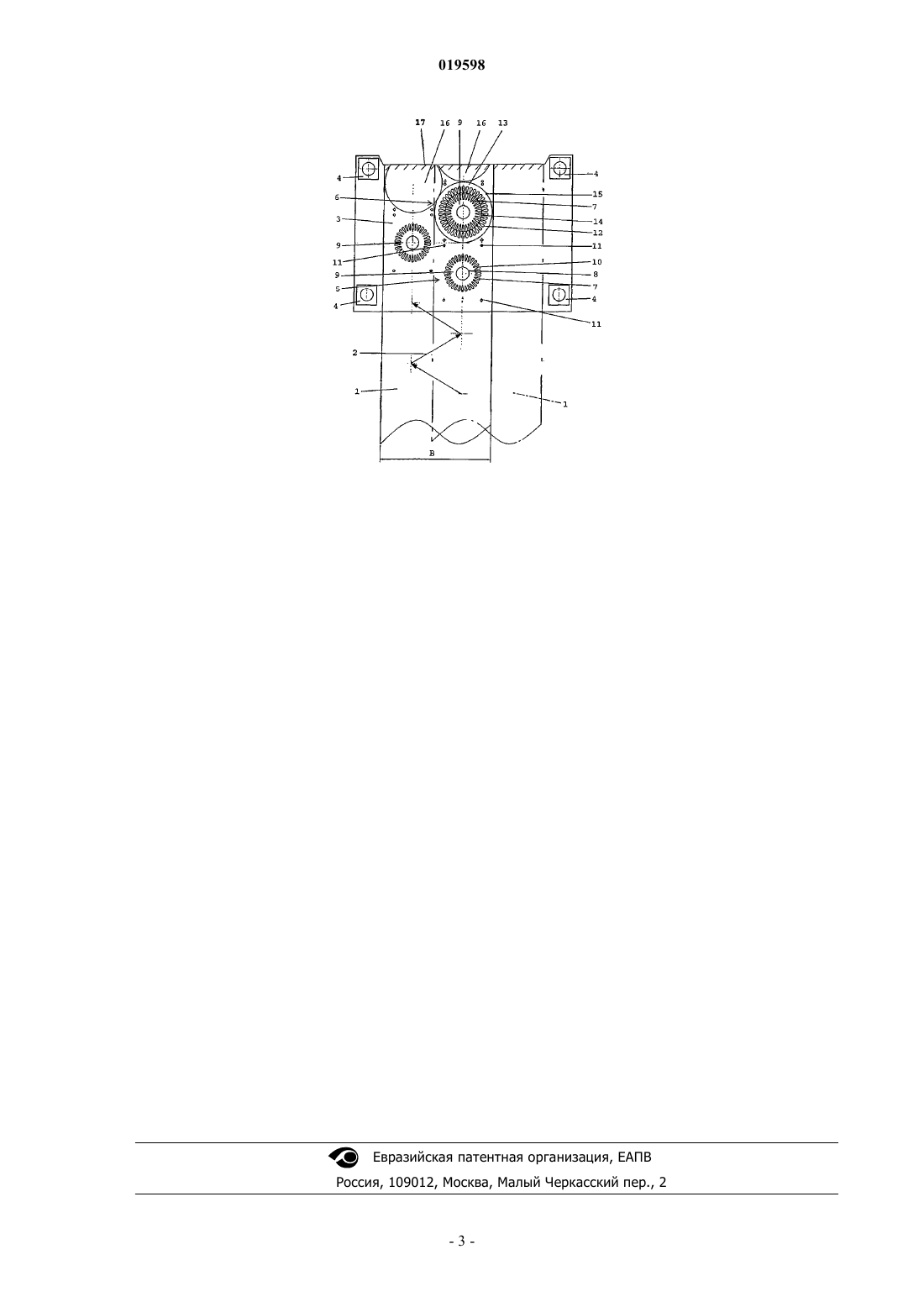
СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРНЫХ И СТАТОРНЫХ ПЛАСТИН При изготовлении роторных и статорных пластин (9, 13) из металлического листа (1) сначала вырезаются роторные пазы (7) и отверстие (8) под вал, а затем статорные пазы (12) и роторная пластина (9), и статорная пластина (12) разделительными резами (14, 15) отделяются друг от друга и от металлического листа (1).(71)(73) Заявитель и патентовладелец: АНДРИТЦ ТЕКНОЛОДЖИ ЭНД ЭССЕТ МЕНЕДЖМЕНТ ГМБХ (AT) Изобретение относится к способу изготовления роторных и статорных пластин, при котором роторные пазы, статорные пазы и отверстие под вал вырезают из металлического листа и роторную пластину и статорную пластину разделительными резами отделяют друг от друга и от металлического листа. Изобретение относится также к устройству для изготовления роторных и статорных пластин, включающему в себя инструменты для вырезания роторных пазов, статорных пазов и отверстия под вал из металлического листа и для выполнения разделительных резов с целью отделения роторной пластины и статорной пластины друг от друга и от металлического листа, и устройство для транспортировки металлического листа. Такого рода способ и такого рода устройство известны, например, из DE-A 10019368. Недостатком описанной в DE-A 10019368 технологии является то, что при изготовлении статорных пазов одновременно отделяется заготовка для роторной пластины, которая затем должна транспортироваться к другой обрабатывающей станции и затем только в этой станции может быть завершено ее изготовление. Поэтому в основу изобретения положена задача создания способа и устройства, с помощью которого возможно более простое изготовление роторных и статорных пластин. Решается эта задача с помощью способа вышеупомянутого рода благодаря тому, что сначала из металлического листа вырезаются роторные пазы и отверстие под вал и затем из металлического листа вырезаются статорные пазы и выполняются разделительные резы. В устройстве вышеуказанного типа эта задача решается за счет того, что, если смотреть в направлении транспортировки, сначала располагается инструмент или комбинация инструментов для вырезания роторных пазов и отверстия под вал, а затем инструмент или комбинация инструментов для вырезания статорных пазов и для выполнения разделительных резов. Преимущество предлагаемого изобретением способа и предлагаемого изобретением устройства заключается в том, что роторная пластина после вырезания роторных пазов и отверстия под вал все еще висит на статорной пластине или на металлическом листе, из которого вырезаются роторная пластина и статорная пластина. Затем необходим только один единственный процесс позиционирования, после чего вырезаются статорные пазы, и роторная пластина и статорная пластина отделяются от металлического листа. В принципе, для этого изобретения предпочтительно, если роторные пазы и отверстие под вал вырезаются из металлического листа одновременно, и если статорные пазы изготавливаются одновременно с разделительными резами. Это предпочтительно, в частности, тогда, когда роторные пазы, статорные пазы, отверстие под вал и разделительные резы выполняются путем штамповки. Но существует, конечно, альтернативная возможность изготовления отдельных резов, например, с помощью лазерных режущих устройств или плазменных режущих устройств, причем тогда отдельные резы в зависимости от обстоятельств выполняются поочередно. В то время как изобретение допускает принципиальную возможность вырезания роторных и статорных пластин из отдельных металлических листов с меньшими или большими размерами, предпочтительно, если роторные и статорные пластины вырезаются поочередно из подаваемого в продольном направлении металлического листа с большими продольными размерами, в частности из металлической листовой полосы, сматываемой с рулона, так как при этом обеспечивается возможность очень быстрого и рационального изготовления. Особенно предпочтительно в рамках изобретения, когда роторные и статорные пластины вырезаются из металлического листа по зигзагообразной схеме, так как это позволяет оптимальным образом использовать материал. При этом для изобретения предпочтительно, чтобы применялся инструмент или комбинация инструментов, соответственно для вырезания роторных пазов и отверстия под вал, с одной стороны, и вырезания статорных пазов и выполнения разделительных резов, с другой стороны, и металлический лист,совершая зигзагообразное перемещение, продвигался под инструментами или комбинацией инструментов. Существует, конечно, альтернативная возможность движения инструментов поперек направления транспортировки металлического листа. Другие предпочтительные варианты осуществления изобретения являются предметом прочих зависимых пунктов. Другие признаки и преимущества изобретения следуют из последующего описания одного из предпочтительныхпримеров осуществления изобретения со ссылкой на прилагаемый чертеж. В изображенном на чертеже варианте осуществления изобретения полосовой металлический лист 1 движется, совершая изображенное стрелками 2 зигзагообразное перемещение, под несущей плитой 3 для не изображенных инструментов. Транспортировочное устройство для металлического листа 1 конкретно не изображено и состоит из первого привода, который подает металлический лист 1 в продольном направлении, а также второго привода, который осуществляет поперечное перемещение металлического листа 1. Несущая плита 3 соединена с фундаментом стойками 4. Стойки 4, если рассматривать поперек направления перемещения металлического листа 1, удалены друг от друга на такое расстояние, что металлический лист 1, имеющий ширину В (за исключением движения в его продольном направлении),может совершать возвратно-поступательное движение из первого, изображенного сплошными линиями положения во второе, изображенное штрихпунктирными линиями положение. В обозначенной номером 5 позиции на несущей плите 3 находится первый, конкретно не изображенный на чертеже инструмент, с помощью которого выштамповываются роторные пазы 7 и отверстие 8 под вал изготавливаемой из металлического листа 1 роторной пластины 9. Проходящими между роторными пазами 7 соединительными перемычками 10 изготавливаемая роторная пластина 9 еще прочно соединена с металлическим листом 1. Одновременно с изготовлением роторных пазов 7 и отверстия 8 под вал возможно штампование контрольных отверстий 11 в металлическом листе 1. В то время как в обозначенной номером 5 позиции штампуются роторные пазы 7 и отверстие 8 под вал, одновременно в обозначенной номером 6 позиции с помощью второго, конкретно не изображенного инструмента, штампуются статорные пазы 12 изготавливаемой статорной пластины 13, а также выполняются два разделительных реза с помощью соответствующих штамповочных инструментов, а именно,первый разделительный рез 14, с помощью которого при этом от статорной пластины 13 отделяется окончательно изготовленная роторная пластина 9, и второй разделительный рез 15, с помощью которого от металлического листа 1 отделяется статорная пластина 13. Штамповочные инструменты для пазов 7, 12 отверстия 8 под вал и разделительных резов 14, 15 могут представлять собой собственно известные из уровня техники инструменты, так что здесь они подробно не описаны. На этом изготовление роторной пластины 9 и статорной пластины 13 завершено, и они могут быть либо вынуты вверх, либо выпасть вниз из металлического листа 1. Остается обрезок металлического листа 1 между обозначенными на чертеже номером 16 отверстиями, при этом оставшийся материал металлического листа 1 режется на более мелкие куски на режущей кромке 17, которой заканчивается несущая плита 3. Благодаря зигзагообразному движению 2 металлического листа 1 попеременно левая и правая половина металлического листа 1 обрабатывается соответственно со смещением в продольном направлении на величину, несколько превышающую половину диаметра статорной пластины 13 (соответствует половине диаметра разделительного реза 15), так что имеется только очень небольшая потеря материала. Роторные пластины 3 и статорные пластины 13 могут в соответствии с изобретением изготавливаться только за два процесса обработки при непрерывном прохождении металлического листа 1 через устройство. Но существует также принципиальная возможность изготовления роторных пазов 9 и отверстия 8 под вал не за один единственный процесс штампования или операцию обработки, а за две осуществляемых последовательно операции обработки. Это относится также к изготовлению статорных пазов 12, а также разделительным резам 14 и 15. Хотя в этом случае и требуется больше двух процессов обработки, как описано выше, но при этом в определенных обстоятельствах можно оказывать благоприятное влияние на изготовление и срок службы инструментов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления роторных и статорных пластин (9, 13), при котором роторные пазы (7), статорные пазы (12) и отверстие (8) под вал вырезают из металлического листа (1), и роторную пластину (9) и статорную пластину (12) разделительными резами (14, 15) отделяют друг от друга и от металлического листа (1), отличающийся тем, что сначала инструментом или комбинацией (5) инструментов из металлического листа (1) вырезают роторные пазы (7) и отверстие (8) под вал и затем другим инструментом или комбинацией (6) инструментов из металлического листа (1) вырезают статорные пазы (12) и выполняют разделительные резы (14, 15), при этом металлический лист (1) перемещают зигзагообразным движением, и роторные и статорные пластины (9, 13) вырезают из металлического листа (1) по зигзагообразной схеме, причм инструменты или комбинацию (5, 6) инструментов соответственно применяют для вырезания роторных пазов (7) и отверстия (8) под вал, с одной стороны, и вырезания статорных пазов (12) и выполнения разделительных резов (14, 15), с другой стороны, и металлический лист (1), совершая зигзагообразное перемещение (2), продвигается под инструментами или комбинацией инструментов (5, 6). 2. Способ по п.1, отличающийся тем, что роторные пазы (7) и отверстие (8) под вал вырезают из металлического листа (1) одновременно. 3. Способ по п.1 или 2, отличающийся тем, что статорные пазы (12) изготавливают одновременно с разделительными резами (14, 15). 4. Способ по одному из пп.1-3, отличающийся тем, что роторные пазы (7), статорные пазы (12), отверстие (8) под вал и разделительные резы (14, 15) выполняют путем штамповки. 5. Способ по одному из пп.1-4, отличающийся тем, что роторные и статорные пластины (9, 13) вырезают поочередно из подаваемого в продольном направлении металлического листа (1) с большими продольными размерами, в частности из металлической листовой полосы (1), сматываемой с рулона.
МПК / Метки
МПК: H02K 15/02, B21D 28/22
Метки: изготовления, статорных, роторных, пластин, способ
Код ссылки
<a href="https://eas.patents.su/4-19598-sposob-izgotovleniya-rotornyh-i-statornyh-plastin.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления роторных и статорных пластин</a>
Способ и устройство для перемещения металлических пластин
Номер патента: 9482
Опубликовано: 28.02.2008
Автор: Мёрнхольм Бенгт
Метки: металлических, пластин, способ, перемещения, устройство
Формула / Реферат:
1. Поворотное устройство для металлических осадков (3), используемое в сочетании с устройством для отделения, включающее по меньшей мере один поворотный приемный блок (5), установленный на вращающейся оси (8) под устройством для отделения и вблизи от по меньшей мере одного конвейера (10), направляющее средство (6) для направления металлического осадка (3) в приемный блок (5), действующий как поворотное устройство, и средство для вращения...
Способ и устройство для отделения катодных пластин
Номер патента: 141
Опубликовано: 29.10.1998
Автор: Сегерстрем Челль
МПК: C25C 7/08
Метки: пластин, способ, катодных, отделения, устройство
Формула / Реферат:
1. Способ отделения электролитически осажденной пластины (3) с каждой стороны маточной пластины (1), отличающийся тем, что прижимают, по меньшей мере, один ролик (40А) к поверхности осажденной катодной пластины (3), и тем, что перемещают ролик (40А) на некоторое расстояние вдоль поверхности осажденной катодной пластины (3), чтобы вызвать отделение катодной пластины (3) от маточной пластины (1), по меньшей мере, в прокатанной области. 2. Способ...
Способ резки пластин хрупких металлов
Номер патента: 544
Опубликовано: 28.10.1999
Авторы: Товмасян Владимир Михайлович, Солинов Евгений Федорович, Солинов Владимир Федорович, Сирота Алексей Семенович, Чадин Валентин Сергеевич
МПК: C03B 33/00
Метки: пластин, резки, хрупких, металлов, способ
Формула / Реферат:
1. Способ резки пластин хрупких материалов, например стекла, методом термораскалывания путем воздействия на пластину или стопу пластин лазерным лучом или другим источником излучения, которое частично поглощается материалом по всей его толщине, отличающийся тем, что источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения. 2....
Усовершенствование роторных двигателей с осевым поршнем
Номер патента: 1670
Опубликовано: 25.06.2001
Автор: Мантхи Стивен Чарльз
МПК: F01B 3/04, F02B 57/00
Метки: осевым, поршнем, роторных, двигателей, усовершенствование
Формула / Реферат:
1. Роторный двигатель внутреннего сгорания, который включает в себя роторный узел, размещенный в корпусе для вращения вокруг продольной оси, причем корпус имеет две разнесенные между собой торцевые пластины, и ось является осью вращения выходного вала, находящегося в рабочей связи одним концом с роторным узлом, в то время как другой конец свободен и пропущен через отверстие в одной из торцевых пластин, причем роторный узел содержит множество...
Устройство для размещения аккумуляторных пластин в линию
Номер патента: 13356
Опубликовано: 30.04.2010
Автор: Бардж Кристофер С.
МПК: B65G 47/91, B65G 59/04, B65H 3/12...
Метки: размещения, линию, устройство, аккумуляторных, пластин
Формула / Реферат:
1. Устройство для размещения аккумуляторных пластин в линию из комплекта пластин, включающее подъемник для приема комплекта пластин и для последовательного комплекта, чтобы поддерживать при работе самую верхнюю пластину в комплекте в базовой области, расположенной между двумя параллельными и в принципе горизонтальными плоскостями, и множество вакуумных головок, расположенных в сомкнутой петле для последовательного прохождения над подъемником с...
Предыдущий патент: Способ получения диметилового эфира
Следующий патент: Способ диагностики меланомы человека на основании определения уровня экспрессии гена phf10, диагностический набор
Случайный патент: Соединения фенилкетонкарбоксилата и их фармацевтическое применение