Способ резки пластин хрупких металлов
Номер патента: 544
Опубликовано: 28.10.1999
Авторы: Товмасян Владимир Михайлович, Сирота Алексей Семенович, Солинов Евгений Федорович, Солинов Владимир Федорович, Чадин Валентин Сергеевич
Формула / Реферат
1. Способ резки пластин хрупких материалов, например стекла, методом термораскалывания путем воздействия на пластину или стопу пластин лазерным лучом или другим источником излучения, которое частично поглощается материалом по всей его толщине, отличающийся тем, что источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения.
2. Способ по п.1, отличающийся тем, что зона с большей плотностью мощности излучения находится в любой точке пятна облучения.
3. Способ по п.1, отличающийся тем, что кривая распределения плотности мощности излучения имеет "конусообразную" форму.
4. Способ по п.3, отличающийся тем, что образующая кривой распределения плотности мощности излучения может быть линейной, криволинейной или ступенчатой.

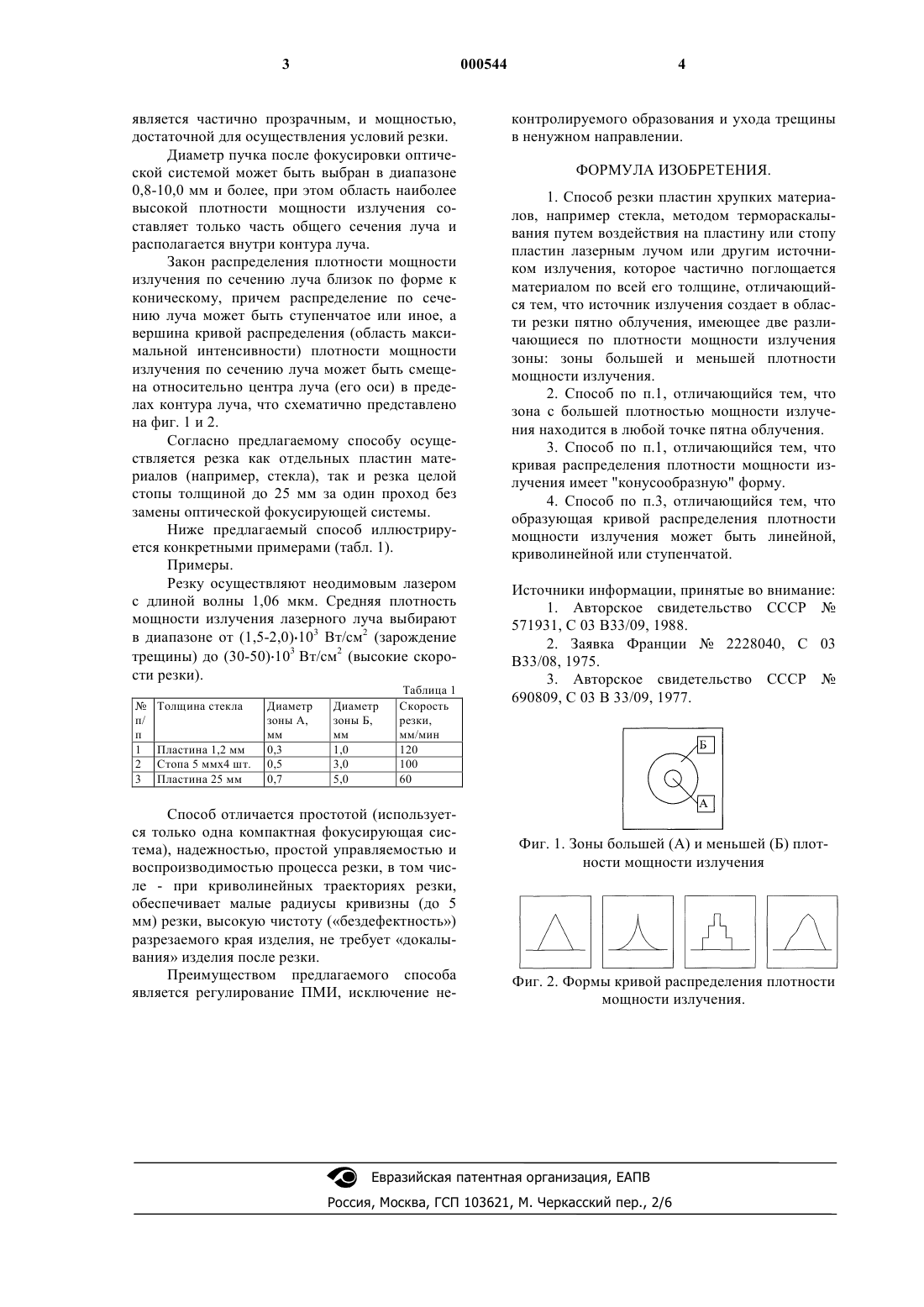
Рис.1. Зоны большей (А) и меньшей (Б) плотности мощности излучения
Текст
1 Предлагаемое изобретение относится к технологии разделения твердых материалов и может быть использовано при резке листового стекла и/или других прозрачных или полупрозрачных хрупких материалов путем локального нагрева вдоль линии резки, и может быть использовано в электронной, стекольной, авиационной и других отраслях народного хозяйства. Известен способ лазерной резки стекла [1] путем нагрева лазерным лучом поверхности перемещаемой стеклянной пластины, имеющей предварительно нанесенную риску (царапину),и последующего охлаждения зоны нагрева хладоагентом (воздушно-водяная смесь под давлением). Способ включает облучение лазером на основе СO2 с длиной волны 10,6 мкм, с плотностью мощности излучения 5-20 Вт/мм 2, при скорости относительного перемещения луча лазера и стекла 0,4-30,0 мм/с и толщине стекла 3-6 мм. Однако из-за практически полного поглощения излучения лазера в приповерхностном слое стекла требуется либо многократное воздействие лучом, либо механическое "докалывание", не обеспечивается возможность одновременной резки нескольких стекол (пакетной резки), а также резки стекол и других материалов большой толщины (до 20-25 мм). Существенным недостатком является также плохая управляемость при резке криволинейных изделий и практическая невозможность получения разрезов с радиусом кривизны менее 10 мм. Известен также способ резки стекла [2] путем нагрева лазерным лучом поверхности перемещаемой стеклянной пластины, и последующего облучения зоны нагрева другим лазерным лучом, отличающимся от первого своей интенсивностью, который следует по траектории первого луча с некоторым регулируемым запаздыванием. Способ включает облучение лазером на основе СO2 с длиной волны 10,6 мкм, с мощностью 200 Вт, причем лучи могут быть получены путем разделения исходного лазерного пучка системой зеркал, и могут быть направлены на стекло перпендикулярно к его поверхности с разных сторон или с одной стороны от пластины. Однако данный способ также не обеспечивает возможности одновременной резки нескольких стекол ("стопы"), а также характеризуется сложной оптической системой, что обусловливает плохую управляемость при резке криволинейных изделий и невозможность получения разрезов с малым радиусом кривизны. При этом способе также требуется многократное воздействие лазерным лучом, либо механическое "докалывание". Наиболее близким к предложенному изобретению является способ резки пластин хрупких материалов [3] путем нагрева лазерным лу 000544 2 чом (алюмоиттриевый гранат) поверхности перемещаемой стеклянной пластины или стопы и нагрева стекла путем облучения зоны нагрева многократно отраженным системой наклонных зеркал лазерным лучом. При этом зеркала находятся по обе стороны разрезаемой области стекла, а при резке стопы стекла разделены прокладками. Недостатками способа является сложность стабилизации режима резки, т.к. требуется точное регулирование мощности излучения и строгое обеспечение температурного режима, а также слабая управляемость движения линии реза по криволинейным траекториям, сложность оптического устройства. Поэтому способ не нашел практического применения. Сущностью предлагаемого изобретения является способ резки пластин хрупких материалов путем воздействия на пластину или стопу пластин лучом лазера или другого источника излучения, которое частично поглощается материалом по всей его толщине. При этом источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения. Зона с большей плотностью мощности излучения находится в любой точке пятна облучения (см. фиг. 1). Кривая распределения плотности мощности излучения в пятне облучения имеет "конусообразную" форму. Образующая кривой распределения плотности мощности излучения может быть линейной, криволинейной или ступенчатой (см. фиг. 2). В предлагаемом способе область большей плотности мощности излучения вызывает появление трещины, а область меньшей плотности мощности излучения способствует развитию процесса трещинообразования как по глубине(Кпогл.0) энергии излучения по всей толщине разрезаемого материала предлагаемый способ позволяет резать материалы различной толщины, для которых возможно создание условий,при которых в зоне большей плотности мощности излучения соблюдается соотношение раст.прочн. (напряжения растяжения больше предела прочности на разрыв), а температура материала в этой зоне не превышает температуры стеклования (Tg) или плавления (Тпл.). Благодаря прозрачности разрезаемого материала к используемому излучению предлагаемый способ позволяет резать материалы толщиной 0,1 - 25 мм и более. В предлагаемом изобретении резку осуществляют излучением неодимового лазера с длиной волны излучения, для которого материал является частично прозрачным, и мощностью,достаточной для осуществления условий резки. Диаметр пучка после фокусировки оптической системой может быть выбран в диапазоне 0,8-10,0 мм и более, при этом область наиболее высокой плотности мощности излучения составляет только часть общего сечения луча и располагается внутри контура луча. Закон распределения плотности мощности излучения по сечению луча близок по форме к коническому, причем распределение по сечению луча может быть ступенчатое или иное, а вершина кривой распределения (область максимальной интенсивности) плотности мощности излучения по сечению луча может быть смещена относительно центра луча (его оси) в пределах контура луча, что схематично представлено на фиг. 1 и 2. Согласно предлагаемому способу осуществляется резка как отдельных пластин материалов (например, стекла), так и резка целой стопы толщиной до 25 мм за один проход без замены оптической фокусирующей системы. Ниже предлагаемый способ иллюстрируется конкретными примерами (табл. 1). Примеры. Резку осуществляют неодимовым лазером с длиной волны 1,06 мкм. Средняя плотность мощности излучения лазерного луча выбирают в диапазоне от (1,5-2,0)103 Вт/см 2 (зарождение трещины) до (30-50)103 Вт/см 2 (высокие скорости резки). Толщина стекла Пластина 1,2 мм Стопа 5 ммх 4 шт. Пластина 25 мм Способ отличается простотой (используется только одна компактная фокусирующая система), надежностью, простой управляемостью и воспроизводимостью процесса резки, в том числе - при криволинейных траекториях резки,обеспечивает малые радиусы кривизны (до 5 мм) резки, высокую чистоту (бездефектность) разрезаемого края изделия, не требует докалывания изделия после резки. Преимуществом предлагаемого способа является регулирование ПМИ, исключение не 4 контролируемого образования и ухода трещины в ненужном направлении. ФОРМУЛА ИЗОБРЕТЕНИЯ. 1. Способ резки пластин хрупких материалов, например стекла, методом термораскалывания путем воздействия на пластину или стопу пластин лазерным лучом или другим источником излучения, которое частично поглощается материалом по всей его толщине, отличающийся тем, что источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения. 2. Способ по п.1, отличающийся тем, что зона с большей плотностью мощности излучения находится в любой точке пятна облучения. 3. Способ по п.1, отличающийся тем, что кривая распределения плотности мощности излучения имеет "конусообразную" форму. 4. Способ по п.3, отличающийся тем, что образующая кривой распределения плотности мощности излучения может быть линейной,криволинейной или ступенчатой. Источники информации, принятые во внимание: 1. Авторское свидетельство СССР 571931, С 03 В 33/09, 1988. 2. Заявка Франции 2228040, С 03 В 33/08, 1975. 3. Авторское свидетельство СССР 690809, С 03 В 33/09, 1977. Фиг. 2. Формы кривой распределения плотности мощности излучения.
МПК / Метки
МПК: C03B 33/00
Метки: пластин, металлов, резки, способ, хрупких
Код ссылки
<a href="https://eas.patents.su/3-544-sposob-rezki-plastin-hrupkih-metallov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ резки пластин хрупких металлов</a>
Устройство для резки стального каната
Номер патента: 342
Опубликовано: 29.04.1999
Автор: Ровенский Сергей Николаевич
МПК: B26B 17/00, B23D 29/00
Метки: резки, устройство, каната, стального
Формула / Реферат:
Устройство для peзки стального каната, содержащее коробчатый корпус, подвижную и неподвижную рукоятки, храповой механизм, неподвижную опору с режущей сегментной впадиной и с шарнирно закрепленным на ней сектором с зубчатым венцом храпового механизма на его периферии, имеющем ступенчатые режущие кромки, отличающееся тем, что сектор выполнен в виде двуплечего рычага первого рода, образующего с концевой частью неподвижной опоры открытую зону...
Способ и устройство для отделения катодных пластин
Номер патента: 141
Опубликовано: 29.10.1998
Автор: Сегерстрем Челль
МПК: C25C 7/08
Метки: способ, отделения, катодных, устройство, пластин
Формула / Реферат:
1. Способ отделения электролитически осажденной пластины (3) с каждой стороны маточной пластины (1), отличающийся тем, что прижимают, по меньшей мере, один ролик (40А) к поверхности осажденной катодной пластины (3), и тем, что перемещают ролик (40А) на некоторое расстояние вдоль поверхности осажденной катодной пластины (3), чтобы вызвать отделение катодной пластины (3) от маточной пластины (1), по меньшей мере, в прокатанной области. 2. Способ...
Способ защиты изделий из благородных металлов от подделки (варианты)
Номер патента: 355
Опубликовано: 29.04.1999
Авторы: Селищев Сергей Васильевич, Путилин Андрей Николаевич, Уханов Сергей Иванович, Иванов Владимир Валентинович, Инкин Виталий Николаевич, Балагуров Алексей Яковлевич
МПК: B23H 9/06, G06K 19/16
Метки: изделий, способ, варианты, защиты, металлов, благородных, подделки
Формула / Реферат:
1. Способ защиты изделий из благородных металлов от подделки, заключающийся в формировании на поверхности изделия изображения метки с возможностью ее последующей визуальной идентификации, отличающийся тем, что метку на поверхности изделия из золота или другого благородного металла формируют в виде голографического микрорельефа с участками макрорельефа, а идентификацию изображения метки осуществляют, помещая ее голограмму в поле восстанавливающей...
Способ извлечения благородных металлов из отходов
Номер патента: 10
Опубликовано: 30.12.1997
Авторы: Третьяков Сергей Николаевич, Ермаков Александр Владимирович, Тимофеев Николай Иванович, Никитин Валентин Петрович, Сивков Михаил Николаевич, Кузьменко Григорий Федорович
МПК: C22B 11/02, C22B 7/00
Метки: благородных, отходов, металлов, способ, извлечения
Формула / Реферат:
1. Способ извлечения благородных металлов из отходов, включающий выделение металлов из мелкодисперсного материала путем вакуумного термического испарения, отличающийся тем, что в качестве отходов используют отходы на основе нелетучих по отношению к извлекаемым металлам материалов, с содержанием благородных металлов 0,001-30 мас.%, а выделение металлов осуществляют возгонкой непосредственно из исходного сырья и ведут путем одновременного нагрева...
Способ получения трис-бета-дикетонатов редких платиновых металлов
Номер патента: 402
Опубликовано: 24.06.1999
Авторы: Шипачев Владимир Алексеевич, Игуменов Игорь Константинович, Морозова Наталья Борисовна, Исакова Виктория Гавриловна
МПК: C07C 49/92, C07C 45/77
Метки: получения, трис-бета-дикетонатов, способ, редких, платиновых, металлов
Формула / Реферат:
1. Способ получения трис-бета-дикетонатов редких платиновых металлов, выбранных из группы, включающей рутений, осмий, родий и иридий, взаимодействием исходного соединения платинового металла с избытком бета-дикетона при нагревании с последующим выделением целевого продукта, отличающийся тем, что в качестве исходного соединения используют гексафторокомплекс платинового металла в высшей степени окисления, а реакцию с бета-дикетоном или его солью...
Предыдущий патент: Способ расширения стальной трубы и скважин с такой трубой
Следующий патент: Устройство со съемной насадкой коксового резервуара и опорная конструкция
Случайный патент: Ингаляторное устройство и способ раздачи лекарственного средства