Способ лазерной резки хрупких прозрачных неметаллических материалов
Номер патента: 12311
Опубликовано: 28.08.2009
Авторы: Солинов Евгений Федорович, Солинов Владимир Федорович, Алиев Алекпер Камалович, Алиев Тимур Алекперович, Чадин Валентин Сергеевич
Формула / Реферат
1. Способ резки хрупких прозрачных неметаллических материалов, заключающийся в том, что на материал многократно воздействуют сфокусированным прямым и отраженным лазерным излучением, создаваемым за счет отражения от отражающих зеркал, расположенных с противоположных сторон материала, отличающийся тем, что зеркала соединены посредством электромагнитных сил в единую оптическую систему таким образом, что они способны совместно перемещаться в горизонтальной плоскости, при этом нижнее зеркало также способно перемещаться в вертикальной плоскости.
2. Способ по п.1, отличающийся тем, что расстояние между фокальными плоскостями прямого и отраженного излучений изменяют в зависимости от толщины разрезаемого материала путем перемещения нижнего зеркала в вертикальной плоскости.
3. Способ по пп.1 и 2, отличающийся тем, что нижнее зеркало снабжено скользящей системой или роликами, позволяющими зеркалу при движении верхнего зеркала перемещаться совместно с ним в горизонтальной плоскости.
Текст
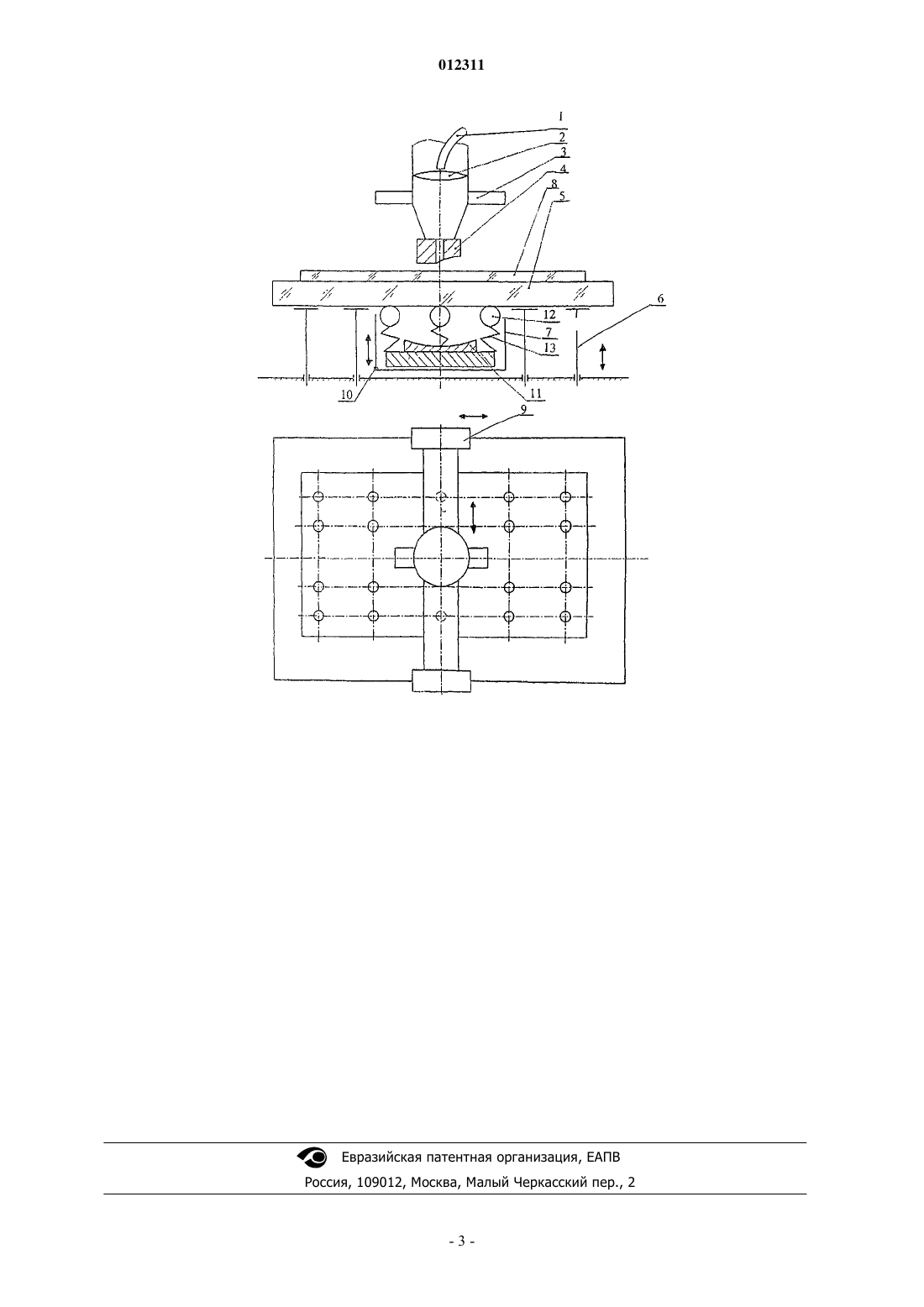
012311 Изобретение относится к способу резки хрупких прозрачных неметаллических материалов, например стекла, лазерным лучом и может быть использовано в стекольной, электронной и других отраслях народного хозяйства. Известен способ резки пластин хрупких материалов, например стекла, [1] путем нагрева лазерным лучом (алюмоиттриевый гранат) поверхности стеклянной пластины или стопы пластин путем облучения зоны нагрева лазерным лучом, многократно отраженным системой наклонных зеркал. При этом зеркала находятся по обе стороны стекла разрезаемой области стекла, а при резке стопы стекла разделены прокладками. Недостатком способа является сложность стабилизации режима резки, т.к. требуется точное регулирование мощности излучения и строгое обеспечение температурного режима, а также слабая управляемость движения линии реза по криволинейным траекториям. Кроме того, для реализации данного способа в условиях промышленного производства требуются столы с отражающими поверхностями высокой точности и высокого коэффициента отражения (до 96-98% на длине волны- 1,06 мкм). Поэтому способ не нашел практического применения. Известен также способ резки пластин хрупких материалов [2] лазерным лучом или другим источником излучения, которое частично поглощается материалом по всей его толщине, причем источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения. Зона с большей плотностью мощности излучения находится в любой точке пятна облучения. Кривая распределения плотности мощности излучения имеет конусообразную форму, а образующая кривой распределения плотности мощности излучения может быть линейной, криволинейной или ступенчатой. Недостатком данного способа является то, что для эффективного использования метода и получения промышленно значимых скоростей резки (1-10 м/мин) необходимо обеспечивать многократное прохождение излучения через разрезаемое стекло, что может быть осуществлено отражающими поверхностями высокой точности и с высоким коэффициентом отражения. При данном способе также существует трудность позиционировать разрезаемое стекло относительно лазерного луча (закреплять его на отражающей поверхности). Кроме этого, фрагменты разрезаемого стекла царапают отражающую поверхность, приводя его в негодность за достаточно короткий промежуток времени. Ближайшим прототипом является способ резки хрупких прозрачных неметаллических материалов(3), например стекла, лазерным лучом (YAG-лазер), при котором под разрезаемым материалом расположен медный отражатель. Согласно их методу лазерный луч ведет распространяющуюся трещину в материал, начиная от начальной трещины (при механическом разделении достаточно одной образующейся в принудительном порядке микротрещины). Таким образом материал разделяется с высокой точностью без дополнительной ломки и при хорошем качестве края. При определенных условиях этим методом можно проводить и фигурную резку, а также за один прием одновременно разделять сложенные в стопу несколько стекол. Данный способ представляет несомненный интерес, но резку материала можно осуществлять только в том случае, если перемещается разрезаемый материал, что накладывает существенные ограничения на размеры разрезаемого материала и вследствие этого - на ограничение скорости резки. Недостатком этого способа является также трудность промышленной реализации, а именно при осуществлении раскроя материала на множественные фрагменты, и невозможность менять энергетические и пространственные характеристики в пятне нагрева. В основу настоящего изобретения положена задача повышения производительности и качества резки хрупких прозрачных неметаллических материалов. Сущность изобретения состоит в том, что резку хрупких прозрачных неметаллических материалов проводят путем многократного воздействия сфокусированным прямым и отраженным лазерным излучением, создаваемым за счет отражения от отражающих зеркал, расположенных с противоположных сторон материала, причем зеркала соединены посредством электромагнитных сил в единую оптическую систему таким образом, что они способны совместно перемещаться в горизонтальной плоскости, при этом нижнее зеркало также способно перемещаться в вертикальной плоскости. Расстояние между фокальными плоскостями прямого и отраженного излучений изменяют в зависимости от толщины разрезаемого материала путем перемещения нижнего зеркала в вертикальной плоскости. Кроме того, нижнее зеркало снабжено скользящей системой или роликами, позволяющими зеркалу при движении верхнего зеркала перемещаться совместно с ним в горизонтальной плоскости. Сущность изобретения поясняется прилагаемой фигурой, где 1 - световод, 2 - фокусирующий объектив, 3 - электромагнит, 4 - верхнее отражающее зеркало, 5 - опорное стекло, 6 - опора, 7 - планетарный механизм, 8 - разрезаемый материал, 9 - портальное устройство, 10 - корпус, 11 - нижнее отражающее зеркало, 12 - опорные ролики, 13 - пружина. Пример описания способа при резке стекла. Лазерный луч с длиной волны 1,06 мкм по кварцевому световоду 1 подается в фокусирующий объектив 2 и оптическими элементами формируется в луч требуемой формы и размера, создавая на поверхности разрезаемого стекла 8 толщиной 1,0 мм пятно, обеспечивающее процесс термораскалывания стек-1 012311 ла. Лазерный луч проходит через образец стекла 8 и, нагревая его в локальной зоне, проходит через опорное боросиликатное флоатстекло 5, которое по своим спектральным характеристикам для длины волны излучения 1,06 мкм практически прозрачно, попадает на нижнее отражающее зеркало сложной геометрической формы 11, отражается от него и, проходя через опорное стекло 5 и разрезаемый образец стекла 8, попадает на верхнее отражающее зеркало 4 и т.д. Расположение отражающих поверхностей,нижней и верхней, обеспечивает многократное прохождение лазерного луча через нагреваемый объем стекла и способствует развитию процесса управляемого термораскалывания. При движении объектива 2 по прямолинейным или криволинейным траекториям электромагнит 3 обеспечивает надежный прижим планетарного механизма 7 к поверхности опорного стекла 5 и перемещение его вслед за движением фокусирующего объектива 2, повторяя его траекторию движения планетарно системы 7 за счет хорошей магнитной проницаемости опорного стекла и разрезаемого образца стекла. Если на траектории движения планетарной системы 7 расположена одна из опор 6, она по команде управляющего компьютера уходит вниз, обеспечивая свободный проход над ней планетарной системы 7. Планетарная система 7 включает в себя корпус 10, нижнее фокусирующее зеркало 11, опорные ролики 12 и пружину 13, причем корпус 10 выполнен из магнитного материала (за исключением опорных роликов 12, например тефлоновых) и имеет массу, позволяющую обеспечить надежный прижим ее к опорному стеклу 5 и бессдвиговое, относительно оси объектива 2, движение за ним по заданной траектории и безынерционный останов с сохранением соосности объектива 2 и планетарной системы 7. Конструкция планетарной системы 7 обеспечивает ее перемещение в вертикальном напраслении при увеличении или уменьшении магнитных сил между электромагнитом 3 и планетарной системой 7, осуществляемое изменением напряжения на соленоиде электромагнита. Это позволяет более эффективно осуществить процесс термораскалывания стекол разной толщины - путем применения и оптимизации (для каждой толщины стекол) пятна нагрева в стекле. Резку стекла насквозь проводили со скоростью 3 м/мин. Кромка стекла хорошего качества без дополнительной обработки. Применение предлагаемого способа резки позволяет во всем диапазоне толщин листового стекла толщиной 0,1-30 мм получить более высокие точности реза до 50-100 мкм, более высокое качество (до 12 класса чистоты) разделяемых поверхностей на всех участках разрезаемого стекла, как в массиве, так и на его краях. Применение электростатического ноля для фиксации разрезаемого образца на рабочем столе резки позволяет отказаться от механических прижимов, повысить производительность и снизить трудоемкость резки. Поверхность опорного стола резки не требует сложной оптической обработки, для стола можно использовать обычное борофлоатстекло и, кроме этого, опорная поверхность стола может быть расположена как горизонтально, так и вертикально. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ резки хрупких прозрачных неметаллических материалов, заключающийся в том, что на материал многократно воздействуют сфокусированным прямым и отраженным лазерным излучением,создаваемым за счет отражения от отражающих зеркал, расположенных с противоположных сторон материала, отличающийся тем, что зеркала соединены посредством электромагнитных сил в единую оптическую систему таким образом, что они способны совместно перемещаться в горизонтальной плоскости,при этом нижнее зеркало также способно перемещаться в вертикальной плоскости. 2. Способ по п.1, отличающийся тем, что расстояние между фокальными плоскостями прямого и отраженного излучений изменяют в зависимости от толщины разрезаемого материала путем перемещения нижнего зеркала в вертикальной плоскости. 3. Способ по пп.1 и 2, отличающийся тем, что нижнее зеркало снабжено скользящей системой или роликами, позволяющими зеркалу при движении верхнего зеркала перемещаться совместно с ним в горизонтальной плоскости.
МПК / Метки
МПК: B23K 26/00, C03B 33/09
Метки: материалов, хрупких, резки, прозрачных, способ, неметаллических, лазерной
Код ссылки
<a href="https://eas.patents.su/4-12311-sposob-lazernojj-rezki-hrupkih-prozrachnyh-nemetallicheskih-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ лазерной резки хрупких прозрачных неметаллических материалов</a>
Способ резки пластин хрупких металлов
Номер патента: 544
Опубликовано: 28.10.1999
Авторы: Солинов Евгений Федорович, Товмасян Владимир Михайлович, Солинов Владимир Федорович, Сирота Алексей Семенович, Чадин Валентин Сергеевич
МПК: C03B 33/00
Метки: металлов, пластин, резки, способ, хрупких
Формула / Реферат:
1. Способ резки пластин хрупких материалов, например стекла, методом термораскалывания путем воздействия на пластину или стопу пластин лазерным лучом или другим источником излучения, которое частично поглощается материалом по всей его толщине, отличающийся тем, что источник излучения создает в области резки пятно облучения, имеющее две различающиеся по плотности мощности излучения зоны: зоны большей и меньшей плотности мощности излучения. 2....
Устройство лазерной наплавки и легирования
Номер патента: 7043
Опубликовано: 30.06.2006
Авторы: Чивель Владимир Юрьевич, Чивель Юрий Александрович
МПК: B23K 26/00, B23K 26/34
Метки: устройство, легирования, наплавки, лазерной
Формула / Реферат:
Устройство лазерной наплавки и легирования, содержащее лазер, оптически связанный с системой формирования кольцевого пучка, поворотным зеркалом и фокусирующей системой, а также систему подачи вдоль оптической оси фокусирующей системы наносимого материала, отличающееся тем, что в качестве фокусирующей системы взято коническое зеркало и устройство дополнительно снабжено цилиндрическим зеркалом, оптическая ось которого совпадает с оптической осью...
Способ резки стекла
Номер патента: 4167
Опубликовано: 26.02.2004
Авторы: Солинов Владимир Федорович, Сирота Алексей Семенович, Солинов Евгений Федорович, Чадин Валентин Сергеевич, Алиев Алекпер Камалович
МПК: C03B 33/09
Формула / Реферат:
1. Способ резки стекла путем воздействия на поверхность лучом лазера, причем стекло является непрозрачным для луча, включающий воздействие по линии разделения сфокусированным на поверхность стеклянного изделия лазерным лучом с последующим воздействием источника тепла по линии разделения, отличающийся тем, что в качестве источника тепла используют расфокусированный лазерный луч. 2. Способ по п.1, отличающийся тем, что при первоначальном...
Способ плазменной резки материалов, в частности, с помощью генератора с настроенным высокочастотным электромагнитным полем
Номер патента: 2935
Опубликовано: 31.10.2002
Автор: Фуго Ричард Дж.
МПК: B23K 10/00
Метки: помощью, генератора, резки, высокочастотным, частности, способ, настроенным, полем, плазменной, материалов, электромагнитным
Формула / Реферат:
1. Способ резки материалов с использованием плазмы, состоящий из следующих этапов: подачи высокочастотных электромагнитных колебаний к вершине активного режущего передающего электрода путем использования электронной системы, в состав которой входят генератор импульсов высокочастотного диапазона и усилитель мощности для формирования электромагнитного поля снаружи упомянутой вершины активного режущего передающего электрода и создания облака...
Способ резки стекла
Номер патента: 4322
Опубликовано: 29.04.2004
Авторы: Алиев Алекпер Камалович, Солинов Евгений Федорович, Солинов Владимир Федорович, Сирота Алексей Семенович, Чадин Валентин Сергеевич
МПК: C03B 33/09
Формула / Реферат:
1. Способ резки стекла путем образования стартовой трещины лазерным лучом и последующей резки, отличающийся тем, что трещину образуют с торца стеклянного изделия возвратно-поступательным движением луча при его частичном объемном поглощении. 2. Способ по п. 1, отличающийся тем, что начало зарождения трещины осуществляют путем захода луча в тело изделия по линии предполагаемого разделения на расстояние, равное 2-4 диаметра луча, кратковременной...
Предыдущий патент: Активаторы рецептора ampa
Следующий патент: Поэтапное проведение экзотермических реакций с участием карбокатионов
Случайный патент: Способ изменения объема "роудонг" для машин на текучей среде и соответствующие ему механизмы и варианты применения