Волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов и способ его изготовления
Номер патента: 5704
Опубликовано: 28.04.2005
Авторы: Королев Александр Юрьевич, Адзерихо Игорь Эдуардович, Минченя Владимир Тимофеевич, Мрочек Александр Геннадьевич, Страх Владимир Николаевич, Алексеев Юрий Геннадьевич
Формула / Реферат
1. Волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов, состоящий из металлического цилиндрического стержня переменного сечения и рабочей головки, расположенной на конце дистальной части стержня, отличающийся тем, что длина проксимальной части стержня от 2 до 4 l, где l - длина ультразвуковой волны продольных колебаний самого волновода, а длина средней и проксимальной частей составляет не менее 1/2 l, причем переходы между проксимальной, средней и дистальной частями волновода имеют форму концентратора Фурье при соотношении площадей поперечных сечений не более как 1,5:1, а конические переходы выполнены в местах пучности продольных колебаний самого волновода, при этом диаметр рабочей головки больше диаметра дистальной части в 1,5 раза.
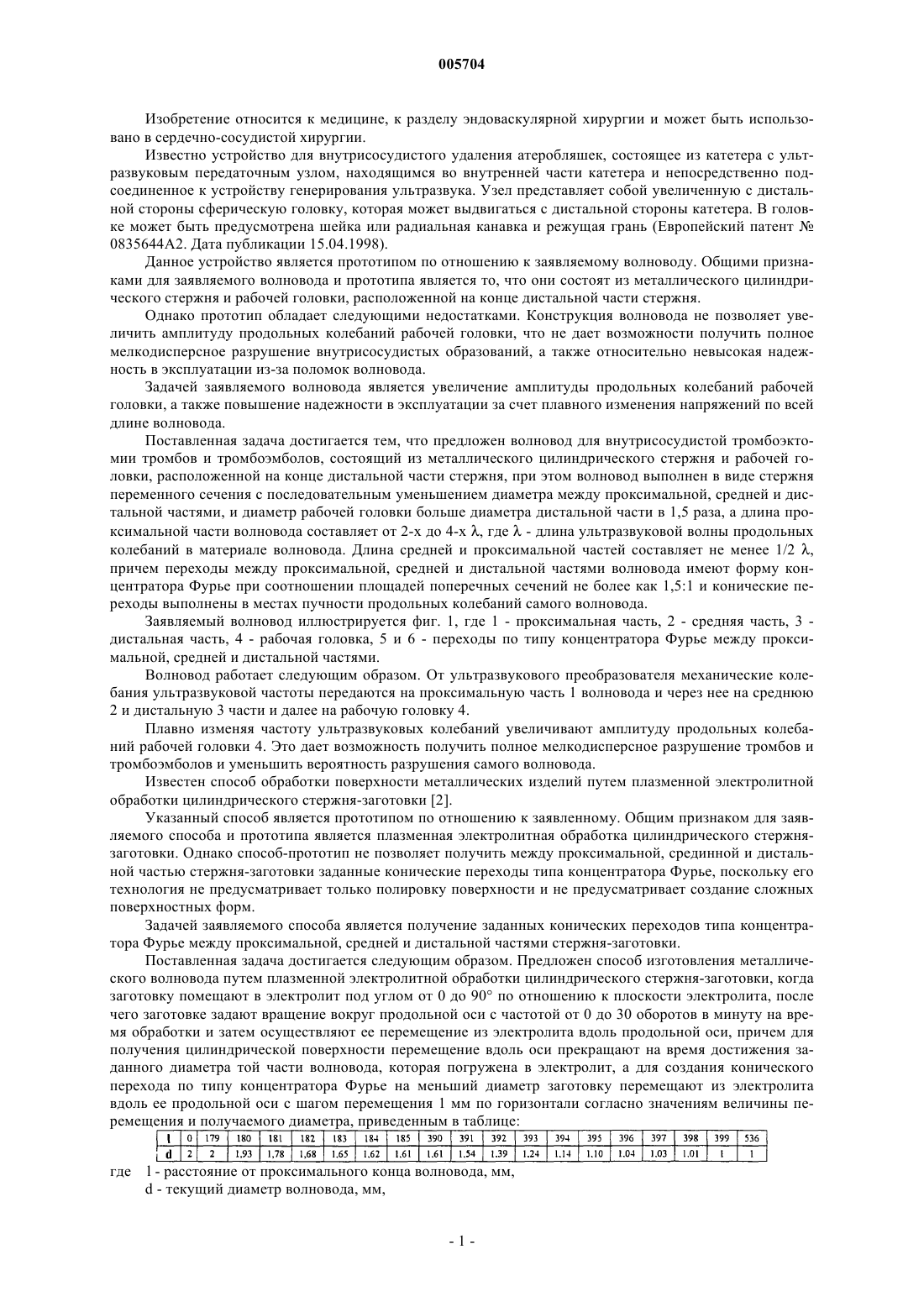
2. Способ изготовления металлического волновода путем плазменной электролитной обработки цилиндрического стержня-заготовки, отличающийся тем, что заготовку помещают в электролит под углом от 0 до 90ш по отношению к поверхности электролита, после чего заготовке задают вращение вокруг продольной оси с частотой до 30 об./мин на время обработки и осуществляют ее перемещение из электролита вдоль продольной оси, причем для получения цилиндрической поверхности перемещение вдоль оси прекращают на время достижения заданного диаметра той части волновода, которая погружена в электролит, а для создания конического перехода по типу концентратора Фурье на меньший диаметр заготовку перемещают из электролита вдоль ее продольной оси с шагом перемещения 1 мм по горизонтали согласно значениям величины перемещения и получаемого диаметра, приведенным в таблице
![]()
где l - расстояние от проксимального конца волновода, мм,
d - текущий диаметр волновода, мм,
а для изготовления головки волновода перед обработкой стержня-заготовки на его дистальный конец одевают втулку из инертного материала.

Текст
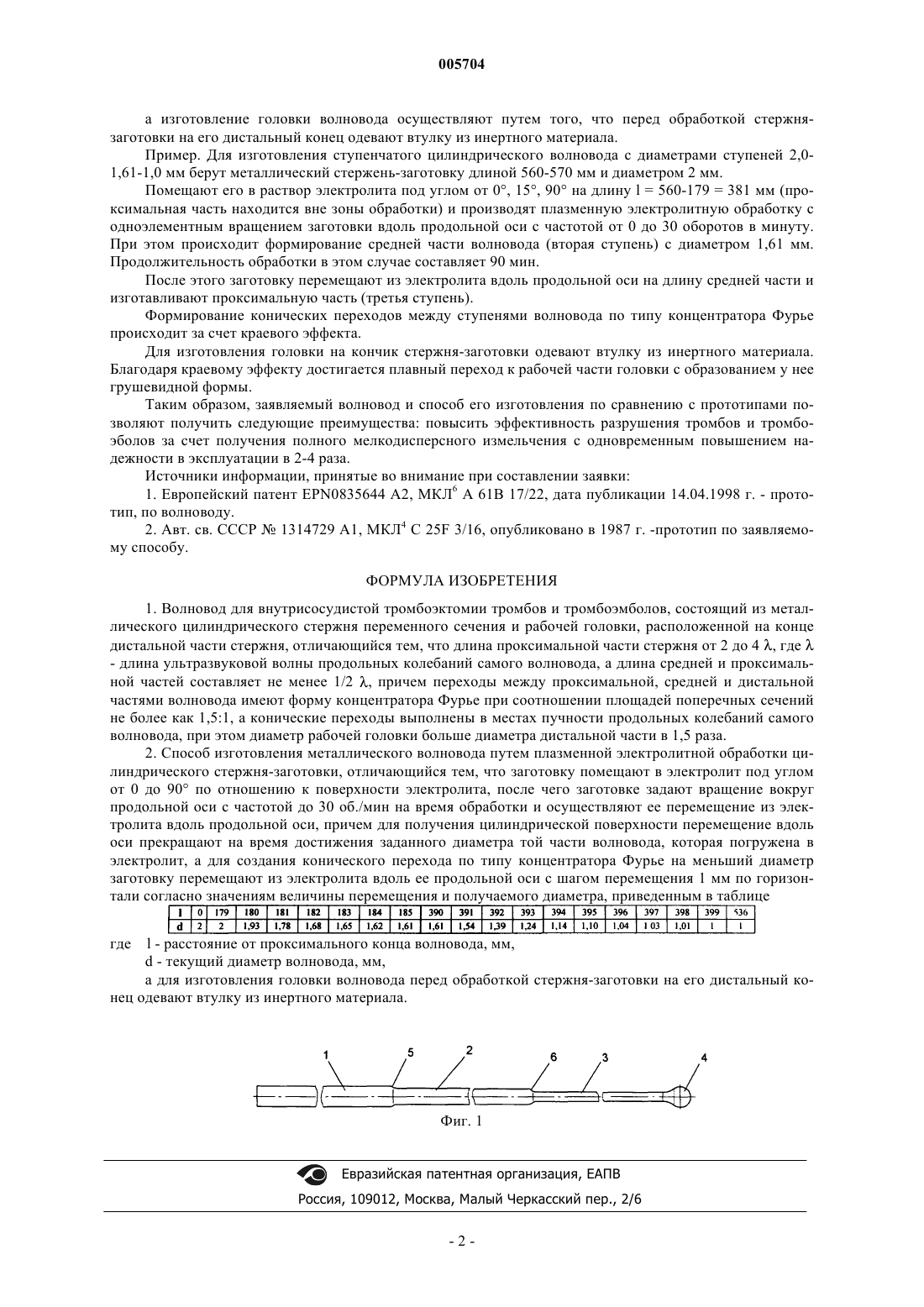
005704 Изобретение относится к медицине, к разделу эндоваскулярной хирургии и может быть использовано в сердечно-сосудистой хирургии. Известно устройство для внутрисосудистого удаления атеробляшек, состоящее из катетера с ультразвуковым передаточным узлом, находящимся во внутренней части катетера и непосредственно подсоединенное к устройству генерирования ультразвука. Узел представляет собой увеличенную с дистальной стороны сферическую головку, которая может выдвигаться с дистальной стороны катетера. В головке может быть предусмотрена шейка или радиальная канавка и режущая грань (Европейский патент 0835644 А 2. Дата публикации 15.04.1998). Данное устройство является прототипом по отношению к заявляемому волноводу. Общими признаками для заявляемого волновода и прототипа является то, что они состоят из металлического цилиндрического стержня и рабочей головки, расположенной на конце дистальной части стержня. Однако прототип обладает следующими недостатками. Конструкция волновода не позволяет увеличить амплитуду продольных колебаний рабочей головки, что не дает возможности получить полное мелкодисперсное разрушение внутрисосудистых образований, а также относительно невысокая надежность в эксплуатации из-за поломок волновода. Задачей заявляемого волновода является увеличение амплитуды продольных колебаний рабочей головки, а также повышение надежности в эксплуатации за счет плавного изменения напряжений по всей длине волновода. Поставленная задача достигается тем, что предложен волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов, состоящий из металлического цилиндрического стержня и рабочей головки, расположенной на конце дистальной части стержня, при этом волновод выполнен в виде стержня переменного сечения с последовательным уменьшением диаметра между проксимальной, средней и дистальной частями, и диаметр рабочей головки больше диаметра дистальной части в 1,5 раза, а длина проксимальной части волновода составляет от 2-х до 4-х , где- длина ультразвуковой волны продольных колебаний в материале волновода. Длина средней и проксимальной частей составляет не менее 1/2 ,причем переходы между проксимальной, средней и дистальной частями волновода имеют форму концентратора Фурье при соотношении площадей поперечных сечений не более как 1,5:1 и конические переходы выполнены в местах пучности продольных колебаний самого волновода. Заявляемый волновод иллюстрируется фиг. 1, где 1 - проксимальная часть, 2 - средняя часть, 3 дистальная часть, 4 - рабочая головка, 5 и 6 - переходы по типу концентратора Фурье между проксимальной, средней и дистальной частями. Волновод работает следующим образом. От ультразвукового преобразователя механические колебания ультразвуковой частоты передаются на проксимальную часть 1 волновода и через нее на среднюю 2 и дистальную 3 части и далее на рабочую головку 4. Плавно изменяя частоту ультразвуковых колебаний увеличивают амплитуду продольных колебаний рабочей головки 4. Это дает возможность получить полное мелкодисперсное разрушение тромбов и тромбоэмболов и уменьшить вероятность разрушения самого волновода. Известен способ обработки поверхности металлических изделий путем плазменной электролитной обработки цилиндрического стержня-заготовки [2]. Указанный способ является прототипом по отношению к заявленному. Общим признаком для заявляемого способа и прототипа является плазменная электролитная обработка цилиндрического стержнязаготовки. Однако способ-прототип не позволяет получить между проксимальной, срединной и дистальной частью стержня-заготовки заданные конические переходы типа концентратора Фурье, поскольку его технология не предусматривает только полировку поверхности и не предусматривает создание сложных поверхностных форм. Задачей заявляемого способа является получение заданных конических переходов типа концентратора Фурье между проксимальной, средней и дистальной частями стержня-заготовки. Поставленная задача достигается следующим образом. Предложен способ изготовления металлического волновода путем плазменной электролитной обработки цилиндрического стержня-заготовки, когда заготовку помещают в электролит под углом от 0 до 90 по отношению к плоскости электролита, после чего заготовке задают вращение вокруг продольной оси с частотой от 0 до 30 оборотов в минуту на время обработки и затем осуществляют ее перемещение из электролита вдоль продольной оси, причем для получения цилиндрической поверхности перемещение вдоль оси прекращают на время достижения заданного диаметра той части волновода, которая погружена в электролит, а для создания конического перехода по типу концентратора Фурье на меньший диаметр заготовку перемещают из электролита вдоль ее продольной оси с шагом перемещения 1 мм по горизонтали согласно значениям величины перемещения и получаемого диаметра, приведенным в таблице: гдеl - расстояние от проксимального конца волновода, мм,d - текущий диаметр волновода, мм,-1 005704 а изготовление головки волновода осуществляют путем того, что перед обработкой стержнязаготовки на его дистальный конец одевают втулку из инертного материала. Пример. Для изготовления ступенчатого цилиндрического волновода с диаметрами ступеней 2,01,61-1,0 мм берут металлический стержень-заготовку длиной 560-570 мм и диаметром 2 мм. Помещают его в раствор электролита под углом от 0, 15, 90 на длину l = 560-179 = 381 мм (проксимальная часть находится вне зоны обработки) и производят плазменную электролитную обработку с одноэлементным вращением заготовки вдоль продольной оси с частотой от 0 до 30 оборотов в минуту. При этом происходит формирование средней части волновода (вторая ступень) с диаметром 1,61 мм. Продолжительность обработки в этом случае составляет 90 мин. После этого заготовку перемещают из электролита вдоль продольной оси на длину средней части и изготавливают проксимальную часть (третья ступень). Формирование конических переходов между ступенями волновода по типу концентратора Фурье происходит за счет краевого эффекта. Для изготовления головки на кончик стержня-заготовки одевают втулку из инертного материала. Благодаря краевому эффекту достигается плавный переход к рабочей части головки с образованием у нее грушевидной формы. Таким образом, заявляемый волновод и способ его изготовления по сравнению с прототипами позволяют получить следующие преимущества: повысить эффективность разрушения тромбов и тромбоэболов за счет получения полного мелкодисперсного измельчения с одновременным повышением надежности в эксплуатации в 2-4 раза. Источники информации, принятые во внимание при составлении заявки: 1. Европейский патент EPN0835644 А 2, МКЛ 6 А 61 В 17/22, дата публикации 14.04.1998 г. - прототип, по волноводу. 2. Авт. св. СССР 1314729 А 1, МКЛ 4 C 25F 3/16, опубликовано в 1987 г. -прототип по заявляемому способу. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов, состоящий из металлического цилиндрического стержня переменного сечения и рабочей головки, расположенной на конце дистальной части стержня, отличающийся тем, что длина проксимальной части стержня от 2 до 4 , где- длина ультразвуковой волны продольных колебаний самого волновода, а длина средней и проксимальной частей составляет не менее 1/2 , причем переходы между проксимальной, средней и дистальной частями волновода имеют форму концентратора Фурье при соотношении площадей поперечных сечений не более как 1,5:1, а конические переходы выполнены в местах пучности продольных колебаний самого волновода, при этом диаметр рабочей головки больше диаметра дистальной части в 1,5 раза. 2. Способ изготовления металлического волновода путем плазменной электролитной обработки цилиндрического стержня-заготовки, отличающийся тем, что заготовку помещают в электролит под углом от 0 до 90 по отношению к поверхности электролита, после чего заготовке задают вращение вокруг продольной оси с частотой до 30 об./мин на время обработки и осуществляют ее перемещение из электролита вдоль продольной оси, причем для получения цилиндрической поверхности перемещение вдоль оси прекращают на время достижения заданного диаметра той части волновода, которая погружена в электролит, а для создания конического перехода по типу концентратора Фурье на меньший диаметр заготовку перемещают из электролита вдоль ее продольной оси с шагом перемещения 1 мм по горизонтали согласно значениям величины перемещения и получаемого диаметра, приведенным в таблице гдеl - расстояние от проксимального конца волновода, мм,d - текущий диаметр волновода, мм,а для изготовления головки волновода перед обработкой стержня-заготовки на его дистальный конец одевают втулку из инертного материала.
МПК / Метки
МПК: A61B 17/22, C25F 3/16
Метки: изготовления, тромбоэктомии, тромбоэмболов, тромбов, способ, волновод, внутрисосудистой
Код ссылки
<a href="https://eas.patents.su/3-5704-volnovod-dlya-vnutrisosudistojj-tromboektomii-trombov-i-tromboembolov-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов и способ его изготовления</a>
Фармацевтические препараты на основе бибапцитида для визуализации и лечения тромбов
Номер патента: 5406
Опубликовано: 24.02.2005
Авторы: Листер-Джеймс Джон, Дин Ричард Т.
МПК: A61K 51/08, A61P 7/02
Метки: лечения, основе, тромбов, препараты, фармацевтические, бибапцитида, визуализации
Формула / Реферат:
1. Реагент-предшественник, содержащий монокарбоксилат бибапцитида, для получения медикаментов, предназначенных для лечения тромбоза. 2. Диагностическая композиция, содержащая монокарбоксилат бибапцитида. 3. Диагностическая композиция по п.2, дополнительно содержащая дикарбоксилат бибапцитида. 4. Диагностическая композиция по п.3, дополнительно содержащая бибапцитид. 5. Фармацевтическая композиция, обладающая тромболитическим действием,...
Производные аминогуанидина и алкоксигуанидина (варианты) и способ их получения (варианты), фармацевтическая композиция и способ ингибирования протеолиза у млекопитающего, способ лечения различных заболеваний млекопитающего, способы ингибирования индуцированной тромбином агрегации тромбоцитов и свертывания фибриногена в плазме, тромбина, агрегации тромбоцитов и образования тромбов в крови, устройство для сбора крови, искусственного кровообращения и хранения крови
Номер патента: 3461
Опубликовано: 26.06.2003
Авторы: Сайедем Коллин, Лу Тианбао, Томкзук Брюс Э., Маркоутэн Томас П., Солл Ричард М.
МПК: A61P 7/02, A61K 31/445, C07C 279/00...
Метки: образования, ингибирования, агрегации, индуцированной, фибриногена, варианты, млекопитающего, заболеваний, плазме, крови, сбора, способ, искусственного, кровообращения, устройство, протеолиза, композиция, тромбоцитов, лечения, различных, аминогуанидина, фармацевтическая, тромбина, свертывания, тромбов, хранения, способы, производные, тромбином, алкоксигуанидина, получения
Формула / Реферат:
1. Соединение формулы I или его сольват, гидрат или фармацевтически приемлемая соль, где L - означает -C(O)- или -SO2-; R1 означает группу R2 означает группу или R1 и R2 могут быть объединены с атомом азота, к которому они присоединены, с образованием цикла, содержащего от трех до семи атомов, который необязательно содержит дополнительный атом азота или кислорода, и который по выбору является бензо- или пиридоконденсированным циклом, причем...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: способ, заготовки, цельной, кованой, изготовления, ковкой, устройство, шестерни(варианты
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Производные гуанидина (варианты), способ их получения (варианты), фармацевтическая композиция для ингибирования протеолиза у млекопитающего, способ лечения, способ ингибирования: протеолиза у млекопитающего, тромбин-индуцированной агрегации тромбоцитов и образования сгустков фибриногена в плазме, тромбина в крови, образования аггрегатов тромбоцитов в крови, образования тромбов в крови, устройстводля сбора, циркуляции и хранения крови
Номер патента: 2740
Опубликовано: 29.08.2002
Авторы: Лу Тианбао, Солл Ричард М., Томкзук Брюс Э., Федде Синтия Л., Иллиг Карл Р., Маркоутэн Томас П., Стэгнейро Томас П.
МПК: A61K 31/155, A61K 31/255, A61K 31/44...
Метки: аггрегатов, тромбов, циркуляции, получения, млекопитающего, варианты, способ, устройстводля, фармацевтическая, лечения, тромбоцитов, сгустков, композиция, тромбина, производные, хранения, плазме, сбора, агрегации, протеолиза, крови, гуанидина, образования, ингибирования, фибриногена, тромбин-индуцированной
Формула / Реферат:
1. Соединение формулы I или его сольват, гидрат, фармацевтически приемлемая соль или пролекарство, где R1 является фенильной, нафтильной, дигидродиоксобензо[b]тиофенильной или гетероарильной группой, каждая из которых может быть необязательно замещена, по крайней мере, одним заместителем, независимо выбранным из группы, состоящей из С1-6алкила, гидрокси, нитро, трифторметила, трифторметокси, галогена, С1-6алкокси, циано, амино, гидроксиамино,...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: способ, давлением, компонентов, устройство, изготовления, двух, литья, изделий
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Предыдущий патент: Способ и система теплоснабжения и горячего водоснабжения
Следующий патент: Система формирования изображений с термопереносом вещества