Композиции на основе сульфата кальция и способы их получения
Формула / Реферат
1. Способ получения соединений на основе сульфата кальция, включающий
формование дигидрата сульфата кальция (CaSO4Ч2H2O) в брикет при давлении, превышающем 14 МПа;
кальцинирование брикета для преобразования брикета дигидрата сульфата кальция в брикет полугидрата сульфата кальция (CaSO4Ч1/2H2O) a-типа ("a-полугидрат");
высушивание брикета a-полугидрата.
2. Способ по п.1, дополнительно включающий измельчение высушенного брикета a-полугидрата.
3. Способ по п.2, в котором измельченный a-полугидрат имеет бимодальное распределение размера частиц.
4. Способ по п.1, дополнительно включающий дробление высушенного брикета a-полугидрата на крупные частицы и последующее тонкое измельчение высушенного a-полугидрата.
5. Способ по п.1, дополнительно включающий измельчение высушенного брикета a-полугидрата в порошок и смешивание порошкообразного a-полугидрата с водой.
6. Способ по п.1, дополнительно включающий измельчение высушенного брикета a-полугидрата в порошок и смешивание порошкообразного a-полугидрата с водой и летучей золой.
7. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно 0,125-125 кубических дюймов (2,05-2050 см3).
8. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в a-полугидрат.
9. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 2,5 ч.
10. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 1 до 2 ч.
11. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно от 1 до 27 кубических дюймов.
12. Способ по п.11, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в a-полугидрат.
13. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно от 1 до 8 кубических дюймов.
14. Способ по п.13, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в a-полугидрат.
15. Способ по п.1, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от 14 до приблизительно 500 МПа.
16. Способ по п.15, в котором время кальцинирования находится в переделах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в a-полугидрат.
17. Способ по п.1, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от приблизительно 50 до 320 МПа.
18. Способ по п.17, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах приблизительно от 100 до 200 МПа.
19. Способ по п.17, в котором пористость брикета a-полугидрата составляет приблизительно от 30 до 49% от общего объема брикета.
20. Способ по п.17, в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция.
21. Способ по п.17, дополнительно включающий дробление высушенного брикета a-полугидрата на крупные частицы и последующее тонкое измельчение высушенного a-полугидрата, в котором измельченный a-полугидрат имеет бимодальное распределение размера частиц.
22. Способ по п.1, в котором пористость брикета a-полугидрата составляет приблизительно от 30 до 49% от общего объема брикета.
23. Способ по п.1, в котором пористость брикета a-полугидрата составляет приблизительно 40-49% от общего объема брикета.
24. Способ по п.1, в котором вода составляет приблизительно от 0 до12 вес.% брикета дигидрата сульфата кальция.
25. Способ по п.1, в котором вода составляет приблизительно от 1 до 5 вес.% брикета дигидрата сульфата кальция.
26. Способ по п.1, в котором вода составляет приблизительно от 2 до 3 вес.% брикета дигидрата сульфата кальция.
27. Измельченный a-полугидрат, изготовленный в соответствии с технологическим процессом по п.2, в котором потребность измельченного a-гидрата в воде составляет менее 50 мл на 100 г сухого измельченного a-полугидрата.
28. Изделие, изготовленное из смеси, включающей измельченный a-полугидрат, изготовленный в соответствии с технологическим процессом по п.2, и воду, в котором потребность измельченного a-гидрата в воде составляет менее 50 мл на 100 г сухого измельченного a-полугидрата.
29. Изделие по п.28, в котором смесь дополнительно включает песок.
30. Изделие по п.28, в котором смесь дополнительно включает летучую золу.
31. Полугидрат сульфата кальция (CaSO4Ч1/2H2O) a-типа, включающий группы кристаллов a-полугидрата, имеющие в основном низкую пористость между группами по сравнению с пористостью кристаллов a-полугидрата, образованных из брикетов дигидрата, спрессованных под давлением менее 14 МПа или равным 14 МПа.
32. a-Полугидрат по п.31, в котором группы кристаллов измельчают для получения кубических кристаллов.
33. a-Полугидрат по п.32, в котором кубические кристаллы имеют бимодальное распределение размеров кристаллов.
34. a-Полугидрат по п.31, в котором объем пористости составляет приблизительно 30-50% от объема кристаллов.
35. a-Полугидрат по п.31, в котором объем пористости составляет приблизительно 40-50% от объема кристаллов.
36. Сухой измельченный полугидрат сульфата кальция (CaSO4Ч1/2H2O) a-типа ("a-полугидрат"), полученный из кальцинированного брикета дигидрата сульфата кальция, спрессованного под давлением, превышающим 14 МПа, и имеющий водопотребность менее 50 мл на 100 г сухого измельченного a-полугидрата.
37. a-Полугидрат по п.36, в котором a-полугидрат получен из гипса, полученного в виде побочного продукта в ходе одного из следующих технологических процессов: десульфурация топочных газов, производство двуокиси титана или производство фосфорных удобрений.
38. a-Полугидрат по п.36, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от приблизительно 100 до 200 МПа.
39. a-Полугидрат по п.38, в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция.
40. a-Полугидрат по п.39, в котором объем брикета дигидрата сульфата кальция составляет приблизительно ют 1 до 27 кубических дюймов.
41. Способ получения соединений на основе сульфата кальция, включающий
формование дигидрата сульфата кальция (CaSO4Ч2H2O) в брикет при давлении, превышающем 15 МПа, в котором объем брикета дигидрата сульфата кальция составляет приблизительно 0,125-125 кубических дюймов (2,05-2050 см3) и в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция;
кальцинирование брикета, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч для завершения в основном преобразования дигидрата сульфата кальция в a-полугидрат и в котором брикет дигидрата сульфата кальция преобразуют в брикет полугидрата сульфата кальция (CaSO4Ч1/2H2O) a-типа ("a-полугидрат");
высушивание брикета a-полугидрата, в котором пористость брикета a-полугидрата составляет приблизительно 30-49% от общего объема брикета;
измельчение высушенного брикета a-полугидрата в порошок a-полугидрата, в котором порошкообразный a-полугидрат имеет бимодальное распределение размера частиц и в котором порошкообразный a-полугидрат имеет водопотребность менее 50 мл на 100 г порошкообразного a-полугидрата.
Текст
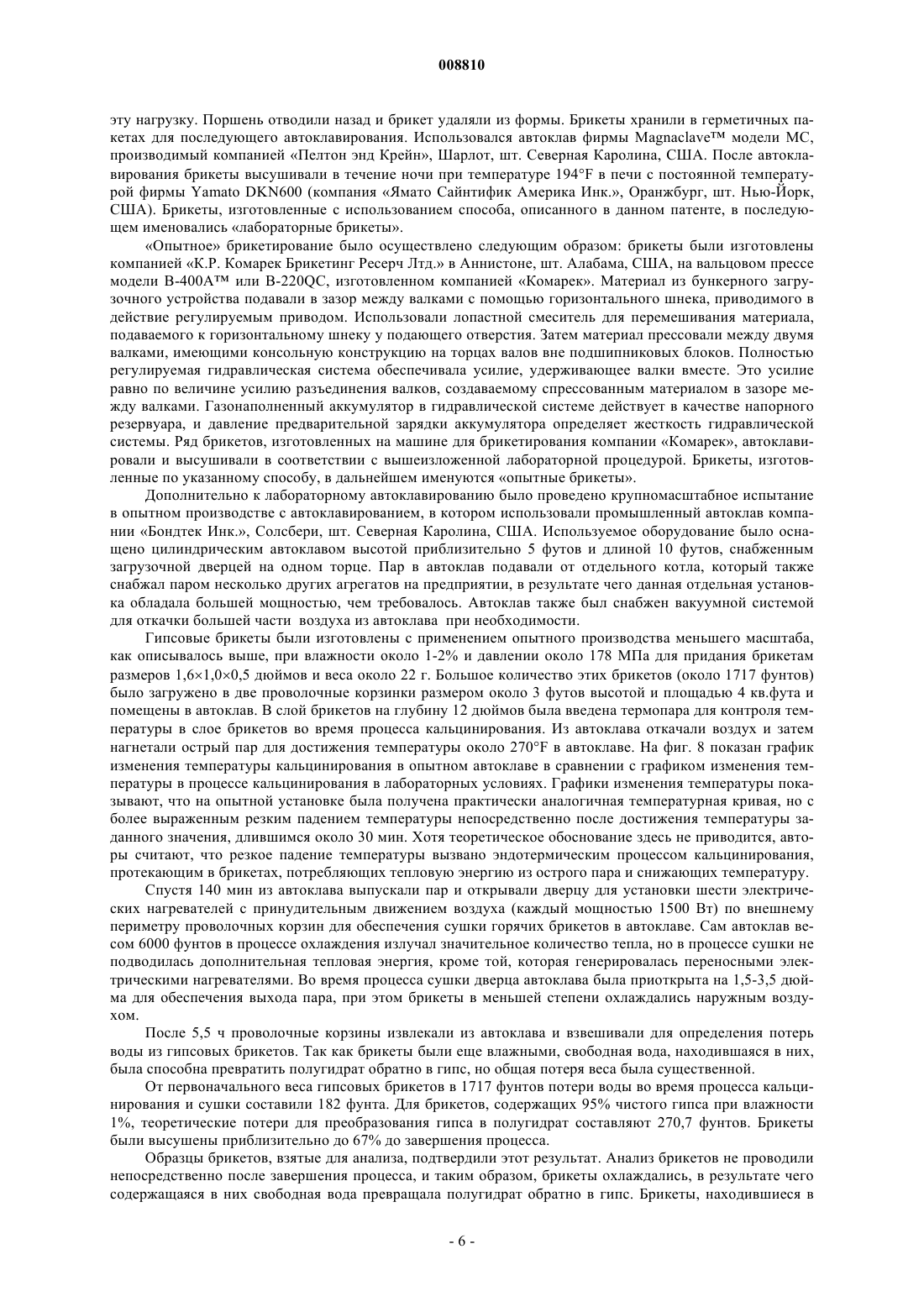
008810 Область техники, к которой относится изобретение Настоящее описание изобретения, в целом, относится к композициям на основе гипса и сульфата кальция и способам изготовления этих композиций и, в частности, к новым строительным гипсовым составам и способам их изготовления. Описание известного уровня техники Композиции и составы на основе гипса и сульфата кальция используются в ряде отраслей промышленности, в частности, в строительной промышленности. Например, гипсовый штукатурный раствор широко используется в строительных изделиях, таких как наливные материалы, например, используемых в технологии изготовления наливных полов, и в ремонтных растворах. Путем нагревания с целью удаления воды из гипса или дигидрата сульфата кальция (CaSO42H2O) для образования полугидрата сульфата кальция обычно изготавливают гипсовый штукатурный раствор [алебастр], используемый в вышеуказанных изделиях. Гипсовый штукатурный раствор также называют строительным гипсом или наружной штукатуркой. Существует ряд технологических процессов, используемых для проведения дегидратации, или процесса кальцинирования. Например, кальцинирование может быть проведено путем мгновенной сушки при высокой температуре, варки в больших котлах, нагреванием в печах или вращающихся печах, путем использования пара или варки в водных суспензиях. Указанные многочисленные разнообразные способы позволяют получать штукатурные растворы, характеризующиеся широким диапазоном состава и свойств, но обычно изготавливают штукатурные растворы двух типов: -полугидрат и -полугидрат. Указанные два типа различаются количеством воды, необходимой для изготовления смеси литой консистенции с тонкоизмельченным порошкообразным полугидратом, при этом для получения -полугидрата требуется менее 50 мл на 100 г штукатурного раствора и для -полугидрата требуется значительно большее количество воды, обычно более 70 мл на 100 г полуводного гипса. Указанное количество воды известно как водопотребность. Известен способ изготовления -полугидрата сульфата кальция, пригодного для производства строительных материалов из влажного тонкоизмельченного гипса, полученного путем десульфуризации[обессеривания] топочного газа электростанции, работающей на буром угле или лигните, в частности, из гипса, полученного путем десульфуризации топочного газа в установке десульфурации влажного топочного газа (называемого десульфогипсом или ДСГ). За этим процессом следует рекристаллизация дигидрата сульфата кальция, содержащегося в десульфогипсе, в присутствии насыщенного пара. Известны различные способы преобразования дигидрата сульфата кальция в -полугидрат сульфата кальция. Один такой способ получения -полугидрата из природного гипса описан в UllmansEncyclopedia of Industrial Chemistry, 12, 301 (1976). Согласно этому способу куски дигидрата сульфата кальция, т.е. частицы природного гипса, подают в автоклав и преобразуют в куски -полугидрата в автоклаве в присутствии насыщенного пара при температуре 266-275F. Полученный -полугидрат высушивают при температуре, превышающей температуру, при которой происходит превращение полугидрата обратно в дигидрат сульфата кальция (113F), и измельчают для дальнейшего использования. В частности, гипс, добываемый из природных месторождений, размалывают на гранулы размером от 150 до 300 мм, загружают в короба и подают в автоклав в коробах. Автоклав прямо или косвенно нагревают паром температурой от 266 до 275F. Нагрев регулируют таким образом, чтобы приблизительно через 4 ч давление достигло 4-5 бар (0,4-0,5 МПа) в соответствии с диаграммой насыщенного пара. Превращение дигидрата сульфата кальция в -полугидрат в этом процессе обычно занимает, как минимум, 6 ч. Затем материал выгружают из автоклава. Гипс -полугидрата загружают в сушильную камеру в бадьях и сушат при нормальном атмосферном давлении при температуре около 221F и затем мелко измельчают. На поверхностных участках кусков материала четко выделяющиеся кристаллы -полугидрата растут и приобретают приблизительно игольчатую форму. На фиг. 1 представлена полученная на сканирующем электронном микроскопе микрофотография примера игольчатых кристаллов -полугидрата, полученных с помощью этого процесса. Введение добавок в автоклав для регулирования значения рН и изменения структуры кристаллов можно дозировать, благодаря чему обеспечивается получение -полугидрата с различными свойствами. Тем не менее, в этом известном способе наиболее трудоемкими являются дорогостоящие технологические процессы очистки. В этом процессе четко выраженные кристаллы -полугидрата образуются в большей степени случайно, и не обеспечивается регулирование процесса в отношении структуры кристаллов и поверхностной тонкой структуры образовавшихся кристаллов. При попытке решить эту проблему в ходе одного процесса, описанного, например, в патенте США 5015449, выданном на имя Кословски, влажный мелкозернистый гипс (дигидрат сульфата кальция) преобразуется в формованную массу при давлении от 0,1 до 14 Н/мм 2 (МПА). Кословски указывает, что при изготовлении формованной массы путем прессования дигидрата сульфата кальция при давлении выше 16 Н/мм 2 безусловно, получают формованный материал, но он не способен подвергаться автоклавной обработке, в ходе которой возникают разломы и трещины, и происходит разрушение материала в процессе автоклавирования.-1 008810 Формованная масса гипса в соответствии с процессом, описанным Кословски, имеет общий объемный процент пористости от 15 до 60%, при этом более 5 об.% пор содержат воздух. Если исходный материал является влажным, оставшийся объем пор содержит воду. Далее формованный материал подается в автоклав. Рост кристаллов и структура кристаллов -полугидрата регулируют путем изменения температуры технологического процесса в диапазоне 230-356F и путем регулирования атмосферного давления внутри автоклава. Формованный материал извлекается из автоклава и предназначен для использования после рекристаллизации. По завершению этого процесса получают призматические столбчатые кристаллы -полугидрата сульфата кальция, микрофотография которых, полученная на сканирующем электронном микроскопе,приведена на фиг. 2. Время процесса кальцинирования для получения этих кристаллов составляет приблизительно от 4 до 7 ч для одной партии. Такое длительное время цикла усложняет и удорожает процесс с точки зрения эффективности производства. Таким образом, существует необходимость устранения вышеперечисленных недостатков в промышленности. Краткое изложение существа изобретения В примерах осуществления настоящего изобретения предлагается полугидрат сульфата кальция [тип] (-полугидрат) с усовершенствованной морфологией кристаллов, способы изготовления полугидрата и продукция, изготовленная с использованием описанного -полугидрата. Вкратце, один пример осуществления такого способа изготовления -полугидрата с усовершенствованной морфологией кристаллов включает формование дигидрата сульфата кальция в брикет при высоком давлении, кальцинирование брикета для преобразования дигидрата сульфата кальция в полугидрат, высушивание брикета и измельчение брикета. В одном примере осуществления описанного-полугидрата производится выращивание кристаллов -полугидрата и образование групп кристаллов, в которых существенно сокращен объем пор между агломерированными группами по сравнению с объемом пор -полугидрата, изготовленного из брикетов, сформованных под давлением менее 14 мегапаскаль (МПа) или равном этому давлению. Один пример осуществления продукции, изготовленной с применением описанного -полугидрата, включает смесь описанного -полугидрата и воды. Краткое описание чертежей Более полное понимание многих аспектов описания изобретения может быть достигнуто со ссылками на прилагаемые чертежи. Компоненты на чертежах не обязательно приведены в масштабе (сведены к одному масштабу). Более того, одинаковые детали обозначены одними и теми же позициями. Фиг. 1 - микрофотография, полученная на сканирующем электронном микроскопе, на которой изображены кристаллы полугидрата сульфата кальция [-тип] (-полугидрат) известного уровня техники,полученные путем кальцинированя камня дигидрата сульфата кальция; фиг. 2 - микрофотография, полученная на сканирующем электронном микроскопе, на которой изображены кристаллы -полугидрата известного уровня техники, полученные путем кальцинирования формованного дигидрата сульфата кальция; фиг. 3 - микрофотография, полученная на сканирующем электронном микроскопе, на которой изображены кристаллы описанного усовершенствованного -полугидрата; фиг. 4 - графическое представление диапазонов водосодержания и давления, при которых получают описанные брикеты, а также качества полученных брикетов; фиг. 5 - графическое представление скорости кальцинирования брикетов из примера осуществления по сравнению с блоком; фиг. 6 - графическое представление, на котором показана скорость преобразования гипса в полугидрат во внутренней части кальцинированного блока, изготовленного с использованием известного процесса, которое демонстрирует относительно длительный период кальцинирования, необходимый для осуществления способа, известного из уровня техники; фиг. 7A-7D - фотографии, полученные с помощью электронного микроскопа, на которых показан рост кристаллов при увеличении времени кальцинирования для гипса фирмы Керр-МакГи; фиг. 8 - графическое представление температуры автоклава при сравнении экспериментального процесса кальцинирования с лабораторным; фиг. 9 - графическое представление скорости кальцинирования двух различных исходных синтетических гипсов, сформованных в брикеты и кальцинированных с использованием примера осуществления описанного процесса; фиг. 10 - графическое представление влияния регулируемых параметров давления процесса на скорость кальцинирования гипса и превращения его в полугидрат с использованием примера осуществления описанного процесса; фиг. 11 - схема компоновки лабораторной заказной мельницы; фиг. 12 - графическое представление водопотребности материалов полугидрата в соответствии с примером осуществления, полученных с использованием описанного процесса, из различных исходных гипсов;-2 008810 фиг. 13 - графическое представление водопотребности различных материалов полугидрата, которые были получены с использованием описанного процесса примера осуществления, при повышении давления, используемого в процессе изготовления брикетов; фиг. 14 А-14I - микрофотографии, иллюстрирующие структуры кристаллов продуктов полугидрата в соответствии с примером осуществления. Следует учесть, что фотографии на фиг. 14 Е были сделаны при различном увеличении, в то время как фотография на фиг. 14I является масштабной; фиг. 15 - графическое представление водопотребности материалов полугидрата, которое было получено с использованием описанного процесса примера осуществления, при повышении водосодержания в процессе изготовления брикетов; фиг. 16 - графическое представление водопотребности материалов полугидрата, которое было получено с использованием описанного процесса примера осуществления, при внесении в гипс добавок в соответствии с примером осуществления изобретения, используемых в процессе изготовления брикетов,или вносимых непосредственно в брикеты; фиг. 17 - столбцовая диаграмма, иллюстрирующая пористость кальцинированных брикетов в соответствии с примером осуществления изобретения, полученных с использованием описанного процесса примера осуществления; фиг. 18 - столбцовая диаграмма, иллюстрирующая пористость некальцинированных брикетов в соответствии с примером осуществления изобретения, полученных с использованием описанного процесса примера осуществления; фиг. 19 - графическое представление влияния температуры сушки на скорость сушки кальцинированных, но влажных крупных брикетов, полученных с применением описанного процесса примера осуществления; фиг. 20 - графическое представление влияния сушки/размалывания на скорость сушки при 194F кальцинированных, но влажных крупных брикетов, полученных с применением описанного процесса примера осуществления; фиг. 21 - графическое представление зависимости прочности на сжатие продукта, полученного из-полугидрата, от процента песка, замененного летучей золой; фиг. 22 А и 22 В - машинно-генерируемое графическое представление данных о распределении размера и формы частиц сырого гипса; фиг. 23 А-23 С - машинно-генерируемое графическое представление данных о распределении размера и формы частиц гипса на фиг. 9 после обработки в соответствии с описанным процессом примера осуществления изобретения. Подробное описание изобретения Как указывалось в выше приведенном описании, гипсовая штукатурка [алебастр], или полугидрат сульфата кальция (CaSO41/2H2O) [-тип] (в именуемый в дальнейшем -полугидрат) и способы его изготовления характеризуются длительным временем кальцинирования и, следовательно, являются дорогостоящими и не всегда подходят для изготовления -полугидрата стабильного качества. При попытке решения ряда из этих проблем были разработаны другие способы изготовления -полугидрата, включающие дорогостоящие добавки и(или) технологические процессы, характеризующиеся сложностью при установке и эксплуатации оборудования, нередко приводящие к увеличению времени кальцинирования и при этом не позволяющие получить -полугидрат с оптимальной кристаллической структурой. Таким образом, существует необходимость в получении -полугидрата, производство которого отличается быстротой и простотой и который имеет оптимальную кристаллическую структуру для изготовления прочных изделий с гипсовой штукатуркой. В настоящем патенте описывается усовершенствованный продукт-полугидрата, получаемый при более идеальных условиях с целью изготовления высокопрочной штукатурки с низкой водопотребностью при последующем измельчении и сушке. Кроме того, способ, с использованием которого изготавливается усовершенствованный -полугидрат, является более простым и более экономичным по сравнению с другими известными способами получения -полугидрата. На фиг. 3 показана полученная с применением сканирующего электронного микроскопа микрофотография кристаллов описанного усовершенствованного -полугидрата. Известно, что отдельные кристаллы -полугидрата имеют средний размер частиц приблизительно 20 мкм (фиг. 2). Как можно видеть,исходя из масштаба микрофотографий на фиг. 3, средний диаметр частиц групп или агломератов кристаллов усовершенствованного -полугидрата составляет около 100 мкм. Как видно при сравнении с кристаллами -полугидрата на фиг. 1 и 2, группы усовершенствованного -полугидрата на фиг. 3 характеризуются меньшей пористостью, при этом описанные группы кристаллов -полугидрата являются более крупными и более кубическими по форме, чем игольчатые и столбчатые кристаллы на фиг. 1 и 2. Такая более кубическая структура кристаллов приводит к улучшению свойств материала, например к снижению водопотребности. Более кубические кристаллы обеспечивают более эффективный объем заполнения, благодаря чему сокращается количество воды, используемой для приготовления требуемой смеси. Дополнительно к характеристикам формы размер частиц также оказывает влияние на характери-3 008810 стики водопотребности. Широкое распределение по размеру частиц сферических или кубических кристаллов обеспечивает максимальную эффективность упаковки и минимальную водопотребность. Способ изготовления -полугидрата в соответствии с примером осуществления изобретения включает формование в брикет дигидрата сульфата кальция (CaSO42H2O) (именуемогго в дальнейшем дигидрат) при высоком давлении, кальцинирование брикета для преобразования дигидрата сульфата кальция в -полугидрат сульфата кальция, высушивание брикета и его измельчение. Для формования брикетов используется дигидрат, представляющий собой природный гипс, добываемый в шахтах и карьерах, а также гипс, получаемый на различных химических производствах в виде побочного продукта. Некоторые примеры этих химических процессов включают десульфурацию топочных газов, производство двуокиси титана, производство фосфатных удобрений, нейтрализацию отходов серной кислоты химических производств или производство органических кислот и их солей, таких как лимонная кислота, цитраты и т.д. Гипс, извлеченный из гипсовых материалов, также является приемлемым для указанного процесса. Конкретные примеры материала, содержащего дигидрат, включают десульфогипс из Ламбтона (LDSG),гипс фирмы Керр-МакГи, природный гипс из месторождений около Драмбоу, Онтарио, Канада, природный гипс из месторождения около Форт Додж, шт. Айова, США (Fort Dodge Land Plaster) и переработанный гипс из гипсокартоновых плит. Вопреки информации об известном уровне техники изобретатели неожиданно обнаружили, что формование брикета дигидрата под высоким давлением позволяет получить брикет, не подвергающийся растрескиванию или разрушению в процессе кальцинирования. Следует отметить, что при определенном сочетании давления формования и содержания свободной воды может наблюдаться незначительное растрескивание, однако, это растрескивание не разрушает брикет или не препятствует его дальнейшему использованию. Было достигнуто оптимальное сочетание высокого давления формования и содержания свободной воды в отношении каждого исследованного материала для изготовления брикетов, не содержащих трещины. В одном примере брикет может быть сформован при давлении, превышающем приблизительно 14 МПа, и при высоком давлении, при котором машина для брикетирования практически не может работать, т.е. около 320 МПа. Например, при прессовании дигидрата с небольшим количеством добавленной воды или без воды при экстремально высоком давлении, например, около 320 МПа, машина для брикетирования начинает работать с таким высоким уровнем шума, что даже оператор, использующий защитное устройство от шума, не в состоянии выдержать его. При использовании дигидрата, к которому была добавлена вода, при высоком давлении, например, при 320 МПа, брикеты начинают прилипать к деталям машины. Таким образом, верхний предел давления, при котором обеспечивается формование брикетов, главным образом, зависит от рабочих пределов машины для брикетирования. Теоретически, будущий прогресс в области технологии брикетирования позволит достичь еще более высокого давления, которое может явиться более оптимальным, чем исследуемые в настоящее время пределы давления. В другом примере брикеты могут быть сформованы при давлении 50-300 МПа. Еще в одном примере было определено, что брикеты, сформованные при давлении от 100 до 200 МПа, проявляют высокие характеристики. На фиг. 4 представлена схема, на которой детально показан диапазон давления и влажности, в рамках которого может быть сформован брикет. Указанные параметры процесса непосредственно способствуют возможности соответствующего изготовления и обработки некальцинированного гипсового изделия, в данном контексте определяемого как качество сформованных брикетов. Указанное качество брикетов также зависит от используемого исходного материала гипса. Существуют несколько факторов, которые могут отрицательно повлиять на легкость формования брикетов, а также на общую прочность брикетов. Прочность брикетов влияет на возможность их транспортировки, перегрузки и т.д. без повреждений. В известном уровне техники описывается процесс, в соответствии с которым гипс формуется в блоки размером 102020 см под давлением 14 МПа. Брикеты,используемые в описанном в настоящем изобретении процессе, могут иметь различные размеры, например, приблизительно от 0,125 (более мелкая тип) до 125 (более крупная тип) куб.дюймов. В другом примере размер брикетов составляет от 1 до 27 куб.дюймов. Было определено, что в другом примере брикеты размером около 1-8 куб.дюймов проявляют высокие характеристики. Например, брикет может иметь площадь приблизительно 2 кв.дюйма и толщину 1 дюйм. Под термином брикет, используемым в настоящем описании, понимается спрессованная формованная масса материала дигидрата, сформированная под давлением. Масса в форме кирпича может быть, например, подушкообразной (по форме напоминающей брикеты древесного угля, используемого в грилях), в форме шайбы, таблетки, цилиндрических плоских пластин и т.д. Брикеты дигидрата, сформованные при указанном высоком давлении, обычно содержат физически связанную воду в пределах от 15 до 21 вес.%. Это относится к материалам, содержащим 75-100% чистого гипса. Предпочтительно 85-100% чистого гипса или 17-21% физически связанной воды и наиболее предпочтительно 93-100% чистого гипса или 19,5-21% физически связанной воды. Кроме того, в отличие от физически связанной воды, брикеты также могут содержать свободную воду, добавленную в брикеты, для ускорения процесса обработки (например, смазывание брикета в про-4 008810 цессе прессования или формования брикета, благодаря чему повышается прессуемость дигидрата). Кроме того, свободная вода, добавленная к брикету, способствует протеканию процесса рекристаллизации,обеспечивая теплоперенос и(или) рекристаллизацию во время кальцинирования брикета. С помощью специального загрузочного механизма и производственного оборудования для брикетирования существует возможность формования брикетов, не содержащих влагу, либо содержащих влагу в пределах 0-12 вес.%. В одном примере свободная вода составляет около 1-5 вес.% брикета. Было определено, что содержание свободной воды в пределах 2-3 вес.% позволяет достичь высоких результатов при использовании описанных способов изготовления полугидрата. Брикеты дигидрата подвергались кальцинированию при температуре в пределах 248-284F. Брикеты дигидрата, сформованные при высоком давлении, как описывалось выше, проходят кальцинирование с более высокой скоростью по сравнению со скоростями, которые обычно были достигнуты при обработке гипса. Например, как видно из фиг. 5, при использовании гипса фирмы Керр-МакГи описываемый способ в целом обеспечивает завершение превращения дигидрата в -полугидрат в процессе кальцинирования за время менее 1 ч, в то время как процесс превращения более крупных блоков известного уровня техники завершается лишь на 40% в течение приблизительно 3-часового временного интервала. На фиг. 6 показано, что при осмотре гипсовых блоков известного уровня техники после 3 ч, а не после 6 ч, в течение которых обычно происходит кальцинирование, дегидратация на кромках блока в целом завершена, например, при превращении гипса в полугидрат. Тем не менее, проба, взятая с поверхности на глубину 1/2 дюйма, не является полностью кальцинированной, а проба, взятая из внутренней части блока, практически не была кальцинирована. Следует отметить, что под термином в целом завершено,используемом в данном контексте, понимается, что приблизительно 93% брикета превращено в полугидрат, в то время как около 3-4% материала представляет собой дигидрат. Оставшиеся 3-4% могут представлять собой, например, различные минеральные примеси. Процентный состав дигидрата, полугидрата, свободной воды и других материалов может быть определен путем проведения анализа гипсовой фазы, как описано ниже. Взвешивают пустую емкость и фиксируют идентификатор, имеющийся на емкости. Помещают в емкость около 4-6 г образца (предварительно тонкоизмельченного в ступке). Регистрируют вес образца и контейнера и оставляют на ночь открытым (предпочтительно при 60-80% относительной влажности). Высушивают образец в течение около 2 ч при температуре приблизительно 113F и взвешивают его. Осторожно добавляют 20 мл дистиллированной воды и проверяют, чтобы весь порошок оказался смоченным. Оставляют на стойке закрытым в течение около 2 ч. Помещают в печь на ночь при температуре около 113F и регистрируют вес. Нагревают образец в течение около 2 ч при температуре 572F. Помещают образец на охладительный поддон и накрывают его. Повторно взвешивают образец как только он охладится до температуры, позволяющей взять его в руки. Рассчитывают вес.% воды, % ангидрита(III), % дигидрата, % полугидрата и вес.% других компонентов. Как показано на фиг. 7A-7D, после проведения процесса кальцинирования можно провести исследование брикетов с помощью микроскопа. Брикеты, изготовленные из гипса фирмы Керр-МакГи, как описывалось со ссылкой на фиг.4, разламывали и исследовали с целью определения размера и формы кристаллов во время процесса кальцинирования. По истечению приблизительно 15 мин (фиг. 7 В) кристаллы в срединной части брикетов выглядели аналогичными кристаллам в брикетах до кальцинирования (фиг. 7 А), однако, имелось подтверждение того, что началось формирование чистых кристаллов в общей массе мелких белых кристаллов гипса. Приблизительно через 45 мин (фиг. 7 С) вырастали более крупные чистые кристаллы предположительно полугидрата и заполняли практически весь объем материала в поле зрения. Приблизительно через 6 ч (фиг. 7D) вся структура выглядела одинаково, при этом имелись признаки того, что кристаллы полугидрата были несколько больше, чем через 45 мин кальцинирования. Время кальцинирования может быть оптимизировано путем подбора размера брикетов, давления,при котором формируются брикеты, содержания влаги в брикетах, типа кальцинированного гипса и автоклава, используемого в процессе кальцинирования. Брикеты изготавливались с использованием в целом двух различных способов: один способ представляет собой лабораторный способ, обеспечивающий эффективный контроль параметров процесса, в то время как при втором способе использовалось промышленное оборудование для брикетирования. Лабораторный способ заключается в следующем: исходный материал наносили слоем на плоскую поверхность (например, на противень или на чистую поверхность стойки), для разбивания более крупных кусков материала использовали скалку. С помощью пульверизатора равномерно добавляли рассчитанное количество воды и затем материал тщательно перемешивали. Требуемое количество материала помещали в цилиндрическую форму с чашеобразной формовочной поверхностью. Материал в форме прессовался с помощью гидравлического пресса (компания Форни Инк., Эрмитаж, шт. Пенсильвания,США), оснащенного индикатором Gage Buster (компания Адрнет, Инк., Норвуд, шт. Массачусетс,США). Была рассчитана величина нагрузки, используемой для достижения требуемого давления на брикет (необходимо знать площадь поршня), и пресс перемещали до тех пор, пока датчик не регистрировал-5 008810 эту нагрузку. Поршень отводили назад и брикет удаляли из формы. Брикеты хранили в герметичных пакетах для последующего автоклавирования. Использовался автоклав фирмы Magnaclave модели МС,производимый компанией Пелтон энд Крейн, Шарлот, шт. Северная Каролина, США. После автоклавирования брикеты высушивали в течение ночи при температуре 194F в печи с постоянной температурой фирмы Yamato DKN600 (компания Ямато Сайнтифик Америка Инк., Оранжбург, шт. Нью-Йорк,США). Брикеты, изготовленные с использованием способа, описанного в данном патенте, в последующем именовались лабораторные брикеты. Опытное брикетирование было осуществлено следующим образом: брикеты были изготовлены компанией К.Р. Комарек Брикетинг Ресерч Лтд. в Аннистоне, шт. Алабама, США, на вальцовом прессе модели В-400 А или В-220QC, изготовленном компанией Комарек. Материал из бункерного загрузочного устройства подавали в зазор между валками с помощью горизонтального шнека, приводимого в действие регулируемым приводом. Использовали лопастной смеситель для перемешивания материала,подаваемого к горизонтальному шнеку у подающего отверстия. Затем материал прессовали между двумя валками, имеющими консольную конструкцию на торцах валов вне подшипниковых блоков. Полностью регулируемая гидравлическая система обеспечивала усилие, удерживающее валки вместе. Это усилие равно по величине усилию разъединения валков, создаваемому спрессованным материалом в зазоре между валками. Газонаполненный аккумулятор в гидравлической системе действует в качестве напорного резервуара, и давление предварительной зарядки аккумулятора определяет жесткость гидравлической системы. Ряд брикетов, изготовленных на машине для брикетирования компании Комарек, автоклавировали и высушивали в соответствии с вышеизложенной лабораторной процедурой. Брикеты, изготовленные по указанному способу, в дальнейшем именуются опытные брикеты. Дополнительно к лабораторному автоклавированию было проведено крупномасштабное испытание в опытном производстве с автоклавированием, в котором использовали промышленный автоклав компании Бондтек Инк., Солсбери, шт. Северная Каролина, США. Используемое оборудование было оснащено цилиндрическим автоклавом высотой приблизительно 5 футов и длиной 10 футов, снабженным загрузочной дверцей на одном торце. Пар в автоклав подавали от отдельного котла, который также снабжал паром несколько других агрегатов на предприятии, в результате чего данная отдельная установка обладала большей мощностью, чем требовалось. Автоклав также был снабжен вакуумной системой для откачки большей части воздуха из автоклава при необходимости. Гипсовые брикеты были изготовлены с применением опытного производства меньшего масштаба,как описывалось выше, при влажности около 1-2% и давлении около 178 МПа для придания брикетам размеров 1,61,00,5 дюймов и веса около 22 г. Большое количество этих брикетов (около 1717 фунтов) было загружено в две проволочные корзинки размером около 3 футов высотой и площадью 4 кв.фута и помещены в автоклав. В слой брикетов на глубину 12 дюймов была введена термопара для контроля температуры в слое брикетов во время процесса кальцинирования. Из автоклава откачали воздух и затем нагнетали острый пар для достижения температуры около 270F в автоклаве. На фиг. 8 показан график изменения температуры кальцинирования в опытном автоклаве в сравнении с графиком изменения температуры в процессе кальцинирования в лабораторных условиях. Графики изменения температуры показывают, что на опытной установке была получена практически аналогичная температурная кривая, но с более выраженным резким падением температуры непосредственно после достижения температуры заданного значения, длившимся около 30 мин. Хотя теоретическое обоснование здесь не приводится, авторы считают, что резкое падение температуры вызвано эндотермическим процессом кальцинирования,протекающим в брикетах, потребляющих тепловую энергию из острого пара и снижающих температуру. Спустя 140 мин из автоклава выпускали пар и открывали дверцу для установки шести электрических нагревателей с принудительным движением воздуха (каждый мощностью 1500 Вт) по внешнему периметру проволочных корзин для обеспечения сушки горячих брикетов в автоклаве. Сам автоклав весом 6000 фунтов в процессе охлаждения излучал значительное количество тепла, но в процессе сушки не подводилась дополнительная тепловая энергия, кроме той, которая генерировалась переносными электрическими нагревателями. Во время процесса сушки дверца автоклава была приоткрыта на 1,5-3,5 дюйма для обеспечения выхода пара, при этом брикеты в меньшей степени охлаждались наружным воздухом. После 5,5 ч проволочные корзины извлекали из автоклава и взвешивали для определения потерь воды из гипсовых брикетов. Так как брикеты были еще влажными, свободная вода, находившаяся в них,была способна превратить полугидрат обратно в гипс, но общая потеря веса была существенной. От первоначального веса гипсовых брикетов в 1717 фунтов потери воды во время процесса кальцинирования и сушки составили 182 фунта. Для брикетов, содержащих 95% чистого гипса при влажности 1%, теоретические потери для преобразования гипса в полугидрат составляют 270,7 фунтов. Брикеты были высушены приблизительно до 67% до завершения процесса. Образцы брикетов, взятые для анализа, подтвердили этот результат. Анализ брикетов не проводили непосредственно после завершения процесса, и таким образом, брикеты охлаждались, в результате чего содержащаяся в них свободная вода превращала полугидрат обратно в гипс. Брикеты, находившиеся в-6 008810 верхнем слое брикетов в непосредственной близости от дверцы, после проведения анализа содержали 94,22% полугидрата, 2,73% гипса и 0,39% воды. Брикеты, находившиеся на поверхности в задней части второй корзины, после проведения анализа содержали 89,07% полугидрата, 4,04% гипса и 0,39% воды,что указывало на то, что часть оставшейся воды превратила часть полугидрата в гипс. Брикеты, находившиеся на глубине 8 дюймов от поверхности в корзине, расположенной на максимальном расстоянии от дверцы, были достаточно влажными, и анализ показал, что в них содержалось только 34,4% полугидрата, 53,1% гипса и около 1,3% свободной воды. Как показано на фиг.9, кальцинирование различных гипсовых материалов может протекать с различной скоростью, при этом процесс кальцинирования гипса фирмы Керр-МакГи, полученного при производстве окиси титана, протекает с несколько меньшей скоростью, чем кальцинирование десульфогипса из Ламбтона, полученного путем мокрой очистки топочных газов. Исследование влияния температуры кальцинирования на скорость кальцинирования показало, что все образцы, подвергшиеся испытанию при температуре как 240, так и 270F, с периодом кальцинирования более 30 мин, продемонстрировали аналогичную степень кальцинирования, и все были полностью кальцинированы. Возможно, что более высокие температуры кальцинирования могут ускорить кальцинирование и сократить время процесса кальцинирования. Как показано на фиг. 10, при времени кальцинирования 30 мин повышается скорость кальцинирования при увеличении давления формования брикетов. Применение добавок также показало, что они могут оказывать влияние на скорость кальцинирования. Добавки часто используются при производстве -полугидрата в автоклаве с мокрой обработкой с целью модификации формы кристаллов и сокращения водопотребности конечного продукта. Добавки могут являться катализаторами, как, например, сульфат калия, ускоряющими процесс рекристаллизации,а модификаторы габитуса кристалла, например, янтарная кислота (или соответствующие соли), используются для изменения формы кристаллов с игольчатой на более контролируемую форму. Данные, приведенные ниже в табл. 1, показывают, что модификаторы габитуса кристалла могут замедлять до некоторой степени скорость преобразования. Использование сульфата калия при таких условиях может в определенной степени ускорить или замедлить скорость кальцинирования в зависимости от концентрации добавленного вещества. Таблица 1 Влияние добавок на скорость кальцинирования;K2SO4 0,0 0,0 92,15 0,1 0,0 93,75 1,0 0,0 89,37 0,0 0,1 92,81 0,0 1,0 91,17 0,1 0,1 88,65 Данные, представленные в табл. 2 ниже, показывают, что изменение давления и влажности, хотя и создает определенные преимущества при 30-минутном процессе кальцинирования, но не оказывает положительного влияния на общую степень кальцинирования брикетов в течение 2,5 ч в лабораторных условиях, т.к. к этому времени уже было завершено превращение в полугидрат. Таблица 2 Влияние влажности и давления на скорость кальцинирования различных видов гипсов при температуре 270F, 150 мин Источник гипса Давление (МПа)-7 008810 Учитывая простоту изготовления брикетов, один образец гипсового брикета, который может быть преобразован с использованием описанного способа, представляет собой крупный брикет при максимальной влажности и максимальном давлении (например, 4-5% влажности и максимальном давлении без нагрузки на машину). Брикет при 5% влажности и высоком давлении легко подвергается обработке, но существует определенный риск прилипания дигидрата к деталям машины при брикетировании для определенных типов гипса и, следовательно, могут потребоваться более низкое давление и(или) влажность. Если при формовании брикетов дигидрат является слишком сухим, машина для брикетирования начинает работать с высоким уровнем шума и ускоряется ее износ. Кроме того, после формования брикетов на них можно распылить воду для повышения скорости кальцинирования, но более приемлемым явилось бы добавление воды к материалу до формования брикетов с целью обеспечения большей степени прессуемости. Как видно из приведенного выше описания, различные факторы могут оказывать влияние как на скорость кальцинирования, так и на простоту изготовления брикетов приемлемого качества, подходящих для использования в этом способе. Также было определено, что указанные параметры также могут влиять на водопотребность изготовленного чистого полуводного гипса. Характеристики водопотребности могут негативно влиять на конечную продукцию. Например, прочность застывшего гипсового раствора намного выше, если исходный раствор приготовлен с меньшим количеством воды. В этом случае плотность окончательной затвердевшей гипсовой матрицы, изготовленной из описанного -полугидрата,выше, чем плотность известного -полугидрата. Таким образом, характеристики прочности конечного продукта гипсовой матрицы повышаются. При производстве штукатурки -полугидрата гидратация гипса происходит таким образом, чтобы кристаллы -полугидрата в процессе роста приобретали кубическую форму. После измельчения получают тонкий порошок -полугидрата с низкой водопотребностью. Вероятно, что при более быстром преобразовании в полугидрат также более быстро происходит преобразование в -тип. Хотя теоретическое обоснование здесь не приводится, изобретатели полагают, что описанный способ создает условия внутри брикета в камере кальцинирования для более быстрого и более полного преобразования в форму полугидрата, что в последующем позволяет получить после измельчения порошок с низкой водопотребностью. Высокая температура, высокая плотность материала и высокая влажность внутри брикетов в камере для кальцинирования вызывают как дегидратацию гипса, так и преобразование в стабильную кубическую форму полугидрата. После последующего измельчения указанных кальцинированных брикетов получают тонкодисперсную штукатурку -полугидрата с низкой водопотребностью. Одной переменной величиной при определении водопотребности является измельчение. Существуют многочисленные варианты измельчения с целью оптимизации характеристик водопотребности, но для моделирования заводских условий с экономичным производственным процессом необходимо выбрать максимально простой способ измельчения. Брикеты измельчали с использованием нижеприведенного оборудования. При использовании изготовленной на заказ молотковой дробилки, показанной на фиг. 11, компании Analytical Instruments Ltd., Миннеаполис, шт. Миннесота, США, и вентиляционной системы компании Shop-Vac Canada Ltd., Бурлингтон, Онтарио, Канада (3,0 л.с. мокрая/сухая воздуходувка Vac, 4,5 л.с. бесшумная сверхмощная мокрая/сухая воздуходувка и высокоэффективные одноразовые мешочные фильтры (906-71) для сбора образцов) брикеты измельчали через сито с ячейками 100 меш (фиг. 11). Далее образец порошка измельчали в течение 15 мин в шаровой мельнице, состоящей из цилиндрического контейнера диаметром 7,5 дюймов и высотой 8 дюймов, содержащего 60 стальных шариков размером 1 дюйм, с использованием роторного реверсивного механизма QT12/QT66 компанииLortone Inc., Мукилтео, шт. Вашингтон, США. Измельчение до площади поверхности 3500 см 2/г может увеличить до максимума прочность конечного продукта, изготовленного из -полугидрата, а также снизить водопотребность -полугидрата. Термин площадь поверхности в том значении, в котором он используется в данном контексте, относится к площади поверхности Блейна различных материалов. Площадь поверхности была испытана с использованием способа С 204-00 по стандарту ASTM. В одном примере -полугидрат имел площадь поверхности Блейна приблизительно от 2500 до 4500 см 2/г. Было определено, что когда -полугидрат имеет площадь поверхности около 2500-4000 см 2/г, можно получить преимущественные характеристики. Для образцов,измеренных при добавлении постоянного количества воды, например, 44 мл воды/100 г штукатурки(возможно не в точке их фактической водопотребности), измерение диаметра налитой лепешки приводит к отношению, обратно пропорциональному фактической водопотребности. Лабораторные брикеты, прошедшие кальцинирование, дробление а затем измельчение на шаровой мельнице до более высокой тонкости помола приводят к увеличению диаметра лепешки и, таким образом, к снижению водопотребности. После измельчения приблизительно до 3500 см 2/г диаметр лепешки уменьшался, в результате чего увеличивалась водопотребность (см. табл. 3 ниже).-8 008810 Таблица 3 Зависимость диаметра лепешки текучей консистенции от времени помола в шаровой мельнице Диаметр лепешки текучей Время помола в шаровой мельнице,Площадь поверхности Блейна, см 2/г консистенции, мм мин 0 3113 108,5 15 3580 120 30 4438 119 60 5957 115 120 83,5 Влияние давления, используемого для формования брикетов, на водопотребность, было исследовано на двух типах гипса - фирмы Керр-МакГи и LDSG. Что касается LDSG, увеличение давления при изготовлении брикетов оказывало незначительное влияние на водопотребность, но более длительное время кальцинирования все же снижало водопотребность. Если гипс фирмы Керр-МакГи используется вместоLDSG, водопотребность снижается приблизительно с 43 мл/100 г штукатурки до 37,5 мл/100 г штукатурки, как показано на фиг. 12. Результаты испытаний также продемонстрировали, что при повышении давления в процессе изготовления брикетов водопотребность полученного измельченного полугидрата может быть снижена, как показано на фиг. 13. Тем не менее, при длительном времени кальцинирования(например, гипс КМр 3 в течение 150 мин) водопотребность уже понижена, а при увеличении давления в процессе формования брикетов достигаются незначительные преимущества (фиг. 13). Гипс фирмы КеррМакГи имеет более широкий диапазон размеров и форм частиц по сравнению с LDSG, в результате этого при более высоком давлении получают более плотные брикеты. Целесообразно изучить фотографии кальцинированных брикетов для определения возможной причины. На фотографиях кальцинированных брикетов, изготовленных при давлении 14 МПа, как показано на фиг. 14 А, видно, что между кристаллами полугидрата, выращенных в кальцинированных брикетах,имеется значительное пространство. При давлении 200 МПа открытое пространство намного сокращается, и растущие кристаллы полугидрата с большей степенью вероятности взаимно влияют друг на друга,особенно в продольном направлении, в котором происходит максимально быстрый рост кристаллов. В результате такого взаимного влияния кристаллы вырастают более короткими и более толстыми, чем при отсутствии ограничений (фиг. 14 В). На фиг. 14 показана форма кристаллов при росте гипса фирмы КеррМакГи в виде порошка слабо диспергированного в воде в автоклаве при аналогичных условиях. Для сравнения тот же самый гипс типа Керр-МакГи показан на фиг. 14D после кальцинирования в виде сухого порошка при идентичных условиях. Сухое кальцинирование позволяет сохранить мелкоигольчатую и хлопьеобразную форму начальных кристаллов гипса, в то время как в слабой суспензии полугидрата происходит рост длинных игл, причем ни один из вариантов не является идеальным для изготовления штукатурки с низкой водопотребностью. Высокое давление формования брикетов и ограниченное пространство оказывают влияние на рост кристаллов до такой степени, что кристаллы полугидрата, выращиваемые из гипса фирмы Керр-МакГи,принимают форму брикетов, показанных на фиг. 14 Е. Кристаллы -полугидрата, выращиваемые в плотно упакованных структурах, параллельных поверхности брикета, подвергаются влиянию плотности и ориентации кристаллов гипса, из которых получают -полугидрат. С целью иллюстрации роста макроскопических кристаллов по отношению к поверхности брикета фотография на фиг. 14 Е сделана при меньшем увеличении, чем другие, и имеет формированное эталонное расстояние в 1 мм. Фотография начального гипса фирмы Керр-МакГи также включена для ссылки (фиг. 14F) для иллюстрации того, что кристаллы гипса фирмы Керр-МакГи до кальцинирования в несколько раз меньше получаемых кристаллов -полугидрата. Кальцинирование гипсового камня при аналогичных условиях позволяло получать различные материалы, как показано на образце чистого поликристаллического гипсового камня Drumbo (фиг. 14G) и монокристаллического селенита (фиг. 14 Н). В кальцинированном гипсовом камне Drumbo образовались более мелкие кристаллы, плотно связанные между собой, в то время как в селените образовалась исключительно упорядоченная структура длинных игольчатых неплотно упакованных кристаллов, как пачка карандашей, которые легко разрушались при контакте. Фотография микрометрического масштаба также включена для ссылки (фиг. 14I), при этом расстояние между двумя наименьшими отметками составляет 10 мкм. Все фотографии на фиг. 14 были сделаны при указанном увеличении, за исключением фотографии на фиг. 14 Е, как указывалось выше. При увеличении водосодержания в брикетах обеспечивается снижение водопотребности по диапазону влагосодержания, приемлемого для изготовления описанных брикетов. На фиг. 15 показано, что при использовании гипса фирмы Керр-МакГи водопотребность полугидрата снижалась при увеличении влагосодержания в брикете. Аналогичным образом, кальцинирование в течение более длительного времени в условиях повышенного давления водяного пара позволяет еще более снизить водопотребность, что акцентирует преимущество более быстро протекающего процесса кальцинирования. Не вдаваясь в теорию,можно предположить, что более высокое влагосодержание обеспечивает теплоперенос внутри брикета,-9 008810 тем самым способствуя протеканию процесса кальцинирования. Кроме того, вода может способствовать процессу кристаллизации полугидрата, таким образом ускоряя процесс кальцинирования и снижая водопотребность. Более низкая водопотребность достигается путем выращивания более крупных кубических кристаллов, обеспечивающих более широкое распределение размеров частиц при измельчении, которые затем упаковываются более плотно при смешивании с водой. Как было обнаружено, добавки также способствуют снижению водопотребности штукатурки, получаемой в результате указанного нового процесса. Добавление небольшого количества сукцината натрия позволило снизить водопотребность по сравнению с необработанным гипсом при аналогичных условиях кальцинирования, как показано на фиг. 16. Такие добавки, как янтарная кислота или сульфат калия также используются для изменения габитуса кристаллов при изготовлении -полугидрата с использованием мокрого процесса в автоклаве. Тем не менее, как показано на фиг. 16, в примерах осуществления описанного способа выбранная добавка и ее используемое количество оптимизируются в соответствии с условиями процесса для получения максимального результата. Описанный кальцинированный брикет -полугидрата, сформованный при указанных выше высоких давлениях и уровнях влагосодержания, обычно имеет пористость около 30-50 об.%. В одном примере осуществления пористость брикета дигидрата составляет приблизительно 40-50 об.%. На фиг. 17 приведена столбчатая диаграмма пористости (выраженная в об.%) различных образцов кальцинированных брикетов монокристаллического селенитового гипса (селенитовый кристалл) и гипсовой породы, на которой представлены данные как об объеме воды, так и об объеме воздуха. Следует отметить, что общий процент пористости кальцинированных брикетов не обязательно является простым последствием процента пористости до процесса кальцинирования. Как показано на фиг. 18, сравнение пористости брикетов LDSG до кальцинирования показало, что брикеты, содержащие 1% влаги, имеют меньшую пористость, чем при 3%, тем не менее, после кальцинирования в брикетах при 3% влаги процент пористости оказался меньше. Кальцинирование с образованием меньшего процента пористости происходит при условиях, которые позволяют достичь минимальной водопотребности. После кальцинирования брикеты, прошедшие автоклавирование, обычно высушиваются и измельчаются в тонкий порошок прежде, чем они будут использованы для изготовления конечного продукта порошкообразного -полугидрата. При рассмотрении характеристик сушки брикетов без учета теории оказывается, что брикеты сохраняют воду, потерянную при кальцинировании, внутри пор брикета. На фиг. 19, 20 графически представлены данные о сушке брикетов. Сушка в лабораторных условиях была проведена с использованием точной механической конвекционной печи, модель STM 135 (Чикаго, шт. Иллинойс, США). Размалывание брикетов в лабораторных условиях проводилось с помощью ручной мясорубки, позволившей получить частицы размером 0-6 мм. Тонкое измельчение в лабораторных условиях проводилось в ступке. Как видно на фиг. 19, время сушки при температуре 104F составило бы около 4 дней (5700 мин), если бы сушка проводилась на подносе, использовавшемся в лабораторных испытаниях для крупных брикетов КМ 16, сформованных при 2% влагосодержания и при давлении 211 и 158 МПа соответственно. Сушка при температуре 194F завершается приблизительно через 24 ч(1500 мин). При проведении сушки больших объемов материала время сушки еще более увеличивается в открытых автоклавах. Время сушки могло бы быть дополнительно сокращено, если бы брикеты размещались в открытых корзинах в автоклаве, в котором горячий воздух продувался бы через брикеты. В одном примере осуществления способа с целью ускорения скорости сушки также может использоваться процесс вакуумирования. На фиг. 20 представлены сравнительные данные скоростей сушки крупных неизмельченных брикетов и крупных измельченных брикетов в другом эксперименте. Измельченные брикеты дробились с использованием ручной мясорубки при одновременном нагреве с помощью струйной воздушной сушилки. Общее время дробления составило около 5 мин и приблизительно 8% воды было потеряно в процессе дробления. Было обнаружено, что в общем скорость сушки дробленого порошка была ниже, чем всех брикетов, помещенных обратно в печь. В процессе дробления произошла потеря части образцов, в результате чего сократился размер дробленого слоя, что теоретически способствовало ускорению его сушки. Не ограничиваясь какой-либо конкретной теорией, это указывает на то, что скорость сушки выше,если существует эффективная циркуляция воздуха для сушки материала, и это является еще одним дополнительным фактором кроме подвергаемой сушке площади поверхности брикетов. Общее время сушки составляет около 5-6 ч для недробленых брикетов и приблизительно 22 ч для дробленого слоя. Лабораторные данные нашли подтверждение при испытаниях на опытном производстве. Как и в случае с известным -полугидратом, описанный усовершенствованный -полугидрат может использоваться в различных составах материалов и продукции. Водопотребность описанного полугидрата составляет менее 50 мл на 100 г, т.е. водопотребность, рассматриваемая как стандартная для сухого кускового продукта, кальцинированного в автоклаве. Еще один пример -полугидрата имеет водопотребность около 42 мл воды на 100 г -полугидрата с целью изготовления гипсовой продукции. Указанная водопотребность является достаточной при различных способах применения. Общий объем водопотребности, возможный для описанного -полугидрата, составляет 35-50 мл/г без добавления до- 10008810 бавок к смеси, или, возможно, 28-40 мл/г с добавками модификатора габитуса кристаллов в водной смеси-полугидрата. Например, водопотребность может составлять от 32 до 40 мл/г с добавками. В другом примере водопотребность составляет около 37-42 мл/г. Описанный -полугидрат может использоваться для подземного строительства, включая прокладку туннелей и галерей и для обеспечения подземных работ. Другие примеры включают гипсовые растворы для наливных полов, пасты быстрого ремонта для быстрого схватывания бетонных, и(или) асфальтовых кровельных, и(или) дорожных покрытий, армированные волокном и(или) стружкой плиты, пористые вспененные гипсовые внутристенные плиты, пористые вспененные адсорбенты для использования в качестве связующих веществ для нефти, растворителей, подстилок для скота и материал для изготовления форм при производстве керамических изделий. Стоимость и прочностные характеристики продукции,изготовленной из описанного усовершенствованного -полугидрата, указывают на то, что он мог бы быть приемлемым для изготовления полов, и он, несомненно, обладает преимуществами по сравнению с существующими конкурентоспособными видами продукции и технологическими процессами. Испытания показали, что при аналогичном отношении связывающее вещество/песок, как, например, в случае с конкурентоспособной продукцией фирмы Leverlock 2500 (производимой и сбываемой компанией USG,Чикаго, шт. Иллинойс, США), имеются преимущества при равной текучести и влагосодержании. См. табл. 4 ниже. Таблица 4 Данные о прочности примера описанного -полугидрата в сравнении с продуктом фирмы Leverlock 2500 Прочность на Масса полугид- Масса песка,Масса воды,Масса куба,Материал полугидрата сжатие,рата, г г г г фунт/кв.дюйм-полугидрата Как видно из данных в табл. 4, при сравнимых весах кубов из описанного -полугидрата получают продукт для изготовления наливных полов, обладающий более высокой прочностью на сжатие по сравнению с имеющимся на рынке продуктом, предположительно изготовленным из -полугидрата. Кроме того, учитывая тот факт, что процесс изготовления -полугидрата характеризуется большей скоростью и экономичностью, описанный усовершенствованный -полугидрат может найти иные способы применения, которые до этого характеризовались непомерно высокими издержками. Для обеспечения немедленного и быстрого схватывания строительных материалов, изготовленных с использованием -полугидрата, в них могут быть включены добавки. Песок представляет собой возможную добавку к -полугидрату, который традиционно включается в составы веществ, например, гипсовый раствор наливных полов. В альтернативном примере осуществления описанного гипсового состава по меньшей мере часть песка заменена летучей золой для снижения водопотребности усовершенствованного -полугидрата и повышения прочности изделия, изготовленного с использованием усовершенствованного -полугидрата. Водопотребность укладываемой смеси вяжущего с наполнителем может быть существенно снижена путем замены части (около 0-30%) песка летучей золой. Как показано на фиг. 21, замена по меньшей мере части песка летучей золой при постоянном влагосодержании незначительно повышает прочность на сжатие описанного высушенного и измельченного полугидрата. Более существенное повышение прочности на сжатие может наблюдаться при последующем снижении влагосодержания в том же самом образце с помощью летучей золы, способствующей дальнейшему снижению водопотребности. Такое увеличение прочности изделия имеет место даже при добавке незначительного количества летучей золы. На фиг. 22 А и 22 В представлены данные о распределении размера и формы частиц двух различных типов сырого гипса. На фиг. 23 А-23 С представлены аналогичные данные для того же самого исходного сырья, как и на фиг. 22 А и 22 В, после того, как сырой гипс был подвергнут технологической обработке в соответствии с примерами осуществления, описанными в данном патенте. Данные о распределении размера частиц показывают, что описанный высушенный и измельченный материал является более бимодальным по распределению размера, чем известный сухой кусковой кальцинированный и измельченный продукт. Широкое и равномерное распределение размеров частиц оптимизирует водопотребность - 11008810 полугидрата. Не имея намерения ограничиваться какой-либо теорией, изобретатели предполагают, что добавление летучей золы способствует выравниванию распределения размера частиц по всей толще смеси (например, вяжущее, летучая зола и песок), что, тем самым, повышает водопотребность порошкообразного -полугидрата. Следует отметить, что вышеописанные примеры осуществления усовершенствованного полугидрата сульфата кальция, способы изготовления -полугидрата сульфата кальция и изделия, полученные с применением усовершенствованного -полугидрата сульфата кальция, являются всего лишь возможными иллюстративными примерами осуществления изобретения. Могут быть предложены и другие варианты и модификации данного изобретения. Все такие варианты и модификации данного изобретения не выходят за пределы объема настоящего описания и прилагаемой ниже формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения соединений на основе сульфата кальция, включающий формование дигидрата сульфата кальция (CaSO42H2O) в брикет при давлении, превышающем 14 МПа; кальцинирование брикета для преобразования брикета дигидрата сульфата кальция в брикет полугидрата сульфата кальция (CaSO41/2H2O) -типа (-полугидрат); высушивание брикета -полугидрата. 2. Способ по п.1, дополнительно включающий измельчение высушенного брикета -полугидрата. 3. Способ по п.2, в котором измельченный -полугидрат имеет бимодальное распределение размера частиц. 4. Способ по п.1, дополнительно включающий дробление высушенного брикета -полугидрата на крупные частицы и последующее тонкое измельчение высушенного -полугидрата. 5. Способ по п.1, дополнительно включающий измельчение высушенного брикета -полугидрата в порошок и смешивание порошкообразного -полугидрата с водой. 6. Способ по п.1, дополнительно включающий измельчение высушенного брикета -полугидрата в порошок и смешивание порошкообразного -полугидрата с водой и летучей золой. 7. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно 0,125-125 кубических дюймов (2,05-2050 см 3). 8. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в -полугидрат. 9. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 2,5 ч. 10. Способ по п.7, в котором время кальцинирования находится в пределах приблизительно от 1 до 2 ч. 11. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно от 1 до 27 кубических дюймов. 12. Способ по п.11, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в -полугидрат. 13. Способ по п.1, в котором объем брикета дигидрата сульфата кальция составляет приблизительно от 1 до 8 кубических дюймов. 14. Способ по п.13, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в -полугидрат. 15. Способ по п.1, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от 14 до приблизительно 500 МПа. 16. Способ по п.15, в котором время кальцинирования находится в переделах приблизительно от 30 мин до 6 ч с целью завершения в основном преобразования дигидрата сульфата кальция в -полугидрат. 17. Способ по п.1, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от приблизительно 50 до 320 МПа. 18. Способ по п.17, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах приблизительно от 100 до 200 МПа. 19. Способ по п.17, в котором пористость брикета -полугидрата составляет приблизительно от 30 до 49% от общего объема брикета. 20. Способ по п.17, в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция. 21. Способ по п.17, дополнительно включающий дробление высушенного брикета -полугидрата на крупные частицы и последующее тонкое измельчение высушенного -полугидрата, в котором измельченный -полугидрат имеет бимодальное распределение размера частиц. 22. Способ по п.1, в котором пористость брикета -полугидрата составляет приблизительно от 30 до 49% от общего объема брикета.- 12008810 23. Способ по п.1, в котором пористость брикета -полугидрата составляет приблизительно 40-49% от общего объема брикета. 24. Способ по п.1, в котором вода составляет приблизительно от 0 до 12 вес.% брикета дигидрата сульфата кальция. 25. Способ по п.1, в котором вода составляет приблизительно от 1 до 5 вес.% брикета дигидрата сульфата кальция. 26. Способ по п.1, в котором вода составляет приблизительно от 2 до 3 вес.% брикета дигидрата сульфата кальция. 27. Измельченный -полугидрат, изготовленный в соответствии с технологическим процессом по п.2, в котором потребность измельченного -гидрата в воде составляет менее 50 мл на 100 г сухого измельченного -полугидрата. 28. Изделие, изготовленное из смеси, включающей измельченный -полугидрат, изготовленный в соответствии с технологическим процессом по п.2, и воду, в котором потребность измельченного гидрата в воде составляет менее 50 мл на 100 г сухого измельченного -полугидрата. 29. Изделие по п.28, в котором смесь дополнительно включает песок. 30. Изделие по п.28, в котором смесь дополнительно включает летучую золу. 31. Полугидрат сульфата кальция (CaSO41/2H2O) -типа, включающий группы кристаллов полугидрата, имеющие в основном низкую пористость между группами по сравнению с пористостью кристаллов -полугидрата, образованных из брикетов дигидрата, спрессованных под давлением менее 14 МПа или равным 14 МПа. 32. -Полугидрат по п.31, в котором группы кристаллов измельчают для получения кубических кристаллов. 33. -Полугидрат по п.32, в котором кубические кристаллы имеют бимодальное распределение размеров кристаллов. 34. -Полугидрат по п.31, в котором объем пористости составляет приблизительно 30-50% от объема кристаллов. 35. -Полугидрат по п.31, в котором объем пористости составляет приблизительно 40-50% от объема кристаллов. 36. Сухой измельченный полугидрат сульфата кальция (CaSO41/2H2O) -типа (-полугидрат),полученный из кальцинированного брикета дигидрата сульфата кальция, спрессованного под давлением,превышающим 14 МПа, и имеющий водопотребность менее 50 мл на 100 г сухого измельченного полугидрата. 37. -Полугидрат по п.36, в котором -полугидрат получен из гипса, полученного в виде побочного продукта в ходе одного из следующих технологических процессов: десульфурация топочных газов, производство двуокиси титана или производство фосфорных удобрений. 38. -Полугидрат по п.36, в котором давление, используемое для формования брикета дигидрата сульфата кальция, находится в пределах от приблизительно 100 до 200 МПа. 39. -Полугидрат по п.38, в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция. 40. -Полугидрат по п.39, в котором объем брикета дигидрата сульфата кальция составляет приблизительно от 1 до 27 кубических дюймов. 41. Способ получения соединений на основе сульфата кальция, включающий формование дигидрата сульфата кальция (CaSO42H2O) в брикет при давлении, превышающем 15 МПа, в котором объем брикета дигидрата сульфата кальция составляет приблизительно 0,125-125 кубических дюймов (2,05-2050 см 3) и в котором вода составляет приблизительно 0-12 вес.% брикета дигидрата сульфата кальция; кальцинирование брикета, в котором время кальцинирования находится в пределах приблизительно от 30 мин до 6 ч для завершения в основном преобразования дигидрата сульфата кальция в -полугидрат и в котором брикет дигидрата сульфата кальция преобразуют в брикет полугидрата сульфата кальция(CaSO41/2H2O) -типа (-полугидрат); высушивание брикета -полугидрата, в котором пористость брикета -полугидрата составляет приблизительно 30-49% от общего объема брикета; измельчение высушенного брикета -полугидрата в порошок -полугидрата, в котором порошкообразный -полугидрат имеет бимодальное распределение размера частиц и в котором порошкообразный -полугидрат имеет водопотребность менее 50 мл на 100 г порошкообразного -полугидрата. Фиг. 5 Сравнение скорости кальцинирования брикетов и кубов Фиг. 6 Скорость кальцинирования блока LDSG, 3% влажности, 3 МПа при 270F с отбором проб на определенных участках (известный уровень техники) Фиг. 8 Температура автоклава Сравнение кальцинирования опытного производства с лабораторным Фиг. 9 Скорость кальцинирования; типы гипса при 5% влажности, давлении 200 МПа и температуре 270F Фиг. 10 Скорость кальцинирования; влияние давления, КМр 3, 5% влажности при температуре 270F в течение 30 мин Фиг. 13 Водопотребность; влияние давления при 5% влажности и температуре 270F Фиг. 15 Водопотребность; влияние влажности при 279F в течение 150 мин Фиг. 16 Водопотребность; влияние добавок на гипс КМр 3, 3% влажности, 200 МПа, 270F, 150 мин Фиг. 19 Скорость сушки крупных брикетов; сравнение скорости сушки при 104 и 194F Фиг. 20 Скорости сушки при 134F при изменении способов сушки/измельчения; 18,64 г,КМ 16, 5% влажности, 152 МПа Фиг. 21 Влияние на прочность на сжатие замены песка на летучую золу Фиг. 22 А Сырой КМр 3 Диаметр при сопоставлении сферы (масштаб Log10) (X) и эллипсоида (В/А) (Y) в зависимости от % объема (Z) Фиг. 22 В Сырой LDSG Диаметр при сопоставлении сферы (масштаб Log10) (X) и эллипсоида (В/А) (Y) в зависимости от % объема (Z) Фиг. 23 А Кальцинированный и измельченный КМр 3, 1% влажности, 100 МПа Диаметр при сопоставлении сферы (масштаб Log10) (X) и эллипсоида (В/А) (Y) в зависимости от % объема (Z) Фиг. 23 В Кальцинированный и измельченный КМр 3, 5% влажности, 100 МПа Диаметр при сопоставлении сферы (масштаб Log10) (X) с эллипсоидом (В/А) (Y) в зависимости от % объема (Z) Фиг. 23 С Кальцинированный и измельченный LDSG, 5% влажности, 100 МПа Диаметр при сопоставлении сферы (масштаб Log10) (X) с эллипсоидом (В/А) (Y) в зависимости от % объема (Z)
МПК / Метки
МПК: C01F 11/46, C04B 28/14, C04B 2/10, C04B 11/00, C04B 9/04
Метки: способы, получения, основе, композиции, кальция, сульфата
Код ссылки
<a href="https://eas.patents.su/29-8810-kompozicii-na-osnove-sulfata-kalciya-i-sposoby-ih-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Композиции на основе сульфата кальция и способы их получения</a>
Фармацевтические композиции, содержащие вальпроат кальция, с пролонгированным высвобождением активного вещества и способ их получения
Номер патента: 2695
Опубликовано: 29.08.2002
Авторы: Дикманн Рамона, Хойбергер-Виланд Эвелин, Терхааг Бернд, Гебель Дагмар, Пирот Михель
МПК: A61P 25/08, A61K 47/26
Метки: вальпроат, пролонгированным, активного, вещества, фармацевтические, высвобождением, способ, получения, кальция, композиции, содержащие
Формула / Реферат:
1. Фармацевтическая композиция с пролонгированным высвобождением активного вещества, отличающаяся тем, что она содержит вальпроат кальция, по меньшей мере, один акриловый полимер и, по меньшей мере, один сложный эфир сахара. 2. Фармацевтическая композиция по п.1, отличающаяся тем, что акриловый полимер выбран из группы, состоящей из EudragitR NE, EudragitR L, EudragitR S, EudragitR RS и их смесей. 3. Фармацевтическая композиция по п.1 или 2,...
Кристаллические соли металл-глюкозамин сульфата и способы их приготовления
Номер патента: 6632
Опубликовано: 24.02.2006
Авторы: Среекумар Е.С., Мухопадхйай Триптикумар, Бхат Рави Гаджанан
МПК: A61K 31/70, C07H 5/04, A61P 19/02...
Метки: способы, кристаллические, металл-глюкозамин, соли, приготовления, сульфата
Формула / Реферат:
1. Новые кристаллические соли металл-глюкозамин сульфата с низким содержанием металла, формула I которых имеет следующий вид: где M представляет металл, выбираемый из Na или K. 2. Соединение по формуле I в соответствии с п.1, отличающееся тем, что в качестве M применяется Na (натрий). 3. Соединение по формуле I в соответствии с п.1, отличающееся тем, что в качестве M применяется K (калий). 4. Способ приготовления соединения по формуле I в...
Способ получения сульфата калия
Номер патента: 2758
Опубликовано: 29.08.2002
Автор: Финни Робин
МПК: C01C 1/02, C01D 5/08, C01F 11/18...
Метки: калия, получения, способ, сульфата
Формула / Реферат:
1. Способ получения сульфата калия из источника, содержащего сульфат аммония, отличающийся тем, что содержит этапы смешивания хлорида калия и сульфата аммония в смесителе при температуре 20-40шС; осаждения первого осадка двойной соли в фильтрате; смешивания фильтрата с хлоридом калия на втором этапе смешивания, образования второго фильтрата, содержащего аммоний и хлорид калия, и второго осадка двойной соли; смешивания второго осадка двойной соли...
Композиции на основе слитого белка ов и способы их применения
Номер патента: 4790
Опубликовано: 26.08.2004
Авторы: Хект Рэнди Айра, Мэнн Майкл Бенджамин
МПК: A61P 3/00, A61K 38/17, C07K 14/575...
Метки: слитого, основе, композиции, белка, способы, применения
Формула / Реферат:
1. Слитой белок, не обязательно имеющий метионин на N-конце, содержащий константный домен антитела или его часть, слитую с N-концом человеческого белка лептина, который выбран из группы, включающей (а) аминокислотную последовательность 1-146, приведенную в SEQ.ID. No.6; (б) аминокислотную последовательность 1-146, приведенную в SEQ.ID. No.6, имеющую остаток лизина в положении 35 и остаток изолейцина в положении 74; (в) аминокислотную...
Композиции на основе слитого белка ов и способы их применения
Номер патента: 4791
Опубликовано: 26.08.2004
Авторы: Мэнн Майкл Бенджамин, Хект Рэнди Айра
МПК: A61K 38/17, C07K 14/575, A61P 3/00...
Метки: слитого, способы, основе, применения, композиции, белка
Формула / Реферат:
1. Белок с формулой, выбранной из группы R1-R2 и R1-L-R2, где R1 является белком Fc, его производным или аналогом, R2 является белком лептином, его производным или аналогом, а L представляет собой линкер, причем белок Fc, его производное или аналог выбраны из группы, включающей (а) аминокислотные последовательности Fc, приведенные в SEQ.ID. No.9, 12, 15 и 18; (б) аминокислотные последовательности (а), у которых различные аминокислоты...
Предыдущий патент: Игровой автомат
Следующий патент: Химико-биологический способ удаления сероводорода из газа
Случайный патент: Извлечение ингредиентов из биологического материала