Твердые порошки с жестким покрытием и агломерированные изделия из них

Формула / Реферат
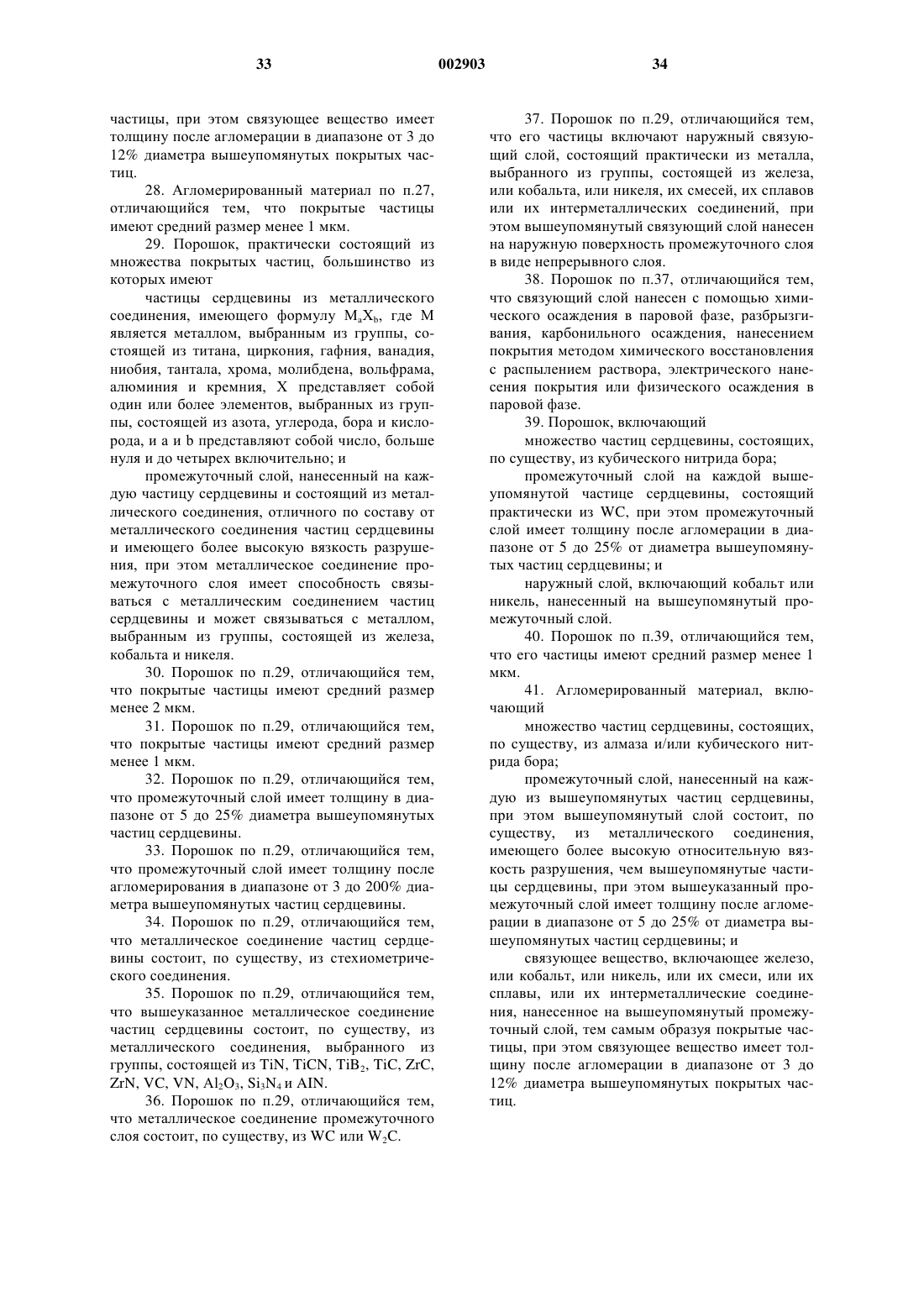
1. Агломерированный материал, включающий множество частиц сердцевины из металлического соединения, имеющего формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия и кремния, Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, а а и b являются числами больше нуля до четырех включительно;
промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины, состоящий из металлического соединения, отличного по составу от металлического соединения частиц сердцевины и имеющего более высокую относительную вязкость разрушения, при этом металлическое соединение промежуточного слоя имеет способность связываться с металлическим соединением частиц сердцевины и способно связываться с металлом, выбранным из группы, состоящей из железа, кобальта и никеля, тем самым образуя покрытые частицы, и
связующее вещество, нанесенное на вышеупомянутые покрытые частицы с образованием наружного слоя, состоящее из железа, или кобальта, или никеля, или их смеси, или их сплавов, или их интерметаллических соединений.
2. Агломерированный материал по п.1, отличающийся тем, что покрытые частицы имеют средний размер менее 2 мкм.
3. Агломерированный материал по п.1, отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм.
4. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% диаметра вышеупомянутых частиц сердцевины.
5. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет такую толщину, что связанные с дислокациями силовые поля в одной покрытой частице передаются через промежуточный слой в непосредственно прилегающую частицу сердцевины.
6. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 3 до 200% диаметра частиц сердцевины.
7. Агломерированный материал по п.1, отличающийся тем, что наружный слой имеет толщину после агломерации в диапазоне от 3 до 12% диаметра покрытых частиц.
8. Агломерированный материал по п.1, отличающийся тем, что наружный слой имеет такую толщину, что области напряжения, связанные с дислокациями в одной покрытой частице, передаются через вышеупомянутое связующее вещество на непосредственно прилегающий промежуточный слой.
9. Агломерированный материал по п.1, отличающийся тем, что металлическое соединение частиц сердцевины состоит, по существу, из стехиометрического соединения.
10. Агломерированный материал по п.1, отличающийся тем, что металлическое соединение частиц сердцевины состоит, по существу, из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC, ZrN, VC, VN, Аl2О3, Si3N4 и AIN.
11. Агломерированный материал по п.1, отличающийся тем, что металлическое соединение промежуточного слоя состоит, по существу, из металлического соединения, выбранного из группы, состоящей из WC и W2C.
12. Агломерированный материал по п.1, отличающийся тем, что части промежуточного слоя и связующего вещества удалены, чтобы обнажить вышеупомянутые частицы сердцевины.
13. Агломерированный материал по п.1, отличающийся тем, что он имеет вязкость разрушения большую, чем вязкость разрушения кубического нитрида бора.
14. Агломерированный материал, включающий множество частиц сердцевины из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC, ZrN, VC, VN, Аl2О3, Si3N4 и AIN;
промежуточный слой на каждой из вышеупомянутых частиц сердцевины, при этом вышеупомянутый слой состоит, по существу, из металлического соединения, отличного по составу от металлического соединения частиц сердцевины и имеющего более высокую относительную вязкость разрушения, при этом металлическое соединение промежуточного слоя состоит практически из WC; и
связующее вещество, нанесенное на вышеупомянутый промежуточный слой и включающее кобальт или никель.
15. Агломерированный материал, включающий множество частиц сердцевины, состоящих, по существу, из множества металлических соединений, каждое из которых имеет формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия и кремния, Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, и а и b представляют собой число больше нуля до четырех включительно;
промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины, состоящий из металлического соединения, отличного по составу от множества металлических соединений, образующих частицы сердцевины и имеющего более высокую вязкость разрушения, при этом это металлическое соединение промежуточного слоя способно связываться с металлическими соединениями, образующими вышеупомянутые частицы сердцевины, и способно связываться с металлами, выбранными из группы, состоящей из железа, кобальта и никеля, образуя покрытые частицы; и
связующее вещество, нанесенное на вышеупомянутый промежуточный слой на покрытые частицы, при этом состоящее из железа, или кобальта, или никеля, или их смесей, или их сплавов, или их интерметаллических соединений.
16. Агломерированный материал по п.15, отличающийся тем, что покрытые частицы имеют средний размер менее 2 мкм.
17. Агломерированный материал по п.15, отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм.
18. Агломерированный материал по п.15, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% диаметра частиц сердцевины.
19. Агломерированный материал по п.15, отличающийся тем, что промежуточный слой имеет такую толщину, что области напряжения, связанные с дислокациями в одной покрытой частице, передаются через вышеупомянутый промежуточный слой на непосредственно близлежащую частицу сердцевины.
20. Агломерированный материал по п.15, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 3 до 200% диаметра частиц сердцевины.
21. Агломерированный материал по п.15, отличающийся тем, что наружный слой имеет такую толщину, что области напряжения, связанные с дислокациями в одной покрытой частице, передаются через наружный слой на непосредственно прилегающий промежуточный слой.
22. Агломерированный материал по п.15, отличающийся тем, что металлические соединения, образующие вышеупомянутые частицы сердцевины, состоят, по существу, из стехиометрических соединений.
23. Агломерированный материал по п.15, отличающийся тем, что металлические соединения, образующие вышеупомянутые частицы сердцевины, состоят по сути из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC, ZrN, VC, VN, Аl2О3, Si3N4 и AIN.
24. Агломерированный материал по п.15, отличающийся тем, что металлическое соединение промежуточного слоя состоит, по существу, из WC.
25. Агломерированный материал по п.15, отличающийся тем, что части промежуточного слоя и связующего вещества удалены, чтобы обнажить вышеупомянутые частицы сердцевины.
26. Агломерированный материал по п.15, отличающийся тем, что он имеет вязкость разрушения большую, чем вязкость разрушения кубического нитрида бора.
27. Агломерированный материал, включающий
множество частиц сердцевины, состоящих, по существу, из кубического нитрида бора;
промежуточный слой, состоящий, по существу, из WC, нанесенный на каждую из вышеупомянутых частиц сердцевины, имеющий толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеуказанных частиц сердцевины; и
связующее вещество, включающее или железо, или кобальт, или никель, или их смеси, или их сплаты, или интерметаллические соединения, нанесенное на вышеупомянутый промежуточный слой, тем самым образуя покрытые частицы, при этом связующее вещество имеет толщину после агломерации в диапазоне от 3 до 12% диаметра вышеупомянутых покрытых частиц.
28. Агломерированный материал по п.27, отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм.
29. Порошок, практически состоящий из множества покрытых частиц, большинство из которых имеют
частицы сердцевины из металлического соединения, имеющего формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена, вольфрама, алюминия и кремния, Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, и а и b представляют собой число, больше нуля и до четырех включительно; и
промежуточный слой, нанесенный на каждую частицу сердцевины и состоящий из металлического соединения, отличного по составу от металлического соединения частиц сердцевины и имеющего более высокую вязкость разрушения, при этом металлическое соединение промежуточного слоя имеет способность связываться с металлическим соединением частиц сердцевины и может связываться с металлом, выбранным из группы, состоящей из железа, кобальта и никеля.
30. Порошок по п.29, отличающийся тем, что покрытые частицы имеют средний размер менее 2 мкм.
31. Порошок по п.29, отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм.
32. Порошок по п.29, отличающийся тем, что промежуточный слой имеет толщину в диапазоне от 5 до 25% диаметра вышеупомянутых частиц сердцевины.
33. Порошок по п.29, отличающийся тем, что промежуточный слой имеет толщину после агломерирования в диапазоне от 3 до 200% диаметра вышеупомянутых частиц сердцевины.
34. Порошок по п.29, отличающийся тем, что металлическое соединение частиц сердцевины состоит, по существу, из стехиометрического соединения.
35. Порошок по п.29, отличающийся тем, что вышеуказанное металлическое соединение частиц сердцевины состоит, по существу, из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC, ZrN, VC, VN, Аl2O3, Si3N4 и AIN.
36. Порошок по п.29, отличающийся тем, что металлическое соединение промежуточного слоя состоит, по существу, из WC или W2C.
37. Порошок по п.29, отличающийся тем, что его частицы включают наружный связующий слой, состоящий практически из металла, выбранного из группы, состоящей из железа, или кобальта, или никеля, их смесей, их сплавов или их интерметаллических соединений, при этом вышеупомянутый связующий слой нанесен на наружную поверхность промежуточного слоя в виде непрерывного слоя.
38. Порошок по п.37, отличающийся тем, что связующий слой нанесен с помощью химического осаждения в паровой фазе, разбрызгивания, карбонильного осаждения, нанесением покрытия методом химического восстановления с распылением раствора, электрического нанесения покрытия или физического осаждения в паровой фазе.
39. Порошок, включающий
множество частиц сердцевины, состоящих, по существу, из кубического нитрида бора;
промежуточный слой на каждой вышеупомянутой частице сердцевины, состоящий практически из WC, при этом промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеупомянутых частиц сердцевины; и
наружный слой, включающий кобальт или никель, нанесенный на вышеупомянутый промежуточный слой.
40. Порошок по п.39, отличающийся тем, что его частицы имеют средний размер менее 1 мкм.
41. Агломерированный материал, включающий
множество частиц сердцевины, состоящих, по существу, из алмаза и/или кубического нитрида бора;
промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины, при этом вышеупомянутый слой состоит, по существу, из металлического соединения, имеющего более высокую относительную вязкость разрушения, чем вышеупомянутые частицы сердцевины, при этом вышеуказанный промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеупомянутых частиц сердцевины; и
связующее вещество, включающее железо, или кобальт, или никель, или их смеси, или их сплавы, или их интерметаллические соединения, нанесенное на вышеупомянутый промежуточный слой, тем самым образуя покрытые частицы, при этом связующее вещество имеет толщину после агломерации в диапазоне от 3 до 12% диаметра вышеупомянутых покрытых частиц.

Текст
1 Перекрестная ссылка на связанные изобретения Настоящая заявка основывается на временной заявке серийный номер 60,046,885, поданной 13 мая 1997 г. Область изобретения Настоящее изобретение относится к керамическим порошкам и агломерированным материалам, изготовленным из подобных порошков. Подобные материалы находят особенное применение в качестве формующих металл элементов, используемых в инструментах для резки и формовки металла. Предпосылки создания изобретения В середине 1930 годов инструментальные стальные сплавы стали вытесняться инструментами из агломерированного порошка карбида вольфрама, которые быстро стали стандартными из-за их превосходной жесткости и присущей им высокой ударной вязкости, а также поперечной механической прочности. Твердость подобных материалов улучшила срок службы инструментов, а ударная вязкость и прочность помогли повысить производительность, обеспечивая более быстрые подачи, скорости и более агрессивные параметры при ковке. Разработка инструментов из карбида и их наличие на рынке значительно повысились после Второй мировой войны. Даже эти материалы постепенно изнашиваются, и механизмы подобного износа еще не полностью понятны. Постепенное изнашивание вызывает отклонение в материалах, которым придают форму, и в результате необходимости выдерживать допуски по деталям инструмент должен быть заменен тогда, когда он больше не может придавать детали форму правильного размера. Время или количество деталей, сформованных до подобного события, в конечном итоге, определяют предел срока службы инструмента. Возникающие в результате потеря производительности при замене инструмента и переналадки процесса, производство, не соответствующее требованиям, необходимость переделки и выход из графика стали движущей силой для получения материалов, обеспечивающих больший срок службы инструментов. Срок службы инструмента определяется сопротивляемостью различным типам износа,реакцией на сильные нагрузки и удары. В общем, чем больше скорость удаления стружки(быстрая подача и скорость), давление металла на волоку и рабочее давление, тем дольше сохраняется геометрия инструмента и тем лучше инструмент. Лучшие режущие и формовочные инструменты должны быть одновременно твердыми, крепкими и иметь сопротивляемость к обдирке, растрескиванию, тепловым поломкам,усталости, химической реакции с обрабатываемой деталью и истиранию. Соответственно преобладающими желательными механическими свойствами, искомыми в агломерированном 2 инструменте, являются крепость, твердость,высокий коэффициент упругости, вязкости,низкое химическое взаимодействие с обрабатываемой деталью и низкий коэффициент трения,помогающие формированию обрабатываемой детали, при этом не допуская нарастания тепла. В недавние годы промышленность порошковой металлургии (ПМ) значительно выросла из-за способности порошков к холодной заливке в точную форму. Это позволяет повторно использовать форму, часто в больших объемах, в то же время значительно снижая обработку,формовку и другие этапы процесса, потому что агломерированная часть уже очень близка к предполагаемой конфигурации или "приближается к чистой форме". Подобные детали, в настоящее время производимые, в основном, из алюминия, железных и медных порошков, все больше требуют тех же самых желательных атрибутов, что и инструменты. По этой причине многие изделия порошковой металлургии подвергаются дополнительной ковке, нанесению покрытия или тепловой обработке для развития локализованной твердости, вязкости и крепости. Многие из этих деталей требуют такой сопротивляемости ударам и абразивности, которые вызывают необходимость в таких же механических свойствах, что и требующиеся для инструментов. В инструментах и твердых изделиях сопротивляемость износу увеличивается за счет крепости; сегодня наилучшие инструменты демонстрируют наилучшие компромиссные решения и, следовательно, ограничены для использования в конкретных применениях. Было обнаружено, что, помимо карбида вольфрама, различные сплавы, методы нанесения покрытия и комбинация того и другого позволяли не только продлить срок службы инструмента, но также увеличить скорость резки и подачи. Порошковая металлургия и агломерация привели к разработке новых материалов с увеличенной твердостью и ударной вязкостью, а добавление твердого покрытия к агломерированным сплавам как таковым путем химического осаждения в паровой фазе (CVD), физического осаждения в паровой фазе (PVD) или плазменного химического осаждения в паровой фазе(PACVD) увеличили износостойкость. В предшествующем уровне техники большое внимание уделяется подготовке покрытий на порошках, покрывающих подложку, и другим методам укрепления твердости материала. В отношении инструментальных материалов в предшествующем уровне техники рассматривается шесть подходов, которые известны в настоящее время и являются общеупотребительными для достижения подобной усиленной износостойкости и ударной вязкости; каждый из них имеет существенные преимущества и значительные недостатки: (1) смешивание частиц твердой и вязкой фазы, (2) нанесение покрытия 3 химическим осаждением в паровой фазе (или иным образом) на агломерированные подложки с слоями твердой фазы, (3) комбинирование первого и второго подхода, (4) керметаллические (кермет) компакты, (5) для особых типов инструментов (среда для огранки и очистки песком) химическое связывание низких концентраций больших частиц алмаза или cBN в твердый, но относительно слабый субстрат, и (6) функционально градиентные материалы (FGM). Ни одно из этих решений не привело к существенной комбинации желаемых свойств инструментов, и сегодня только подход с использованием химического осаждения в паровой фазе (CVD или PVD) приемлем для некоторых механических деталей, требующих увеличенной сопротивляемости к абразивному износу. Смешивание твердых и вязких тройных систем Несмотря на многочисленные дополнительные обработки и видоизменения, существующие и известные в уровне технике, смешивание твердых частиц сплава WC-TiN-Co с порошком карбида перед агломерацией имеет ряд недостатков. Так как эти более твердые частицы имеют низкую взаимную растворимость со связывающим веществом, поперечная крепость подложки быстро падает приблизительно на 610 вес.% твердых частиц. Соответственно также снижается поверхностная твердость и сопротивляемость износу по сравнению с нанесением покрытия на поверхность. Механизм износа также не очень усиливается из-за того, что небольшое количество твердых частиц (менее одной из десяти на поверхности, где это необходимо) имеют слабую связь со связующим веществом и полностью отламываются. Нанесение покрытий химическим осаждением в паровой фазе (СVD) Эти твердые внешние покрытия из твердых интерметаллических слоев и слоев кермета на инструментальных сталях или подложках агломерированных изделий (после агломерации) ценятся за присущую им твердость поверхности, обычно достигающую значений от 2400 по Викерсу (TiN) до 5000 по Викерсу (кубический нитрид бора) и до 9000 (алмаз). Тем не менее,несмотря на все существующие дополнительные обработки, изменения и методики агломерации,которые существуют и раскрываются в известном уровне техники, включая дополнительные слои покрытия, измененную местами структуру подложки и присадки и покрытия, снижающие размер зерен, решения с внешним покрытием имеют ряд крупных недостатков, включая расслоение покрытия и растрескивание при использовании (из-за различия скорости теплового расширения покрытия и подложки и от изгибания и поверхностных нагрузок), а высокие температуры, требующиеся для процесса химического осаждения в паровой фазе (900-1200 С),могут не соответствовать тепловой обработке, 002903 4 необходимой для крепости или геометрии агломерированной части. Обычное покрытие, полученное химическим осаждением в паровой фазе уже агломерированных изделий с несколькими различными покрытиями или слоями, позволяет решать две или три уникальные задачи обработки. Но так как каждый слой должен осаждаться последовательно, остальные один или два специальных покрытия должны оставаться покрытыми до тех пор, пока не износятся наружные слои. Поэтому одновременно можно решить только одну из задач в отношении конструкции поверхности покрытия. Некоторые категории инструментов, такие как вытяжные штампы и насадки, еще более дороги из-за дополнительных затрат на обеспечение того, чтобы пар адекватно циркулировал при химическом осаждении в паровой фазе через отверстие штампа для осаждения покрытия там, где оно наиболее необходимо. Диффузия газа CVD медленная, и проникновение обычно составляет от 0,5 до 10 мкм или менее. Вопервых, при таких толщинах покрытие изнашивается до нижележащего карбида до того, как будет использован допуск диаметра проволоки или трубы. Во-вторых, нормальное повторное использование штампов при больших диаметрах должно производиться без твердого покрытия. Во многих случаях продление общего срока службы инструмента может быть не пропорционально добавленной стоимости химического осаждения в паровой фазе. Сегодня внешние покрытия являются наиболее часто встречающимся коммерческим решением для усиления характеристик простых агломерированных продуктов из карбида вольфрама. Увеличение толщины осаждения наружных слоев для получения большего срока службы приводит к все уменьшающейся отдаче; это приводит к тенденции увеличения предрасположенности к растрескиванию и к округлению острых краев инструмента, что плохо влияет на оптимальную геометрию режущего инструмента или штампа. Комбинированные смеси и покрытия Покрытие химическим осаждением в паровой фазе и смешивание частиц твердых сплавов, комбинация приведенных выше (1) и (2) дают очень ограниченное преимущество при сохранении тех же недостатков. Керметы Керметы представляют собой керамические частицы, диспергированные в окиси металла или карбидной матрице. Керметы объединяют высокую сопротивляемость к температурам, свойственную керамике, с прочностью и пластичностью карбидов. Они имеют приблизительно такую же стоимость, как и карбид вольфрама, и изнашиваются приблизительно так же, за исключением легких отделочных разре 5 зов, где его характеристики выше, чем у чистого карбида. Агломерированные абразивные композиты Четвертый подход, пропагандируемый в книге доктора Ранделла М. Джермана Агломерация в жидкой фазе, Пленум Пресс, Нью Йорк, 1985 (и использовавшийся на практике в России раньше много лет), создает класс суперабразивных композитных материалов для шлифования, очистки песком и инструментов. Подобные композитные материалы образуются смешиванием алмазных частиц (или частиц кубического нитрида бора, cBN) и порошков кобальта или заключением их в металлический (никелевый) осадок, полученный электроосаждением, и их горячего прессования при более низких температурах. Альтернативой является нанесение покрытия на алмаз (или cBN) промежуточным слоем переходного металла,формирующего карбид (который увлажняет алмаз), и химическим связыванием его без увлажнения с другими, имеющими более низкую точку плавления, но вязкими связывающими веществами, такими как кобальт, железо или никель. Переходный металл применяется исключительно в качестве химического мостика в толщине, и не предполагается, что он будет противостоять структуральной механической нагрузке. Металлы, используемые в качестве основной матрицы связующего вещества, имеют хорошую способность к агломерации, но относительно низкие точки плавления, модуль эластичности и прочность. Подобные материалы имеют желательные свойства при абразивных применениях. В большинстве подобных применений алмаз представляет собой от 10 до 60 об.% композита. Покрытия связующего вещества имеют толщину несколько микрометров для оказания помощи при обработке при низкой температуре (для избежания графитной деградации алмаза) и для растворения содержимого алмаза, что наносит большой ущерб механическим свойствам. Свойства этих композитных материалов регулируются химическими соображениями, а не механическим учетом модуля эластичности, крепости или вязкости разрушения. Соответственно при большом размере частиц алмаза и больших концентрациях связующего вещества механические свойства композитных материалов определяются правилами смесей. Составы выбираются таким образом, чтобы обеспечить отделимость частиц алмаза в конечной микроструктуре лишьc небольшим взаимодействием алмаз-алмаз. Имеется небольшое усиление механического преимущества по сравнению с обнаруживаемым в одном микрометре по отношению к наношкале диапазона зерна агломерированных карбидов. Требованием к шлифовальным инструментам является относительно большие зерна (от 50 до 600 мкм) для увеличения удаления металла,привязывания этих частиц к колесу с получени 002903 6 ем адекватного расстояния между частицами(низкая концентрация частиц с крупными связками фазы связующего вещества), что позволяет удалять частицы обрабатываемой детали, при этом долго сохраняя геометрию шлифовального колеса. Подобные материалы формуют металлы путем изнашивания обрабатываемой детали исключительно за счет разницы в твердости между абразивными частицами и самой обрабатываемой деталью. Подобные абразивные композитные вещества иногда используются в режущих инструментах, применяемых для обработки особо твердых материалов при относительно высокой скорости, но при очень низких скоростях удаления стружки (нагрузки) (см. фиг. 6). Режущее действие алмазного режущего инструмента очень отличается от действия цементированных карбидных инструментов. Ограничения алмазов или композитных материалов в режущих инструментах вытекают из их поведения при резке. Подобные композитные материалы действуют как абразивные материалы, которые обычно воздействуют путем изнашивания обрабатываемой детали, а не путем удаления стружки под сильной нагрузкой. В этом режиме очень крепкие частицы алмаза удерживаются связывающим растяжением. По мере скольжения по обрабатываемой детали алмаз обнажается и режет противоположную поверхность, но он сопротивляется износу по мере того, как матрица эродирует и постепенно обнажает алмаз. Именно выступающий алмаз осуществляет резку, пока он остается острым. Когда алмаз затупляется, он становится округленным и матрица начинает портиться. Таким образом, алмаз вытягивается обрабатываемой деталью, и матрица эродирует до тех пор, пока не обнажается другой алмаз. Подобные твердые, ломкие абразивные композитные материалы также используются в некоторых применениях, напоминающих использование инструментов, таких как буры и пилы для каменной кладки. Они также встречаются в дорогих штампах для вытягивания проволоки и некоторых режущих инструментах, в которых производительность обеспечивается присутствием стали или другого крепкого основания. Функционально градиентные материалы(FGM) Проблемой изделий с покрытием является несовместимость между механическими, химическими или тепловыми свойствами слоев. Для корректировки этой проблемы путем обеспечения постепенного перехода между несовместимыми слоями функционально градиентные материалы (FGM) имеют одну или более из следующих переменных: химический состав, микроструктуру, плотность или переменные формы того же материала. Другой целью при использовании в качестве покрытия является модифицирование электрических, тепловых, химических 7 или оптических свойств подложки, на которую наносятся функционально градиентные материалы (FGM). Основными недостатками подобных материалов являются их тенденция выходить из строя в местах, где меняются свойства, и трудность производства подобных материалов. Краткая сущность изобретения Основной целью настоящего изобретения является создание поддающихся агломерации материалов, состоящих из макрочастиц, называемых твердыми порошками с жестким покрытием (ТСНР), которые обеспечивают превосходство по сравнению с известными в настоящее время материалами для твердых изделий и инструментов. Изготовленные из них детали и изделия объединяют в изделия с несравнимыми свойствами наилучших механических свойств,таких как прочность, твердость, высокий модуль упругости, вязкость разрушения, низкое взаимодействие с обрабатываемой деталью и низкий коэффициент трения, которые существуют отдельно в обычных материалах. Еще одной целью изобретения является снижение стоимости предоставления подобных материалов пользователям. Например, инструментальные вставки должны поставляться со значительными геометрическими отклонениями для соответствия различным держателям инструментов. Более того, имеющиеся сегодня инструментальные материалы должны быть предназначены для очень специфических применений. Следовательно, для каждого из данных геометрических изменений следует предложить большой выбор материалов (без покрытия, с покрытием химическим осаждением в паровой фазе, с нанесением покрытия физическим осаждением в паровой фазе, кермет, керамика, поликристаллический cBN, поликристаллический алмаз). Комбинация геометрических форм и видов материалов создает необходимость создания дорогостоящих каталогов, ненужную избыточность изготавливаемых инструментов, дорогостоящих инвентарных списков поставщиков и пользователей с уникальной упаковкой и идентификацией, а также обуславливает необходимость давать объяснения пользователям при продаже сбивающего с толку массива инструментов. Другой целью настоящего изобретения является снижение потерь и расходов, связанных с существующей системой, путем создания более общецелевых инструментов с высокой производительностью и по разумным ценам. В дополнение, процесс изготовления примеров осуществления данного изобретения имеет целью снизить стоимость производства изделий, изготовленных в соответствии с изобретением. Другой целью является обеспечение значительного снижения стоимости путем продления первоначального срока службы изделия и уменьшения стоимости производства продукции, которую они охватывают. Тот факт, что 8 изделия по настоящему изобретению скорее однородны макроскопически, а не с покрытием,предоставляет пользователям или поставщикам возможность экономичного повторного шлифования и повторного использования первоначально изношенных изделий. Еще одной целью изобретения является обеспечение тех же самых высоких механических характеристик свойств материалов по настоящему изобретению для использования в других твердых изделиях. Еще одной целью данного изобретения является обеспечение материалом, имеющим усиленную сопротивляемость износу и вязкость,для использования в широком ассортименте изделий, включая инструментальную оснастку(такую как вытяжные штампы, экструзионные матрицы, ковочные штампы, вырубные и чеканочные штампы, формы, формующие ролики,инжекционные пресс-формы, ножницы, сверла,насадные фрезы и инструменты для токарного станка, пилы, пуанссоны, протяжки, развертки,метчики и штампы); индивидуальные механические части (такие как шестерни, кулачки, цапфы, сопла, уплотнения, седла клапанов, насосные колеса, револьверные головки, шкивы, поверхности подшипников и изнашиваемые поверхности); интегрированные совместно агломерированные компоненты для замены совмещенных деталей (соединительные стержни двигателя внутреннего сгорания, подшипники) и/или для обеспечения зон твердой поверхности в механических частях с порошковым металлом(Р/М), которые заменяются кованными или обработанными на станке стальными деталями с зонами термообработки (такими как кулачковые валы, детали трансмиссии, детали принтера/копировальных машин); тяжелые промышленные изделия (подобные буровым долотам для бурения глубоких скважин, зубцы для горнодобывающего оборудования и оборудования для удаления земли, горячие валки для сталепрокатных станов); и электромеханические компоненты (такие как считывающие головки привода памяти, специализированные магниты). В дополнение к обеспечению подобных новых изделий, основной целью данного изобретения является обеспечение композитными материалами из частиц (т.е. ТСНР), новыми методами для производства подобных материалов и новыми методами для изготовления изделий из данных материалов. Для достижения этой и других целей обеспечивается агломерированный материал, включающий множество частиц сердцевины, которая состоит практически из первого металлического материала, имеющего формулу Ма Хb. М является металлом, выбранным из группы, включающей титан, цирконий, гафний, ванадий,ниобий, тантал, хром, молибден, вольфрам,алюминий и кремний. Х представляет собой один или более элементов, выбранных из груп 9 пы, состоящей из азота, углерода, бора и кислорода, и а и b являются числами больше нуля и до четырех включительно. Промежуточный слой окружает каждую частицу сердцевины и состоит в основном из второго металлического соединения, отличного по составу от вышеуказанного первого металлического соединения. Второе металлическое соединение имеет более высокую относительную вязкость разрушения и способно связываться с первым металлическим соединением, а также может связываться с железом, кобальтом или никелем. Частица сердцевины с промежуточным слоем на ней образует ряд частиц с покрытием. Наружный слой накладывается на промежуточный слой на частицах с покрытием и действует в качестве связующего вещества. Он состоит из железа, кобальта, никеля, их смесей, их сплавов или их интерметаллических соединений. Предпочтительно, чтобы покрытые покрытием частицы имели средний размер частиц менее около 2 мкм и наиболее предпочтительно менее около 1 мкм. Также предпочтительно,чтобы после агломерации промежуточный слой имел толщину в диапазоне от 5 до 25% от диаметра частиц сердцевины. Также предпочтительно, чтобы наружный слой после агломерации имел толщину в диапазоне от 3 до 12% от диаметра покрытых частиц. Считается, что с подобной толщиной наружного слоя, поля напряжения, связанные со смещениями в одной покрытой частице, передаются через наружный связующий слой в непосредственно близлежащий промежуточный слой. Предпочтительно,чтобы первое металлическое соединение состояло по сути из стехиометрических соединений, таких как TiN, TiCN, TiB2, TiC, ZrC, ZrN,VC, VN, cBN, Al2O3, Si3N4 или AIN. Также предпочтительно, чтобы второе металлическое соединение состояло бы, по сути, из WC илиW2C и наиболее предпочтительно из WC. Подобные материалы имеют вязкость разрушения,большую, чем кубический нитрид бора. Предпочтительный пример осуществления агломерированного материла включает множество частиц сердцевины, состоящих практически из кубического нитрида бора с промежуточным слоем на каждой из вышеупомянутых частиц сердцевины, при этом вышеупомянутый слой состоит практически из WC. Промежуточный слой после агломерации имеет толщину в диапазоне от 5 до 25% диаметра частиц сердцевины. Наружный слой, включающий кобальт или никель, накладывается на промежуточный слой, и этот наружный слой после агломерации имеет толщину в диапазоне от 3 до 12% диаметра покрытых частиц. Комбинация частиц сердцевины, промежуточного слоя и наружного слоя образует покрытую частицу, предпочтительно имеющую средний размер частицы менее около 1 мкм. 10 Другим примером осуществления настоящего изобретения является порошок, по сути состоящий из множества покрытых частиц. Большинство покрытых частиц имеют частицы сердцевины, состоящие практически из первого металлического соединения, имеющего формулу МaХb. М является металлом, выбранным из группы, состоящей из титана, циркония, гафния,ванадия, ниобия, тантала, хрома, молибдена,вольфрама, алюминия и кремния. Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, и а и b являются числами, больше нуля по четыре включительно. Частицы сердцевины покрыты окружающим слоем, состоящим практически из второго металлического соединения, отличающегося по составу от вышеупомянутого первого металлического соединения и имеющего более высокую относительную вязкость разрушения. Слой также способен связываться с первым металлическим соединением и также способен связываться с металлом, выбранным из группы, состоящей из железа, кобальта и никеля. Предпочтительно, чтобы покрытые частицы имели бы средний размер частиц менее около 2 мкм, и наиболее предпочтительно, чтобы он составлял около 1 мкм. Также предпочтительно, чтобы слой, окружающий частицы сердцевины, имел бы после агломерации толщину в диапазоне от 3 до 200% диаметра частиц сердцевины. Предпочтительные составы частиц сердцевины и окружающего слоя (промежуточного слоя) являются одинаковыми для примера осуществления изобретения с порошком и для агломерированного изделия. Также предпочтительно, чтобы наружный связывающий слой состоял бы в основном из кобальта, никеля, железа, их смесей, их сплавов или промежуточных соединений, осажденных на наружной поверхности второго слоя с металлическим соединением в форме непрерывного слоя. Краткое описание чертежей Прилагаемые чертежи приводятся для того, чтобы обеспечить дальнейшее понимание изобретения и включены в него, являясь частью данной спецификации, и вместе с описанием служат для объяснения принципов изобретения. Фиг. 1 представляет собой схематическое представление агломерированного материала,образованного в соответствии с одним аспектом настоящего изобретения; фиг. 2 является микрофотографией, сделанной с помощью сканирующего электронного микроскопа, поперечного сечения агломерированного материала, образованного с соответствии с одним аспектом настоящего изобретения,при увеличении 20000 X; фиг. 3 является схематическим представлением устройства для образования порошков в 11 соответствии с одним аспектом настоящего изобретения; фиг. 4 является схематическим представлением внутренней части устройства на фиг. 3,отражающим движение частиц внутри подобного устройства во время осаждения промежуточного слоя с помощью химического осаждения в паровой фазе; фиг. 5 является видом с торца одного компонента предпочтительного примера осуществления устройства по фиг. 3 и 4; фиг. 6 является графическим представлением рабочей области агломерированного материала по настоящему изобретению, используемого в качестве режущего инструмента, в сопоставлении с обычными материалами; фиг. 7 представляет собой компиляцию свойств агломерированных материалов, описанных в примерах. Описание предпочтительных примеров осуществления изобретения Как это приводится в примерах осуществления изобретения, настоящее изобретение представляет собой новый тип материала, образованного из порошков. В соответствии с изобретением порошок состоит из множества частиц сердцевины. Частицы сердцевины имеют тенденцию придавать свои физические свойства общей структуре порошка. Как это здесь осуществлено, частицы сердцевины состоят практически из первого металлического соединения,имеющего формулу МaХb, где М является металлом, выбранным из группы, включающей титан, цирконий, гафний, ванадий, ниобий, тантал, хром, молибден, вольфрам, алюминий и кремний, а Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, и буквы (а) и (b) представляют собой числа больше нуля по четыре включительно. Подобные металлические соединения являются твердыми,износостойкими и являются химически стойкими к большинству сред и обрабатываемых деталей. Важным для настоящего изобретения является то, что материал сердцевины может быть обнажен, как, например, когда порошок агломерируется для образования режущего инструмента, когда агломерированное изделие формируется шлифованием, притиркой и полированием для образования окончательной формы изделия. Это снимает промежуточный слой материала поверх частиц сердцевины и проявляет сердцевину частиц для контакта с обрабатываемой деталью. Как это будет более детально раскрыто ниже, это является значительным преимуществом. Как это показано здесь, частицы сердцевины из порошков состоят практически, по крайней мере, из одного стехиометрического соединения. В некоторых примерах осуществления изобретения составы сердцевины отличаются,для придания свойств различных частиц серд 002903 12 цевины изделию, формируемому из них. Предпочтительно, чтобы металлическое соединение сердцевины состояло бы практически из металлического соединения, выбранного из группы,состоящей из: TiN, TiCN, TiB2, TiC, ZrC, ZrN,VC, VN, cBN, Al2O3, Si3N4 и AIN. Подобные материалы могут использоваться в форме имеющихся в продаже порошков, нитевидных кристаллов, кристаллов, катодов и тому подобного, так как форма частицы сердцевины может иметь техническое значение. Частицы сердцевины покрываются слоем другого металлического соединения, называемого промежуточным слоем. Таким образом, материал частицы сердцевины должен иметь степень совместимости с материалом, образующим промежуточный слой,налагаемый на нее, и должен иметь состав, отличающийся от состава промежуточного слоя. Порошковый пример осуществления настоящего изобретения включает промежуточный слой, налагаемый на внешнюю поверхность частицы сердцевины. Промежуточный слой состоит практически из второго металлического соединения, т.е. отличающегося по составу от первого металлического соединения, образующего сердцевину частицы. Соединение второго, промежуточного слоя, имеет более высокую относительную вязкость разрушения, чем материал, образующий сердцевину. В дополнение к этому, второе металлическое соединение должно иметь способность связывания с первым металлическим соединением и способность связывания с железом,кобальтом, никелем и их смесями, их сплавами или их интерметаллическими соединениями. Предпочтительно, чтобы второе металлическое соединение состояло бы практически из WC илиW2C. Как будет показано ниже, комбинация относительно вязкого и крепкого промежуточного слоя и твердой сердцевины обеспечивает получение из них порошкового и агломерированного материала с исключительными механическими свойствами. В частности, размеры частиц и толщина слоя обеспечивают свойства,которые не объяснимы классическим правилом расчета смесей. Это будет более детально описано в части спецификации, рассматривающей агломерированные изделия. В любом случае предпочтительно, чтобы частицы с покрытием имели средний размер частицы менее около 2 мкм и наиболее предпочтительно менее 1 мкм. Также предпочтительно, чтобы промежуточный слой имел бы толщину в диапазоне от около 5 до 25% диаметра частиц сердцевины. Толщина промежуточного слоя имеет значительное влияние на механические свойства изготовленных из него изделий. Предполагается, что когда покрытые частицы (сердцевина с расположенным на ней промежуточным слоем) имеют средний диаметр частиц, измеряемых графически в микрофотографии разреза с использованием метода среднего свободного про 13 хода менее 2 мкм, сопротивляемость движению перемещения внутри смежных агломерированных частиц увеличивается, улучшая механические свойства агломерированных изделий. Даже при использовании классического механического подхода с использованием анализа конечных элементов очевидно, что увеличение толщины сферического корпуса WC, окружающего сферуTiN, составляет от около 0,1 до около 0,4 мкм и увеличивает теоретическую вязкость до около 40%. Далее предпочтительно, чтобы промежуточный слой до агломерации имел толщину в диапазоне от около 3 до 20% диаметра частиц сердцевины. Во время агломерации может произойти снижение толщины промежуточного слоя из-за взаимодействия с материалом сердцевины, взаимодействия частица/частица, явления границы зерен и роста. Таким образом, чтобы получить желаемую толщину промежуточного слоя в конечном агломерированном изделии, может быть необходимым иметь первоначальную толщину, равную 300% диаметра сердцевины частицы. В предпочтительной форме порошка на него прикладывается наружный слой связующего вещества. Обычно металлические связующие вещества налагаются на частицы металлического соединения путем размалывания их с металлическими порошками. Эта физическая операция является длительной, и когда измельчается только небольшой процент порошка связующего вещества (например, 6%), время для нанесения металла связующего вещества на поверхности оставшихся 94% частиц плохо влияет на экономику образования агломерированных изделий с использованием связующих веществ и может повредить покрытые частицы. В настоящем изобретении рассматривается использование подобных частиц в качестве однородного покрытия на внешней поверхности частиц соединения металла в форме непрерывного слоя. В соответствии с изобретением слой связующего вещества состоит, по сути, из металла, выбранного из группы, включающей железо, кобальт, никель, их смеси, их сплавы и их интерметаллические соединения. Предпочтительно,чтобы непрерывный слой связующего вещества осаждался бы химическим осаждением в паровой фазе, разбрызгиванием, нанесением электролитического покрытия, элетрометаллизацией, физическим осаждением в паровой фазе,осаждением карбонила, осаждением распыленного раствора или физическим осаждением в паровой фазе с помощью плазмы. Так как кобальт и никель совместимы с предпочтительными видам материала частицы сердцевины и предпочтительными материалами для промежуточного слоя и имеют превосходные температурные свойства, они являются предпочтительными для составов металла связующего вещества. 14 Другим примером осуществления настоящего изобретения является агломерированный материал. Подобный агломерированный материал включает множество частиц сердцевины,состоящих практически из первого металлического соединения, имеющего формулу МaХb. М является металлом, выбранным из группы,включающей титан, цирконий, гафний, ванадий,ниобий, тантал, хром, молибден, вольфрам, бор,алюминий и кремний. Х представляет собой один или более элементов, выбранных из группы, включающей азот, углерод, бор и кислород и а и b представляют собой числа больше нуля и до четырех включительно. Предпочтительно, чтобы первое металлическое соединение было бы преобладающе стехиометрическим и состояло, по сути, из металлического соединения, выбранного из группы,включающей TiN, TiCN, TiB2, TiC, ZrC, ZrN,VC, VN, кубический BN, Аl2 О 3, Si3N4 и AIN. Подобные металлические соединения являются твердыми и имеют определенные полезные механические свойства, но имеют ограниченную вязкость разрушения (способность прекращать распространение трещины). Другие металлические соединения могут использоваться с настоящим изобретением, однако, предпочтительны упомянутые ранее соединения. Выбор составов для различных частей частиц может быть основан на обычной информации в отношении известных характеристик материалов - кандидатов на макроуровне. Например, известно, что для различных материалов диффузионный износ может быть оценен путем рассмотрения стандартной энергии их свободного образования при рабочих температурах. При рассмотрении по порядку, WC, TiC, TiN, и Аl2 О 3 имеют место увеличивающиеся отрицательные энергии формирования; следовательно считается, что TiN обеспечивает значительно сниженный диффузионный износ по сравнению со стандартными керметами WC. Более того, скорости растворения различных инструментальных материалов в железе(обычная обрабатываемая деталь) при температурах в диапазоне от 1000 до 1100 С сильно отличаются друг от друга. Сравнение показывает, что значительное присутствие TiN на поверхности инструмента обеспечивает значительное уменьшение растворения WC в железе; при температуре 500 С, например, относительные скорости растворения составляют:TiN: 1,810-3 Аl2O3: 8,910-11 Считается, что эти принципы объясняют улучшение износа инструментов из WC по отношению к железу, когда WC связан с сердцевиной из TiN; т.е. обнаженная сердцевина изTiN дает более низкий износ в железе, чем WC. 15 Предполагается, что для достижения крепкой оболочки и высоких механических свойств (модуль Юнга в 696 GPa, no сравнению со значением 250 GPa для TiN) необходимо непрерывное покрытие частиц WC. Сердцевина TiN (имеющая твердость по Виккерсу Нv = 2400 по сравнению со значением Нv = 2350 для WC и имеющая скользящий коэффициент трения= 0,125 по сравнению со значением= 0,200 для WC) снизит фрикционный износ относительно железа; сердцевина будет обнажена к поверхности инструмента после ее отделки шлифованием и полированием. Также возможно, чтобы частицы сердцевины имели множество различных металлических соединений, в той степени, в которой они совместимы и отличаются от материала, составляющего слой, покрывающий частицы сердцевины. Таким образом, свойства изделия, состоящего из агломерированного материала, когда частицы сердцевины обнажаются путем удаления покрывающего промежуточного слоя,определяются в основном свойствами частиц сердцевины, их концентрацией в агломерированном материале и их комбинациями. Например, если желательно образовать агломерированное изделие в режущую вставку, агломерированное изделие может быть отшлифовано или сформовано с помощью EDM (электроимпульсной обработки) для обнажения частиц сердцевины. В предпочтительном примере осуществления изобретения, в котором частицы сердцевины являются TiN и промежуточный слой является WC, коэффициент трения TiN, его твердость и сопротивляемость износу, придают эти свойства режущей вставке, в то время как общая прочность вставки и ее сопротивляемость распространению трещин усиливаются слоем WC,окружающим частицы сердцевины TiN. Важно то, что износ вставки не приведет к снижению характеристик подобной вставки, потому чтоTiN не является изнашиваемым покрытием. Это неотъемлемая часть материала вставки, которая обновляет поверхность по мере износа. Предпочтительным материалом сердцевины является кубический нитрид бора (cBN), однако для данного примера осуществления изобретения требуется конкретный размер и толщина частиц и слоев для того, чтобы реализовать потенциал частиц cBN. Считается, что чрезвычайная толщина cBN должна интегрироваться в изделие путем использования несущего нагрузку окружающего слоя из другого металлического соединения, имеющего такой состав и толщину,что получаемая в результате слоистая частица при агломерировании, будет иметь полезные инжениринговые свойства, как и внешняя структура при использовании в качестве абразивного материала. Данный пример осуществления агломерированного материала включает промежуточный 16 слой на каждой частице сердцевины cBN, который состоит, по сути, из WC или W2C. Данный пример осуществления изобретения далее включает наружный слой, накладывающийся на промежуточный слой на частицах сердцевины. Функцией наружного слоя является образование связующего вещества и объединение частичек с покрытием при приемлемом времени агломерации и температурах в плотный агломерированный материал. В данном примере осуществления изобретения наружный слой действует в качестве связующего вещества. Он состоит из железа, кобальта, никеля, их смесей,их сплавов или их интерметаллических соединений. Как отмечалось выше в отношении порошкового примера осуществления изобретения, настоящее изобретение подразумевает использование таких связующих веществ в качестве однородного покрытия на наружной части частиц металлического соединения в форме непрерывного слоя. Размер частиц сердцевины, покрытых промежуточным слоем (вместе называемых"покрытые частицы") имеет значительное влияние на механические свойства агломерированного материала и изготовленных из него деталей. Как отмечалось выше в раскрытии сущности изобретения, относящемся к порошкам,предпочтительно, чтобы средний размер частиц был менее чем около 2 мкм и предпочтительнее менее чем 1 мкм. Также предпочтительно, чтобы промежуточный слой имел бы после агломерации толщину в диапазоне от 5 до 25% диаметра частиц сердцевины. Более того, предполагается, что толщина слоя со связующим веществом влияет на свойства агломерированного материала. Предпочтительно, чтобы наружный слой со связующим веществом имел толщину после агломерации в диапазоне 3-12% от диаметра вышеупомянутых покрытых частиц. Считается, что агломерированный материал, имеющий подобные размеры, улучшает свойства потому, что области напряжения, связанные со смещениями в одной покрытой частице, передаются через промежуточный слой на непосредственно близлежащую частицу сердцевины. Известно, что изобретение применимо к промежуточному слою, имеющему после агломерации толщину в диапазоне от 3 до 200% диаметра частиц сердцевины, однако, предпочтительна толщина в диапазоне от 5 до 25%. Известно, что увеличение вязкости является нормальным результатом уменьшения размера зерна. Предпочтительный диаметр частицы сердцевины находится в диапазоне от 0,1 нм до 1,0 мкм. Этот диапазон размеров частиц взаимодействует с толщиной промежуточного слоя. Крепость кристаллической подложки зависит от атомных связей и структуры дислокации. Дислокации представляют собой дефекты линейной атомной решетки, которые обычно яв 17 ляются фиксированными и немобильными. В смеси двух атомарно связанных кристаллических материалов имеются верхние и нижние оценки связи с модулем эластичности композита, вычисленные по правилу смесей и обратному правилу смесей. При приложении увеличивающейся нагрузки материал эластично деформируется до появления или проскальзывания дислокации в зернах, приводящих к началу постоянного перехода к текучести и ограничению полезной крепости. При размерах частиц приблизительно один микрометр и ниже, в подобных материалах развиваются исключительно высокие прочности, вызванные в основном нагрузками дислокаций. Вокруг каждой дислокации имеется цилиндрическое поле напряжения, которое распространяется наружу в окружающую решетку. Теоретически данное поле напряжения вокруг каждой дислокации должно быть сбалансировано противоположными полями напряжения, в противном случае дислокация уйдет с поверхности. Когда размер кристалла большой по сравнению с его полем напряжения, отображенное напряжение не создается вокруг дислокации, если она находится на поверхности кристалла. В агломерированном материале, в котором связующее вещество соединяет множество кристаллических частиц, отображенное напряжение совпадает с нижней прочностью матрицы связующего вещества, но для больших кристаллов это является тривиальной поправкой, так как большинство дислокаций не находится около поверхности. В субмикрометровых поликристаллических частицах области напряжения могут распространиться на ближайшие зерна, чья атомарная решетка, вероятно, не сбалансирована с атомарной решеткой зерна, имеющего напряжение. Данное балансирующее поле напряжения вне поверхности зерна ограничивает движение дислокаций, тем самым ограничивая переход к текучести. По мере дальнейшего уменьшения размера зерен все больше дислокаций размещается около поверхности, и прочность может уменьшиться. Считается, что когда толщина промежуточного слоя и слоя связующего вещества, соединяющего покрытые частицы в агломерированный материал, достаточно тонкая, тогда поле напряжения фактически проходит через матрицу связующего вещества в соседние частицы. Это создает повышенную крепость, которая не реагирует на материал лигамента (в данном случае связующего вещества) между твердыми покрытыми частицами. Другими словами, механические свойства агломерированного изделия не зависят от свойств фазы связки, при условии,что она является кристаллической и очень тонкой. Толщина промежуточного слоя должна быть также достаточно толстой относительно 18 сердцевины, чтобы создать механическую целлюлярную опорную матрицу через и вокруг частиц сердцевины. Помимо этого объективного и ожидаемого увеличения силы напряжения у частиц порошка размером 1,0 мкм и менее, в агломерированных сплавах ТСНР можно реализовать удивительные свойства, по-видимому,благодаря взаимодействию размера частиц,свойств материала сердцевины, свойств и толщины промежуточного слоя и связующего вещества. Причина этого еще не полностью понятна,но покрытие карбида вольфрама (WC), составляющее от 5 до 10% частиц размером 1,0 мкм или менее, является очень тонким и может действовать как будто оно само по себе является значительно меньшей твердой частицей (от 50 до 100 нм), и эффективно приобретает механические свойства нано-шкалы при значительно более крупных и более управляемых размерах частиц. Структура твердых порошков с жестким покрытием (ТСНР) с небольшим размером частиц сердцевины и твердыми оболочками наношкалы, отделенными тонкими связками из кобальта ниже одного микрометра между зернами,доводит до максимума эластичность, твердость,вязкость разрушения и крепость. Наиболее интересным является возможная потеря "композитного" характера механических свойств агломерированного твердого порошка с жестким покрытием (ТСНР) из-за тонких связок связующего вещества. Даже у материалов с низкой твердостью (таких как кобальт) напряжения от дислокаций около поверхности (а все они находятся ближе к поверхности при зернах менее микрометра), композитные свойства выше, чем это возможно в абразивных композитных веществах. Может произойти, что связки матрицы связующего вещества становятся очень тонкими и сила композита становится независимой от пластических свойств кобальтовой связки, может преобладать структуральная крепость целлюлярных покрытий и на самом деле приближаться к WC. Настоящее изобретение обеспечивает агломерируемые металлические материалы, состоящие из макрочастиц, которые могут быть подогнаны для обеспечения оптимального баланса свойств (например, вязкости, крепости,низкого коэффициента трения и твердости). Рабочие усовершенствования, которые можно ожидать в штампах и других инструментах, изготовленных из твердого порошка с жестким покрытием (ТСНР) являются трехкратными: (а) низкий коэффициент трения на границе между обрабатываемой деталью и инструментом,обеспечивающий уменьшение тепла, износа и язвенного износа и требующий меньшего питания при обработке и дополнительного использования смазок, что в конечном итоге приводит к более длительному сроку службы инструмента 19 и лучшему контролированию процесса; (б) низкая реакция с железом, снижающая налипание и диффузию, загибание кромки или износ штампа и в свою очередь продление срока службы вытяжного штампа; и (в) микроструктура агломерированного инструмента, в которой вязкий,крепкий материал покрытия (например, WC) на частицах образует целлюлярную опорную макроструктуру для инструмента, и в то же время одновременно обеспечивая превосходно подогнанный защитный слой для сердцевин из жестких частиц (например, TiN), удерживая их в положении и позволяя оптимальное обнажение и удержание жесткой фазы на поверхности инструмента, имеющего сопротивляемость износу. Это отличается от изделий, изготовленных обычными методами (в которых относительно низкая прочность связки, которая существует между частицами и связующим веществом,снижает уровень вязкости и изгибания) или в которых агломерированное вещество полностью покрыто для придания жесткости (отличающееся тем, что тонкое покрытие имеет ограниченный срок службы или растрескивается). Помещение сплавов твердой фазы внутри,в качестве частиц сердцевины (вместо размещения снаружи), распределяет сплавы твердой фазы (обнаженные на внешней поверхности после отделки шлифованием) по микроструктуре агломерированного вещества в значительно больших пропорциях (или толщинах), чем это известно в любом известном обычном методе. Это само по себе увеличивает стойкость к износу, снижает химическое взаимодействие с обрабатываемой деталью и значительно снижает коэффициент трения. Увеличивается срок службы инструмента путем постоянного обновления зерен поверхности, которые изнашиваются или снимаются противоположной скользящей поверхностью. Также сопротивляемость износу и характеристики адгезии большинства предпочтительных материалов сердцевины известны по их работе в обычных материалах, поэтому их характеристики в качестве материалов частиц сердцевины в свете настоящего раскрытия, являются предсказуемыми. Так как частицы сердцевины покрываются известными материалами(например, WC), спаивание и агломерация покрытых частиц, имеющих несколько разных материалов покрытия, облегчит усиление множества характеристик. Соответственно, снижаются стоимость разработки и тестирования, при этом обеспечивая конечный материал с уникальными свойствами. Таким образом, конструирование агломерированной микроструктуры,в которой каждая частица имеет плотную оболочку (промежуточный слой), которая крепко прилепляется к соседним частицам и образует плотную целлюлярную опорную систему через субстрат агломерированного материала, и создает агломерированное изделие с высочайшими 20 возможными комбинациями крепости, высокого модуля упругости, вязкости разрушения и твердого содержимого сплава. Получаемая в результате макроструктура изделия представляет собой целлюлярную рамку макроструктуры, состоящую из вязких, крепких, имеющих жесткую связь оболочек покрытых частиц, каждая из которых содержит и поддерживает одну или более механически и химически связанных частиц сердцевины, кристаллы,волокна или нитевидные монокристаллы, видимые в разрезе у внешней поверхности во время отделки шлифованием и полированием. Этот принцип оптимизации комбинации различных материалов для частиц сердцевины и окружающего промежуточного слоя позволяет комбинировать обычно конфликтующие рабочие характеристики изделия (например, крепость и твердость) на уровнях ранее невиданных в порошковой металлургии. Эта концепция предоставляет специалисту,конструирующему материалы, множество инструментов (используемых отдельно или в комбинации) и прямые методы обеспечения простого и тотального контроля при адаптации структуры частиц ТСНР (толщина промежуточного слоя,размер и материалы сердцевины) и смеси(включающей различные порошки в зоны инструмента и изделия) для удовлетворения многих различных уникальных комбинированных и специально требуемых условий в одном изделии или инструменте. Более того, используя стандартные крепкие материалы (такие как WC) в качестве вязкой наружной оболочки частицы значительно снижает исследования, разработку и усилия по индустриализации, потому что только один газ предшествующей реакции вещества (например,карбид вольфрама) будет использоваться для нанесения покрытия на частицы порошка, вместо многих десятков сложных предшествующих газов и газов реакции, используемых при множественном внешнем покрытии субстрата. Подобные материалы из частиц агломерируют так,как будто они сделаны из частиц карбида вольфрама, которые как известно очень сильно связываются с близлежащими частицами карбида вольфрама при использовании такой связки,как кобальт. Таким образом, стандартный вязкий материал, используемый более шестидесяти лет, будет обеспечивать проницаемость и укреплять всю структуру. Увеличение толщины покрытия из карбида вольфрама на частице для того, чтобы удовлетворить более требовательные в отношении крепости применения или его уменьшение в применениях, в которых более критическое значение имеет износ, поможет решить многие требования конструирования. Увеличение размера частицы сердцевины может быть легко достигнуто для того, чтобы отвечать более жестким требованиям к сопротивляемости износу, или он может быть уменьшен для при 21 менений, в которых требуется большая крепость. Использование различных частиц сердцевины с характеристиками (твердость, коэффициент трения), которые, как известно или обнаружено, лучше проявляются в конкретных применениях (таких как износ на задней поверхности или образование язв), также выполняется путем выбора материала сердцевины. Также можно совместить толщину, диаметр и параметры порошкового материала сердцевины для решения большинства задач множественного применения. Возможно также постепенно перемещать ТСНР от зон или слоев, богатых жесткой фазой,к таким зонам или слоям, которые имеют более вязкие материалы промежуточного слоя, используя предварительно нагретые экструдированные секции воска/порошка. Это более гибкий и эффективный подход, чем используемый в функционально-градиентных материалах(FGM), который используется в настоящее время. Настоящее изобретение может также использоваться для интегрирования различных слоев (сплавов) порошка в различных частях одной и той же детали, для того, чтобы лучше противостоять множествам нагрузок при работе. Это окончательная возможная степень совершенствования конструирования микроструктуры, в которой отсутствует градиент атомного уровня. Совместно агломерированные с порошками других металлов для придания локализованного уплотнения в "нетвердых" агломерированных частях ТСНР позволяют заменить требующие тепловой обработки стальные детали деталями порошковой металлургии (Р/М), требующими меньше операций при изготовлении. Обратившись теперь детально к прилагаемым чертежам, отметим, что на фиг. 1 показан агломерированный материал в схематическом разрезе. В данном примере осуществления изобретения имеется одна или более частиц твердого металлического вещества (10) с твердым,вязким промежуточным слоем из металлического вещества (14), такого как карбид вольфрама. Покрытая частица включает наружный слой с приемлемым агломерирующим связующим веществом (16), предпочтительно из группы металла железа, обычно, таким как кобальт или никель. Получаемый в результате покрытый порошок (18) в конечном итоге агломерируется в полуфабрикат или готовое изделие, микроразрез которого в общем обозначен цифрой 20. Микроструктура агломерированного изделия (20) представляет собой целлюлярную рамку из сильно переплетенного унитарного слояWC (14), каждый содержащий и поддерживающий свою собственную плотно примыкающую сердцевину (10) из металлического вещества,находящегося в матрице (16) и обнаженного в разрезе на внешних поверхностях (22) во время отделки шлифованием и полированием. 22 Показанная на фиг. 2 фотография, сделанная с помощью сканирующего электронного микроскопа, представляет собой отдельную частицу ТСНР, состоящую из 1,6 микрометровой частицы сердцевины (6) из нитрида титана, покрытого (7) толщиной приблизительно 0,25 микрометров (15%) W2C. Это одно из многих зерен ТСНР, помещенных в смолистый металлургический образец, показанный на фоне (9) и соединенный внахлестку. Хорошо известно, что частицы твердого сплава часто не агломерируются достаточно близко к теоретической плотности из-за (а) неровности подобных зерен (вызывающей плохую текучесть, требующую горячего прессинга) и (б) низкой пластической деформации во время консолидации. Форма частицы сердцевины (6) в форме цифры восемь имеет вогнутые неровности типичные для образцов. Процесс нанесения покрытия химическим осаждением в паровой фазе(CVD) обычно заполняет выпуклости, как в (8),придавая покрытым частицам более круглую,гладкую форму, которая добавляла текучести и уплотнение порошкам. Это должно снизить стоимость обработки, привести к более однородному и тонкому слою связующего вещества и способствовать уплотнению порошков, что в свою очередь усилит механические свойства агломерированного изделия. Уникальные порошки по настоящему изобретению изготавливались в реакторе химического осаждения в паровой фазе (CVD). Из-за размера частиц, на которых наносится покрытие, реактор включал компоненты, препятствующие агломерации покрываемых частиц. Схематическое изображение реактора показано на фиг. 3-5. Система реактора химического осаждения в паровой фазе (CVD) по фиг. 3 состоит из вращающегося корпуса (20) реактора CVD, находящегося в печи (22) для нагревания порошка и газов реакции, при этом данные газы поставляются на реактор и удаляются через проходы для входа и выхода газа (36, 26) соответственно,расположенные на противоположных концах. Линия (30) поставляет предшественника гексафлорида вольфрама (WF6), в то время как линии (28), поставляющие водород с чистотой 99,999, и эти два газа, которые вступают в реакцию в корпусе реактора (20) и образуют покрытие химическим осаждением в паровой фазе(32). Линия (28) также проходит через барботер газа (34), содержащий изопропил бензин с чистотой 99,9%. Фильтр (38) расположен на выходной стороне реактора (20) перед эвакуационным проходом (26), при этом данный проход соединен с вакуумной системой (не показано) и устройством ловушкой (40) и расходомером (42). Реактор (20) может принимать форму рефракционного металлического или графитового ци 23 линдра, который может вращаться с переменной скоростью в диапазоне от 50 до 150 об./мин в зависимости от диаметра барабана и удельного веса порошка, на который наносится покрытие,и от изменения его ориентации; таким образом,угол наклона (24) и скорость вращения могут быть отрегулированы для обеспечения соответствующего времени нахождения для покрываемого порошка внутри создаваемой высокотемпературной (500-1600 С) реактивной газовой среды. Существуют четыре важных трудности при использовании метода химического осаждения в паровой фазе (CVD) при производстве субмикронного вещества из частиц ТСНР: (1) текущая стоимость газа предшественника гексафлорида вольфрама (WF6), (2) контролирование вредных характеристик WF6, (3) преждевременная реакция предшественников на поверхностях отличных от сердцевины порошка и(4) разбивка агломератов. Последние три трудности имеют технические решения. Хотя другие стоимостные преимущества обработки могут нейтрализовать первую трудность, окончательный успех CVD будет определяться его стоимостью относительно других методов, таких как осаждение с использованием карбонила металла. Было найдено, что решением приведенной выше третьей трудности (неэффективное использование реактивов) является поддержание газа ниже температуры порога реакции до тех пор, пока он не приблизится к частицам сердцевины. Это может быть далее усовершенствовано путем поддержания газов реактивов отдельно,смешение их с помощью и с самими турбулентными нагретыми порошками. Было обнаружено, что микроволновая энергия (но не индукционные частоты) будет нагревать частицы. При частоте 2,45 Ghz нагревание в течение 2 мин при 500 Вт давало повышение температуры на около 37-40 С. Концепция высоких норм нагревания в фокусированном турбулентном потоке реактивов с помощью самого порошка (нагреваемого микроволновой энергией) в рециркуляционной кварцевой трубке очень привлекательна для достижения однородной диагломерации, смешивания, рециркуляции и покрытия субмикронных порошков. На фиг. 4 показано одно решение проблемы агломерации порошка. Флюидизация в вращающемся реакторе обычно не вызывает применения сил, необходимых для разбивания кусков, которые непрерывно переформируются. Фактически оставленная без контроля агломерация имеет тенденцию распределяться по размеру, тем самым препятствуя однородной обработке. Дополнительно к этому, обычный горизонтальный реактор имеет концевые зоны, которые снижают однородность толщины покрытия в партии. Как показано на фиг. 4, решение проблемы агломерации и концевых зон, кото 002903 24 рые создавали неоднородное покрытие, включало наклон реактора и установку фиксированной гребневидной направляющей 80 для (а) рециркуляции и гомогенизации партии и (б) применения к порошку достаточной сдвиговой силы для деагломерации его. Внутри печи камера реактора (62) сооружена из графита, отделанного (60) кварцевым цилиндром. Скорость вращения (66) должна быть такова, чтобы сила притяжения, действующая на порошок сердцевины, была бы лишь незначительно больше центробежной силы, с тем, чтобы падающие зерна порошка, флуидизировались таким образом, чтобы довести до максимума контакт с газами реактивов, накапливая на себе промежуточное покрытие. Целью является прохождение, прокатывание, каскадирование и протряхивание порошка сердцевины с помощью правильной комбинации центробежной силы, притяжения и ротационной инерции от вращения цилиндра для максимизации контакта порошка с газами предшественниками. Это подразумевает практический диаметр (64) больший, чем 120 мм. Для оказания помощи в разбивании агломерированных кусков, которые предотвращают осаждение однородных слоев на каждую частицу, газы реакции могут вводиться при высокой скорости потока через падающий порошок, чтобы разбить агломераты сдвиговым усилием. Сдвиг два раза применяется к порошку в двух зонах направляющей (80), показанной в разрезе (67) в нижнем конце барабана. Первая зона (68) применяет небольшое давление и сдвиг к части порошка, который захватывается под направляющей вращающимся барабаном(60, 62). Постепенный угол сжатия (69) в 13 образуется между барабаном и стойкой (67), при этом данный угол применяет достаточное сдвиговое усилие, чтобы разбить агломераты. Вторая зона (70) состоит из длинных (72) угловых зубцов, образующих саму стойку, производит квадратную врезку с небольшим смешиванием по краям в нержавеющую сталь. Эта зона (70) позволяет сжимающемуся порошку уходить под незначительным сдвиговым усилием, которое служит для того, чтобы деагломерировать и гомогенизировать частицы для обнажения во время следующего вращения. На расстоянии (74) 5 мм от кварцевой прокладки (60), прогрессивный угол зубцов стойки завершается точкой пересечения, которая увеличивает сжатие, по мере того, как отверстия зубцов (72) достигают своего максимума. Небольшой зазор (76) в 0,5-1,0 мм защищает кварц от царапанья стойкой. Винтовая зона (80) стойки обеспечивает направляющую (78), показанную в нижнем конце реактора (и показанную в верхнем конце пунктирными линиями). Эта винтовая направляющая обеспечивает поднятие порошка для обеспечения боковой рециркуляции и однородности партии. 25 На фиг. 5 показана винтовая cтойка для того, чтобы винтовая направляющая (80) была бы показана более четко. Отверстия (92) врезаются в верхнюю платформу, чтобы позволить порошку, собранному там, падать для рециркуляции. Более четко показаны также зубцы стойки (90). Как в настоящее время подразумевается, в предпочтительном примере осуществления изобретения используются ранее измельченные порошки сердцевины, состоящие из нитрида титана. Данный порошок покрыт CVD и имеет промежуточный слой из карбида вольфрама. Использование кобальтового связующего вещества предпочтительно для агломерации. В системе TiN/WC/Co имеется хорошая растворимость W в Со и эффективная реакция между С иTiN для образования Ti(C,N), дающего крепкую фазу границы зерен TiN/WC и превосходные механические свойства в агломерированном изделии, при условии, что связь менее сильная,чем та, которая формируется между W и Со. Фаза TiN локализуется внутри материала и не происходит снижения характеристик от поверхностного износа (как это происходит в традиционных инструментах, защищенных керамическим покрытием). Следовательно, штампы,инструменты и другие твердые изделия, изготовленные с помощью подобных ТСНР, могут быть повторно использованы для более крупных диаметров или перешлифованы для других применений. Если позже обнаруживается, что образование промежуточных слоев Ti(C,N) должно быть сведено к минимуму для увеличения эффективности связующего вещества, можно использовать увеличение толщины покрытияWC и снижение времени агломерации и температуры посредством осаждения пара слоя связующего вещества на частицы. С другой стороны при твердости по Викерсу, составляющей Нv= 3200, Ti(C,N) значительно тверже, чем TiN при Нv = 2400 или TiC при Нv = 2800. В некоторых использованиях это может быть активом. Нитрид циркония ZrN более твердый, чем TiN,имеет коэффициент трения на две трети меньший, чем данный коэффициент для TiN, и считается лучшим при износе с краев. Это также предпочтительный материал для сердцевины. На фиг. 6 показана компиляция рабочих областей ряда обычных инструментальных материалов и ожидаемая рабочая область примера осуществления настоящего изобретения, используемого в качестве материала для режущего инструмента, путем использования обычных твердых материалов в качестве сердцевины,снижения размера частицы до желаемого диапазона и применения твердого покрытия (такого как WC) с соответствующей толщиной по отношению к сердцевине. ТСНР по настоящему изобретению расширяют рабочие области подобных обычных материалов. Степень увеличения скорости подачи инструмента, т.е. предел правой стороны области, определяющий рабо 002903 26 чую область ТСНР настоящего изобретения основывается на увеличении твердости, обеспечиваемой твердым покрытием и использованием твердости и других свойств материала сердцевины. Используя систему реактора, подобную изображенной на фиг. 3, агломерируемые, состоящие из частиц, материалы, включающие настоящее изобретение, могут быть подготовлены с использованием каждого из следующих сплавов в форме порошка диаметром 1,0-1,5 мкм: нитрид титана, карбид титана, нитрид циркония, карбид ванадия, окись алюминия и нитрид кубического бора. (Могут также использоваться другие сплавы, такие как диборид титана,карбид циркония, нитрид тантала и карбид ниобия). Ингредиенты - реактивы химического пара, используемые для осаждения WCx, представляют собой гексафлуорид вольфрама (WF6) в присутствии водорода и алифатные или ароматические углеродные соединения, ингредиенты которых реагируют в диапазоне от 500 до 700 С для образования покрытия WCх с высокорепродуктивными характеристиками. Низкое давление в реакторе (например, менее чем 100 миллибар) использовалось бы для увеличения диффузивности вступающих в реакцию видов в газе и обеспечения однородного покрытия поверхности порошка. Эта методика обычно называется LPCVD (химическое осаждение в паровой фазе при низком давлении). Реактор работает на скорости, достаточной для опрокидывания порошка сердцевины в виде постоянного свободно падающего продвижения, и скорость вступающих в реакцию газов регулируется как функция других параметров (давление и общая норма расхода); газовый барботер используется в тех случаях, в которых в качестве ингредиента используется ароматическое жидкое соединение. Искомые толщины покрытия, основываясь на желаемой 90-95% крепости всего агломерированного карбида WCх и на минимизации времени нахождения в CVD, находятся в диапазоне от 2 до 25% от среднего диаметра частиц. Рабочие параметры CVD корректируются с использованием компьютерной программы, тем самым позволяя обеспечить их оптимизацию по основному "индикатору", например, толщине покрытия WCх в различных точках реактора. Величина WCх, осажденного на порошке, оценивается микроанализом EDX обработанного порошка в сравнении с интенсивностью пиков вольфрама и титана, и при соотношении Wm : TiK (где М и К являются коэффициентами атомарного соотношения), определенном на образцах частиц, взятых в разных точках в печи и в различное время. Это обеспечивает указание на однородность,скорость осаждения и характеристики поверхности WCx и характеристики взаимодействия частиц WCx перед агломерацией. Толщина поперечного сечения покрытия WCx наблюдается 27 в оптический микроскоп и сканирующий электронный микроскоп, используя образцы, состоящие из зерен ТСНР, включенных в смолу и отполированных для обнажения секции зерен; также используется рентгеновский анализ для показания присутствия фазы WCx на порошке. Примеры Было подготовлено три серии агломерированных порошков: серия, сделанная с помощью покрытого WCx материала частиц из нитрида титана (включающего настоящее изобретение,составы С, D, Е и F), серии эталонных стержней,сделанных с помощью порошка карбида вольфрама без какого-либо покрытия (состав А),сравнительной серии из смеси непокрытого порошка карбида вольфрама и добавления TiN(см. столбец G на фиг. 7), покрытого TiN, TiC и Аl2 О 3 (состав G). Порошок карбида вольфрама (WC), используемый при приготовлении составов, имеется в продаже и выпускается фирмой Х.С. Старк Компани в виде сорта DS100 и имеет типичный средний размер частиц около 1,0 мкм(0,1 мкм). Использовавшийся порошок кобальта представлял собой сорт II фирмы Старк,имеющий обычный размер частиц 1,5 мкм (0,2 мкм); использованный порошок нитрида титана представлял собой сорт С фирмы Старк, имеющий обычный размер частиц 1,0 мкм (в диапазоне между 0,8 и 1,2 мкм) и использованный порошок никеля является имеющимся в продаже порошком с обычным размером частиц 2,2 мкм. Составы, включающие настоящее изобретение, состояли из зерен сердцевины TiN, покрытых химическим осаждением в паровой фазе карбидом вольфрама (W2C) до толщины около 0,16 мкм, образуя композитный материал из частиц (ТСНР), имеющий размер частиц около 1,0 мкм. Описанный выше аппарат по отношению к фиг. с 3 по 5 использовался для получения покрытия химическим осаждением в паровой фазе порошка TiN. Он работает при винтовом угле 20 и с установкой гребня под углом 13. Приемлемое количество порошка TiN вводилось в камеру графитового реактора. Система прочищалась, инициировался поток водорода и внутреннее давление корректировалось до 11,25 Торр. Порошок затем подавался на электрическую печь для доведения барабана реактора,вращающегося при 90 об./мин, до около 550 С(около часа). Затем открывались расходомеры для WF6 и барботер для обеспечения молярного соотношения реактивов, приемлемого для осаждения W2C на порошке субстрата TiN; барботер работал при 20 С, а газ водород использовался в качестве носителя для жидкого кумена. Работа продолжалась в течение периода времени, достаточного для производства желаемой толщиныWF6 и барботер кумена закрывались и печь охлаждалась под водородом. Состав А является бинарной смесью, состоящей из 94 вес.% WC и 6 вес.% Со; состав В является трехкомпонентной смесью, состоящей из 87 вес.% WC, 6 вес.% Со и 7 вес.% TiN; состав С состоит из 84 вес.% описанного композита ТСНР и 16 вес.% Ni; состав D состоит из 84 вес.% композита ТСНР и 16 вес.% Со и состав Е состоит из 90 вес.% композита ТСНР и 10 вес.% Со. Состав В формовался в агломерированный брусок, размером 531611 мм и весящий около 130 г путем добавления в состав Acrawax С (обрабатывающая добавка из этилен бистерарамида, выпускаемая Лонза Инк., Фер Лоун,Нью Джерси) и гексана. Он измельчался в шаровой мельнице в течение 16 ч шарами из WC,высушивался под вакуумом, просеивался при 300 мкм, подвергался холодному изостатическому прессованию при 2000 бар в течение 5 мин и агломерировался с 20 минутной выдержкой при 1450 С при от 1 до 3 тор. Применяемые нормы нагревания и охлаждения составляли от 150 до 200 С в час и для всей операции агломерации требовалось около 2 ч. Образцы дисков приготавливались из составов А, С, D, Е и F. Для выполнения данного к составам примешивалось временное связующее вещество из камфары и спиртового растворителя, они размельчались в течение 5 мин на шаровой мельнице из карбида вольфрама, высушивались при 80 С в течение 15 мин и просеивались при 300 м. Для образцов А, С и D формировались диски диаметром 10 мм и агломерировались в условиях вакуума, описанных выше для образцов А и В. Для получения образцов Е и F размельченный, просушенный и просеянный состав подвергается одноосевому прессованию при 1400 С под давлением 200 кг/см 2 для образования дисков размером 50 мм в диаметре. Ряд образцов каждого из вышеупомянутых агломерированных продуктов тестировались для оценки ряда свойств. Условия агломерирования состава (вакуум или горячее прессование), форма изделия (стержень или диск), содержимое связующего вещества, используемого после прессования, и значения нескольких измеряемых свойств показаны на фиг. 7. Измерение износа на задней поверхности и язвенного износа проводились на стандартном материале(СК 45) с тангенциальной поверхностной скоростью 200 м/мин, 2 мм глубиной надреза и скорости подачи, составляющей 0,2 мм/об. Значения твердости, прочности на изгиб и модуля эластичности для образца 1 взяты из литературы. В предшествующих примерах было обнаружено, что агломерированные образцы, использующие настоящее изобретение, функционируют таким образом, что вырабатывается составной металлический порошок, который осо 29 бенно хорошо подходит для изготовления инструментов и других изделий, как это здесь предусмотрено. Будет понятно, что способность менять не только состав металлов, используемых при производстве агломерированных материалов из частиц по изобретению (включая любой дополнительный агент, связку или добавку для агломерации), но также и относительные толщины частицы сердцевины и окружающего промежуточного слоя, обеспечивают высокую степень контроля над свойствами, которые характерны для материалов из частиц и для изготовленных из них изделий. Например, варьируя толщину оболочки (например, значение, которое обычно,но не обязательно, представляет собой 5, 10 или 15% диаметра частицы), можно получить оптимальный баланс твердости, вязкости, прочности,износостойкости и способности теплопередачи и передать его агломерированной продукции. Настоящее изобретение обеспечивает новый класс порошковых материалов, т.е. твердые порошки с жестким покрытием (ТСНР), производящие агломерированные изделия, которые превышают современный уровень характеристик обычных материалов путем комбинирования присущей поперечной механической прочности карбидов металла (или сопоставимых прочных металлических соединений) с превосходящей сопротивляемостью износу твердых металлических соединений на уровне частицы сердцевины. Инструменты или изделия, изготовленные из подобных материалов хорошо зарекомендовали себя в значительно более широком диапазоне условий по сравнению с получаемыми сегодня специализированными методами и их характеристиками/ценой или соотношением стоимости. Настоящее изобретение было раскрыто с помощью примеров и предпочтительных примеров осуществления изобретения. Объем изобретения не ограничивается ими, но определяется прилагаемыми пунктами патентной формулы и их эквивалентами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Агломерированный материал, включающий множество частиц сердцевины из металлического соединения, имеющего формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния,ванадия, ниобия, тантала, хрома, молибдена,вольфрама, алюминия и кремния, Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, а а и b являются числами больше нуля до четырех включительно; промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины,состоящий из металлического соединения, отличного по составу от металлического соедине 002903 30 ния частиц сердцевины и имеющего более высокую относительную вязкость разрушения, при этом металлическое соединение промежуточного слоя имеет способность связываться с металлическим соединением частиц сердцевины и способно связываться с металлом, выбранным из группы, состоящей из железа, кобальта и никеля, тем самым образуя покрытые частицы, и связующее вещество, нанесенное на вышеупомянутые покрытые частицы с образованием наружного слоя, состоящее из железа, или кобальта, или никеля, или их смеси, или их сплавов, или их интерметаллических соединений. 2. Агломерированный материал по п.1, отличающийся тем, что покрытые частицы имеют средний размер менее 2 мкм. 3. Агломерированный материал по п.1, отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм. 4. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% диаметра вышеупомянутых частиц сердцевины. 5. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет такую толщину, что связанные с дислокациями силовые поля в одной покрытой частице передаются через промежуточный слой в непосредственно прилегающую частицу сердцевины. 6. Агломерированный материал по п.1, отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 3 до 200% диаметра частиц сердцевины. 7. Агломерированный материал по п.1, отличающийся тем, что наружный слой имеет толщину после агломерации в диапазоне от 3 до 12% диаметра покрытых частиц. 8. Агломерированный материал по п.1, отличающийся тем, что наружный слой имееттакую толщину, что области напряжения, связанные с дислокациями в одной покрытой частице,передаются через вышеупомянутое связующее вещество на непосредственно прилегающий промежуточный слой. 9. Агломерированный материал по п.1, отличающийся тем, что металлическое соединение частиц сердцевины состоит, по существу, из стехиометрического соединения. 10. Агломерированный материал по п.1,отличающийся тем, что металлическое соединение частиц сердцевины состоит, по существу, из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC,ZrN, VC, VN, Аl2 О 3, Si3N4 и AIN. 11. Агломерированный материал по п.1,отличающийся тем, что металлическое соединение промежуточного слоя состоит, по существу,из металлического соединения, выбранного из группы, состоящей из WC и W2C. 12. Агломерированный материал по п.1,отличающийся тем, что части промежуточного 31 слоя и связующего вещества удалены, чтобы обнажить вышеупомянутые частицы сердцевины. 13. Агломерированный материал по п.1,отличающийся тем, что он имеет вязкость разрушения большую, чем вязкость разрушения кубического нитрида бора. 14. Агломерированный материал, включающий множество частиц сердцевины из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC,ZrN, VC, VN, Аl2 О 3, Si3N4 и AIN; промежуточный слой на каждой из вышеупомянутых частиц сердцевины, при этом вышеупомянутый слой состоит, по существу, из металлического соединения, отличного по составу от металлического соединения частиц сердцевины и имеющего более высокую относительную вязкость разрушения, при этом металлическое соединение промежуточного слоя состоит практически из WC; и связующее вещество, нанесенное на вышеупомянутый промежуточный слой и включающее кобальт или никель. 15. Агломерированный материал, включающий множество частиц сердцевины, состоящих, по существу, из множества металлических соединений, каждое из которых имеет формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома,молибдена, вольфрама, алюминия и кремния, Х представляет собой один или более элементов,выбранных из группы, состоящей из азота, углерода, бора и кислорода, и а и b представляют собой число больше нуля до четырех включительно; промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины,состоящий из металлического соединения, отличного по составу от множества металлических соединений, образующих частицы сердцевины и имеющего более высокую вязкость разрушения, при этом это металлическое соединение промежуточного слоя способно связываться с металлическими соединениями, образующими вышеупомянутые частицы сердцевины, и способно связываться с металлами, выбранными из группы, состоящей из железа, кобальта и никеля, образуя покрытые частицы; и связующее вещество, нанесенное на вышеупомянутый промежуточный слой на покрытые частицы, при этом состоящее из железа, или кобальта, или никеля, или их смесей, или их сплавов, или их интерметаллических соединений. 16. Агломерированный материал по п.15,отличающийся тем, что покрытые частицы имеют средний размер менее 2 мкм. 17. Агломерированный материал по п.15,отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм. 32 18. Агломерированный материал по п.15,отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% диаметра частиц сердцевины. 19. Агломерированный материал по п.15,отличающийся тем, что промежуточный слой имеет такую толщину, что области напряжения,связанные с дислокациями в одной покрытой частице, передаются через вышеупомянутый промежуточный слой на непосредственно близлежащую частицу сердцевины. 20. Агломерированный материал по п.15,отличающийся тем, что промежуточный слой имеет толщину после агломерации в диапазоне от 3 до 200% диаметра частиц сердцевины. 21. Агломерированный материал по п.15,отличающийся тем, что наружный слой имеет такую толщину, что области напряжения, связанные с дислокациями в одной покрытой частице, передаются через наружный слой на непосредственно прилегающий промежуточный слой. 22. Агломерированный материал по п.15,отличающийся тем, что металлические соединения, образующие вышеупомянутые частицы сердцевины, состоят, по существу, из стехиометрических соединений. 23. Агломерированный материал по п.15,отличающийся тем, что металлические соединения, образующие вышеупомянутые частицы сердцевины, состоят, по сути, из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC, ZrN, VC, VN,Аl2 О 3, Si3N4 и AIN. 24. Агломерированный материал по п.15,отличающийся тем, что металлическое соединение промежуточного слоя состоит, по существу,из WC. 25. Агломерированный материал по п.15,отличающийся тем, что части промежуточного слоя и связующего вещества удалены, чтобы обнажить вышеупомянутые частицы сердцевины. 26. Агломерированный материал по п.15,отличающийся тем, что он имеет вязкость разрушения большую, чем вязкость разрушения кубического нитрида бора. 27. Агломерированный материал, включающий множество частиц сердцевины, состоящих,по существу, из кубического нитрида бора; промежуточный слой, состоящий, по существу, из WC, нанесенный на каждую из вышеупомянутых частиц сердцевины, имеющий толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеуказанных частиц сердцевины; и связующее вещество, включающее или железо, или кобальт, или никель, или их смеси,или их сплавы, или интерметаллические соединения, нанесенное на вышеупомянутый промежуточный слой, тем самым образуя покрытые 33 частицы, при этом связующее вещество имеет толщину после агломерации в диапазоне от 3 до 12% диаметра вышеупомянутых покрытых частиц. 28. Агломерированный материал по п.27,отличающийся тем, что покрытые частицы имеют средний размер менее 1 мкм. 29. Порошок, практически состоящий из множества покрытых частиц, большинство из которых имеют частицы сердцевины из металлического соединения, имеющего формулу МaХb, где М является металлом, выбранным из группы, состоящей из титана, циркония, гафния, ванадия,ниобия, тантала, хрома, молибдена, вольфрама,алюминия и кремния, Х представляет собой один или более элементов, выбранных из группы, состоящей из азота, углерода, бора и кислорода, и а и b представляют собой число, больше нуля и до четырех включительно; и промежуточный слой, нанесенный на каждую частицу сердцевины и состоящий из металлического соединения, отличного по составу от металлического соединения частиц сердцевины и имеющего более высокую вязкость разрушения, при этом металлическое соединение промежуточного слоя имеет способность связываться с металлическим соединением частиц сердцевины и может связываться с металлом,выбранным из группы, состоящей из железа,кобальта и никеля. 30. Порошок по п.29, отличающийся тем,что покрытые частицы имеют средний размер менее 2 мкм. 31. Порошок по п.29, отличающийся тем,что покрытые частицы имеют средний размер менее 1 мкм. 32. Порошок по п.29, отличающийся тем,что промежуточный слой имеет толщину в диапазоне от 5 до 25% диаметра вышеупомянутых частиц сердцевины. 33. Порошок по п.29, отличающийся тем,что промежуточный слой имеет толщину после агломерирования в диапазоне от 3 до 200% диаметра вышеупомянутых частиц сердцевины. 34. Порошок по п.29, отличающийся тем,что металлическое соединение частиц сердцевины состоит, по существу, из стехиометрического соединения. 35. Порошок по п.29, отличающийся тем,что вышеуказанное металлическое соединение частиц сердцевины состоит, по существу, из металлического соединения, выбранного из группы, состоящей из TiN, TiCN, TiB2, TiC, ZrC,ZrN, VC, VN, Аl2O3, Si3N4 и AIN. 36. Порошок по п.29, отличающийся тем,что металлическое соединение промежуточного слоя состоит, по существу, из WC или W2C. 34 37. Порошок по п.29, отличающийся тем,что его частицы включают наружный связующий слой, состоящий практически из металла,выбранного из группы, состоящей из железа,или кобальта, или никеля, их смесей, их сплавов или их интерметаллических соединений, при этом вышеупомянутый связующий слой нанесен на наружную поверхность промежуточного слоя в виде непрерывного слоя. 38. Порошок по п.37, отличающийся тем,что связующий слой нанесен с помощью химического осаждения в паровой фазе, разбрызгивания, карбонильного осаждения, нанесением покрытия методом химического восстановления с распылением раствора, электрического нанесения покрытия или физического осаждения в паровой фазе. 39. Порошок, включающий множество частиц сердцевины, состоящих,по существу, из кубического нитрида бора; промежуточный слой на каждой вышеупомянутой частице сердцевины, состоящий практически из WC, при этом промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеупомянутых частиц сердцевины; и наружный слой, включающий кобальт или никель, нанесенный на вышеупомянутый промежуточный слой. 40. Порошок по п.39, отличающийся тем,что его частицы имеют средний размер менее 1 мкм. 41. Агломерированный материал, включающий множество частиц сердцевины, состоящих,по существу, из алмаза и/или кубического нитрида бора; промежуточный слой, нанесенный на каждую из вышеупомянутых частиц сердцевины,при этом вышеупомянутый слой состоит, по существу, из металлического соединения,имеющего более высокую относительную вязкость разрушения, чем вышеупомянутые частицы сердцевины, при этом вышеуказанный промежуточный слой имеет толщину после агломерации в диапазоне от 5 до 25% от диаметра вышеупомянутых частиц сердцевины; и связующее вещество, включающее железо,или кобальт, или никель, или их смеси, или их сплавы, или их интерметаллические соединения, нанесенное на вышеупомянутый промежуточный слой, тем самым образуя покрытые частицы, при этом связующее вещество имеет толщину после агломерации в диапазоне от 3 до 12% диаметра вышеупомянутых покрытых частиц.
МПК / Метки
МПК: B22F 1/02, B05D 7/00, C22C 29/00
Метки: твердые, них, порошки, жестким, изделия, покрытием, агломерированные
Код ссылки
<a href="https://eas.patents.su/21-2903-tverdye-poroshki-s-zhestkim-pokrytiem-i-aglomerirovannye-izdeliya-iz-nih.html" rel="bookmark" title="База патентов Евразийского Союза">Твердые порошки с жестким покрытием и агломерированные изделия из них</a>
Аддитивные пигментные порошки
Номер патента: 2572
Опубликовано: 27.06.2002
Авторы: Накатсука Катсуто, Атараси Такафуми
МПК: C09C 1/00
Метки: порошки, аддитивные, пигментные
Формула / Реферат:
1. Пигментный порошок, содержащий три группы частиц, покрытых металлооксидными пленками, при этом параметры пленок каждой группы выбраны таким образом, что обеспечивают создание одного из трех первичных цветов. 2. Пигментный порошок по п.1, в котором соответствующие пигментные частицы, имеющие три первичных цвета света, отражают видимый свет только в конкретном диапазоне длины волны и интенсивности, соответствующей одному из цветов: красному,...
Диспергируемые в воде порошки пленкообразующих полимеров, полученных из этиленоненасыщенных мономеров
Номер патента: 1419
Опубликовано: 26.02.2001
Авторы: Коломбе Жан-Франсуа, Бетт Вилльям
МПК: C08K 5/17
Метки: мономеров, этиленоненасыщенных, полученных, пленкообразующих, диспергируемые, воде, полимеров, порошки
Формула / Реферат:
1. Повторно диспергируемая в воде порошкообразная композиция, содержащая: а) 100 вес. ч. порошка нерастворимого в воде пленкообразующего полимера, полученного из, по меньшей мере, одного этиленненасыщенного мономера и, по меньшей мере, одного мономера, выбранного из мономеров, содержащих карбоксильную группу, и акриламида или метакриламида, б) от 2 до 40 вес. ч., предпочтительно от 8 до 22 вес. ч., по меньшей мере, одной аминокислоты или одной...
Порошки тугоплавких металлов с малым содержанием кислорода для порошковой металлургии
Номер патента: 2736
Опубликовано: 29.08.2002
Автор: Кумар Прэбхет
МПК: B22F 1/00
Метки: порошковой, металлургии, кислорода, порошки, тугоплавких, содержанием, металлов, малым
Формула / Реферат:
1. Способ получения металлических порошков, включающий стадии приготовления порошка гидрида металла, выбранного из группы, включающей тантал, ниобий и сплавы этих металлов между собой или одного или их обоих с другими металлами, с содержанием кислорода в гидриде менее 300 млн долей, нагревания этого порошка металла в присутствии металла, имеющего более высокое сродство к кислороду, удаления металла, имеющего более высокое сродство к кислороду,...
Порошок с многослойным покрытием частиц (варианты)
Номер патента: 820
Опубликовано: 24.04.2000
Авторы: Накатсука Катсуто, Атараси Такафуми
МПК: C09C 1/00, C03C 12/00, B22F 1/02...
Метки: порошок, варианты, многослойным, покрытием, частиц
Формула / Реферат:
1. Порошок с многослойным покрытием частиц, содержащий основу частиц, покрытую многослойной пленкой, содержащей, по меньшей мере, один тонкий слой, содержащий сульфид металла, фторид металла, карбонат металла или фосфат металла, отличающийся тем, что металл, входящий в состав фторида металла, карбоната металла или фосфата металла, представляет собой щелочной металл или щелочно-земельный металл, и многослойная пленка отражает определенную длину...
Порошок с многослойным покрытием
Номер патента: 1505
Опубликовано: 23.04.2001
Авторы: Накатсука Катсуто, Атараси Такафуми
МПК: C09C 3/00, C08K 9/00, A61K 7/02...
Метки: покрытием, многослойным, порошок
Формула / Реферат:
1. Порошок с многослойным покрытием, содержащий базовые частицы, имеющие удельный вес от 0,1 до 5,5 и имеющие множество покрывающих слоев, которые отличаются друг от друга по показателю преломления, отличающийся тем, что базовые частицы представляют собой смолу, алюминий, неорганическое вещество, отличное от металла. 2. Порошок с многослойным покрытием по п.1, в котором, по меньшей мере, один из покрывающих слоев представляет собой слой...
Предыдущий патент: Способ и система для обнаружения аналита
Следующий патент: Фунгицидная смесь на основе амидных соединений
Случайный патент: Способ обработки алюминиевого сплава, содержащего алюминий и кремний