Бескорпусная групповая упаковка
Формула / Реферат
1. Способ получения бескорпусной групповой упаковки из упорядоченных упаковок, индивидуально обернутых в пленочный полиолефиновый материал с использованием пленки для бескорпусной групповой упаковки, включающей полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А на внутренней поверхности пленки для бескорпусной групповой упаковки и полиолефиновый наружный свариваемый слой В на наружной поверхности пленки для бескорпусной групповой упаковки, при этом полиолефиновый материал внутреннего свариваемого слоя А выбран из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуально обернутых упаковок в условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбран из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, где внешняя поверхность пленочного полиолефинового материала индивидуально обернутых упаковок содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи х, а полиолефиновый материал внутреннего сваривающего слоя А содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у, при этом у отличается от х;
включающий:
a) компоновку индивидуально обернутых упаковок в упорядоченной конфигурации в контакте с полиолефиновым свариваемым слоем А пленки для бескорпусной групповой упаковки;
b) обертывание пленки для бескорпусной групповой упаковки вокруг упорядоченной конфигурации индивидуально обернутых упаковок до получения пленочного рукава с перекрывающимися кромками;
c) формирование поперечного сварного шва в результате сваривания друг с другом перекрывающихся кромок пленочного рукава без сваривания внутреннего свариваемого слоя А с пленочным полимерным материалом индивидуально обернутых упаковок и
d) осуществление конвертного сваривания на каждом краю упаковки в результате сгибания пленочного рукава и сваривания согнутых краев без сваривания внутреннего свариваемого слоя А с пленочным полимерным материалом индивидуально обернутых упаковок;
где условия сваривания включают условия повышенных температур в диапазоне от 80 до 200°С.
2. Способ по п.1, где полимерный материал внутреннего свариваемого слоя содержит по меньшей мере один полиолефиновый компонент, имеющий низкий порог термосваривания.
3. Способ по п.1 или 2, где полимерный материал наружного свариваемого слоя содержит по меньшей мере один полиолефиновый компонент, имеющий низкий порог термосваривания.
4. Способ по любому одному из пп.1-3, где полиолефиновый материал наружного свариваемого слоя В также содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у.
5. Способ по любому одному из пп.1-4, где как х, так и у находятся в диапазоне от 2 до 4.
6. Способ по любому одному из пп.1-5, где условия сваривания включают условия в виде повышенных температуры и/или давления и времени пребывания для проведения операции сваривания.
7. Способ по п.6, где время пребывания находится в диапазоне от 0,05 до 2 с.
8. Способ по любому из пп.1-7, где толщина внутреннего и/или наружного свариваемого слоя составляет от приблизительно 0,05 до приблизительно 2 мкм.
9. Способ по любому из пп.1-8, где пленка имеет толщину от 15 до 30 мкм.
10. Способ по любому из пп.1-9, где пленка для бескорпусной групповой упаковки представляет собой способную к усадке пленку для бескорпусной групповой упаковки.
11. Способ по любому из пп.1-10, где свариваемые слои А и В получены из одинакового или различного материала.
12. Способ по любому из пп.1-11, где пленка для бескорпусной групповой упаковки представляется в форме рукава, окружающего компоновку упаковок, индивидуально обернутых в пленочный полиолефиновый материал.
13. Способ по любому из пп.1-12, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 100 г/25 мм.
14. Способ по любому из пп.1-13, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 400 г/25 мм.
15. Способ по любому из пп.1-14, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 50 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток.
16. Способ по любому из пп.1-15, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 150 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток.
17. Способ по любому из пп.1-16, где условия сваривания включают условие повышенных температур в диапазоне от 90 до 150°С.
18. Бескорпусная групповая упаковка, включающая компоновку индивидуальных упаковок, индивидуально упакованных в полиолефиновый пленочный материал, которые упакованы вместе в свариваемую полиолефиновую пленку для бескорпусной групповой упаковки, включающую полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А и полиолефиновый наружный свариваемый слой В, при этом полиолефиновый материал внутреннего свариваемого слоя А выбран из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуальных упаковок в указанных условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбран из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, где внешняя поверхность пленочного полиолефинового материала индивидуально обернутых упаковок содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи х, а полиолефиновый материал внутреннего свариваемого слоя А содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у, при этом у отличается от х, причем индивидуальные упаковки скомпонованы в упорядоченной конфигурации внутри упаковки и обернуты пленкой для бескорпусной групповой упаковки, которая сварена сама с собой поперечным сварным швом, а также сварена сама с собой посредством формирования конвертного сваривания на каждом краю упаковки в условиях сваривания, включающих повышение температуры в диапазоне от 80 до 200°С, таких, что отсутствует какое-либо сваривание пленки для бескорпусной групповой упаковки с пленочным материалом индивидуальных упаковок.
19. Упаковка по п.18, где толщина внутреннего и/или наружного свариваемого слоя составляет от приблизительно 0,05 до приблизительно 2 мкм.
20. Упаковка по пп.18, 19, где пленка имеет толщину от 15 до 30 мкм.
21. Упаковка по пп.18-20, где пленка для бескорпусной групповой упаковки представляет собой способную к усадке пленку для бескорпусной групповой упаковки.
22. Упаковка по пп.18-21, где свариваемые слои А и В получены из одинакового или различного материала.
23. Упаковка по пп.18-22, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 100 г/25 мм.
24. Упаковка по пп.18-23, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 400 г/25 мм.
25. Упаковка по пп.18-24, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 50 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток.
26. Упаковка по пп.18-25, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 150 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток.
27. Упаковка по пп.18-26, где условия сваривания включают условие повышенных температур в диапазоне от 90 до 150°С.
Текст
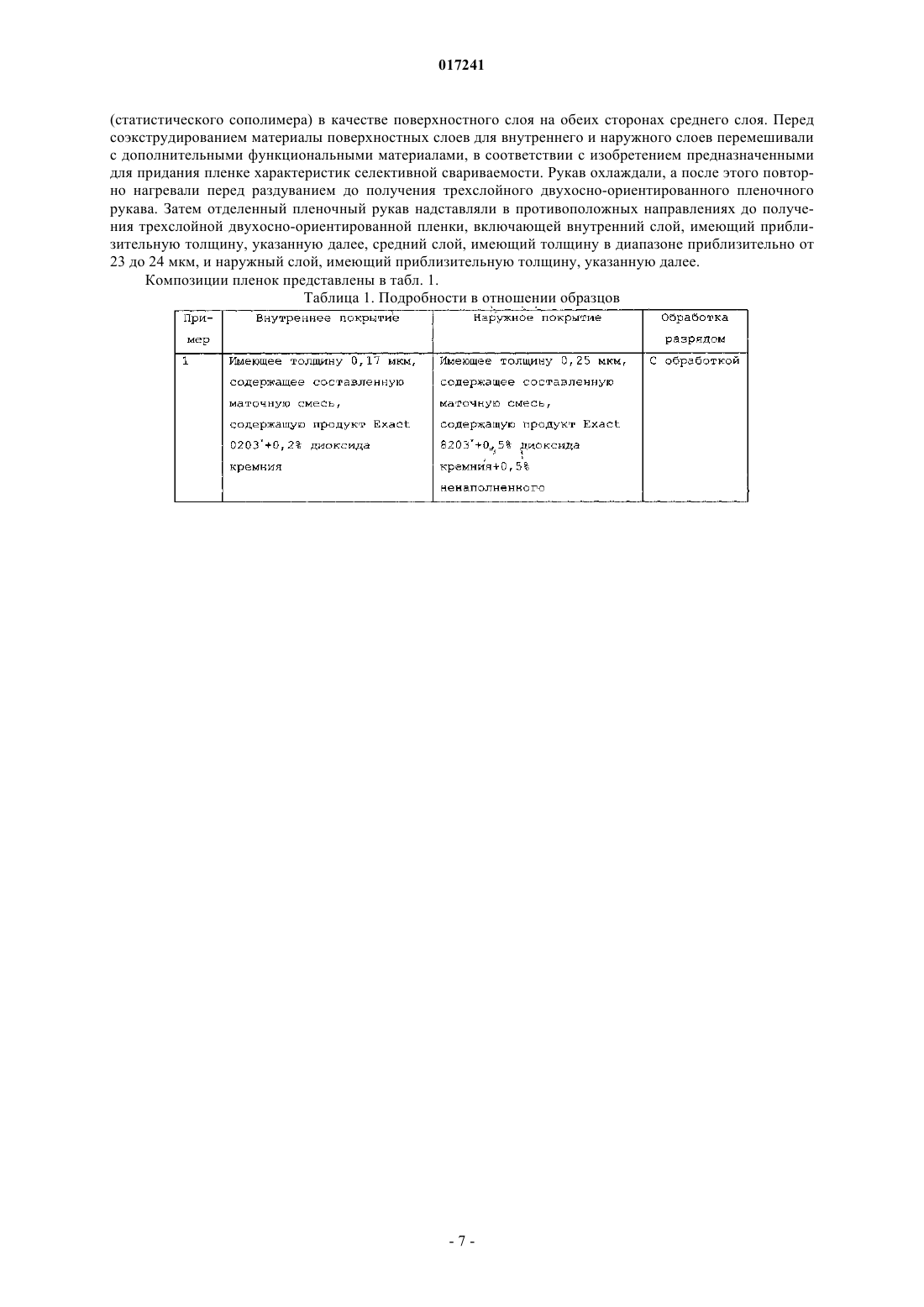
Изобретение относится к бескорпусной групповой упаковке, включающей компоновку индивидуальных упаковок, индивидуально упакованных в полиолефиновый пленочный материал,которые упаковывают друг с другом в упомянутую бескорпусную групповую упаковку в пленке для бескорпусной групповой упаковки, где пленка для бескорпусной групповой упаковки включает свариваемую полиолефиновую пленку, включающую полиолефиновый средний слой С,полиолефиновый внутренний свариваемый слой А и полиолефиновый наружный свариваемый слой В, при этом полиолефиновый материал внутреннего свариваемого слоя А выбирают из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуальных упаковок в указанных условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбирают из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, при этом индивидуальные упаковки компонуют в упорядоченной конфигурации внутри упаковки и с обертыванием пленки для бескорпусной групповой упаковки вокруг упорядоченной конфигурации индивидуальных упаковок и свариванием ее с самой собой(А с В) при формировании поперечного сваривания и свариванием ее с самой собой (В с В и необязательно А с В) при формировании конвертного сваривания на каждом краю упаковки, причем какое-либо сваривание пленки для бескорпусной групповой упаковки с пленочным материалом индивидуальных упаковок отсутствует.(71)(73) Заявитель и патентовладелец: ИННОВИА ФИЛМС ЛИМИТЕД (GB) 017241 Настоящее изобретение относится к бескорпусной групповой упаковке и к способу ее изготовления. В патенте США 6887582 описывается полиолефиновая многослойная пленка свариваемая холодным способом, включающая первый полиолефиновый поверхностный слой, содержащий смесь этиленпропиленового статистического сополимера и пластомер, полученный при металлоценовом катализе. В патенте США 6451426 описывается свариваемая пленка, использующаяся для упаковывания, в частности, в форме пакетов, для обеспечения расслаиваемости, включающая олефиновый полимерный слой и свариваемый слой, и разделяемый блок-сополимерный слой между ними. В патенте США 5898050 описывается полиолефиновая композиция для изготовления полиолефиновой пленки, обладающей свойствами термосваривания. В патенте США 5792549 описывается соэкструдированная двухосно-ориентированная полиолефиновая упаковочная пленка, включающая слой, образующий отделяющуюся сторону при холодносваривании, серединный слой и поверхностный слой, образующий принимающую сторону при холодносваривании. В документе ЕР-В-0963408 описывается ориентированная соэкструдированная многослойная пленка для упаковывания в термоусаживаемую пленку, включающая сополиэтиленовый наружный слой, соэкструдированный с полипропиленовым серединным слоем. В патенте США 6979495 описывается двухосно-ориентированная многослойная пленка, включающая серединный слой из синдиотактического полипропиленового гомополимера и по меньшей мере один дополнительный слой, расположенный по соседству с серединным слоем, содержащий полимер,который представляет собой этиленовый или пропиленовый гомополимер, этиленовые сополимер или терполимер, содержащие сомономеры пропилен и/или бутан-1. В документе WO-A-01/49487 описывается многослойная полимерная пленка для упаковывания кассет с магнитной лентой, включающая между парой поверхностных слоев серединный слой, содержащий полипропилен, полимерный модификатор, содержащий полиолефин (полиолефины) и углеводородную смолу. В патенте США 6908687 описывается термосвариваемая полимерная пленка для использования в областях применения этикеток, включающая слой, регулирующий усадку, содержащий смесь первичного полимерного компонента и компонента модификатора, содержащего этиленовый пластомер, полипропиленовый пластомер или этилен/пропиленовый сополимер. В документе WO-A-04/003874 описывается ориентированная в продольном направлении полимерная пленка для клейких этикеток, содержащая полипропиленовые гомополимеры и/или сополимеры, характеризующиеся заранее заданными скоростями течения расплава, и олефиновые эластомеры. В документе ЕР-В-0622187 описывается двухосно-ориентированная полипропиленовая пленка, для придания характеристик усадки, включающая слой полипропиленовой основы и наружный слой, содержащий полипропиленовые гомо-, со- или терполимер и ПЭВП или смесь. В документе ЕР-В-0622186 описываются двухосно-ориентированные полипропиленовые пленки для обертывания в усаживающуюся пленку, включающие слой полипропиленовой основы и наружный слой (слои), содержащий олефиновые со- или терполимер и ПЭВП. В документе WO-A-03/089336 описывается способ упаковывания пачек сигарет, где упорядоченную группу индивидуальных пачек упаковывают исключительно в лист прозрачного упаковочного материала термосвариваемого пластика, который огибают вокруг упорядоченной группы до получения обертывающего рукава. После этого для сваривания рукава проводят поперечное сваривание и конвертное сваривание на каждом краю упаковки. Данный тип упаковывания на современном уровне техники известен под наименованием упаковывания в бескорпусную групповую упаковку, поскольку индивидуальные пачки упаковываются только в пленку, а, например, не в более крупный ящик, который после этого обертывают пленкой. Бескорпусная групповая упаковка в усаживающуюся пленку на современном уровне техники относится к данному типу упаковки, где пленка является усаживаемой для более плотного обертывания пачек групповой упаковки после сваривания. В патенте США 6358579 описывается упаковывание, относящееся к другому типу бескорпусной групповой упаковки, где упаковочной пленкой является полиолефиновая пленка, включающая модифицированные полиолефиновые свариваемые слои. Свариваемые наружные слои содержат сложный сополиэфир, а объединенная пленка, как утверждается, сваривается с самой собой, но не с двухосноориентированными полипропиленовыми пленками индивидуальных упаковок. В документе DE 3635928 описывается система групповой упаковки, в которой имеет место упаковывание в индивидуальные упаковки из ориентированной при двухосном растяжении полипропиленовой пленки, включающей модифицированные полиолефиновые термосваривающие слои. В документе ЕР 1431028 описываются полипропиленовые пленка или ламинат, у которых в случае термосвариваемости пленки/ламината на внутреннюю сторону пленки поверх площадей, задействованных при сваривании, локально наносят покрытие из теплостойкого лака, в то время как в случае не термосвариваемости пленки/ламината на точки сваривания наносят термосвариваемый лак. Настоящее изобретение главным образом относится к облегающим пленкам для бескорпусной групповой упаковки. Упаковывание в бескорпусную групповую упаковку представляет собой эффектив-1 017241 ный способ уменьшения затрат на упаковку и расходования материалов. В случае необходимости группирования друг с другом нескольких индивидуально упакованных изделий (пачек сигарет, например) и их упаковывания в виде более крупного свертка для распределения или крупномасштабной торговли в розницу индивидуальные упаковки обычно помещают в более крупные ящик или картонную коробку перед их обертыванием. Бескорпусная групповая упаковка исключает потребность в ящике или картонной коробке. Однако одна из проблем бескорпусной групповой упаковки при обертывании пленкой заключается в том, что при изготовлении групповой упаковки пленочную упаковку необходимо сваривать. Это увеличивает шансы сваривания пленки групповой упаковки не только с самой собой, но также и с пленкой, использованной для обертывания каждой индивидуальной пачки. При производстве сигарет, где индивидуальные упаковки имеют тенденцию к обертыванию в полипропиленовую пленку, это является особенной проблемой. Производитель зачастую предпочел бы использовать для свертка своей групповой упаковки полипропиленовую пленку, воспользовавшись благоприятными оптическими и механическими свойствами таких пленок, но в данном случае он рискует сварить пленку групповой упаковки также и с пленкой индивидуальных упаковок. Такие проблемы в прошлом решались в результате предусматривания на полипропиленовой облегающей пленке для бескорпусной групповой упаковки акрилового покрытия, которое хорошо сваривается с самим собой, но не с полипропиленовой оберткой индивидуальных упаковок. Однако акриловые покрытия увеличивают затраты в способе изготовления пленки как в связи с материалом, использованным для получения покрытия, так и, что, может быть, важнее, необходимостью проведения операции нанесения покрытия после экструдирования пленки. Цель настоящего изобретения заключается в предложении улучшенной пленки для бескорпусной групповой упаковки при упаковывании в полиолефин, в частности, той, которая позволяет избежать возникновения потребности в акриловом покрытии. В соответствии с настоящим изобретением предлагается способ получения бескорпусной групповой упаковки, включающий обеспечение наличия компоновки упаковок, индивидуально обернутых в пленочный полиолефиновый материал; обеспечение наличия пленки, для бескорпусной групповой упаковки для бескорпусного обертывания упомянутых индивидуально обернутых упаковок, при этом пленка для бескорпусной групповой упаковки включает полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А на внутренней поверхности пленки для бескорпусной групповой упаковки и полиолефиновый наружный свариваемый слой В на наружной поверхности пленки для бескорпусной групповой упаковки, при этом полиолефиновый материал внутреннего свариваемого слоя А выбирают из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуально обернутых упаковок в указанных условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбирают из совместимого при сваривании с В и совместимости при сваривании с А в выбранных условиях сваривания; компоновку индивидуально обернутых упаковок в упорядоченной конфигурации в контакте с полиолефиновым свариваемым слоем А пленки для бескррпусной групповой упаковки; обертывание пленки для бескорпусной групповой упаковки вокруг упорядоченной конфигурации индивидуально обернутых упаковок до получения пленочного рукава с перекрывающимися кромками; формирование поперечного сваривания в результате сваривания друг с другом перекрывающихся кромок пленочного рукава без сваривания внутреннего свариваемого слоя А с пленочным полимерным материалом индивидуально обернутых упаковок и формирование конвертного сваривания на каждом краю упаковки в результате сгибания пленочного рукава и сваривания согнутых краев без сваривания внутреннего сваривающего слоя А с пленочным полимерным материалом индивидуально обернутых упаковок. Предпочтительно поперечное сваривание формируют в виде А с В. Конвертное сваривание может быть сформировано в виде В с В и/или А с В, и/или А с А и их комбинаций из двух и более вариантов. Предпочтительно внешняя поверхность пленочного полиолефинового материала индивидуально обернутых упаковок содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи х, а полиолефиновый материал внутреннего свариваемого слоя А содержит по меньшей мере один полиолефиновый компонент, произведенный из мономерного олефина, имеющего длину углеродной цепи у, при этом у отличается от х. Более предпочтительно полиолефиновый материал наружного свариваемого слоя В также содержит, по меньшей мере,один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у. Таким образом, в случае содержания в поверхностном полиолефиновом материале индивидуально обернутых упаковок полиэтиленового компонента полиолефиновый материал внутреннего свариваемого слоя А предпочтительно будет содержать полипропиленовый компонент и/или полибутиленовый компонент. Предпочтительно в данном случае полиолефиновый материал наружного свариваемого слоя В также содержит полипропиленовый компонент и/или полибутиленовый компонент. В случае содержания в поверхностном полиолефиновом материале индивидуально обернутых упаковок полипропиленового компонента полиолефиновый материал внутреннего свариваемого слоя А предпочтительно будет-2 017241 содержать полиэтиленовый компонент и/или полибутиленовый компонент. Предпочтительно в данном случае полиолефиновый материал наружного свариваемого слоя В также содержит полиэтиленовый компонент и/или полибутиленовый компонент. В случае содержания в поверхностном полиолефиновом материале индивидуально обернутых упаковок полибутиленового компонента полиолефиновый материал внутреннего свариваемого слоя А предпочтительно будет содержать полиэтиленовый компонент и/или полипропиленовый компонент. Предпочтительно в данном случае полиолефиновый материал наружного свариваемого слоя В также содержит полиэтиленовый компонент и/или полипропиленовый компонент. Во избежание сомнения следует отметить то, что в случае содержания на внешней поверхности пленочного полиолефинового материала индивидуально обернутых упаковок по меньшей мере одного полиолефинового компонента, произведенного из мономерного олефина, имеющего длину углеродной цепи х, и содержания в полиолефиновом материале внутреннего свариваемого слоя А, по меньшей мере одного полиолефинового компонента, произведенного из мономерного олефина, имеющего длину углеродной цепи у, при этом у будет отличаться от х, полиолефиновый материал внутреннего свариваемого слоя А может дополнительно содержать по меньшей мере один полиолефиновый компонент, произведенный из мономерного олефина, имеющего длину углеродной цепи х. В данном случае полиолефиновый материал внутреннего свариваемого слоя А содержит по меньшей мере два полиолефиновых компонента, при этом один производят из мономерного олефина, имеющего длину углеродной цепи у, а другой производят из мономерного олефина, имеющего длину углеродной цепи х. Полиолефиновый материал наружного свариваемого слоя В также может дополнительно содержать по меньшей мере один полиолефиновый компонент, произведенный из мономерного олефина, имеющего длину углеродной цепи х, в случае чего полиолефиновый материал наружного свариваемого слоя В также будет содержать по меньшей мере два полиолефиновых компонента, при этом один будут производить из мономерного олефина,имеющего длину углеродной цепи у, а другой будут производить из мономерного олефина, имеющего длину углеродной цепи х. В объеме изобретения также предусматривается и наличие свариваемого слоя и/или пленочного полиолефинового материала, содержащих полимерный компонент, полученный из множества мономерных соединений (например, полипропилен/полиэтиленовый статистический или блочный сополимер и/или смесь полипропилена и полиэтилена), в случае чего условие изобретения реализуется при получении свариваемого слоя по меньшей мере из одного мономерного компонента, который имеет длину цепи, отличную от длины цепи происходящего по меньшей мере из одного мономера компонента пленочного полиолефинового материала. Как должно быть понятно, в данном случае пленочный полиолефиновый материал и материал свариваемого слоя могут состоять из одного и того же полиолефинового материала или могут его содержать, как, например, в случае блочного или статистического сополимера или смеси, произведенных из множества мономерных источников, где по меньшей мере один мономерный источник (например, этилен) имеет длину цепи, отличную от длины цепи по меньшей мере одного другого мономерного источника (например, пропилена). Предпочтительно как х, так и у находятся в диапазоне от 2 до 4, хотя в данном варианте реализации изобретения х и у должны быть различными. В соответствии с этим изобретение предлагает способ формирования бескорпусной групповой упаковки, в котором пленку для бескорпусной групповой упаковки делают несовместимой (для целей сваривания в условиях сваривания) с полиолефиновым (в особенности, полипропиленовым) материалом,обертывающим индивидуальные пачки. В условиях сваривания пленка для бескорпусной групповой упаковки обладает совместимостью с точки зрения сваривания с самой собой (А с В, А с А и/или В с В), но является несовместимой с точки зрения сваривания (в условиях сваривания) с пленочным полиолефиновым материалом индивидуально обернутых упаковок. Один способ, по которому может быть придана такая несовместимость с точки зрения сваривания, заключается в обеспечении наличия, по меньшей мере, во внутреннем сваривающем слое пленки для бескорпусной групповой упаковки по меньшей мере одного полиолефинового материала, произведенного из мономера, имеющего длину цепи, отличную от длины цепи мономера, из которого производят по меньшей мере один полиолефиновый материал в пленочном материале обернутых индивидуальных упаковок. Еще один подходящий способ достижения такой совместимости с точки зрения сваривания заключается в выборе материала, по меньшей мере, внутреннего сваривающего слоя (и/или наружного сваривающего слоя) имеющим низкий порог сваривания,при котором в условиях сваривания сваривающий слой с точки зрения сваривания будет совместимым с самим собой и/или с другим наружным слоем пленки для бескорпусной групповой упаковки, но будет несовместимым с точки зрения сваривания при данных условиях с полиолефиновым пленочным материалом обернутых индивидуальных упаковок. В данном случае пленке для бескорпусной групповой упаковки придают очень низкие характеристики инициирования сваривания, поскольку ее формируют по меньшей мере из одного полимера, имеющего низкий порог термосваривания. Сваривание при низкой температуре предотвращает прилипание пленки для бескорпусной групповой упаковки к единичным оберткам. В соответствии с этим изобретение, как это описывалось в настоящем документе ранее, предлагает способ формирования бескорпусной групповой упаковки, в которой полимерный материал внутреннего-3 017241 и/или наружного свариваемого слоя содержит по меньшей мере один полиолефиновый компонент,имеющий низкий порог термосваривания. Под низким порогом термосваривания предпочтительно понимается то, что свариваемый слой,содержащий полиолефиновый материал, имеющий низкий порог термосваривания, будет свариваться с самим собой и/или с другим свариваемым слоем пленки для бескорпусной групповой упаковки при температуре, меньшей чем 135 С, предпочтительно меньшей чем 130 С, более предпочтительно меньшей чем 125 С, еще более предпочтительно меньшей чем 120 С, даже более предпочтительно меньшей чем 115 С, а наиболее предпочтительно меньшей чем 110 С, при воздействии условий сваривания в виде,например, 5 фунт/дюйм (34,5 кПа) со временем пребывания 0,2 с. Условия сваривания при формировании бескорпусной групповой упаковки изобретения могут быть выбраны соответствующими упомянутой температуре сваривания или превышающими ее, но при этом условия сваривания не выбирают такими высокими, чтобы начало возникать сваривание внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с полиолефиновым пленочным материалом обернутых индивидуальных упаковок. Прочность термосваривания внутреннего сваривающего слоя с самим собой и/или с наружным сваривающим слоем при выбранных условиях сваривания предпочтительно составляет более 100 г/25 мм,более предпочтительно более 200 г/25 мм, еще более предпочтительно более 300 г/25 мм, а наиболее предпочтительно более 400 г/25 мм. Порог термосваривания у каждого свариваемого слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки в любом случае должен быть меньшим в сопоставлении с порогом термосваривания у упомянутого свариваемого слоя с полиолефиновым пленочным материалом единичных оберток, предпочтительно существенно меньшим, например, меньшим по меньшей мере приблизительно на 5 С, предпочтительно меньшим по меньшей мере приблизительно на 10 С, более предпочтительно меньшим по меньшей мере на 15 С. В выбранных условиях сваривания прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки должна быть большей в сопоставлении с прочностью сваривания упомянутого сваривающего слоя с полиолефиновым пленочным материалом единичных оберток, предпочтительно существенно большей, например большей по меньшей мере приблизительно на 50 г/25 мм,предпочтительно большей по меньшей мере приблизительно на 100 г/25 мм, более предпочтительно большей по меньшей мере приблизительно на 150 г/25 мм. Под терминами несовместимость при сваривании или несовместимый при сваривании предпочтительно понимается то, что в условиях сваривания прочность сваривания является меньшей чем 100 г/25 мм, предпочтительно меньшей чем 80 г/25 мм, более предпочтительно меньшей чем 60 г/25 мм, еще более предпочтительно меньшей чем 40 г/25 мм, гораздо более предпочтительно 30 г/25 мм, даже более предпочтительно меньшей чем 20 г/25 мм, а наиболее предпочтительно меньшей чем 10 г/25 мм, или даже меньшей чем 5 г/25 мм или близкой к 0 г/25 мм или нулю. Свариваемый слой пленки необязательно может быть подвергнут обработке коронным разрядом или подвергнут обработке каким-либо другим образом для дополнительного улучшения несовместимости с точки зрения сваривания свариваемого слоя с пленочным полиолефиновым материалом. Пленочный полиолефиновый материал может иметь любую известную структуру, в том числе однослойную и многослойную, но для информирования при выборе полиолефинового материала внутреннего свариваемого слоя А для обеспечения несовместимости при сваривании с пленочным материалом в общем случае необходимо только или необходимо главным образом рассматривать исключительно внешний наружный слой пленочного полиолефина. В данном смысле несовместимость при сваривании обозначает в выбранных условиях сваривания, по существу, отсутствие сваривания внутреннего свариваемого слоя А с внешней наружной поверхностью пленочного полиолефинового материала индивидуально обернутых упаковок. Изобретение также предлагает бескорпусную групповую упаковку, включающую компоновку индивидуальных упаковок, индивидуально упакованных в полиолефиновый пленочный материал, которые упаковывают друг с другом в упомянутую бескорпусную групповую упаковку в пленке для бескорпусной групповой упаковки, где пленка для бескорпусной групповой упаковки включает свариваемую полиолефиновую пленку, включающую полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А и полиолефиновый наружный свариваемый слой В, при этом полиолефиновый материал внутреннего свариваемого слоя А выбирают из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуальных упаковок в указанных условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбирают из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, при этом индивидуальные упаковки компонуют в упорядоченной конфигурации внутри упаковки, а пленку для бескорпусной групповой упаковки обертывают вокруг упорядоченной конфигурации индивидуальных упаковок и сваривают с самой собой (А с В) при формировании поперечного сваривания и сваривают с самой собой (В с В и необязательно А с В и/или А с А) при формировании конвертного сваривания на каждом краю упаковки, при-4 017241 этом какое-либо сваривание пленки для бескорпусной групповой упаковки с пленочным материалом индивидуальных упаковок отсутствует. Условия сваривания могут быть выбраны сборщиком бескорпусной групповой упаковки и в общем случае будут включать условия в виде повышенных температуры и/или давления и времени пребывания для проведения операции сваривания. Обычно температура сваривания будет большей чем 80 С, например большей чем 85 С, или даже большей чем 90 С. Иногда могут быть использованы температуры сваривания, превышающие 95 или даже 100 С. Обычно желательно, чтобы температура сваривания также была бы меньшей определенного уровня. Избыточная температура сваривания может вызывать сваривание пленки для бескорпусной групповой упаковки с индивидуальными упаковками. В общем случае температура сваривания будет меньшей чем 200 С, более часто еще меньшей, такой как меньшая, чем 175 С, меньшая чем 150 С, или меньшая чем 140 С. Обычно предпочтительным является непревышение температурой сваривания 130 С. Давление сваривания обычно будет превышать 2 фунт/дюйм 2 (13,79 кПа), зачастую будет находиться в диапазоне, например, приблизительно от 5 фунт/дюйм 2 до 25 фунт/дюйм 2 (от 34,5 до 172,4 кПа) . Времена пребывания могут быть выбраны в соответствии с хорошо известными принципами и в общем случае будут находиться в диапазоне по меньшей мере от приблизительно 0,05 до приблизительно 2 с, например от приблизительно 0,075 до приблизительно 1 с, предпочтительно от приблизительно 0,1 с до приблизительно 0,5 с. Свариваемые слои предпочтительно формируют в виде покрывающих слоев или покрытий на противоположных поверхностях среднего слоя С. Данные слои могут быть сформированы в результате соэкструдирования с средним слоем, в результате последующего нанесения одного или нескольких покрытий на поверхность уже сформированного серединного слоя, в результате экструзионного нанесения покрытия или в результате использования комбинации данных вариантов. В общем случае при изготовлении пленки для бескорпусной групповой упаковки сваривающие слои предпочитается соэкструдировать совместно с серединным слоем. Сваривающие слои в общем случае будут содержать один или несколько полиолефиновых гомополимеров, один или несколько полиолефиновых сополимеров или их смеси из двух и более компонентов. Под сополимерами в данном смысле понимается любое количество составных частей полимера - так что, например, включаются биполимеры, терполимеры и сополимеры четырех и более составных частей полимера. В данное определение включаются как статистические, так и блочные сополимеры, и сваривающие слои в дополнительном или альтернативном варианте содержат смеси одного или нескольких материалов, выбираемых из гомополимеров, сополимеров или их смесей. Материал сваривающего слоя для сваривающих слоев А и В может быть идентичным или различным. Средний слой является полиолефиновым и также может содержать один или несколько гомополимеров, один или несколько сополимеров или их смеси из двух и более компонентов. Однако предпочтительно серединный слой содержит гомополимер, более предпочтительно полипропилен, наиболее предпочтительно двухосно-ориентированный полипропилен. Однако материал серединного слоя может быть перемешан с одним или несколькими дополнительными материалами для выбора при желании дополнительных или альтернативных функциональности или эстетики. Как должно быть понятно, пленка для бескорпусной групповой упаковки наряду с указанными ранее в настоящем документе серединным и сваривающими слоями С, А и В может включать и дополнительные слои. Такие дополнительные слои могут, например, включать ламинированные слои, печатаемые слои, УФ-непроницаемые слои, кислородопроницаемые или непроницаемые слои, слои, проницаемые или непроницаемые для водяных паров и тому подобное. Такие дополнительные слои могут быть получены также в результате соэкструдирования, в результате нанесения покрытия после соэкструдирования, в результате нанесения покрытия при соэкструдировании или в результате использования комбинаций из двух и более данных вариантов. Пленка для бескорпусной групповой упаковки в своем среднем слое и/или в одном или нескольких свариваемых слоях, и/или в любом дополнительном слое (слоях) может содержать функциональные материалы для других целей в отношении функциональных или эстетических характеристик пленки. Подходящие функциональные материалы могут быть выбраны из одного или нескольких следующих далее материалов, их смесей и/или их комбинаций: поглотители УФ-излучения, краски; пигменты,красители, металлизированные и/или псевдометаллизированные покрытия; смазки, антистатики (катионные, анионные и/или неионные, например, поли(оксиэтилен)сорбитанмоноолеат), антиоксиданты (например, трис(2,4-ди-трет-бутилфениловый) эфир фосфористой кислоты), поверхностно-активные вещества, добавки, придающие жесткость, добавки, понижающие трение, (например, добавки, понижающие трение в горячем состоянии, или добавки, понижающие трение в холодном состоянии, которые улучшают способность пленки удовлетворительно скользить по поверхностям приблизительно при комнатной температуре, например, микрокристаллический воск), добавки, улучшающие блеск, продеграданты, защитные покрытия для изменения характеристик газо- и/или влагопроницаемости пленки (такие как поливинилиденгалогениды, например, ПВДХ); добавки, препятствующие слипанию, (например, микрокристаллический воск, например, при среднем размере частиц в диапазоне от приблизительно 0,1 до приблизительно 0,6 мкм); добавки, уменьшающие клейкость (например, коллоидальный диоксид кремния,-5 017241 диоксид кремния, ненаполненный силиконовый каучук); дисперсные материалы (например, тальк); добавки, увеличивающие коэффициент трения (например, карбид кремния); добавки, улучшающие адгезию и/или печатаемость типографских красок, добавки, увеличивающие жесткость (например, углеводородная смола); добавки, увеличивающие усадку, (например, твердая смола). Некоторые или все добавки, перечисленные выше, могут быть добавлены совместно в виде композиции для нанесения покрытия на пленки настоящего изобретения и/или для формирования нового слоя,который сам может быть использован для нанесения покрытия и/или может формировать наружный или поверхностный слой листа. В альтернативном варианте некоторые или все предшествующие добавки могут быть добавлены раздельно и/или введены непосредственно в объем серединного слоя необязательно во время формирования пленки (например, в виде части первоначальной композиции полимера),и, таким образом, они могут формировать, а могут и не формировать слои или покрытия как таковые. Пленки изобретения также могут быть изготовлены в результате ламинирования двух соэкструдированных пленок. Нанесение наружного слоя (слоев) на серединный слой удобно осуществлять по любой из методик ламинирования или нанесения покрытия, которые удобно использовать при получении композитных многослойных пленок. Однако предпочтительно один или несколько наружных слоев на подложку наносят по методике соэкструдирования, при которой полимерные компоненты среднего и наружных слоев соэкструдируют в тесном контакте при нахождении каждого из них все еще в состоянии расплава. Предпочтительно соэкструдирование осуществляют из многоканального мундштука с кольцеобразным соплом, разработанного таким образом, чтобы расплавленные полимерные компоненты, составляющие индивидуальные слои композитной пленки, сливались бы на их границах в мундштуке до получения единой композитной структуры, которую после этого экструдируют из общей выходной части оформляющего канала мундштука в форме рукавного экструдата. Как должно быть понятно, также может быть использована и любая другая форма подходящего мундштука, такая как шлицевой мундштук. Полимерная пленка может быть изготовлена по любому способу, известному из современного уровня техники, включающему нижеследующие, но не ограничивающемуся только этими: способы изготовления листа в результате полива, пленки в результате экструдирования через плоскощелевой мундштук или пленки в результате экструдирования с раздувом. Данное изобретение может оказаться в особенности хорошо применимым к пленкам, включающим вспененные или невспененные полипропиленовые пленки, включающие блок-сополимерные полипропилен/полиэтиленовые серединный слой и поверхностные слои, имеющие толщину, существенно меньшую в сопоставлении с толщиной среднего слоя, и полученные, например, из статистических сополимеров этилена и пропилена или статистических терполимеров пропилена, этилена и бутилена. Пленка может включать пленку из двухосно-ориентированного полипропилена (ДОПП), которая может быть изготовлена в виде двухосно-ориентированных пленок, равнорастянутых в двух направлениях, при использовании, по существу, равных степеней вытяжки в продольном направлении и поперечном направлении или может быть одноосно-ориентированной, когда пленка является значительно более ориентированной в одном направлении (продольном направлении или поперечном направлении). Может быть использовано последовательное растяжение, при котором нагретые валики осуществляют растяжение пленки в продольном направлении, а после этого для осуществления растяжения в поперечном направлении используют печь ширильной машины. В альтернативном варианте может быть использовано одновременное растяжение, например, при использовании так называемого пузырькового способа или растяжения на ширильной машине с одновременной вытяжкой. Пленки, использованные в соответствии с настоящим изобретением, могут характеризоваться широким ассортиментом толщин в соответствии с требованиями областей применения. Например, они могут иметь толщину в диапазоне от приблизительно 10 до приблизительно 240 мкм, предпочтительно толщину в диапазоне от приблизительно 12 до 50 мкм, а наиболее предпочтительно толщину в диапазоне от приблизительно 15 до приблизительно 30 мкм. У соответствующей изобретению многослойной пленки, включающей, по меньшей мере, серединный слой, внутренний сваривающий слой и наружный сваривающий слой, каждый сваривающий слой независимо может иметь толщину в диапазоне от приблизительно 0,05 до приблизительно 2 мкм, предпочтительно от приблизительно 0,075 до приблизительно 1,5 мкм, более предпочтительно от приблизительно 0,1 до приблизительно 1,0 мкм, наиболее предпочтительно от приблизительно 0,15 до приблизительно 0,5 мкм. Внутренний и/или наружный сваривающие слои могут быть использованы при печати типографскими красками либо сами по себе, либо при использовании подходящей обработки, например обработки коронным разрядом. Изобретение дополнительно иллюстрируют при обращении к последующим примерам, которые приводятся только в порядке иллюстрирования, а не ограничения объема изобретения, описанного в настоящем документе. Примеры 1-8 Получение пленки Трехслойный полимерный рукав формировали в результате соэкструдирования среднего слоя (из полипропиленового гомополимера) со слоем полиэтилен/полипропилен/полибутиленового терполимера(статистического сополимера) в качестве поверхностного слоя на обеих сторонах среднего слоя. Перед соэкструдированием материалы поверхностных слоев для внутреннего и наружного слоев перемешивали с дополнительными функциональными материалами, в соответствии с изобретением предназначенными для придания пленке характеристик селективной свариваемости. Рукав охлаждали, а после этого повторно нагревали перед раздуванием до получения трехслойного двухосно-ориентированного пленочного рукава. Затем отделенный пленочный рукав надставляли в противоположных направлениях до получения трехслойной двухосно-ориентированной пленки, включающей внутренний слой, имеющий приблизительную толщину, указанную далее, средний слой, имеющий толщину в диапазоне приблизительно от 23 до 24 мкм, и наружный слой, имеющий приблизительную толщину, указанную далее. Композиции пленок представлены в табл. 1. Таблица 1. Подробности в отношении образцовExact 0203 и 8203 представляют собой полученные из октена-1 пластомеры, доступные в компании Dex Plastomers CBS-Weg 2, Heerlen, P. 0. Box 6500, 6401 JH Heerlen, The Netherlands.SPX7 8J-3 представляет собой имеющую низкий порог сваривания и полученную в расплаве смесь сополимера и терполимера, доступную в компании Sumitomo Chemical Co. Ltd., 27-1, Shinkawa 2 - chome,Chuo-ku, Tokyo, 104-8260, Japan.(Korea) , Hyosung Bldg. 450 Gongdeok-dong, Mapo-gu, Seoul (121-720). Измерили определенные механические и оптические свойства пленок при получении следующих далее результатов. Таблица 2. Оптика Таблица 3. Коэффициент трения Образцы подвергали испытанию на приборе для испытания на скольжение Messmer при использовании метода Campmod Исследовали совместимость с точки зрения сваривания пленки для бескорпусной групповой упаковки изобретения с самой собой при получении следующих далее результатов. Таблица 4. Порог термосваривания (г/25 мм) Образцы сваривали при 5 фунт/дюйм 2 (34,5 кПа) в течение времени пребывания 0,2 с в конфигурации металл/каучук (нижний зажим выключен/верхний зажим 80-130 С). Для исследования степени несовместимости пленки для бескорпусной групповой упаковки изобретения с пленкой, использованной в единичных обертках, выдерживали пороги термосваривания при использовании испытания на трехпленочное сваривание Hybrid. Проводили испытание на сваривание внутреннего слоя пленки для бескорпусной групповой упаковки изобретения с наружным слоем единичной обертки при выключенном нижнем зажиме. Пленки единичных оберток, выбранные для данного испытания, представляли собой GLS20, GLT20 и XLT20, все из которых представляли собой полиолефиновые пленки единичных оберток, доступные в компании Innovia Films Ltd., Wigton, Cumbria. Таблица 5. Порог термосваривания Hybrid Данные таблицы демонстрируют прочность сваривания наружный слой/внутренний слой пленки для бескорпусной групповой упаковки и прочность сваривания внутреннего слоя (бескорпусной групповой упаковки) с наружным слоем (единичной обертки GLS20/GLT20/XLT20) для каждого варианта. Примеры 9-12 Пленки получали точно так же, как и пленки из примеров от 1 до 8, а композиции пленок представлены в табл. 8. Таблица 6. Подробности в отношении образцов Коммерческая марка ЛПЭНП, поставляемая компанией ВР (now Ineos), Belgium. N. V. Rue de Ransbeek, 310 B-1120, Brussels. Статистический пропилен-этилен-бутиленовый (терполимер), поставляемый компанией Basell Polyolefins Company NV. Avenue J. Monnet 1, B-1348 Ottignes, Louvain-la-Neuve. Полученный при металлоценовом катализе пропилен-этиленовый сополимер, поставляемый компа- 15017241 нией Mitsui Chemicals Inc. Shiodome City Center, 5-2, Higashi-Shimbashi 1-chome, Minato-ku, Tokyo 1057117, Japan. Измерили определенные механические и оптические свойства пленок при получении следующих далее результатов. Таблица 7. Оптика Таблица 8. Коэффициент трения Образцы подвергали испытанию на приборе для испытания на скольжение Messmer при использовании метода Campmod. Исследовали совместимость при сваривании пленки для бескорпусной групповой упаковки изобретения с самой собой при получении следующих далее результатов. Таблица 9. Порог термосваривания (г/25 мм) Образцы сваривали при 5 фунт/дюйм 2 (34,5 кПа) в течение времени пребывания 0,2 с в конфигурации металл/каучук (нижний зажим выключен/верхний зажим 100-140 С). Для исследования степени несовместимости пленки для бескорпусной групповой упаковки изобретения с пленкой, использованной в единичных обертках, выдерживали пороги термосваривания при использовании испытания на трехпленочное сваривание Hybrid. Проводили испытание на сваривание внутреннего слоя пленки для бескорпусной групповой упаковки изобретения с наружным слоем единичной обертки при выключенном нижнем зажиме. Пленки единичных оберток, выбранные для данного испытания, представляли собой GLS20, GLT20 и XLT20, все из которых представляли собой полиолефиновые пленки единичных оберток, доступные в компании Innovia Films Ltd., Wigton, Cumbria, и, как было установлено, пленки из примеров от 9 до 12 были несовместимы при сваривании с пленками единичных оберток. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения бескорпусной групповой упаковки из упорядоченных упаковок, индивидуально обернутых в пленочный полиолефиновый материал с использованием пленки для бескорпусной групповой упаковки, включающей полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А на внутренней поверхности пленки для бескорпусной групповой упаковки и полиолефиновый наружный свариваемый слой В на наружной поверхности пленки для бескорпусной групповой упаковки, при этом полиолефиновый материал внутреннего свариваемого слоя А выбран из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуально обернутых упаковок в условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбран из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, где внешняя поверхность пленочного полиолефинового материала индивидуально обернутых упаковок содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи х, а полиолефиновый материал внутреннего сваривающего слоя А содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у, при этом у отличается от х; включающий:a) компоновку индивидуально обернутых упаковок в упорядоченной конфигурации в контакте с полиолефиновым свариваемым слоем А пленки для бескорпусной групповой упаковки;b) обертывание пленки для бескорпусной групповой упаковки вокруг упорядоченной конфигурации индивидуально обернутых упаковок до получения пленочного рукава с перекрывающимися кромками;c) формирование поперечного сварного шва в результате сваривания друг с другом перекрывающихся кромок пленочного рукава без сваривания внутреннего свариваемого слоя А с пленочным полимерным материалом индивидуально обернутых упаковок иd) осуществление конвертного сваривания на каждом краю упаковки в результате сгибания пленочного рукава и сваривания согнутых краев без сваривания внутреннего свариваемого слоя А с пленочным полимерным материалом индивидуально обернутых упаковок; где условия сваривания включают условия повышенных температур в диапазоне от 80 до 200 С. 2. Способ по п.1, где полимерный материал внутреннего свариваемого слоя содержит по меньшей мере один полиолефиновый компонент, имеющий низкий порог термосваривания. 3. Способ по п.1 или 2, где полимерный материал наружного свариваемого слоя содержит по меньшей мере один полиолефиновый компонент, имеющий низкий порог термосваривания. 4. Способ по любому одному из пп.1-3, где полиолефиновый материал наружного свариваемого слоя В также содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи у. 5. Способ по любому одному из пп.1-4, где как х, так и у находятся в диапазоне от 2 до 4. 6. Способ по любому одному из пп.1-5, где условия сваривания включают условия в виде повышенных температуры и/или давления и времени пребывания для проведения операции сваривания. 7. Способ по п.6, где время пребывания находится в диапазоне от 0,05 до 2 с. 8. Способ по любому из пп.1-7, где толщина внутреннего и/или наружного свариваемого слоя составляет от приблизительно 0,05 до приблизительно 2 мкм. 9. Способ по любому из пп.1-8, где пленка имеет толщину от 15 до 30 мкм. 10. Способ по любому из пп.1-9, где пленка для бескорпусной групповой упаковки представляет собой способную к усадке пленку для бескорпусной групповой упаковки. 11. Способ по любому из пп.1-10, где свариваемые слои А и В получены из одинакового или раз- 17017241 личного материала. 12. Способ по любому из пп.1-11, где пленка для бескорпусной групповой упаковки представляется в форме рукава, окружающего компоновку упаковок, индивидуально обернутых в пленочный полиолефиновый материал. 13. Способ по любому из пп.1-12, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 100 г/25 мм. 14. Способ по любому из пп.1-13, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 400 г/25 мм. 15. Способ по любому из пп.1-14, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 50 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток. 16. Способ по любому из пп.1-15, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 150 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток. 17. Способ по любому из пп.1-16, где условия сваривания включают условие повышенных температур в диапазоне от 90 до 150 С. 18. Бескорпусная групповая упаковка, включающая компоновку индивидуальных упаковок, индивидуально упакованных в полиолефиновый пленочный материал, которые упакованы вместе в свариваемую полиолефиновую пленку для бескорпусной групповой упаковки, включающую полиолефиновый средний слой С, полиолефиновый внутренний свариваемый слой А и полиолефиновый наружный свариваемый слой В, при этом полиолефиновый материал внутреннего свариваемого слоя А выбран из несовместимого при сваривании с пленочным полиолефиновым материалом индивидуальных упаковок в указанных условиях сваривания, а полиолефиновый материал наружного свариваемого слоя В выбран из совместимого при сваривании с В и совместимого при сваривании с А в выбранных условиях сваривания, где внешняя поверхность пленочного полиолефинового материала индивидуально обернутых упаковок содержит по меньшей мере один полиолефиновый компонент, полученный из мономерного олефина, имеющего длину углеродной цепи х, а полиолефиновый материал внутреннего свариваемого слоя А содержит по меньшей мере один полиолефиновый компонент,полученный из мономерного олефина,имеющего длину углеродной цепи у, при этом у отличается от х, причем индивидуальные упаковки скомпонованы в упорядоченной конфигурации внутри упаковки и обернуты пленкой для бескорпусной групповой упаковки, которая сварена сама с собой поперечным сварным швом, а также сварена сама с собой посредством формирования конвертного сваривания на каждом краю упаковки в условиях сваривания, включающих повышение температуры в диапазоне от 80 до 200 С, таких, что отсутствует какоелибо сваривание пленки для бескорпусной групповой упаковки с пленочным материалом индивидуальных упаковок. 19. Упаковка по п.18, где толщина внутреннего и/или наружного свариваемого слоя составляет от приблизительно 0,05 до приблизительно 2 мкм. 20. Упаковка по пп.18, 19, где пленка имеет толщину от 15 до 30 мкм. 21. Упаковка по пп.18-20, где пленка для бескорпусной групповой упаковки представляет собой способную к усадке пленку для бескорпусной групповой упаковки. 22. Упаковка по пп.18-21, где свариваемые слои А и В получены из одинакового или различного материала. 23. Упаковка по пп.18-22, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 100 г/25 мм. 24. Упаковка по пп.18-23, где прочность сваривания внутреннего сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с наружным сваривающим слоем пленки для бескорпусной групповой упаковки при выбранных условиях сваривания предпочтительно составляет более 400 г/25 мм. 25. Упаковка по пп.18-24, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 50 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток.- 18017241 26. Упаковка по пп.18-25, где прочность сваривания данного или каждого сваривающего слоя пленки для бескорпусной групповой упаковки с самим собой и/или с другим сваривающим слоем пленки для бескорпусной групповой упаковки составляет по меньшей мере на 150 г/25 мм больше, чем прочность сваривания сваривающего слоя с полиолефиновым пленочным материалом единичных оберток. 27. Упаковка по пп.18-26, где условия сваривания включают условие повышенных температур в диапазоне от 90 до 150 С.
МПК / Метки
МПК: B32B 27/32, B65D 71/00
Метки: упаковка, групповая, бескорпусная
Код ссылки
<a href="https://eas.patents.su/20-17241-beskorpusnaya-gruppovaya-upakovka.html" rel="bookmark" title="База патентов Евразийского Союза">Бескорпусная групповая упаковка</a>
Полимерная упаковка со сбросом избыточного давления
Номер патента: 10143
Опубликовано: 30.06.2008
Авторы: Райманн Гюнтер, Хайнемайер Юрген, Люкманн Буркард
МПК: B65D 33/01
Метки: давления, избыточного, сбросом, упаковка, полимерная
Формула / Реферат:
1. Гибкая упаковочная емкость из полимерного материала, в которой с помощью сварных или клеевых швов (7, 8, 9, 10) сформирована полость (4) с внутренней (5) и внешней (6) стенками, причем внутренняя стенка (5) имеет отверстия (12) для выхода из внутренней части (14) емкости в полость (4) газа, находящегося под избыточным давлением, образующимся в емкости (1) во время или после ее заполнения, отличающаяся тем, что сварные или клеевые швы (7, 9,...
Пищевая упаковка
Номер патента: 9628
Опубликовано: 28.02.2008
Авторы: Муллер Финн Роберт, Квамме Ларс Инге
МПК: B32B 27/32
Формула / Реферат:
1. Способ упаковки продукта, представляющего собой мясо или морепродукт, в котором продукт на упаковочной линии помещают в термосвариваемую многослойную пленку, имеющую первый слой и по меньшей мере один герметизирующий слой, причем указанный первый слой включает гетерофазный полипропиленовый блок-сополимер, а указанный герметизирующий слой включает полиэтиленовый полимер, после чего пленку термосваривают, а сформированную упаковку немедленно...
Упаковка для курительных изделий
Номер патента: 6729
Опубликовано: 28.04.2006
Авторы: Брей Эндрью Джонатан, Стьюарт-Кокс Адриан Рой, Тирл Алан Дуглас, Холфорд Стивен
МПК: B65D 85/10
Метки: курительных, изделий, упаковка
Формула / Реферат:
1. Упаковка с откидной крышкой для курительных изделий, у которой угол Ф, образованный двумя прямыми линиями, одна из которых представляет собой край задней стенки коробки упаковки, а вторая линия проходит через ось поворота откидной крышки и верхний край передней стенки коробки, составляет менее 30ш. 2. Упаковка по п.1, у которой отношение расстояния от верхнего края передней стенки коробки до нижней точки верхнего края вкладыша к высоте...
Порционная упаковка для гелеобразного корма
Номер патента: 3402
Опубликовано: 24.04.2003
Авторы: Кюрцингер Хуберт, Кульманн Дитмар
МПК: B32B 15/08, B65D 75/20
Метки: порционная, корма, упаковка, гелеобразного
Формула / Реферат:
1. Упаковка для корма для животных, состоящая из трехслойной пленки, причем пленка состоит из одного слоя алюминиевой фольги, на поверхность которой, находящуюся в контакте с кормом для животных, нанесен слой из хлорированного полипропилена, а на противоположно лежащую поверхность - слой из полиэтилентерефталата. 2. Упаковка по п.1, отличающаяся тем, что толщина трехслойной пленки составляет 20-200 мкм, предпочтительно 40-100 мкм, причем...
Запечатанная упаковка армирующих волокон и цепная тара, содержащая такие запечатанные упаковки
Номер патента: 4723
Опубликовано: 26.08.2004
Автор: Девинтер Ронни
МПК: C04B 40/00, B65D 65/46, B28C 7/06...
Метки: армирующих, упаковки, запечатанные, такие, упаковка, волокон, тара, содержащая, цепная, запечатанная
Формула / Реферат:
1. Запечатанная упаковка (2) армирующих волокон, состоящая из материала, структура которого разрушается в дисперсно-армированном бетоне, причем армирующие волокна (3) присутствуют в ненапряженной форме в этой упаковке (2), отличающаяся тем, что армирующие волокна (3) уложены, по существу, во взаимно параллельном положении в этой упаковке (2). 2. Упаковка по п.1, отличающаяся тем, что длина армирующих волокон (3), по существу, соответствует длине...