Способ горячего прессования заготовок и пресс для его осуществления
Номер патента: 2505
Опубликовано: 27.06.2002
Авторы: Матт Андреас, Зутер Михель, Шененбергер Раймонд
Формула / Реферат
1. Способ горячего прессования заготовок, при котором с нагретой до температуры ковки заготовки (4) окалину удаляют вне матрицы (5; 105) путем предварительной высадки прессующим пуансоном (1), а затем в одной или нескольких матрицах (5;105) прессуют до нужной формы, отличающийся тем, что предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице (5; 105) тем же прессующим пуансоном (1) за тот же цикл движения прессующего пуансона (1).
2. Способ по п.1, отличающийся тем, что заготовку (4) при предварительной высадке удерживают посредством выдвинутого выбрасывателя (7; 107) первой или единственной матрицы (5; 105) вне нее и после предварительной высадки транспортируют за счет давления движущегося вперед прессующего пуансона (1) в матрицу (5; 105), где ее за счет дальнейшего движения вперед прессующего пуансона (1) подвергают фасонному прессованию.
3. Способ по п.2, отличающийся тем, что заготовку (4) уже во время предварительной высадки перемещают в направлении матрицы (5; 105), причем, однако, скорость движения мала по сравнению со скоростью движения после предварительной высадки.
4. Пресс для горячего формообразования для осуществления способа по п.2 или 3, содержащий, по меньшей мере, одну матрицу (5; 105), относящийся к ней выдвигаемый и вдвигаемый выбрасыватель (7; 107) и установленный с возможностью возвратно-поступательного движения прессующий пуансон (1), отличающийся тем, что имеются средства, с помощью которых возврат выдвинутого выбрасывателя (7; 107) движущимся вперед прессующим пуансоном (1) может задерживаться расположенной между выбрасывателем (7; 107) и прессующим пуансоном (1) заготовкой (4) с возможностью, таким образом, предварительной высадки заготовки (4) вне матрицы (5; 105).
5. Пресс по п.4, отличающийся тем, что средства задержки включают в себя расположенный в напорной камере (28), соединенный с выбрасывателем (7; 107) непосредственно или косвенно управляющий поршень (8), а также средства для подачи жидкости или газа в напорную камеру (28) и отвода из нее, причем средства для отвода жидкости или газа выполнены таким образом, что отвод жидкости или газа из напорной камеры (28) происходит частично с задержкой и задерживает возврат управляющего поршня (8) и выбрасывателя (7).
6. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя отводящий трубопровод (23) для жидкости или газа, в котором установлен дроссель (25).
7. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя отводящий трубопровод (23) для жидкости или газа, в котором установлен клапан (26) ограничения давления, открывающийся только при определенном давлении жидкости или газа.
8. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя канал (29) для отвода жидкости или газа, который открывается и закрывается управляющим штифтом (30).
9. Пресс по п.8, отличающийся тем, что управляющий штифт (30) соединен с выполненным с возможностью возвратно-поступательного перемещения штоком (17) выбрасывателя для выдвигания выбрасывателя (7), причем имеются средства (32) для перемещения штока (17) выбрасывателя назад перед вдвиганием выбрасывателя (7).
10. Пресс по п.4, отличающийся тем, что он включает в себя установленный с возможностью вращения кулачок (160) для управления выдвиганием и вдвиганием выбрасывателя (107), который выполнен таким образом и вращение которого координировано с возвратно-поступательным перемещением прессующего пуансона так, что возврат выдвинутого выбрасывателя (107) происходит с задержкой.
11. Пресс по п.10, отличающийся тем, что имеющий возможность вращения кулачок (160) имеет возможность изменения своего положения относительно прессующего пуансона.
12. Пресс по п.11, отличающийся тем, что рычаг (150) выбрасывателя снабжен кулачком (160) для обеспечения с возможностью его перемещения вперед и назад, посредством которого выбрасыватель (107) имеет возможность выдвигаться и снова вдвигаться через шток (117) и, смотря по обстоятельствам, через палец (109) выбрасывателя.

Текст
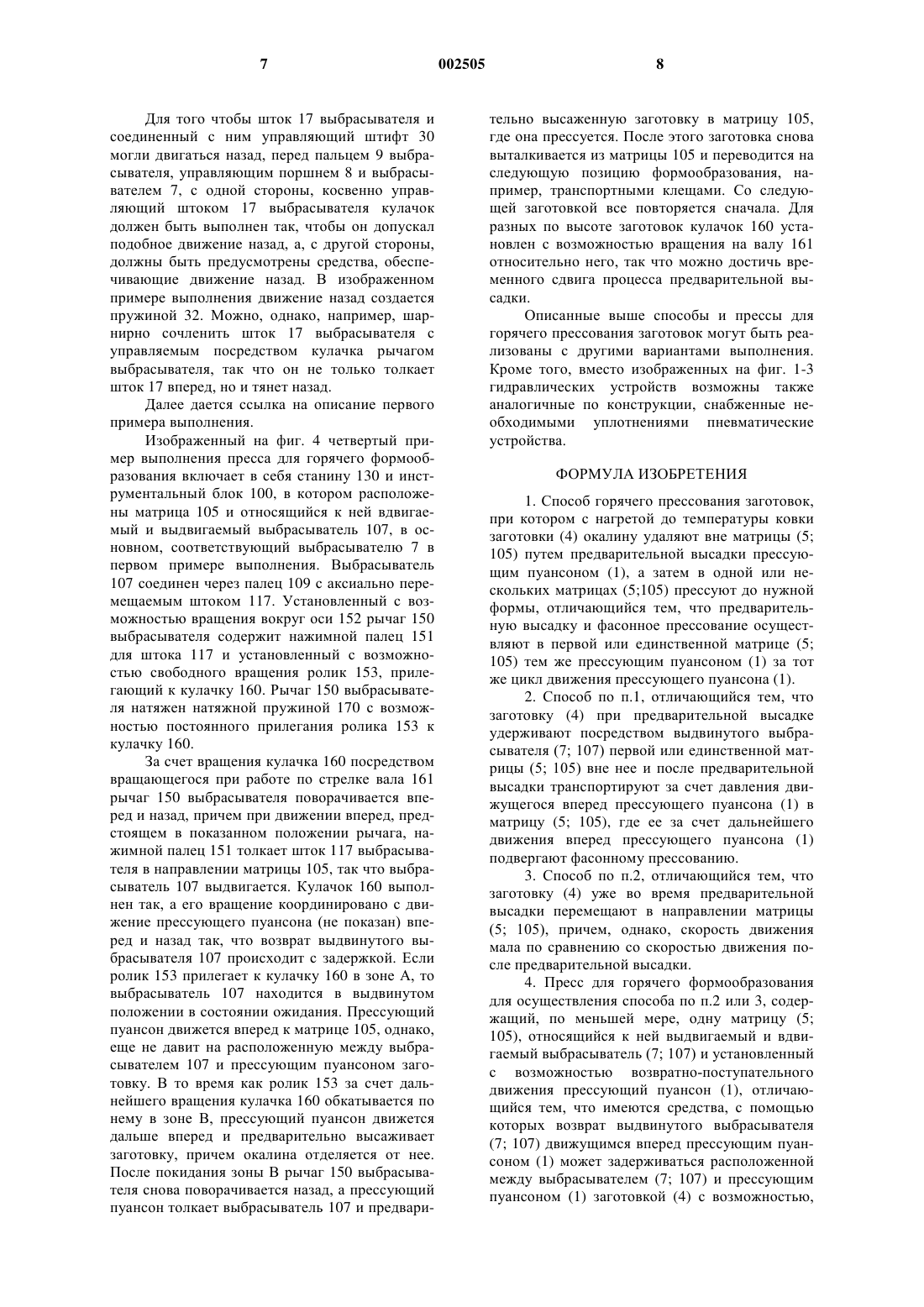
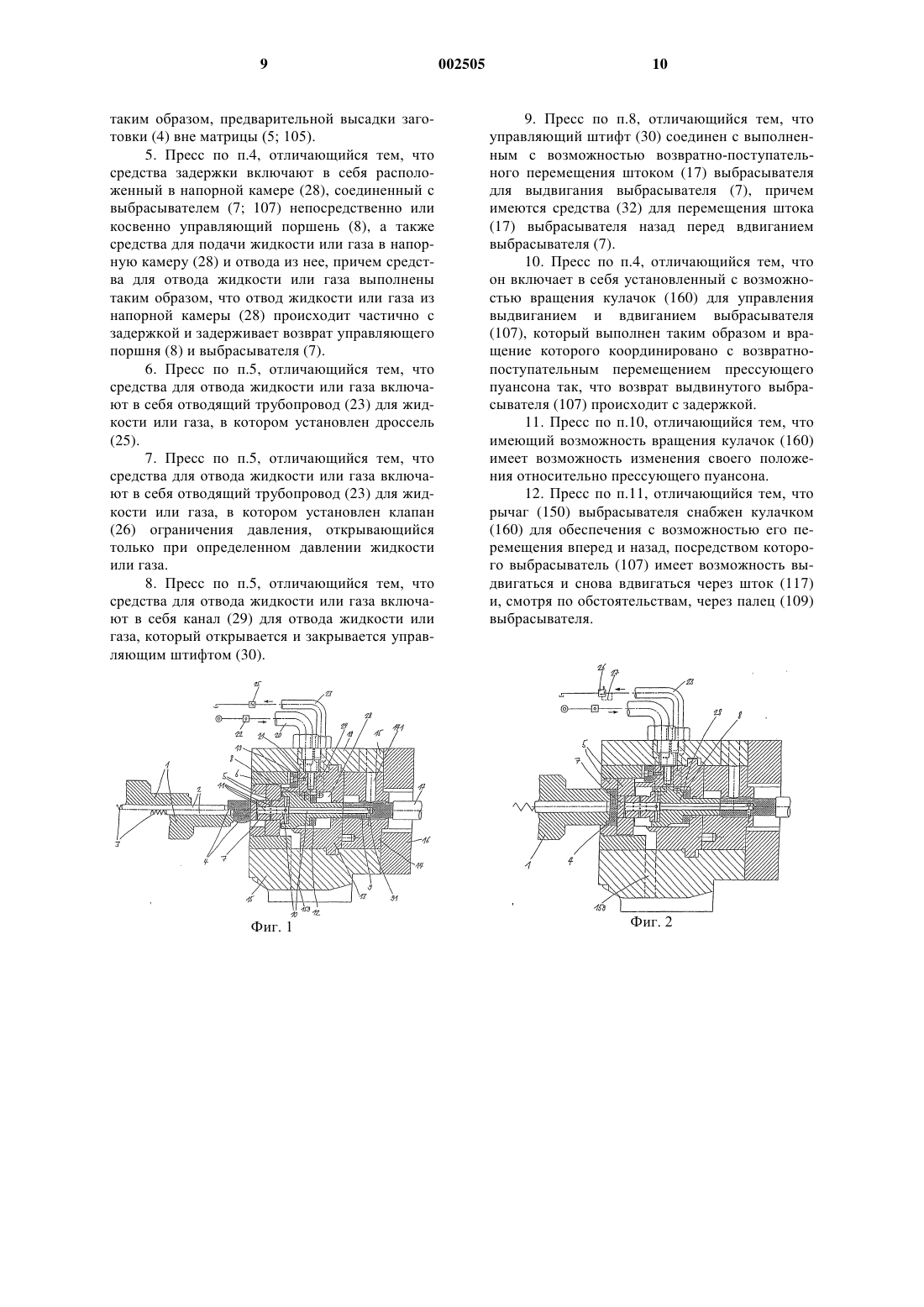
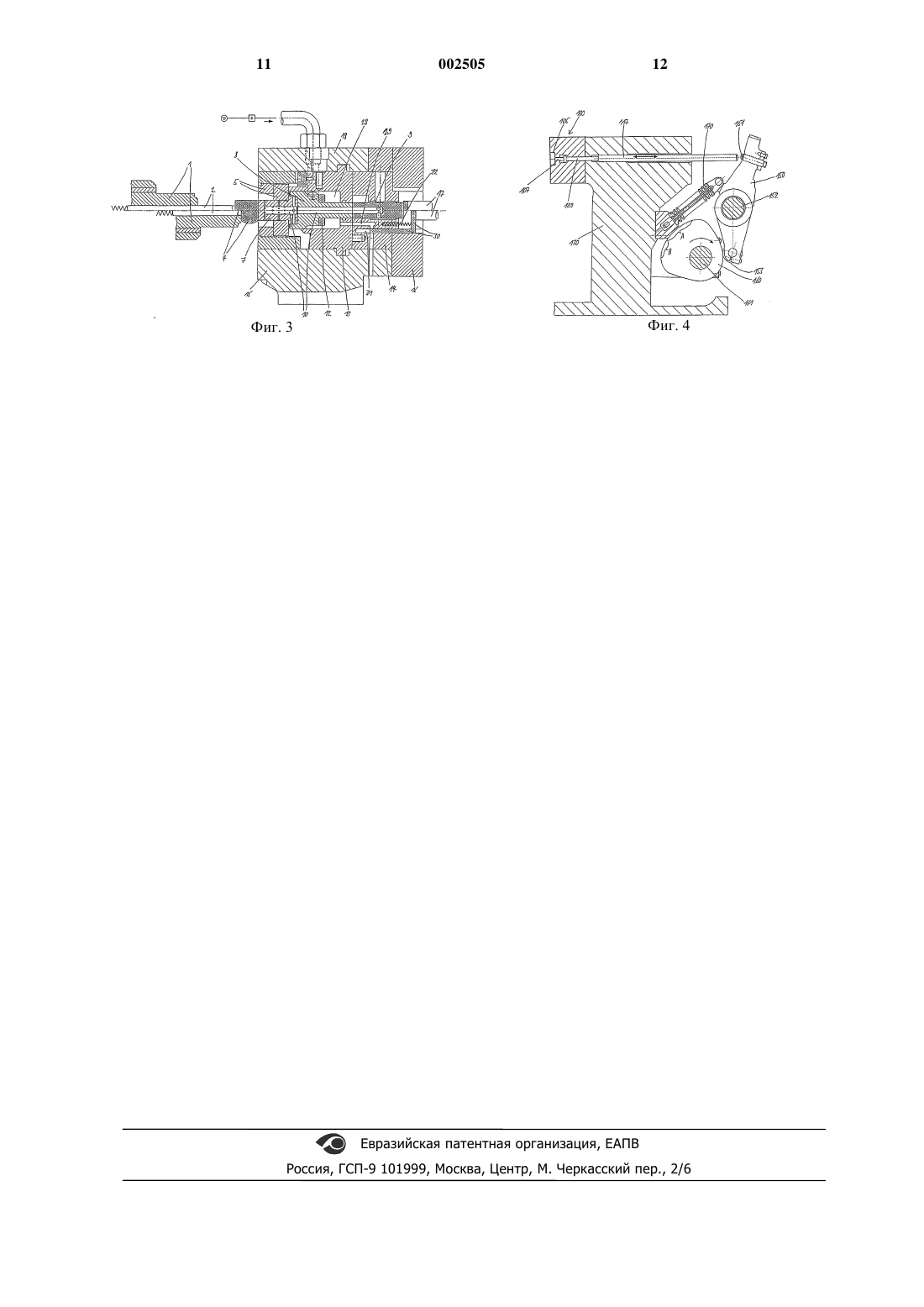
1 Настоящее изобретение относится к способу горячего прессования заготовок и к прессу для горячего формообразования для осуществления этого способа, охарактеризованным в ограничительных частях независимых пп.1 и 4 формулы изобретения. При горячем прессовании сначала в большинстве случаев от нагретого до температуры ковки металлического прутка отрезают заготовку. На нагретой заготовке образуется слой окалины, т.е. оксидный слой, который отслаивается во время формообразования заготовки. Для удаления окалины существуют, в принципе, две возможности: а) заготовку с окалиной помещают в первую или единственную матрицу пресса для горячего формообразования и окалину отламывают там с заготовки во время фасонного прессования с помощью прессующего пуансона; б) заготовку с окалиной на первой позиции формообразования предварительно высаживают вне матрицы и удаляют окалину, а на второй позиции формообразования помещают в первую или единственную матрицу пресса для горячего формообразования и прессуют там. Многоступенчатый пресс для горячего формообразования, у которого окалина откалывается от заготовки в матрице первой позиции формообразования, описан в промышленном образце Японии 2521909. Отслаивание окалины внутри матрицы имеет тот недостаток, что окалина большей частью снова вдавливается в заготовку. Следствием этого является ухудшение качества поверхности, что делает необходимым более объемную последующую обработку резанием и увеличивает припуск на обработку, из-за чего повышаются потребность в материале и, тем самым, расходы на заготовку. Эти недостатки устраняются в прессах для горячего формообразования, у которых удаление окалины происходит на отдельной первой позиции формообразования. В патенте Швейцарии 594454 описан такой пресс для горячей ковки, в котором заготовки предварительно высаживают вне матрицы прессующим пуансоном,что называется также свободной высадкой, причем окалина откалывается от заготовок и идет в отходы. Предварительно высаженную заготовку с удаленной окалиной транспортируют затем транспортными клещами на вторую позицию формообразования и помещают там в матрицу,в которой ее прессуют. Таким образом, хотя и обеспечивается предотвращение вдавливания в заготовку отслоившейся окалины, однако, для этого требуется дополнительная ступень формообразования. Кроме того, изменяется наружный диаметр предварительно высаженной заготовки, поскольку уже на пустой соседней позиции формообразования усилие высадки, которое может возникнуть, например, после обычного отпускания концов металлического прутка в нор 002505 2 мальном режиме, выше, чем на полных соседних позициях формообразования. Поэтому для транспортировки заготовки практически неизбежными являются самоцентрирующиеся транспортные клещи. Из заявки Японии 60030545 известен вертикальный пресс для формообразования заготовки в закрытом штампе. Опускающийся ползун вдавливает сначала верхний внешний пуансон в матрицу к предварительно вложенной заготовке. После этого верхний и нижний внутренние пуансоны вдавливаются с контролем усилия в заготовку соответственно сверху и снизу. Выбрасывание деформированной заготовки происходит, наконец, посредством нижнего внешнего пуансона. Предварительная высадка заготовки вне матрицы не предусмотрена. Ввиду недостатков известных до сих пор,описанных выше способов удаления окалины, в основе изобретения лежит следующая задача. Необходимо создать способ горячего прессования заготовок описанного выше рода, при котором удаление окалины с заготовок происходит вне матрицы без необходимости для этого дополнительной позиции формообразования. Эта задача решается посредством способа горячего прессования согласно изобретению,охарактеризованного в независимом п.1 формулы. Пункт 4 формулы относится к прессу для горячего формообразования согласно изобретению для осуществления способа. Предпочтительные варианты выполнения приведены в зависимых пунктах формулы. Сущность изобретения состоит в том, что в способе горячего прессования заготовок, при котором с нагретой до температуры ковки заготовки окалину удаляют вне матрицы путем предварительной высадки посредством прессующего пуансона, а затем в одной или нескольких матрицах прессуют до нужной формы,предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице тем же прессующим пуансоном за тот же цикл движения прессующего пуансона. Благодаря изобретению прессуемую заготовку можно на единственной позиции формообразования единственным прессующим пуансоном за один цикл движения сначала подвергнуть предварительной высадке вне матрицы и удалить с нее окалину, а затем подвергнуть фасонному прессованию в матрице. Поскольку удаление окалины происходит вне матрицы, т.е. свободно, отслоившаяся окалина не вдавливается снова в заготовку, поэтому качество ее поверхности не ухудшается. Кроме того, по сравнению с описанным в патенте Швейцарии 594454 прессом для горячего формообразования можно сэкономить на одной позиции формообразования, а также не нужны самоцентрирующиеся транспортные клещи, поскольку транспортировка к следующей позиции формообразования происходит только после фасонно 3 го прессования в матрице, после чего заготовки имеют точно определенный внешний контур. Способ горячего прессования согласно изобретению объединяет в себе, таким образом, преимущества обоих известных, описанных выше способов удаления окалины без их недостатков. Предпочтительный пример выполнения пресса для горячего формообразования для осуществления способа согласно изобретению включает в себя, по меньшей мере, одну матрицу, относящийся к ней выдвигаемый и вдвигаемый выбрасыватель и установленный с возможностью возвратно-поступательного перемещения прессующий пуансон. Согласно изобретению имеются средства, с помощью которых возврат выдвинутого выбрасывателя движущимся вперед прессующим пуансоном может задерживаться расположенной между выбрасывателем и прессующим пуансоном заготовкой с возможностью, таким образом, предварительной высадки заготовки вне матрицы. При работе подобного пресса для горячего формообразования посредством движущегося вперед прессующего пуансона за тот же цикл движения заготовка предварительно высаживается вне матрицы, вдвигается в матрицу, прессуется там и наконец снова выталкивается из матрицы выбрасывателем. У многоступенчатого пресса для горячего формообразования заготовку известным образом переводят затем на следующую позицию формообразования. Средства задержки возврата выбрасывателя и ввода заготовки в матрицу могут представлять собой, например, гидравлические пневматические, механические или электромеханические средства. Гидравлические или пневматические средства задержки включают в себя в предпочтительном примере выполнения управляющий поршень, расположенный в напорной камере и соединенный с выбрасывателем непосредственно или косвенно, а также средства для подачи жидкости или газа в напорную камеру и отвода из нее. Средства для отвода жидкости или газа выполнены таким образом, что отвод жидкости или газа из напорной камеры происходит частично с задержкой и задерживает возврат управляющего поршня и выбрасывателя. Они включают в себя предпочтительным образом отводящий трубопровод для жидкости или газа,в котором установлен дроссель или клапан ограничения давления, открывающийся только при определенном давлении жидкости или газа или который открывается и закрывается управляющим штифтом. Предпочтительный пресс для горячего формообразования согласно изобретению с механическими средствами задержки включает в себя установленный с возможностью вращения кулачок для управления выдвиганием и вдвиганием выбрасывателя, который выполнен таким образом, и вращение координируется с возврат 002505 4 но-поступательным движением прессующего пуансона так, что возврат выдвинутого выбрасывателя происходит с задержкой. Ниже способ горячего прессования заготовок и пресс для горячего формообразования согласно изобретению более подробно описаны с помощью примеров выполнения со ссылкой на прилагаемые чертежи, на которых на фиг. 1 изображен разрез части пресса для горячего формообразования первого примера выполнения согласно изобретению с гидравлическими средствами задержки с дросселем во время предварительной высадки; на фиг. 2 изображен разрез части пресса для горячего формообразования второго примера выполнения согласно изобретению с гидравлическими средствами задержки с клапаном ограничения давления вместо дросселя по окончании фасонного прессования; на фиг. 3 изображен разрез части пресса для горячего формообразования третьего примера выполнения согласно изобретению с гидравлическими средствами задержки с управляющим штифтом во время предварительной высадки; на фиг. 4 изображен разрез части пресса для горячего формообразования четвертого примера выполнения согласно изобретению с механическими средствами задержки. Изображенный на фиг. 1 пресс для горячего формообразования согласно изобретению первого примера выполнения включает в себя расположенную посредством матрицедержателя 6 между упором 15 и крышкой 18 упора матрицу 5, которая служит для размещения и фасонного прессования заготовки 4. Основание матрицы 5 имеет отверстие для выдвигаемого и вдвигаемого выбрасывателя 7, который во время предварительной высадки служит в качестве сопротивления для прилегающей заготовки 4, во время фасонного прессования - в качестве формообразующей части для заготовки 4, а после фасонного прессования - для выталкивания деформированной заготовки из матрицы 5. Выбрасыватель 7 соединен с установленным в напорной камере 28 с возможностью перемещения управляющим поршнем 8, который снабжен нажимным кольцом 12 для регулирования положения выбрасывателя. Напорная камера 28 выполнена в зажимном кольце 13, к которому матрицедержатель 6 привинчен через позиционирующий клин 19. На противоположном выбрасывателю 7 конце управляющий поршень 8 соединен с пальцем 9 выбрасывателя, соединенным со штоком 17 выбрасывателя, установленным известным образом с возможностью перемещения косвенно посредством кулачка (не показан) в направлении матрицы 5. Палец 9 выбрасывателя перемещается в опоре 14, которая, кроме того, служит для воспринятия усилий прессования и прилегает к нажимной плите 16. В опоре 14 вы 5 полнен охлаждающий канал 141, а в пальце 9 выбрасывателя - охлаждающий канал 91, по которым к проходящему аксиально в управляющем поршне 8 и выбрасывателе 7 отверстию 10 матрицы можно подавать охлаждающее средство. Для охлаждения и промывной очистки матрицы 5 в выбрасывателе 7 выполнены выходные отверстия 11. Во избежание насосного действия управляющего поршня 8 на стороне выбрасывателя 7 во время выталкивания деформированной заготовки 4 из матрицы 5 зажимное кольцо 13 снабжено разгрузочным отверстием 159 для жидкости, проходящим через упор 15. Зажимное кольцо 13 и крышка 18 упора снабжены обозначенными штриховыми линиями входным 21 и выходным 24 отверстиями для жидкости. К входному отверстию 21 для жидкости присоединен подающий трубопровод 20 для жидкости, в котором расположен обратный клапан 22. К выходному отверстию 24 для жидкости присоединен отводящий трубопровод 23 для жидкости, в котором установлен используемый для давления до 350 бар дроссель 25 для задержки вытекания жидкости из напорной камеры 28. Прессование заготовки 4 происходит посредством прессующего пуансона 1, который изображен здесь в разных положениях на каждую половину. В верхнем положении еще недеформированная заготовка 4 удерживается между удерживающим штифтом 2, натянутым натяжной пружиной 3 в направлении матрицы 5, и выбрасывателем 7. Натяжение удерживающего штифта 2 может происходить в качестве альтернативы также посредством давления воздуха. В нижнем положении прессующий пуансон 1 уже предварительно высадил заготовку 4, удалил с нее окалину и начинает теперь вдвигать заготовку 4 в матрицу 5. Заготовку 4 предварительно высаживают посредством движущегося вперед прессующего пуансона 1 за счет того, что выбрасыватель 7 изза сопротивления дросселя 25 к вытеканию жидкости из напорной камеры 28 удерживается управляющим поршнем 8 в своем выдвинутом положении. Легкая податливость, т.е. вдвигание, выбрасывателя 7 во время предварительной высадки не оказывает негативного влияния на удаление окалины вне матрицы 5. После предварительной высадки заготовка 4 вдвигается движущимся дальше вперед прессующим пуансоном 1 в матрицу 5, причем сопротивление дросселя 25 к вытеканию жидкости преодолевается за счет повышающегося давления, и прессуется там. После фасонного прессования выбрасыватель 7, приводимый в действие посредством вышеупомянутого кулачка (не показан) через шток 17, палец 9 и управляющий поршень 8, снова выталкивает заготовку 4 из матрицы 5,так что она может быть взята, например, транспортными клещами. 6 Изображенный на фиг. 2 второй пример выполнения отличается от первого тем, что в отводящем трубопроводе 23 для жидкости вместо дросселя 25 установлен клапан 26 ограничения давления с линией 27 управления. Может использоваться, например, клапан ограничения давления примерно до 350 бар фирмы "Бьери",Берн. По окончании предварительной высадки давление на управляющий поршень 8 и, тем самым, в напорной камере 28 и отводящем трубопроводе 23 для жидкости повышается движущимся вперед прессующим пуансоном 1 настолько, что прежде закрытый клапан 26 ограничения давления открывается через линию 27 управления и жидкость может вытекать. Вследствие этого выбрасыватель 7 вдвигается, а заготовка 4 вводится в матрицу 5 и прессуется там. Заготовка 4 и прессующий пуансон 1 показаны здесь по окончании фасонного прессования. Далее дается ссылка на описание первого примера выполнения. В третьем примере выполнения, показанном на фиг. 3, в отличие от первых двух канал 29 для отвода жидкости проходит через зажимное кольцо 13, опору 14 и упор 15. Передняя часть прочно соединенного со штоком 17 выбрасывателя управляющего штифта 30 установлена с возможностью возвратно-поступательного перемещения в отверстии 31 опоры 14, причем он в зависимости от положения закрывает или же полностью или частично открывает канал 29 для отвода жидкости. Как и на фиг. 1, здесь прессование заготовки 4 изображено в два различных момента времени. На верхней половине чертежа еще недеформированная заготовка 4 удерживается между натяжным удерживающим штифтом 2 и выбрасывателем 7. Задняя часть управляющего штифта 30 упирается в палец 9 выбрасывателя,а его передняя часть закрывает канал 29 для отвода жидкости, так что из напорной камеры не может вытекать жидкость. Затем шток 17 выбрасывателя и управляющий штифт 2 начинают тогда двигаться назад, и заготовка 4 предварительно высаживается затем движущимся вперед прессующим пуансоном 1, пока, наконец, не будет достигнуто положение, изображенное на нижней половине фигуры, т.е. пока заготовка 4 не будет предварительно высажена,с нее не будет удалена окалина, а управляющий штифт 30 не будет непосредственно готов открыть канал 29 для отвода жидкости. Далее шток 17 выбрасывателя и управляющий штифт 30 движутся еще дальше назад, так что по каналу 29 жидкость может вытекать из напорной камеры 28, в результате чего управляющий поршень 8 и выбрасыватель 7 движутся в направлении штока 17, а заготовка 4 - в матрицу 5. Длина управляющего штифта 30 может быть выбрана в соответствии с данной нужной длиной предварительной высадки. 7 Для того чтобы шток 17 выбрасывателя и соединенный с ним управляющий штифт 30 могли двигаться назад, перед пальцем 9 выбрасывателя, управляющим поршнем 8 и выбрасывателем 7, с одной стороны, косвенно управляющий штоком 17 выбрасывателя кулачок должен быть выполнен так, чтобы он допускал подобное движение назад, а, с другой стороны,должны быть предусмотрены средства, обеспечивающие движение назад. В изображенном примере выполнения движение назад создается пружиной 32. Можно, однако, например, шарнирно сочленить шток 17 выбрасывателя с управляемым посредством кулачка рычагом выбрасывателя, так что он не только толкает шток 17 вперед, но и тянет назад. Далее дается ссылка на описание первого примера выполнения. Изображенный на фиг. 4 четвертый пример выполнения пресса для горячего формообразования включает в себя станину 130 и инструментальный блок 100, в котором расположены матрица 105 и относящийся к ней вдвигаемый и выдвигаемый выбрасыватель 107, в основном, соответствующий выбрасывателю 7 в первом примере выполнения. Выбрасыватель 107 соединен через палец 109 с аксиально перемещаемым штоком 117. Установленный с возможностью вращения вокруг оси 152 рычаг 150 выбрасывателя содержит нажимной палец 151 для штока 117 и установленный с возможностью свободного вращения ролик 153, прилегающий к кулачку 160. Рычаг 150 выбрасывателя натяжен натяжной пружиной 170 с возможностью постоянного прилегания ролика 153 к кулачку 160. За счет вращения кулачка 160 посредством вращающегося при работе по стрелке вала 161 рычаг 150 выбрасывателя поворачивается вперед и назад, причем при движении вперед, предстоящем в показанном положении рычага, нажимной палец 151 толкает шток 117 выбрасывателя в направлении матрицы 105, так что выбрасыватель 107 выдвигается. Кулачок 160 выполнен так, а его вращение координировано с движение прессующего пуансона (не показан) вперед и назад так, что возврат выдвинутого выбрасывателя 107 происходит с задержкой. Если ролик 153 прилегает к кулачку 160 в зоне А, то выбрасыватель 107 находится в выдвинутом положении в состоянии ожидания. Прессующий пуансон движется вперед к матрице 105, однако,еще не давит на расположенную между выбрасывателем 107 и прессующим пуансоном заготовку. В то время как ролик 153 за счет дальнейшего вращения кулачка 160 обкатывается по нему в зоне В, прессующий пуансон движется дальше вперед и предварительно высаживает заготовку, причем окалина отделяется от нее. После покидания зоны В рычаг 150 выбрасывателя снова поворачивается назад, а прессующий пуансон толкает выбрасыватель 107 и предвари 002505 8 тельно высаженную заготовку в матрицу 105,где она прессуется. После этого заготовка снова выталкивается из матрицы 105 и переводится на следующую позицию формообразования, например, транспортными клещами. Со следующей заготовкой все повторяется сначала. Для разных по высоте заготовок кулачок 160 установлен с возможностью вращения на валу 161 относительно него, так что можно достичь временного сдвига процесса предварительной высадки. Описанные выше способы и прессы для горячего прессования заготовок могут быть реализованы с другими вариантами выполнения. Кроме того, вместо изображенных на фиг. 1-3 гидравлических устройств возможны также аналогичные по конструкции, снабженные необходимыми уплотнениями пневматические устройства. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ горячего прессования заготовок,при котором с нагретой до температуры ковки заготовки (4) окалину удаляют вне матрицы (5; 105) путем предварительной высадки прессующим пуансоном (1), а затем в одной или нескольких матрицах (5;105) прессуют до нужной формы, отличающийся тем, что предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице (5; 105) тем же прессующим пуансоном (1) за тот же цикл движения прессующего пуансона (1). 2. Способ по п.1, отличающийся тем, что заготовку (4) при предварительной высадке удерживают посредством выдвинутого выбрасывателя (7; 107) первой или единственной матрицы (5; 105) вне нее и после предварительной высадки транспортируют за счет давления движущегося вперед прессующего пуансона (1) в матрицу (5; 105), где ее за счет дальнейшего движения вперед прессующего пуансона (1) подвергают фасонному прессованию. 3. Способ по п.2, отличающийся тем, что заготовку (4) уже во время предварительной высадки перемещают в направлении матрицы(5; 105), причем, однако, скорость движения мала по сравнению со скоростью движения после предварительной высадки. 4. Пресс для горячего формообразования для осуществления способа по п.2 или 3, содержащий, по меньшей мере, одну матрицу (5; 105), относящийся к ней выдвигаемый и вдвигаемый выбрасыватель (7; 107) и установленный с возможностью возвратно-поступательного движения прессующий пуансон (1), отличающийся тем, что имеются средства, с помощью которых возврат выдвинутого выбрасывателя(7; 107) движущимся вперед прессующим пуансоном (1) может задерживаться расположенной между выбрасывателем (7; 107) и прессующим пуансоном (1) заготовкой (4) с возможностью, 9 таким образом, предварительной высадки заготовки (4) вне матрицы (5; 105). 5. Пресс по п.4, отличающийся тем, что средства задержки включают в себя расположенный в напорной камере (28), соединенный с выбрасывателем (7; 107) непосредственно или косвенно управляющий поршень (8), а также средства для подачи жидкости или газа в напорную камеру (28) и отвода из нее, причем средства для отвода жидкости или газа выполнены таким образом, что отвод жидкости или газа из напорной камеры (28) происходит частично с задержкой и задерживает возврат управляющего поршня (8) и выбрасывателя (7). 6. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя отводящий трубопровод (23) для жидкости или газа, в котором установлен дроссель(25). 7. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя отводящий трубопровод (23) для жидкости или газа, в котором установлен клапан(26) ограничения давления, открывающийся только при определенном давлении жидкости или газа. 8. Пресс по п.5, отличающийся тем, что средства для отвода жидкости или газа включают в себя канал (29) для отвода жидкости или газа, который открывается и закрывается управляющим штифтом (30). 9. Пресс по п.8, отличающийся тем, что управляющий штифт (30) соединен с выполненным с возможностью возвратно-поступательного перемещения штоком (17) выбрасывателя для выдвигания выбрасывателя (7), причем имеются средства (32) для перемещения штока(17) выбрасывателя назад перед вдвиганием выбрасывателя (7). 10. Пресс по п.4, отличающийся тем, что он включает в себя установленный с возможностью вращения кулачок (160) для управления выдвиганием и вдвиганием выбрасывателя(107), который выполнен таким образом и вращение которого координировано с возвратнопоступательным перемещением прессующего пуансона так, что возврат выдвинутого выбрасывателя (107) происходит с задержкой. 11. Пресс по п.10, отличающийся тем, что имеющий возможность вращения кулачок (160) имеет возможность изменения своего положения относительно прессующего пуансона. 12. Пресс по п.11, отличающийся тем, что рычаг (150) выбрасывателя снабжен кулачком(160) для обеспечения с возможностью его перемещения вперед и назад, посредством которого выбрасыватель (107) имеет возможность выдвигаться и снова вдвигаться через шток (117) и, смотря по обстоятельствам, через палец (109) выбрасывателя.
МПК / Метки
МПК: B21J 5/00
Метки: пресс, прессования, заготовок, способ, осуществления, горячего
Код ссылки
<a href="https://eas.patents.su/7-2505-sposob-goryachego-pressovaniya-zagotovok-i-press-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ горячего прессования заготовок и пресс для его осуществления</a>
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Леза Клод, Маршал Поль, Лерве Жан, Кьенс Эмманюэль
МПК: D21F 5/18
Метки: способа, высоком, способ, перемещающегося, материала, помощи, этого, вакууме, горячего, устройство, осуществления, сушки, листа, воздуха, целлюлозного
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Способ горячего брикетирования зернистого губчатого железа
Номер патента: 266
Опубликовано: 25.02.1999
Авторы: Шимо Зигфрид, Хаусманн Хельмут, Штредер Михель, Фрейтаг Йохен, Вебер Петер, Хирш Мартин
МПК: C21B 13/00
Метки: способ, горячего, железа, зернистого, брикетирования, губчатого
Формула / Реферат:
1. Способ горячего брикетирования зернистого губчатого железа, в котором губчатое железо при температуре от 600 до 850°С загружают в валковый пресс для формования в горячие брикеты и получают полосчатую структуру из губчатого железа с отформованными, расположенными на расстоянии друг от друга горячими брикетами, от которых дроблением отделяют отдельные горячие брикеты, при этом получают раздробленные части полосчатой структуры, отличающийся тем,...
Проточная система под давлением и способ обработки жидкостно-проницаемых заготовок, таких как кости
Номер патента: 1263
Опубликовано: 25.12.2000
Авторы: Расселл Джеймс Л., Моррис Джон В., Дауд Майкл, Скарбораф Нельсон Л.
МПК: A61L 27/00
Метки: таких, кости, способ, жидкостно-проницаемых, обработки, заготовок, давлением, система, проточная
Формула / Реферат:
1. Проточная система под давлением для обработки внутреннего объема кости жидкостью, включающая а) камеру нагнетания давления жидкости, имеющую входной патрубок для жидкости и отверстие, выполненное в стенке камеры, размеры которого обеспечивают прохождение через него, по крайней мере, части кости; б) сжимаемое уплотнение, расположенное по окружности отверстия, способное принимать форму поверхности кости и способное жидкостно-непроницаемо...
Способ прессования многослойных панелей
Номер патента: 961
Опубликовано: 28.08.2000
Авторы: Хеселиус Ларс-Хенрик, Вилльман Тармо, Брунила Эско
МПК: B32B 5/08, E04C 2/292
Метки: прессования, панелей, многослойных, способ
Формула / Реферат:
1. Способ изготовления посредством прессования слоистой плоской перестроенной минераловатной плиты с тонким, прочным наружным покрытием, таким как покрытая полимером пластина из стального листа, связанная с адгезивом, на обеих сторонах указанной минераловатной плиты, для образования многослойной конструкции, отличающийся тем, что прессование при изготовлении слоистой плиты осуществляют с использованием регулируемого давления в интервале,...
Пресс для гидроформинга высокого давления
Номер патента: 1238
Опубликовано: 25.12.2000
Авторы: Джейкел Федерико Г., Ли Артур Л., Хортон Фрэнк А.
МПК: B21D 26/02
Метки: давления, пресс, высокого, гидроформинга
Формула / Реферат:
1. Устройство для гидроформинга трубной металлической заготовки, отличающееся тем, что оно включает в себя - блок штампа, который имеет внутреннюю поверхность штампа, ограничивающую полость штампа, которая выполнена с возможностью ввода в нее трубной металлической заготовки; - источник жидкости для гидроформинга; - блок ввода в концы трубы с гидравлическим приводом, который выполнен с возможностью его ввода в противоположные концы трубной...
Предыдущий патент: Многополюсный прерыватель низкого напряжения с повышенной электродинамической характеристикой с расположением полюсного вала в полюсном отсеке
Следующий патент: Способ селективного фототермолиза
Случайный патент: Устройство для хранения стерильных изделий