Способ и система для регулировки скорости потока шихтового материала в процессе загрузки шахтной печи
Номер патента: 22918
Опубликовано: 31.03.2016
Авторы: Лонарди Эмиль, Токерт Поль, Бредан Эмиль, Мейер Дамьен
Формула / Реферат
1. Способ загрузки шахтной печи, в котором
выгружают партии материала в печь из верхнего бункера с помощью клапана-регулятора потока, взаимосвязанного с верхним бункером для управления скоростью потока шихтового материала, при этом циклическая последовательность партий образует цикл загрузки, каждый из которых взаимосвязан с набором параметров для управления процессом загрузки, и при этом каждая партия представляет собой количество шихтового материала, которое промежуточно хранится в верхнем бункере для выгрузки в печь, причем клапан имеет предварительно определенные характеристики клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для заданных типов материала, при этом каждая из предварительно определенных характеристик клапана характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока для одного из вышеуказанных типов материала;
рассчитывают и сохраняют индивидуальные характеристики клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для каждой партии цикла загрузки, взаимосвязанного с набором параметров соответственно, при этом каждая индивидуальная характеристика клапана взаимно однозначно взаимосвязана с одной партией цикла загрузки и характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока и инициализирована, исходя из предварительно определенной характеристики клапана, которая предпочтительно выбрана в соответствии с преобладающим типом материала, содержащимся во взаимосвязанной партии,
при этом при каждой выгрузке данной партии цикла загрузки, взаимосвязанного с набором параметров, из верхнего бункера
определяют требуемую установку клапана, соответствующую установочному значению скорости потока, используя сохраненные индивидуальные характеристики клапана, взаимосвязанные с данной партией, и управляют клапаном-регулятором потока, используя упомянутую требуемую установку клапана,
определяют фактическую среднюю скорость потока для выгрузки данной партии,
осуществляют коррекцию и сохраняют скорректированную индивидуальную характеристику клапана, взаимосвязанную с данной партией, в случае наличия отклонения между установочным значением скорости потока и фактической средней скоростью потока, превышающего заданное минимальное отклонение,
так, чтобы обеспечить уменьшение отклонения скорости потока при последующем использовании набора параметров.
2. Способ по п.1, в котором каждую индивидуальную характеристику клапана представляют, по меньшей мере, последовательностью заданных значений установки клапана, при этом каждое заданное значение установки клапана взаимно однозначно соответствует одному значению скорости потока, и при этом коррекция сохраненной индивидуальной характеристики клапана, взаимосвязанной с данной партией, содержит применение соответствующего поправочного члена к каждому заданному значению установки клапана последовательности.
3. Способ по п.2, в котором соответствующий поправочный член для данного заданного значения установки клапана определяют как результат функциональной зависимости, которая увеличивается с разницей между установочным значением скорости потока и фактической средней скоростью потока и которая уменьшается с расстоянием с учетом индекса последовательности между данным заданным значением установки клапана и заданным значением установки клапана, приближающимся или равным требуемой установке клапана.
4. Способ по п.2 или 3, в котором последовательность заданных значений установки клапана увеличивают строго монотонно посредством приращения любого заданного значения установки клапана, которое меньше или равно заданному значению установки клапана, предшествующему в последовательности.
5. Способ по любому из пп.1-4, в котором установленное отклонение является отклонением, содержащимся в диапазоне от минимального коэффициента допуска, умноженного на установочное значение скорости потока, до максимального коэффициента допуска, умноженного на установочное значение скорости потока.
6. Способ по любому из пп.1-5, в котором для выгрузки данной партии из верхнего бункера используют требуемую установку клапана для управления клапаном-регулятором потока при отверстии регулирующего клапана, фиксированном во время выгрузки данной партии.
7. Способ по любому из пп.1-6, в котором шахтная печь представляет собой доменную печь.
8. Система для осуществления способа по п.1, содержащая верхний бункер для хранения партий цикла загрузки и клапан-регулятор потока, взаимосвязанный с бункером для управления скоростью потока шихтового материала в печь, при этом система содержит
хранилище данных о предварительно определенных характеристиках клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для заданных типов материала, при этом каждая предварительно определенная характеристика клапана характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока для одного типа материала,
память для хранения данных об индивидуальной характеристике клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для каждой партии цикла загрузки, взаимосвязанного с набором параметров для управления процессом загрузки соответственно, при этом каждая индивидуальная характеристика клапана взаимно однозначно взаимосвязана с одной партией цикла загрузки и характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока и инициализирована, исходя из предварительно определенной характеристики клапана, которая предпочтительно выбрана в соответствии с преобладающим типом материала, содержащегося во взаимосвязанной партии, и
программируемое вычислительное устройство, запрограммированное для выполнения следующих действий при каждой выгрузке данной партии цикла загрузки, взаимосвязанного с набором параметров, из верхнего бункера:
использование сохраненной индивидуальной характеристики клапана, взаимосвязанной с данной партией, для определения требуемой установки клапана, соответствующей установочному значению скорости потока, и использование требуемой установки клапана для управления клапаном-регулятором потока,
определение фактической средней скорости потока для выгрузки данной партии,
коррекция и сохранение скорректированной индивидуальной характеристики клапана, взаимосвязанной с данной партией, в случае наличия отклонения между установочным значением скорости потока и фактической средней скоростью потока, которое превышает установленное минимальное отклонение,
для того чтобы обеспечить уменьшение отклонения скорости потока при последующем использовании набора параметров.
9. Система по п.8, в которой каждая индивидуальная характеристика клапана представлена в памяти для хранения данных, по меньшей мере, последовательностью заданных значений установки клапана, при этом каждое заданное значение установки клапана взаимно однозначно соответствует одному значению скорости потока, и в которой программируемое вычислительное устройство запрограммировано для коррекции сохраненной индивидуальной характеристики клапана, взаимосвязанной с данной партией, посредством применения соответствующего поправочного члена к каждому заданному значению установки клапана последовательности.
10. Система по п.9, в которой программируемое вычислительное устройство запрограммировано для определения соответствующего поправочного члена для данного заданного значения установки клапана как результат функциональной зависимости, которая увеличивается с разницей между установочным значением скорости потока и фактической средней скоростью потока и которая уменьшается с расстоянием с учетом индекса последовательности между данным заданным значением установки клапана и заданным значением установки клапана, приближающимся или равным требуемой установке клапана.
11. Система по п.9 или 10, в которой программируемое вычислительное устройство запрограммировано для обеспечения того, что последовательность заданных значений установки клапана увеличивается строго монотонно посредством приращения заданного значения установки клапана, которое меньше или равно заданному значению установки клапана, предшествующему в последовательности.
12. Система по любому из пп.8-11, в которой установленное отклонение является отклонением, содержащимся в диапазоне от минимального коэффициента допуска, умноженного на установочное значение скорости потока, до максимального коэффициента допуска, умноженного на установочное значение скорости потока.
13. Система по любому из пп.8-12, которая сконфигурирована для использования требуемой установки клапана для управления клапаном-регулятором потока при отверстии клапана, фиксированном во время выгрузки данной партии.
14. Система по любому из пп.8-13, в которой шахтная печь представляет собой доменную печь.

Текст
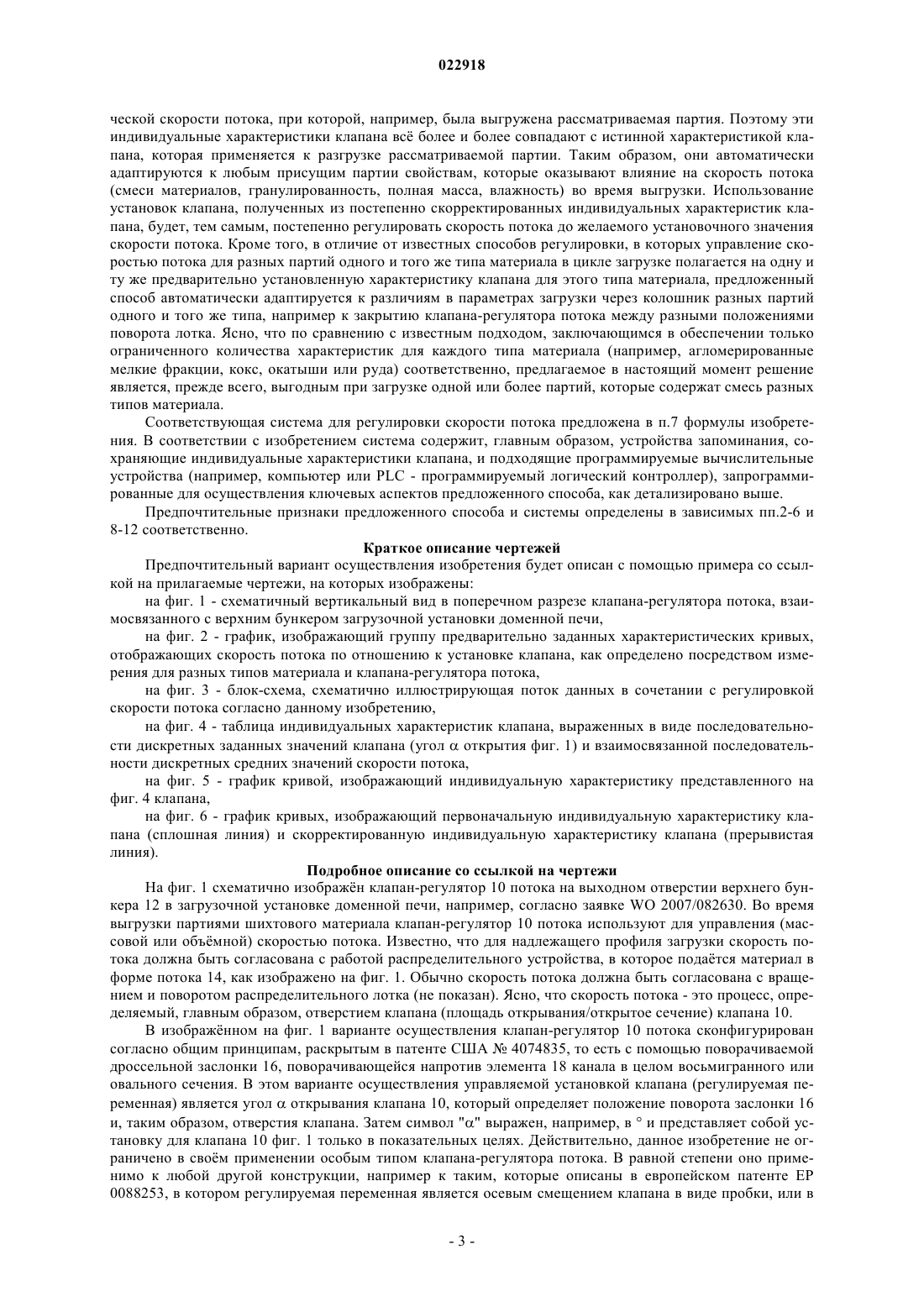
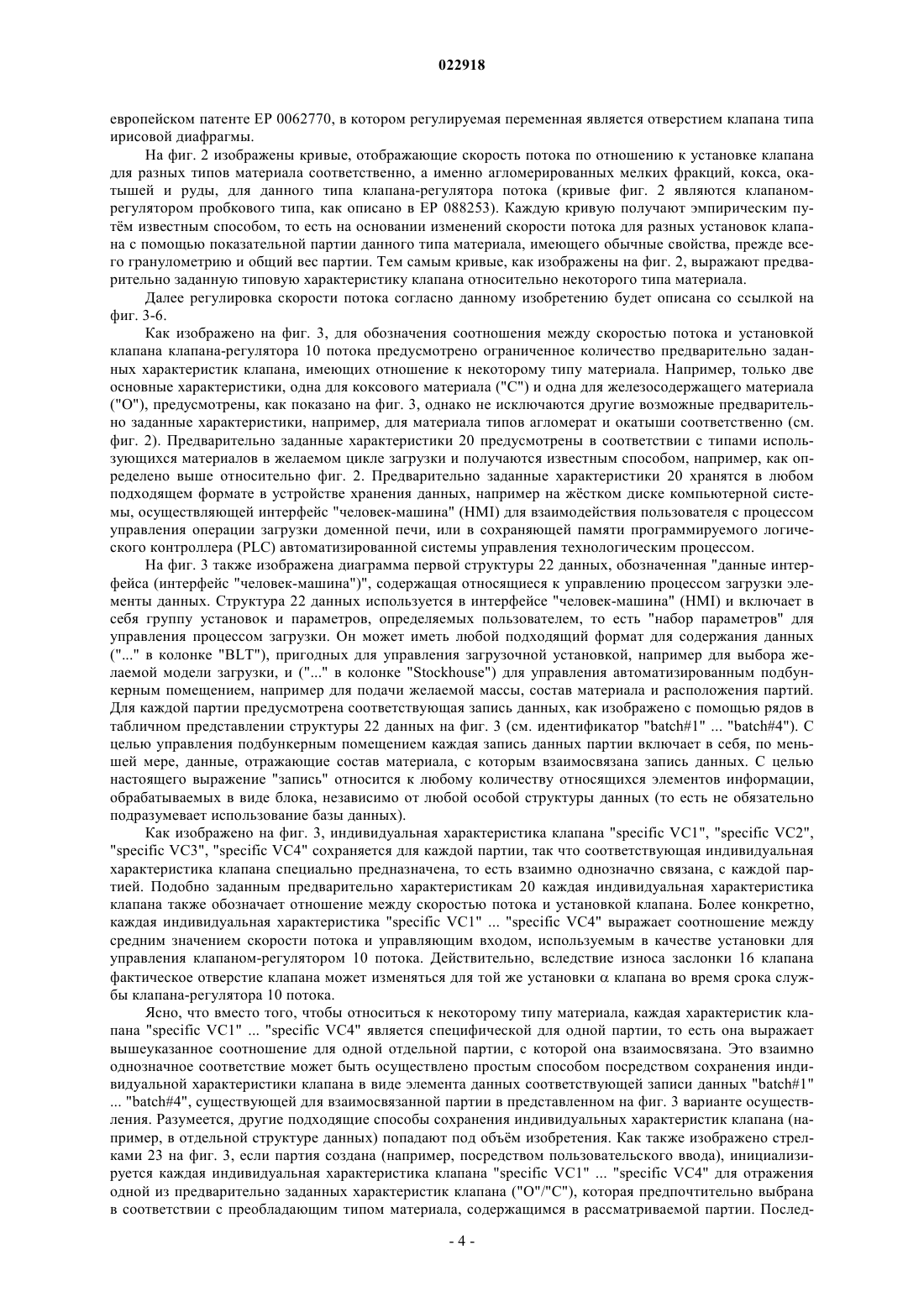
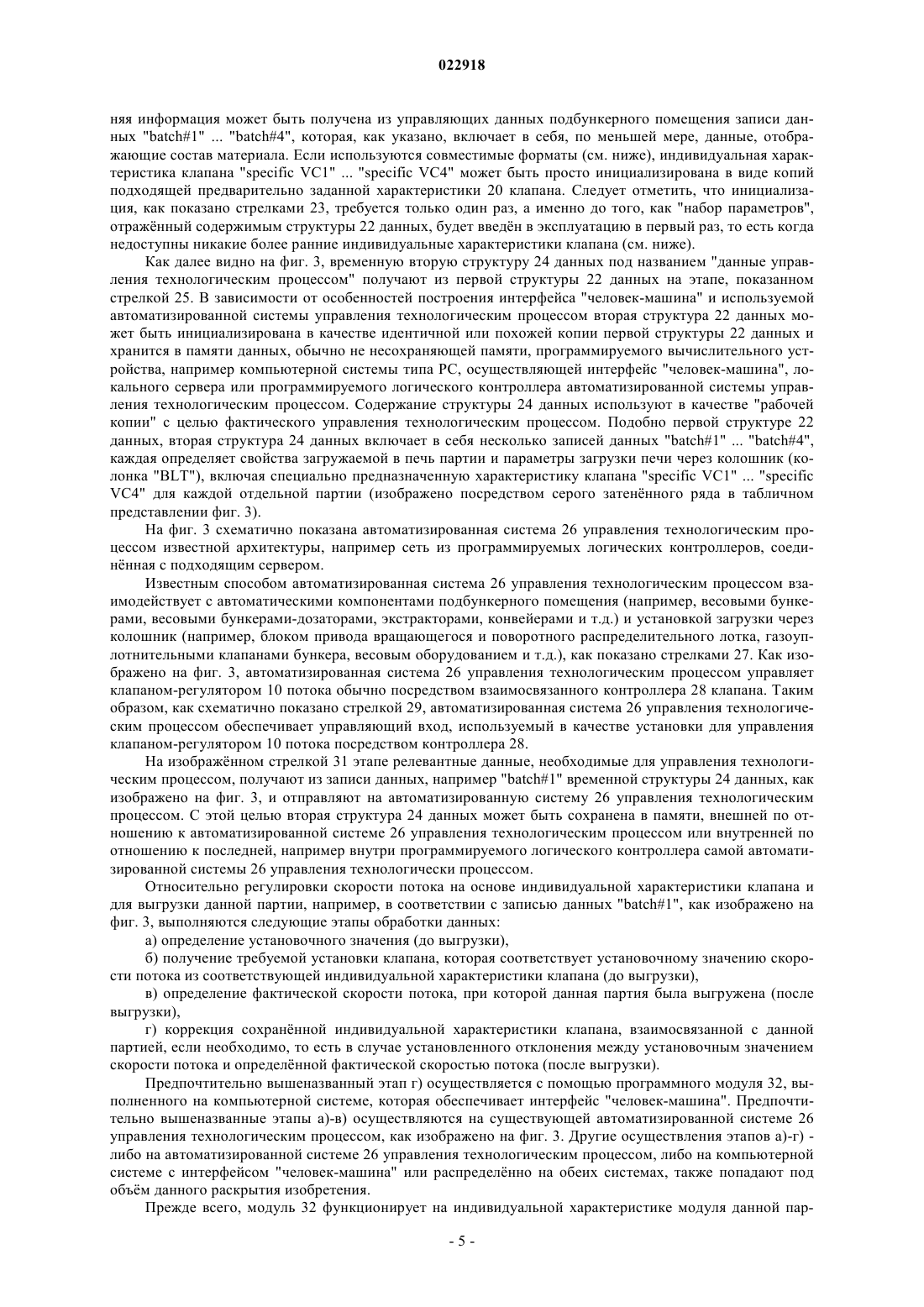
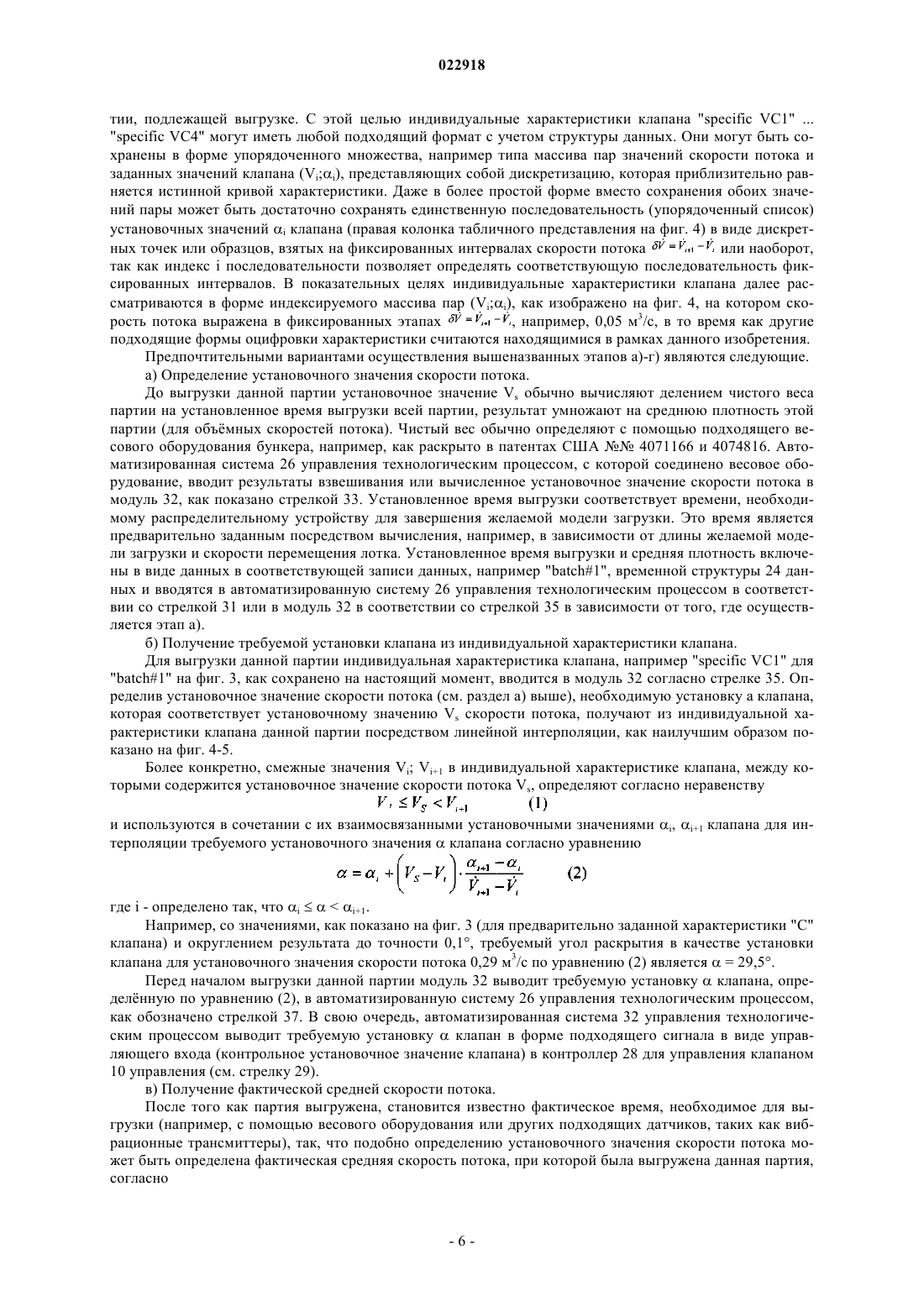
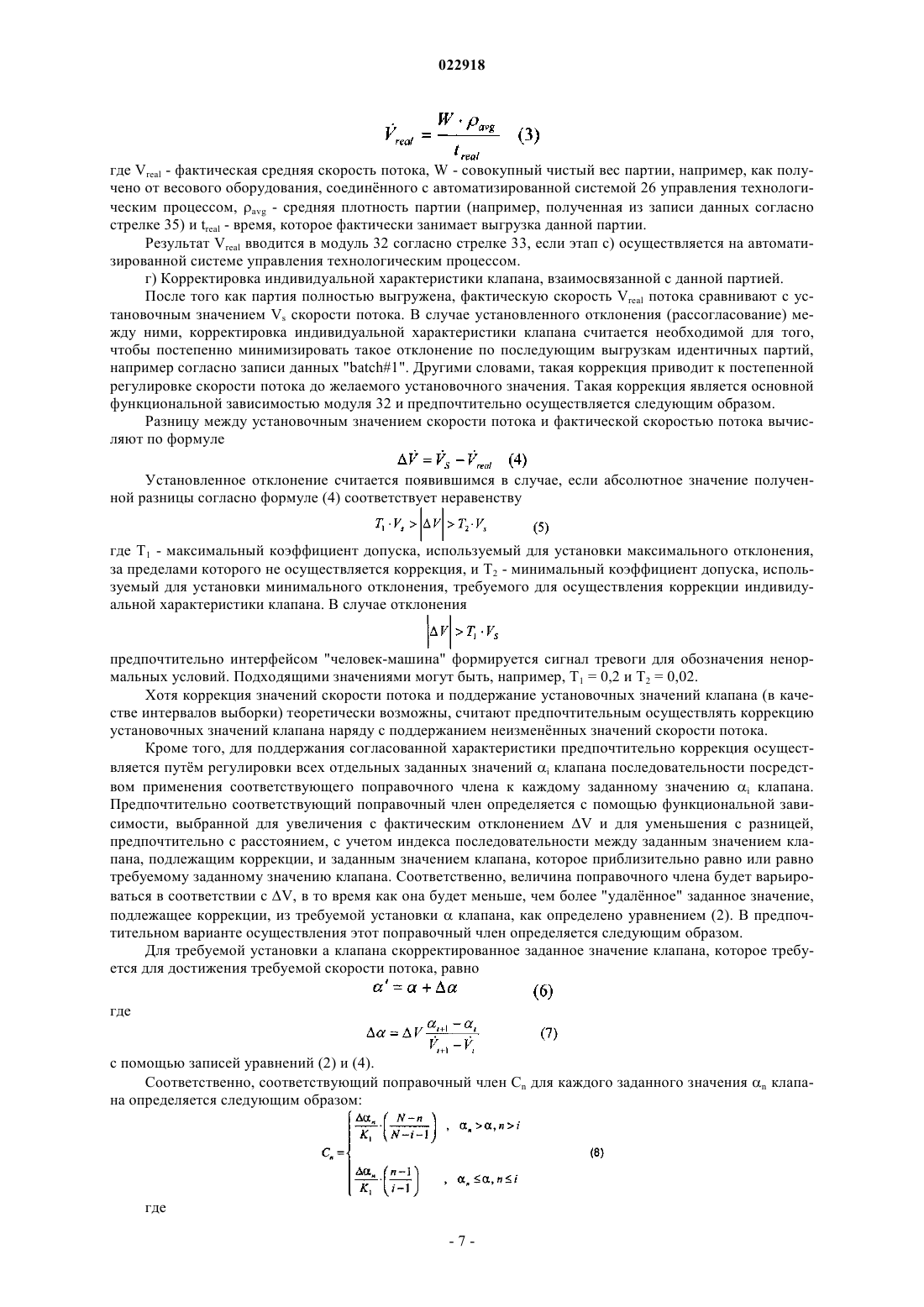
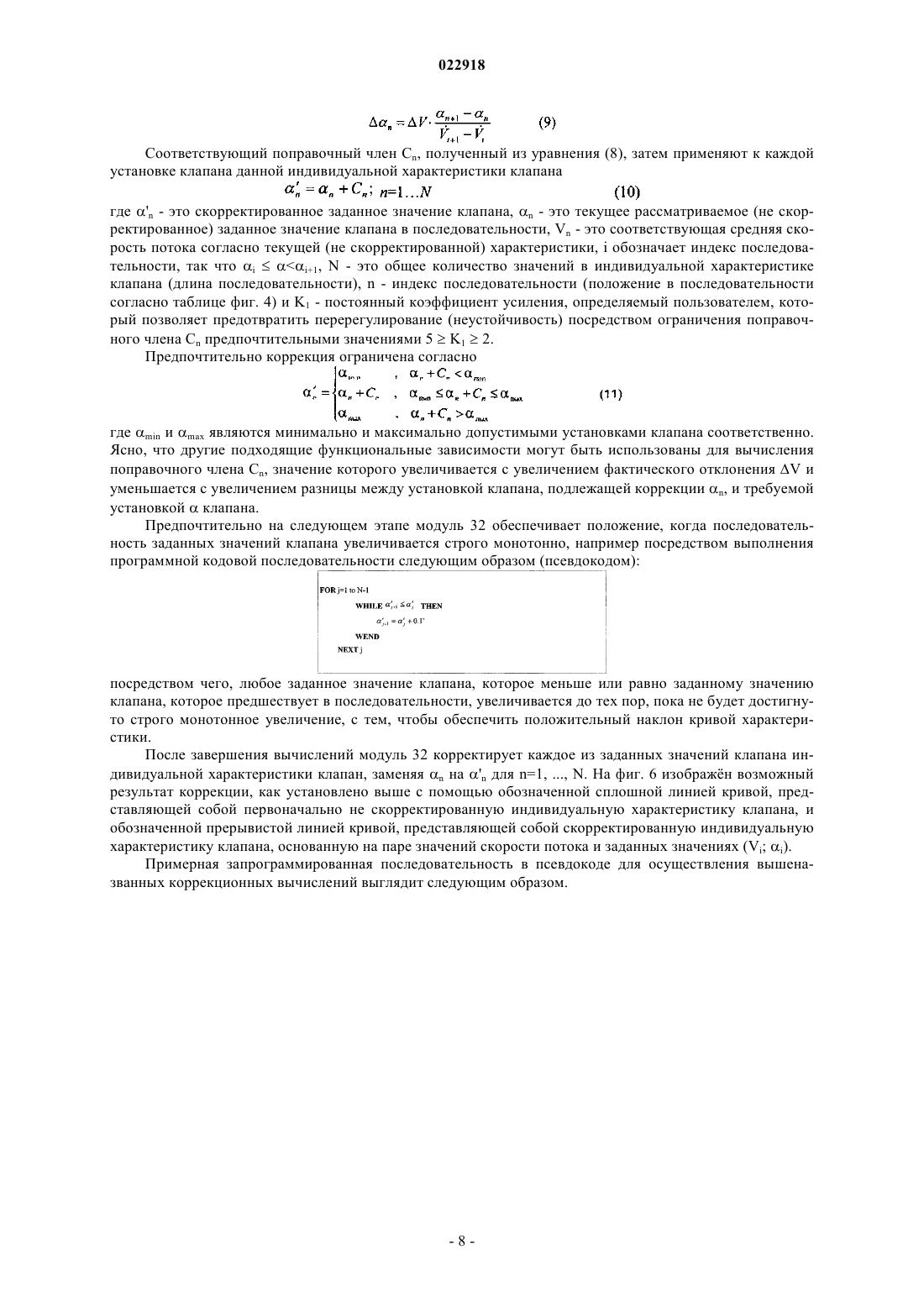
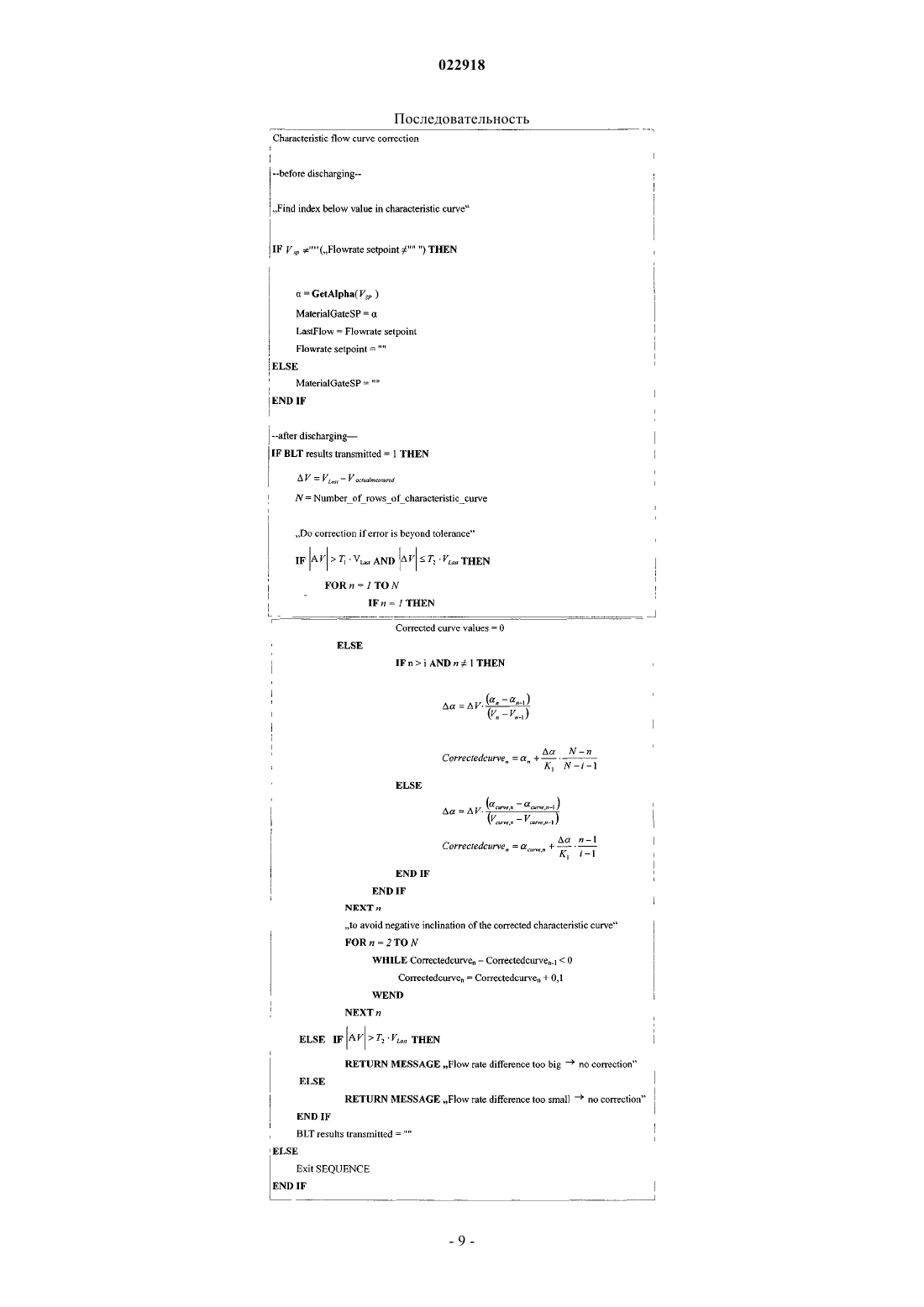
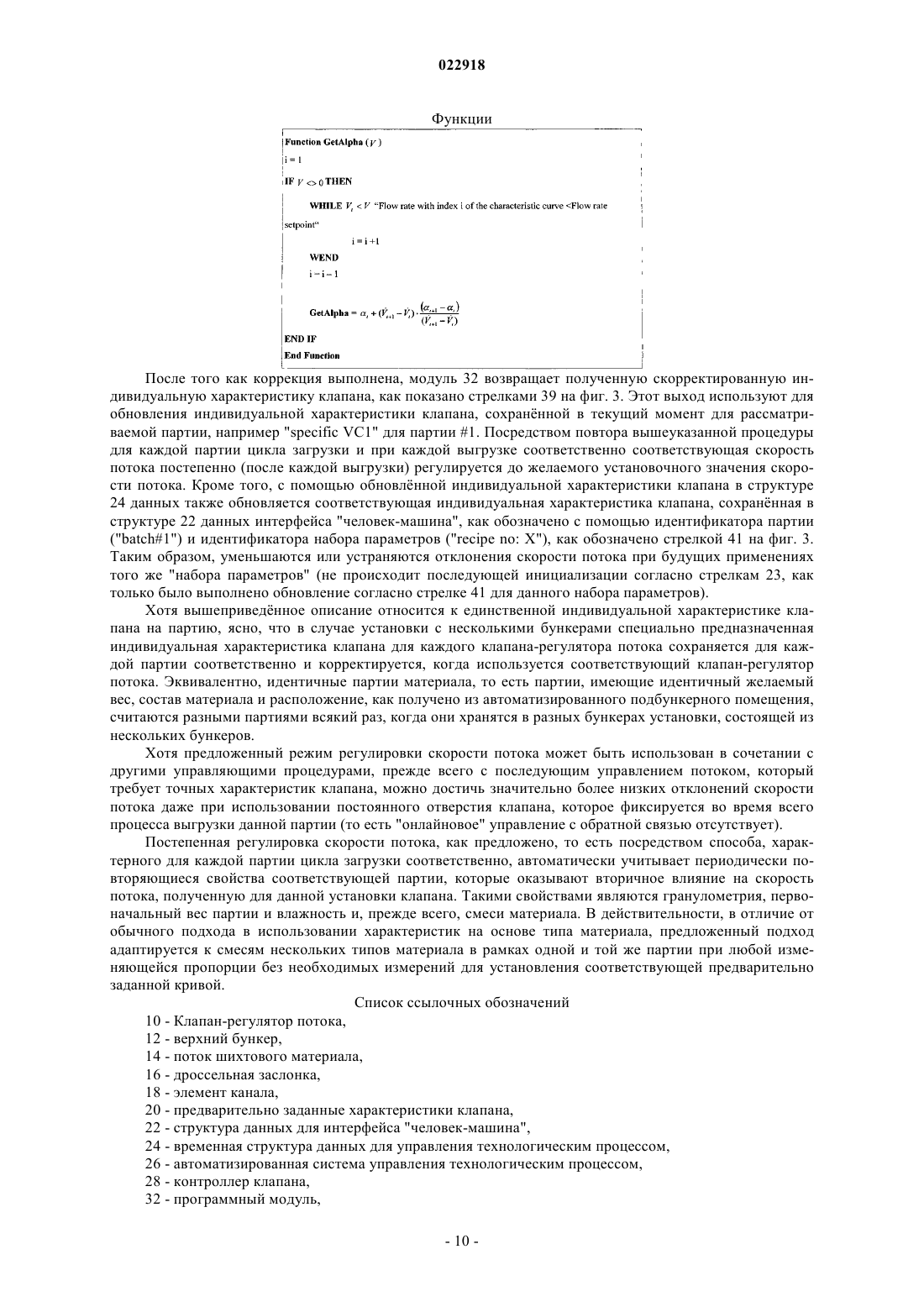
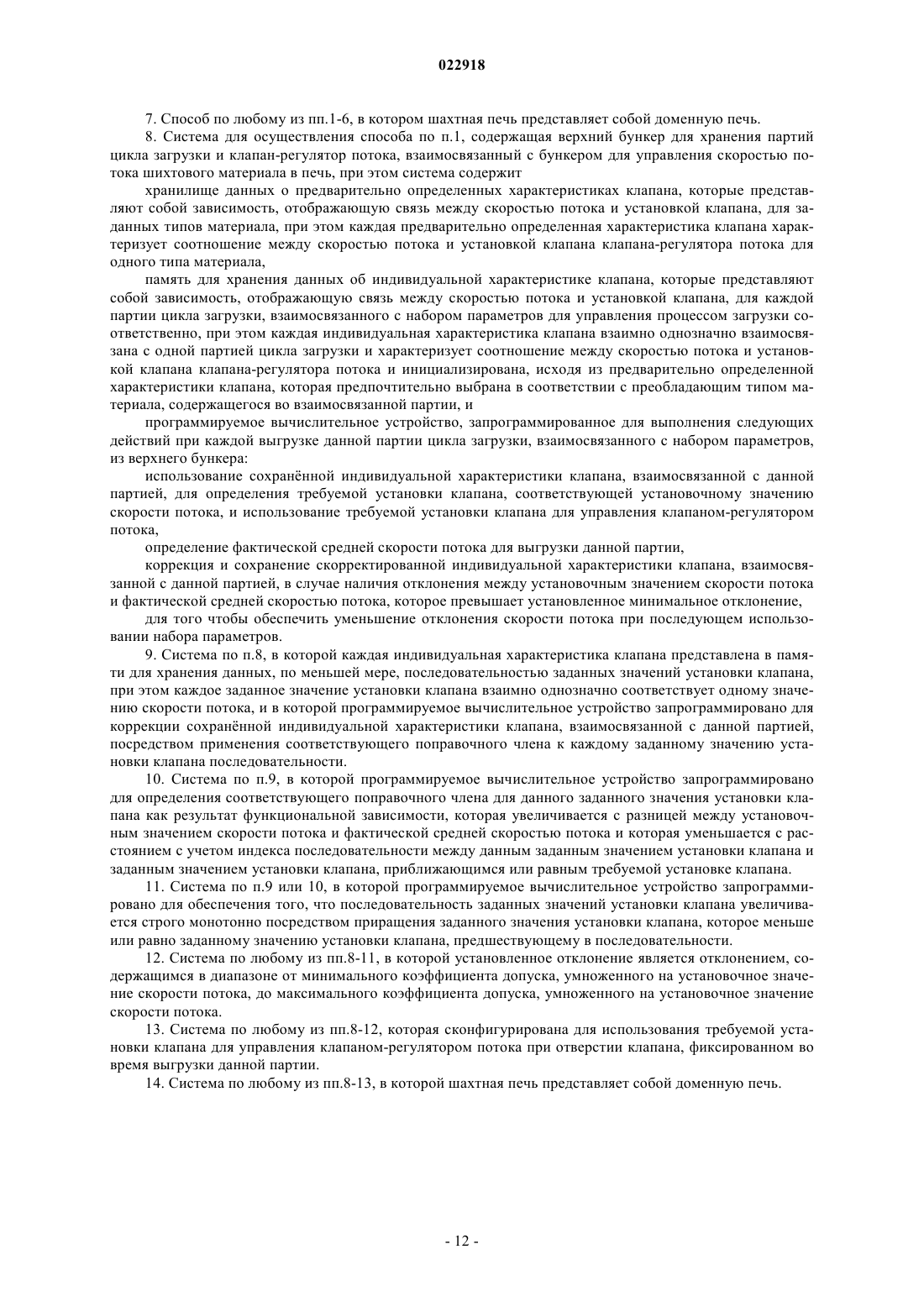
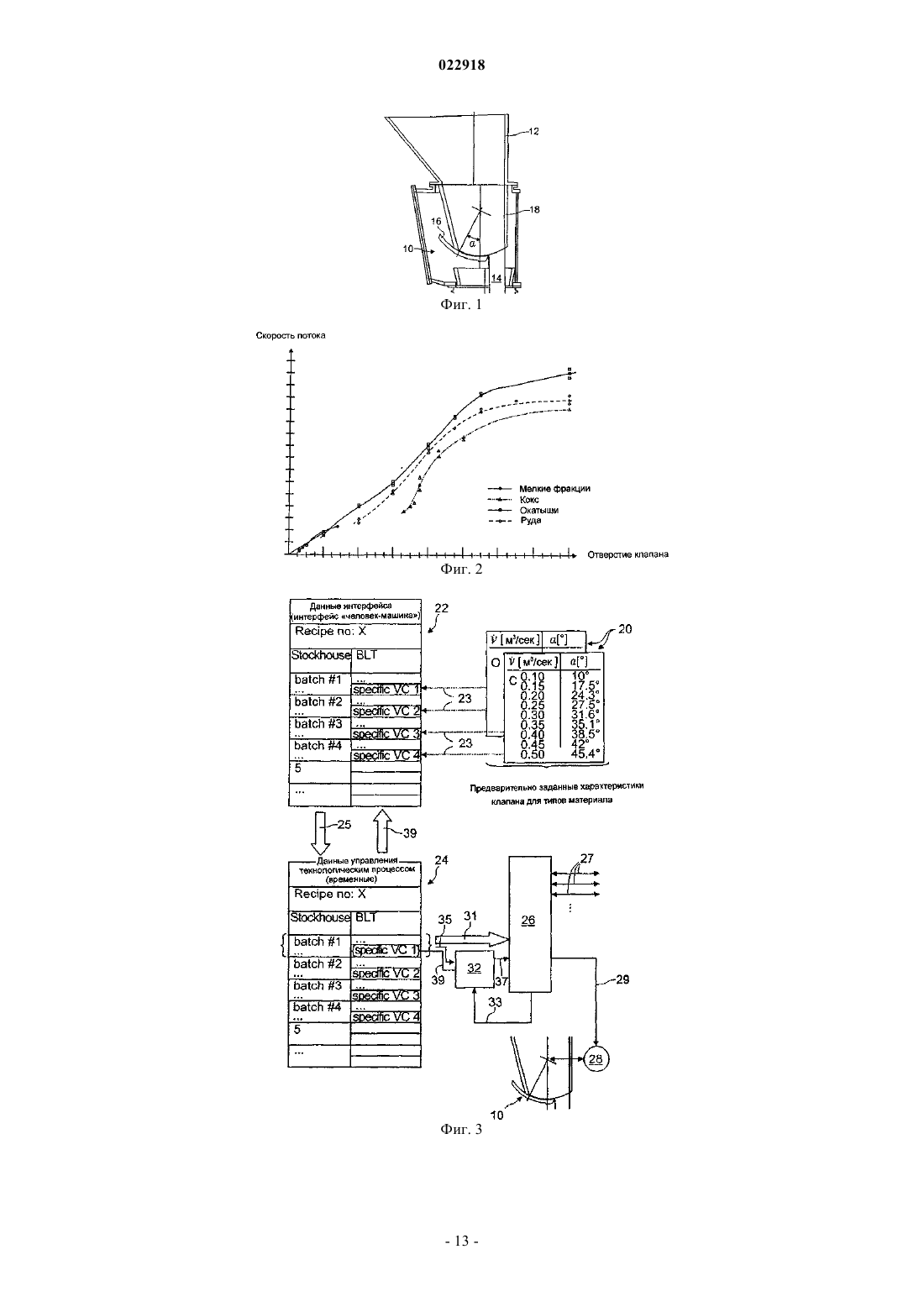
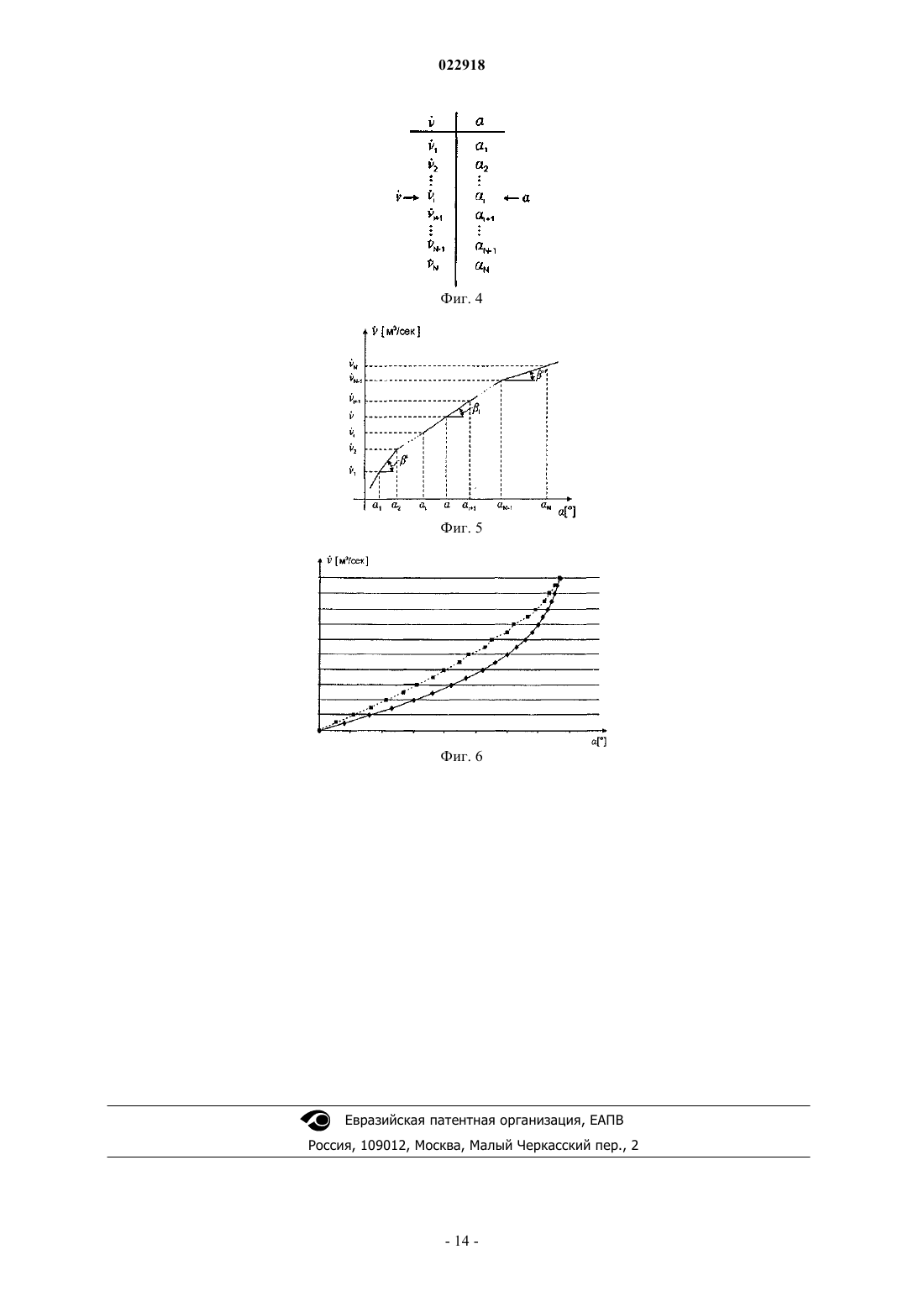
СПОСОБ И СИСТЕМА ДЛЯ РЕГУЛИРОВКИ СКОРОСТИ ПОТОКА ШИХТОВОГО МАТЕРИАЛА В ПРОЦЕССЕ ЗАГРУЗКИ ШАХТНОЙ ПЕЧИ В процессе загрузки шахтной печи, прежде всего доменной печи, обычно партии шихтового материала выгружают в печь из верхнего бункера с помощью клапана-регулятора потока. Предложены способ и система регулировки скорости потока шихтового материала в таком процессе. Предусматривают предварительно заданные характеристики клапана для некоторых типов материала, при этом каждая обозначает соотношение между скоростью потока и установкой клапана клапана-регулятора потока для одного типа материала. Согласно изобретению сохраняют индивидуальную характеристику клапана для каждой партии шихтового материала, при этом каждая индивидуальная характеристика клапана взаимно-однозначно взаимосвязана с одной партией и обозначает соотношение между скоростью потока и установкой клапана клапанарегулятора потока для взаимосвязанной партии. Относительно выгрузки данной партии из верхнего бункера изобретение предлагает использование сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, для определения требуемой установки клапана,соответствующей установочному значению скорости потока, и использование требуемой установки клапана для управления клапаном-регулятором потока, определение фактической средней скорости потока для выгрузки данной партии, коррекция сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, в случае установленного отклонения между установочным значением скорости потока и фактической средней скоростью потока. В общем, данное изобретение относится к процессу загрузки шахтной печи, прежде всего доменной печи. Более конкретно, данное изобретение относится к способу и системе для регулировки скорости потока шихтового материала из верхнего бункера в печь с помощью клапана-регулятора потока. Уровень техники Хорошо известно, что помимо надлежащего шихтования материалов геометрическое распределение шихтового материала в доменной печи оказывает решающее влияние на процесс производства жидкого металла, так как оно, среди всего прочего, определяет распределение газа. Для того чтобы достичь желаемой степени распределения, принимая во внимание оптимальный процесс, два основных аспекта имеют важное значение. Во-первых, материал должен направляться в правильное геометрическое расположение на уровне засыпи для достижения желаемой конфигурации, обычно группы замкнутых концентрических колец или спирали. Во-вторых, необходимо загружать соответствующее количество шихтового материала на единицу поверхности по траектории. Относительно первого аспекта, геометрически правильно заданного распределения можно достичь с помощью установки загрузки через колошник, оснащнной распределительным лотком, который выполнен с возможностью вращения вокруг оси печи и с возможностью вращения вокруг оси, перпендикулярной оси вращения. За последние десятилетия этот тип загрузочной установки, обычно именуемыйBELL LESS TOP, нашл широкое применение в промышленности, так как он позволяет осуществить направление шихтового материала точно к любой точке уровня засыпи посредством надлежащей регулировки вращения лотка и углов поворота. Ранний пример такой загрузочной установки раскрыт в патенте США 3693812, переуступленном фирме PAUL WURTH. На практике этот тип установки используют для выгрузки циклически повторяющихся последовательностей партий шихтового материала в печь с помощью распределительного лотка. Материал на распределительный лоток обычно поступает из одного или более верхних бункеров (также именуемые бункерами для материала), расположенных у колошника печи выше по потоку от жлоба, которые обеспечивают промежуточное хранение для каждой партии и служат в качестве шлюза печного газа. Принимая во внимание второй аспект, то есть управление количеством загружаемого на единицу поверхности материала, вышеуказанный тип загрузочной установки обычно оснащн соответствующим клапаном-регулятором потока (также именуемый заслонкой для материала) для каждого верхнего бункера, например, согласно патенту США 4074835. Клапан-регулятор потока используют для регулировки скорости потока шихтового материала, выгружаемого из соответствующего бункера в печь посредством распределительного лотка для получения соответствующего количества шихтового материала на единицу площади с помощью изменения отверстия клапана. Регулировка скорости потока обычно имеет цель получения диаметрально симметричного и равномерного по окружности распределения массы по желаемой траектории, что обычно требует постоянной скорости потока. Другая важная цель - синхронизация конца выгрузки партии относительно траектории,заданной распределительным лотком. В противном случае бункер может быть опустошн до того, как лоток достигнет конца траектории ("недорегулирование") или там может остаться материал, который необходимо выгрузить после того, как траектория полностью описана жлобом ("перерегулирование"). В известном подходе клапан-регулятор потока первоначально установлен в заданное "среднее" положение, то есть "среднее" отверстие клапана, соответствующее средней скорости потока. На практике средняя скорость потока определяется в зависимости от первоначального объма партии, хранящейся в соответствующем верхнем бункере, и времени, необходимого распределительному лотку для полного описания желаемой траектории. Соответствующее отверстие клапана обычно получают из группы предварительно заданных теоретических характеристик клапана для разных типов материала, особенно из кривых, вычерчивающих скорость потока по отношению к отверстию клапана для разных типов материала. Как обсуждалось, например, в европейском патенте 0204935, характеристику клапана для данного типа материала и данного клапана можно получить экспериментальным путм. ЕР 0204935 предлагает регулировать скорость потока посредством "онлайнового" управления с обратной связью во время выгрузки партии в зависимости от контролируемого остаточного веса или изменения веса шихтового материала в распределительном верхнем бункере. В отличие от более ранних патентов США 4074816 и 3929240, ЕР 0204935 предлагает способ, который, начиная с предварительно заданного среднего отверстия клапана, увеличивает отверстие клапана в случае недостаточной скорости потока, но не уменьшает отверстие клапана в случае чрезмерной скорости потока. ЕР 0204935 также предлагает обновление данных, обозначающих положение клапана, необходимое для обеспечения определнного выхода соответствующего типа материала, то есть характеристику клапана для определнного типа материала в свете результатов, полученных из предыдущей загрузки. Европейский патент ЕР 0488318 раскрывает другой способ регулировки скорости потока с помощью контроля в реальном времени степени открытия клапана-регулятора потока и также предлагает использовать таблицы, которые представляют собой соотношение между степенью открытия и скоростью потока в соответствии с разными типами материала, схожими с вышеупомянутыми характеристиками клапана. ЕР 0488318 предлагает способ, направленный на получение постоянного соотношения скорости потока к (среднему) диаметру зерна во время выгрузки, принимая во внимание более однородное рас-1 022918 пределение потока газа. Вследствие того, что получения точных характеристик клапана для разных типов материала из теоретической формулы затруднено, ЕР 0488318 далее предлагает статистическую коррекцию таблиц на основании типа материала методом наименьших квадратов с помощью скоростей потока, достигнутых при данном отверстии клапана во время последующих выгрузок партий. Японская патентная заявка JP 2005206848 раскрывает другой способ "онлайнового" управления с обратной связью отверстия клапана во время выгрузки партии. В дополнение к повторной регулировке отверстия клапана во время выгрузки с помощью "динамического регулирования" JP 2005206848 предлагает два вычисления - коррекция "подача вперд" и коррекция "подача назад" для отверстия клапана,полученных из функциональной зависимости стандартного отверстия, которая почти соответствует характеристике клапана, основанной на значениях скорости потока и отверстии клапана, сохраннных для разных типов материала. Схожим образом патентная заявка JP 59229407 предлагает устройство управления, которое сохраняет соотношения отверстия клапана к времени выгрузки (схожие с характеристиками) для разных типов материала и использует поправочный член для отверстия клапана, полученный из сохраннного соотношения. Но в отличие от ЕР 0488319 JP 2005206848 и JP 59229407 не предполагают коррекции сохраннных значений. В настоящее время широко распространена практика "онлайновой" регулировки скорости потока согласно ЕР 0204935. Несмотря на очевидные выгоды относительно равномерного распределения массы по окружности, этот подход оставляет пространство для улучшения, среди всего прочего, вследствие того, что он требует довольно сложной системы управления. Кроме того, было обнаружено, что известные подходы не являются достаточно адаптивными и при определнных обстоятельствах могут привести к неудовлетворительным результатам, особенно в случае изменений в свойствах партии и в случае с партиями, состоящими из смеси разных шихтовых материалов. Техническая проблема Первой целью данного изобретения является разработка как упрощнного способа, так и упрощнной системы для регулировки скорости потока шихтового материала, которые наджно адаптируются к многообразию свойств партии и многообразию свойств партии во время процедуры загрузки. Эта цель достигнута посредством способа по п.1 формулы изобретения и системы по п.7 формулы изобретения. Общее описание изобретения Данное изобретение относится к способу регулировки скорости потока шихтового материала в процессе загрузки шахтной печи, прежде всего доменной печи. Обычно такой процесс загрузки включает в себя циклическую последовательность партий шихтового материала, которая образует цикл загрузки. Ясно, что партия, тем самым, представляет собой данное количество или серию шихтового материала,например одно заполнение или загрузку бункера материалом, загружаемым в печь за одну или несколько операций, которые составляют цикл загрузки. Партии выгружаются в печь из верхнего бункера с помощью клапана-регулятора потока. Последний клапан взаимосвязан с верхним бункером для управления скоростью потока шихтового материала. Предпочтительно для некоторых типов материала предусмотрены предварительно заданные характеристики клапана. Каждая предварительно заданная характеристика клапана обозначает отношение между скоростью потока и установкой рассматриваемого клапанарегулятора потока в качестве имеющего отношение к некоторому типу материала. Для достижения вышеуказанной цели предложенный способ предусматривает индивидуальную характеристику клапана для каждой партии шихтового материала, а также для каждого клапана-регулятора потока в случае загрузочной установки, состоящей из нескольких бункеров. Каждая такая индивидуальная характеристика клапана взаимно однозначно связана с разной партией цикла загрузки. Поэтому каждая из последних характеристик характерна для отдельной партии в соответствии с взаимно однозначным соответствием. Поэтому каждая из них обозначает соотношение между скоростью потока и установкой рассматриваемого клапана-регулятора потока для взаимосвязанной партии. Для того чтобы первоначально получить такую индивидуальную характеристику, индивидуальная характеристика клапана предпочтительно инициализирована для отражения одной из вышеупомянутых предварительно заданных характеристик, которая выбрана, например, в соответствии с доминирующим типом материала, содержащимся во взаимосвязанной партии. Для достижения вышеуказанной цели, способ относительно выгрузки данной партии цикла загрузки из верхнего бункера также содержит использование сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, для определения требуемой установки клапана, соответствующей установочному значению скорости потока, и использование требуемой установки клапана для управления клапаном-регулятором потока,определение фактической средней скорости потока для выгрузки данной партии,коррекция сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, в случае установленного отклонения между установочным значением скорости потока и фактической средней скоростью потока. Другими словами, предусматривается специфичная для каждой партии (и каждого клапана управления) характеристика клапана и корректируется так часто, как это необходимо в зависимости от факти-2 022918 ческой скорости потока, при которой, например, была выгружена рассматриваемая партия. Поэтому эти индивидуальные характеристики клапана вс более и более совпадают с истинной характеристикой клапана, которая применяется к разгрузке рассматриваемой партии. Таким образом, они автоматически адаптируются к любым присущим партии свойствам, которые оказывают влияние на скорость потока(смеси материалов, гранулированность, полная масса, влажность) во время выгрузки. Использование установок клапана, полученных из постепенно скорректированных индивидуальных характеристик клапана, будет, тем самым, постепенно регулировать скорость потока до желаемого установочного значения скорости потока. Кроме того, в отличие от известных способов регулировки, в которых управление скоростью потока для разных партий одного и того же типа материала в цикле загрузке полагается на одну и ту же предварительно установленную характеристику клапана для этого типа материала, предложенный способ автоматически адаптируется к различиям в параметрах загрузки через колошник разных партий одного и того же типа, например к закрытию клапана-регулятора потока между разными положениями поворота лотка. Ясно, что по сравнению с известным подходом, заключающимся в обеспечении только ограниченного количества характеристик для каждого типа материала (например, агломерированные мелкие фракции, кокс, окатыши или руда) соответственно, предлагаемое в настоящий момент решение является, прежде всего, выгодным при загрузке одной или более партий, которые содержат смесь разных типов материала. Соответствующая система для регулировки скорости потока предложена в п.7 формулы изобретения. В соответствии с изобретением система содержит, главным образом, устройства запоминания, сохраняющие индивидуальные характеристики клапана, и подходящие программируемые вычислительные устройства (например, компьютер или PLC - программируемый логический контроллер), запрограммированные для осуществления ключевых аспектов предложенного способа, как детализировано выше. Предпочтительные признаки предложенного способа и системы определены в зависимых пп.2-6 и 8-12 соответственно. Краткое описание чертежей Предпочтительный вариант осуществления изобретения будет описан с помощью примера со ссылкой на прилагаемые чертежи, на которых изображены: на фиг. 1 - схематичный вертикальный вид в поперечном разрезе клапана-регулятора потока, взаимосвязанного с верхним бункером загрузочной установки доменной печи,на фиг. 2 - график, изображающий группу предварительно заданных характеристических кривых,отображающих скорость потока по отношению к установке клапана, как определено посредством измерения для разных типов материала и клапана-регулятора потока,на фиг. 3 - блок-схема, схематично иллюстрирующая поток данных в сочетании с регулировкой скорости потока согласно данному изобретению,на фиг. 4 - таблица индивидуальных характеристик клапана, выраженных в виде последовательности дискретных заданных значений клапана (уголоткрытия фиг. 1) и взаимосвязанной последовательности дискретных средних значений скорости потока,на фиг. 5 - график кривой, изображающий индивидуальную характеристику представленного на фиг. 4 клапана,на фиг. 6 - график кривых, изображающий первоначальную индивидуальную характеристику клапана (сплошная линия) и скорректированную индивидуальную характеристику клапана (прерывистая линия). Подробное описание со ссылкой на чертежи На фиг. 1 схематично изображн клапан-регулятор 10 потока на выходном отверстии верхнего бункера 12 в загрузочной установке доменной печи, например, согласно заявке WO 2007/082630. Во время выгрузки партиями шихтового материала клапан-регулятор 10 потока используют для управления (массовой или объмной) скоростью потока. Известно, что для надлежащего профиля загрузки скорость потока должна быть согласована с работой распределительного устройства, в которое податся материал в форме потока 14, как изображено на фиг. 1. Обычно скорость потока должна быть согласована с вращением и поворотом распределительного лотка (не показан). Ясно, что скорость потока - это процесс, определяемый, главным образом, отверстием клапана (площадь открывания/открытое сечение) клапана 10. В изображнном на фиг. 1 варианте осуществления клапан-регулятор 10 потока сконфигурирован согласно общим принципам, раскрытым в патенте США 4074835, то есть с помощью поворачиваемой дроссельной заслонки 16, поворачивающейся напротив элемента 18 канала в целом восьмигранного или овального сечения. В этом варианте осуществления управляемой установкой клапана (регулируемая переменная) является уголоткрывания клапана 10, который определяет положение поворота заслонки 16 и, таким образом, отверстия клапана. Затем символ выражен, например, ви представляет собой установку для клапана 10 фиг. 1 только в показательных целях. Действительно, данное изобретение не ограничено в свом применении особым типом клапана-регулятора потока. В равной степени оно применимо к любой другой конструкции, например к таким, которые описаны в европейском патенте ЕР 0088253, в котором регулируемая переменная является осевым смещением клапана в виде пробки, или в европейском патенте ЕР 0062770, в котором регулируемая переменная является отверстием клапана типа ирисовой диафрагмы. На фиг. 2 изображены кривые, отображающие скорость потока по отношению к установке клапана для разных типов материала соответственно, а именно агломерированных мелких фракций, кокса, окатышей и руды, для данного типа клапана-регулятора потока (кривые фиг. 2 являются клапаномрегулятором пробкового типа, как описано в ЕР 088253). Каждую кривую получают эмпирическим путм известным способом, то есть на основании изменений скорости потока для разных установок клапана с помощью показательной партии данного типа материала, имеющего обычные свойства, прежде всего гранулометрию и общий вес партии. Тем самым кривые, как изображены на фиг. 2, выражают предварительно заданную типовую характеристику клапана относительно некоторого типа материала. Далее регулировка скорости потока согласно данному изобретению будет описана со ссылкой на фиг. 3-6. Как изображено на фиг. 3, для обозначения соотношения между скоростью потока и установкой клапана клапана-регулятора 10 потока предусмотрено ограниченное количество предварительно заданных характеристик клапана, имеющих отношение к некоторому типу материала. Например, только две основные характеристики, одна для коксового материала ("С") и одна для железосодержащего материала("О"), предусмотрены, как показано на фиг. 3, однако не исключаются другие возможные предварительно заданные характеристики, например, для материала типов агломерат и окатыши соответственно (см. фиг. 2). Предварительно заданные характеристики 20 предусмотрены в соответствии с типами использующихся материалов в желаемом цикле загрузки и получаются известным способом, например, как определено выше относительно фиг. 2. Предварительно заданные характеристики 20 хранятся в любом подходящем формате в устройстве хранения данных, например на жстком диске компьютерной системы, осуществляющей интерфейс "человек-машина" (HMI) для взаимодействия пользователя с процессом управления операции загрузки доменной печи, или в сохраняющей памяти программируемого логического контроллера (PLC) автоматизированной системы управления технологическим процессом. На фиг. 3 также изображена диаграмма первой структуры 22 данных, обозначенная "данные интерфейса (интерфейс "человек-машина")", содержащая относящиеся к управлению процессом загрузки элементы данных. Структура 22 данных используется в интерфейсе "человек-машина" (HMI) и включает в себя группу установок и параметров, определяемых пользователем, то есть "набор параметров" для управления процессом загрузки. Он может иметь любой подходящий формат для содержания данных( в колонке "BLT"), пригодных для управления загрузочной установкой, например для выбора желаемой модели загрузки, и ( в колонке "Stockhouse") для управления автоматизированным подбункерным помещением, например для подачи желаемой массы, состав материала и расположения партий. Для каждой партии предусмотрена соответствующая запись данных, как изображено с помощью рядов в табличном представлении структуры 22 данных на фиг. 3 (см. идентификатор "batch1""batch4"). С целью управления подбункерным помещением каждая запись данных партии включает в себя, по меньшей мере, данные, отражающие состав материала, с которым взаимосвязана запись данных. С целью настоящего выражение "запись" относится к любому количеству относящихся элементов информации,обрабатываемых в виде блока, независимо от любой особой структуры данных (то есть не обязательно подразумевает использование базы данных). Как изображено на фиг. 3, индивидуальная характеристика клапана "specific VC1", "specific VC2","specific VC3", "specific VC4" сохраняется для каждой партии, так что соответствующая индивидуальная характеристика клапана специально предназначена, то есть взаимно однозначно связана, с каждой партией. Подобно заданным предварительно характеристикам 20 каждая индивидуальная характеристика клапана также обозначает отношение между скоростью потока и установкой клапана. Более конкретно,каждая индивидуальная характеристика "specific VC1""specific VC4" выражает соотношение между средним значением скорости потока и управляющим входом, используемым в качестве установки для управления клапаном-регулятором 10 потока. Действительно, вследствие износа заслонки 16 клапана фактическое отверстие клапана может изменяться для той же установкиклапана во время срока службы клапана-регулятора 10 потока. Ясно, что вместо того, чтобы относиться к некоторому типу материала, каждая характеристик клапана "specific VC1""specific VC4" является специфической для одной партии, то есть она выражает вышеуказанное соотношение для одной отдельной партии, с которой она взаимосвязана. Это взаимно однозначное соответствие может быть осуществлено простым способом посредством сохранения индивидуальной характеристики клапана в виде элемента данных соответствующей записи данных "batch1""batch4", существующей для взаимосвязанной партии в представленном на фиг. 3 варианте осуществления. Разумеется, другие подходящие способы сохранения индивидуальных характеристик клапана (например, в отдельной структуре данных) попадают под объм изобретения. Как также изображено стрелками 23 на фиг. 3, если партия создана (например, посредством пользовательского ввода), инициализируется каждая индивидуальная характеристика клапана "specific VC1""specific VC4" для отражения одной из предварительно заданных характеристик клапана ("О"/"С"), которая предпочтительно выбрана в соответствии с преобладающим типом материала, содержащимся в рассматриваемой партии. Послед-4 022918 няя информация может быть получена из управляющих данных подбункерного помещения записи данных "batch1""batch4", которая, как указано, включает в себя, по меньшей мере, данные, отображающие состав материала. Если используются совместимые форматы (см. ниже), индивидуальная характеристика клапана "specific VC1""specific VC4" может быть просто инициализирована в виде копий подходящей предварительно заданной характеристики 20 клапана. Следует отметить, что инициализация, как показано стрелками 23, требуется только один раз, а именно до того, как "набор параметров",отражнный содержимым структуры 22 данных, будет введн в эксплуатацию в первый раз, то есть когда недоступны никакие более ранние индивидуальные характеристики клапана (см. ниже). Как далее видно на фиг. 3, временную вторую структуру 24 данных под названием "данные управления технологическим процессом" получают из первой структуры 22 данных на этапе, показанном стрелкой 25. В зависимости от особенностей построения интерфейса "человек-машина" и используемой автоматизированной системы управления технологическим процессом вторая структура 22 данных может быть инициализирована в качестве идентичной или похожей копии первой структуры 22 данных и хранится в памяти данных, обычно не несохраняющей памяти, программируемого вычислительного устройства, например компьютерной системы типа PC, осуществляющей интерфейс "человек-машина", локального сервера или программируемого логического контроллера автоматизированной системы управления технологическим процессом. Содержание структуры 24 данных используют в качестве "рабочей копии" с целью фактического управления технологическим процессом. Подобно первой структуре 22 данных, вторая структура 24 данных включает в себя несколько записей данных "batch1""batch4",каждая определяет свойства загружаемой в печь партии и параметры загрузки печи через колошник (колонка "BLT"), включая специально предназначенную характеристику клапана "specific VC1""specificVC4" для каждой отдельной партии (изображено посредством серого затеннного ряда в табличном представлении фиг. 3). На фиг. 3 схематично показана автоматизированная система 26 управления технологическим процессом известной архитектуры, например сеть из программируемых логических контроллеров, соединнная с подходящим сервером. Известным способом автоматизированная система 26 управления технологическим процессом взаимодействует с автоматическими компонентами подбункерного помещения (например, весовыми бункерами, весовыми бункерами-дозаторами, экстракторами, конвейерами и т.д.) и установкой загрузки через колошник (например, блоком привода вращающегося и поворотного распределительного лотка, газоуплотнительными клапанами бункера, весовым оборудованием и т.д.), как показано стрелками 27. Как изображено на фиг. 3, автоматизированная система 26 управления технологическим процессом управляет клапаном-регулятором 10 потока обычно посредством взаимосвязанного контроллера 28 клапана. Таким образом, как схематично показано стрелкой 29, автоматизированная система 26 управления технологическим процессом обеспечивает управляющий вход, используемый в качестве установки для управления клапаном-регулятором 10 потока посредством контроллера 28. На изображнном стрелкой 31 этапе релевантные данные, необходимые для управления технологическим процессом, получают из записи данных, например "batch1" временной структуры 24 данных, как изображено на фиг. 3, и отправляют на автоматизированную систему 26 управления технологическим процессом. С этой целью вторая структура 24 данных может быть сохранена в памяти, внешней по отношению к автоматизированной системе 26 управления технологическим процессом или внутренней по отношению к последней, например внутри программируемого логического контроллера самой автоматизированной системы 26 управления технологически процессом. Относительно регулировки скорости потока на основе индивидуальной характеристики клапана и для выгрузки данной партии, например, в соответствии с записью данных "batch1", как изображено на фиг. 3, выполняются следующие этапы обработки данных: а) определение установочного значения (до выгрузки),б) получение требуемой установки клапана, которая соответствует установочному значению скорости потока из соответствующей индивидуальной характеристики клапана (до выгрузки),в) определение фактической скорости потока, при которой данная партия была выгружена (после выгрузки),г) коррекция сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, если необходимо, то есть в случае установленного отклонения между установочным значением скорости потока и определнной фактической скоростью потока (после выгрузки). Предпочтительно вышеназванный этап г) осуществляется с помощью программного модуля 32, выполненного на компьютерной системе, которая обеспечивает интерфейс "человек-машина". Предпочтительно вышеназванные этапы а)-в) осуществляются на существующей автоматизированной системе 26 управления технологическим процессом, как изображено на фиг. 3. Другие осуществления этапов а)-г) либо на автоматизированной системе 26 управления технологическим процессом, либо на компьютерной системе с интерфейсом "человек-машина" или распределнно на обеих системах, также попадают под объм данного раскрытия изобретения. Прежде всего, модуль 32 функционирует на индивидуальной характеристике модуля данной пар-5 022918 тии, подлежащей выгрузке. С этой целью индивидуальные характеристики клапана "specific VC1""specific VC4" могут иметь любой подходящий формат с учетом структуры данных. Они могут быть сохранены в форме упорядоченного множества, например типа массива пар значений скорости потока и заданных значений клапана (Vi;i), представляющих собой дискретизацию, которая приблизительно равняется истинной кривой характеристики. Даже в более простой форме вместо сохранения обоих значений пары может быть достаточно сохранять единственную последовательность (упорядоченный список) установочных значений i клапана (правая колонка табличного представления на фиг. 4) в виде дискретных точек или образцов, взятых на фиксированных интервалах скорости потока или наоборот,так как индекс i последовательности позволяет определять соответствующую последовательность фиксированных интервалов. В показательных целях индивидуальные характеристики клапана далее рассматриваются в форме индексируемого массива пар (Vi;i), как изображено на фиг. 4, на котором скорость потока выражена в фиксированных этапах, например, 0,05 м 3/с, в то время как другие подходящие формы оцифровки характеристики считаются находящимися в рамках данного изобретения. Предпочтительными вариантами осуществления вышеназванных этапов а)-г) являются следующие. а) Определение установочного значения скорости потока. До выгрузки данной партии установочное значение Vs обычно вычисляют делением чистого веса партии на установленное время выгрузки всей партии, результат умножают на среднюю плотность этой партии (для объмных скоростей потока). Чистый вес обычно определяют с помощью подходящего весового оборудования бункера, например, как раскрыто в патентах США 4071166 и 4074816. Автоматизированная система 26 управления технологическим процессом, с которой соединено весовое оборудование, вводит результаты взвешивания или вычисленное установочное значение скорости потока в модуль 32, как показано стрелкой 33. Установленное время выгрузки соответствует времени, необходимому распределительному устройству для завершения желаемой модели загрузки. Это время является предварительно заданным посредством вычисления, например, в зависимости от длины желаемой модели загрузки и скорости перемещения лотка. Установленное время выгрузки и средняя плотность включены в виде данных в соответствующей записи данных, например "batch1", временной структуры 24 данных и вводятся в автоматизированную систему 26 управления технологическим процессом в соответствии со стрелкой 31 или в модуль 32 в соответствии со стрелкой 35 в зависимости от того, где осуществляется этап а). б) Получение требуемой установки клапана из индивидуальной характеристики клапана. Для выгрузки данной партии индивидуальная характеристика клапана, например "specific VC1" для"batch1" на фиг. 3, как сохранено на настоящий момент, вводится в модуль 32 согласно стрелке 35. Определив установочное значение скорости потока (см. раздел а) выше), необходимую установку а клапана,которая соответствует установочному значению Vs скорости потока, получают из индивидуальной характеристики клапана данной партии посредством линейной интерполяции, как наилучшим образом показано на фиг. 4-5. Более конкретно, смежные значения Vi; Vi+1 в индивидуальной характеристике клапана, между которыми содержится установочное значение скорости потока Vs, определяют согласно неравенству и используются в сочетании с их взаимосвязанными установочными значениями i, i+1 клапана для интерполяции требуемого установочного значенияклапана согласно уравнению где i - определено так, что ii+1. Например, со значениями, как показано на фиг. 3 (для предварительно заданной характеристики "С" клапана) и округлением результата до точности 0,1, требуемый угол раскрытия в качестве установки клапана для установочного значения скорости потока 0,29 м 3/с по уравнению (2) является= 29,5. Перед началом выгрузки данной партии модуль 32 выводит требуемую установкуклапана, определнную по уравнению (2), в автоматизированную систему 26 управления технологическим процессом,как обозначено стрелкой 37. В свою очередь, автоматизированная система 32 управления технологическим процессом выводит требуемую установкуклапан в форме подходящего сигнала в виде управляющего входа (контрольное установочное значение клапана) в контроллер 28 для управления клапаном 10 управления (см. стрелку 29). в) Получение фактической средней скорости потока. После того как партия выгружена, становится известно фактическое время, необходимое для выгрузки (например, с помощью весового оборудования или других подходящих датчиков, таких как вибрационные трансмиттеры), так, что подобно определению установочного значения скорости потока может быть определена фактическая средняя скорость потока, при которой была выгружена данная партия,согласно где Vreal - фактическая средняя скорость потока, W - совокупный чистый вес партии, например, как получено от весового оборудования, соединнного с автоматизированной системой 26 управления технологическим процессом, avg - средняя плотность партии (например, полученная из записи данных согласно стрелке 35) и treal - время, которое фактически занимает выгрузка данной партии. Результат Vreal вводится в модуль 32 согласно стрелке 33, если этап с) осуществляется на автоматизированной системе управления технологическим процессом. г) Корректировка индивидуальной характеристики клапана, взаимосвязанной с данной партией. После того как партия полностью выгружена, фактическую скорость Vreal потока сравнивают с установочным значением Vs скорости потока. В случае установленного отклонения (рассогласование) между ними, корректировка индивидуальной характеристики клапана считается необходимой для того,чтобы постепенно минимизировать такое отклонение по последующим выгрузкам идентичных партий,например согласно записи данных "batch1". Другими словами, такая коррекция приводит к постепенной регулировке скорости потока до желаемого установочного значения. Такая коррекция является основной функциональной зависимостью модуля 32 и предпочтительно осуществляется следующим образом. Разницу между установочным значением скорости потока и фактической скоростью потока вычисляют по формуле Установленное отклонение считается появившимся в случае, если абсолютное значение полученной разницы согласно формуле (4) соответствует неравенству где T1 - максимальный коэффициент допуска, используемый для установки максимального отклонения,за пределами которого не осуществляется коррекция, и Т 2 - минимальный коэффициент допуска, используемый для установки минимального отклонения, требуемого для осуществления коррекции индивидуальной характеристики клапана. В случае отклонения предпочтительно интерфейсом "человек-машина" формируется сигнал тревоги для обозначения ненормальных условий. Подходящими значениями могут быть, например, Т 1 = 0,2 и Т 2 = 0,02. Хотя коррекция значений скорости потока и поддержание установочных значений клапана (в качестве интервалов выборки) теоретически возможны, считают предпочтительным осуществлять коррекцию установочных значений клапана наряду с поддержанием неизменнных значений скорости потока. Кроме того, для поддержания согласованной характеристики предпочтительно коррекция осуществляется путм регулировки всех отдельных заданных значений i клапана последовательности посредством применения соответствующего поправочного члена к каждому заданному значению i клапана. Предпочтительно соответствующий поправочный член определяется с помощью функциональной зависимости, выбранной для увеличения с фактическим отклонением V и для уменьшения с разницей,предпочтительно с расстоянием, с учетом индекса последовательности между заданным значением клапана, подлежащим коррекции, и заданным значением клапана, которое приблизительно равно или равно требуемому заданному значению клапана. Соответственно, величина поправочного члена будет варьироваться в соответствии с V, в то время как она будет меньше, чем более "удалнное" заданное значение,подлежащее коррекции, из требуемой установкиклапана, как определено уравнением (2). В предпочтительном варианте осуществления этот поправочный член определяется следующим образом. Для требуемой установки а клапана скорректированное заданное значение клапана, которое требуется для достижения требуемой скорости потока, равно где с помощью записей уравнений (2) и (4). Соответственно, соответствующий поправочный член Cn для каждого заданного значения n клапана определяется следующим образом: Соответствующий поправочный член Cn, полученный из уравнения (8), затем применяют к каждой установке клапана данной индивидуальной характеристики клапана где 'n - это скорректированное заданное значение клапана, n - это текущее рассматриваемое (не скорректированное) заданное значение клапана в последовательности, Vn - это соответствующая средняя скорость потока согласно текущей (не скорректированной) характеристики, i обозначает индекс последовательности, так что ii+1, N - это общее количество значений в индивидуальной характеристике клапана (длина последовательности), n - индекс последовательности (положение в последовательности согласно таблице фиг. 4) и K1 - постоянный коэффициент усиления, определяемый пользователем, который позволяет предотвратить перерегулирование (неустойчивость) посредством ограничения поправочного члена Cn предпочтительными значениями 5K12. Предпочтительно коррекция ограничена согласно где min и max являются минимально и максимально допустимыми установками клапана соответственно. Ясно, что другие подходящие функциональные зависимости могут быть использованы для вычисления поправочного члена Cn, значение которого увеличивается с увеличением фактического отклонения V и уменьшается с увеличением разницы между установкой клапана, подлежащей коррекции n, и требуемой установкойклапана. Предпочтительно на следующем этапе модуль 32 обеспечивает положение, когда последовательность заданных значений клапана увеличивается строго монотонно, например посредством выполнения программной кодовой последовательности следующим образом (псевдокодом): посредством чего, любое заданное значение клапана, которое меньше или равно заданному значению клапана, которое предшествует в последовательности, увеличивается до тех пор, пока не будет достигнуто строго монотонное увеличение, с тем, чтобы обеспечить положительный наклон кривой характеристики. После завершения вычислений модуль 32 корректирует каждое из заданных значений клапана индивидуальной характеристики клапан, заменяя n на 'n для n=1, , N. На фиг. 6 изображн возможный результат коррекции, как установлено выше с помощью обозначенной сплошной линией кривой, представляющей собой первоначально не скорректированную индивидуальную характеристику клапана, и обозначенной прерывистой линией кривой, представляющей собой скорректированную индивидуальную характеристику клапана, основанную на паре значений скорости потока и заданных значениях (Vi; i). Примерная запрограммированная последовательность в псевдокоде для осуществления вышеназванных коррекционных вычислений выглядит следующим образом. После того как коррекция выполнена, модуль 32 возвращает полученную скорректированную индивидуальную характеристику клапана, как показано стрелками 39 на фиг. 3. Этот выход используют для обновления индивидуальной характеристики клапана, сохраннной в текущий момент для рассматриваемой партии, например "specific VC1" для партии 1. Посредством повтора вышеуказанной процедуры для каждой партии цикла загрузки и при каждой выгрузке соответственно соответствующая скорость потока постепенно (после каждой выгрузки) регулируется до желаемого установочного значения скорости потока. Кроме того, с помощью обновлнной индивидуальной характеристики клапана в структуре24 данных также обновляется соответствующая индивидуальная характеристика клапана, сохраннная в структуре 22 данных интерфейса "человек-машина", как обозначено с помощью идентификатора партии("batch1") и идентификатора набора параметров ("recipe no: X"), как обозначено стрелкой 41 на фиг. 3. Таким образом, уменьшаются или устраняются отклонения скорости потока при будущих применениях того же "набора параметров" (не происходит последующей инициализации согласно стрелкам 23, как только было выполнено обновление согласно стрелке 41 для данного набора параметров). Хотя вышеприведнное описание относится к единственной индивидуальной характеристике клапана на партию, ясно, что в случае установки с несколькими бункерами специально предназначенная индивидуальная характеристика клапана для каждого клапана-регулятора потока сохраняется для каждой партии соответственно и корректируется, когда используется соответствующий клапан-регулятор потока. Эквивалентно, идентичные партии материала, то есть партии, имеющие идентичный желаемый вес, состав материала и расположение, как получено из автоматизированного подбункерного помещения,считаются разными партиями всякий раз, когда они хранятся в разных бункерах установки, состоящей из нескольких бункеров. Хотя предложенный режим регулировки скорости потока может быть использован в сочетании с другими управляющими процедурами, прежде всего с последующим управлением потоком, который требует точных характеристик клапана, можно достичь значительно более низких отклонений скорости потока даже при использовании постоянного отверстия клапана, которое фиксируется во время всего процесса выгрузки данной партии (то есть "онлайновое" управление с обратной связью отсутствует). Постепенная регулировка скорости потока, как предложено, то есть посредством способа, характерного для каждой партии цикла загрузки соответственно, автоматически учитывает периодически повторяющиеся свойства соответствующей партии, которые оказывают вторичное влияние на скорость потока, полученную для данной установки клапана. Такими свойствами являются гранулометрия, первоначальный вес партии и влажность и, прежде всего, смеси материала. В действительности, в отличие от обычного подхода в использовании характеристик на основе типа материала, предложенный подход адаптируется к смесям нескольких типов материала в рамках одной и той же партии при любой изменяющейся пропорции без необходимых измерений для установления соответствующей предварительно заданной кривой. Список ссылочных обозначений 10 - Клапан-регулятор потока,12 - верхний бункер,14 - поток шихтового материала,16 - дроссельная заслонка,18 - элемент канала,20 - предварительно заданные характеристики клапана,22 - структура данных для интерфейса "человек-машина",24 - временная структура данных для управления технологическим процессом,26 - автоматизированная система управления технологическим процессом,28 - контроллер клапана,32 - программный модуль,- 10022918"batch1""batch4" - идентификатор записи данных партии,"specific VC1""specific VC4" - индивидуальная характеристика клапана,23, 25, 27, 29, 31 - стрелки, обозначающие данные/сигнал,33, 35, 37, 39, 41 - поток. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ загрузки шахтной печи, в котором выгружают партии материала в печь из верхнего бункера с помощью клапана-регулятора потока,взаимосвязанного с верхним бункером для управления скоростью потока шихтового материала, при этом циклическая последовательность партий образует цикл загрузки, каждый из которых взаимосвязан с набором параметров для управления процессом загрузки, и при этом каждая партия представляет собой количество шихтового материала, которое промежуточно хранится в верхнем бункере для выгрузки в печь, причем клапан имеет предварительно определенные характеристики клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для заданных типов материала, при этом каждая из предварительно определенных характеристик клапана характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока для одного из вышеуказанных типов материала; рассчитывают и сохраняют индивидуальные характеристики клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для каждой партии цикла загрузки, взаимосвязанного с набором параметров соответственно, при этом каждая индивидуальная характеристика клапана взаимно однозначно взаимосвязана с одной партией цикла загрузки и характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока и инициализирована, исходя из предварительно определенной характеристики клапана, которая предпочтительно выбрана в соответствии с преобладающим типом материала, содержащимся во взаимосвязанной партии,при этом при каждой выгрузке данной партии цикла загрузки, взаимосвязанного с набором параметров, из верхнего бункера определяют требуемую установку клапана, соответствующую установочному значению скорости потока, используя сохраннные индивидуальные характеристики клапана, взаимосвязанные с данной партией, и управляют клапаном-регулятором потока, используя упомянутую требуемую установку клапана,определяют фактическую среднюю скорость потока для выгрузки данной партии,осуществляют коррекцию и сохраняют скорректированную индивидуальную характеристику клапана, взаимосвязанную с данной партией, в случае наличия отклонения между установочным значением скорости потока и фактической средней скоростью потока, превышающего заданное минимальное отклонение,так, чтобы обеспечить уменьшение отклонения скорости потока при последующем использовании набора параметров. 2. Способ по п.1, в котором каждую индивидуальную характеристику клапана представляют, по меньшей мере, последовательностью заданных значений установки клапана, при этом каждое заданное значение установки клапана взаимно однозначно соответствует одному значению скорости потока, и при этом коррекция сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, содержит применение соответствующего поправочного члена к каждому заданному значению установки клапана последовательности. 3. Способ по п.2, в котором соответствующий поправочный член для данного заданного значения установки клапана определяют как результат функциональной зависимости, которая увеличивается с разницей между установочным значением скорости потока и фактической средней скоростью потока и которая уменьшается с расстоянием с учетом индекса последовательности между данным заданным значением установки клапана и заданным значением установки клапана, приближающимся или равным требуемой установке клапана. 4. Способ по п.2 или 3, в котором последовательность заданных значений установки клапана увеличивают строго монотонно посредством приращения любого заданного значения установки клапана, которое меньше или равно заданному значению установки клапана, предшествующему в последовательности. 5. Способ по любому из пп.1-4, в котором установленное отклонение является отклонением, содержащимся в диапазоне от минимального коэффициента допуска, умноженного на установочное значение скорости потока, до максимального коэффициента допуска, умноженного на установочное значение скорости потока. 6. Способ по любому из пп.1-5, в котором для выгрузки данной партии из верхнего бункера используют требуемую установку клапана для управления клапаном-регулятором потока при отверстии регулирующего клапана, фиксированном во время выгрузки данной партии. 7. Способ по любому из пп.1-6, в котором шахтная печь представляет собой доменную печь. 8. Система для осуществления способа по п.1, содержащая верхний бункер для хранения партий цикла загрузки и клапан-регулятор потока, взаимосвязанный с бункером для управления скоростью потока шихтового материала в печь, при этом система содержит хранилище данных о предварительно определенных характеристиках клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для заданных типов материала, при этом каждая предварительно определенная характеристика клапана характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока для одного типа материала,память для хранения данных об индивидуальной характеристике клапана, которые представляют собой зависимость, отображающую связь между скоростью потока и установкой клапана, для каждой партии цикла загрузки, взаимосвязанного с набором параметров для управления процессом загрузки соответственно, при этом каждая индивидуальная характеристика клапана взаимно однозначно взаимосвязана с одной партией цикла загрузки и характеризует соотношение между скоростью потока и установкой клапана клапана-регулятора потока и инициализирована, исходя из предварительно определенной характеристики клапана, которая предпочтительно выбрана в соответствии с преобладающим типом материала, содержащегося во взаимосвязанной партии, и программируемое вычислительное устройство, запрограммированное для выполнения следующих действий при каждой выгрузке данной партии цикла загрузки, взаимосвязанного с набором параметров,из верхнего бункера: использование сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией, для определения требуемой установки клапана, соответствующей установочному значению скорости потока, и использование требуемой установки клапана для управления клапаном-регулятором потока,определение фактической средней скорости потока для выгрузки данной партии,коррекция и сохранение скорректированной индивидуальной характеристики клапана, взаимосвязанной с данной партией, в случае наличия отклонения между установочным значением скорости потока и фактической средней скоростью потока, которое превышает установленное минимальное отклонение,для того чтобы обеспечить уменьшение отклонения скорости потока при последующем использовании набора параметров. 9. Система по п.8, в которой каждая индивидуальная характеристика клапана представлена в памяти для хранения данных, по меньшей мере, последовательностью заданных значений установки клапана,при этом каждое заданное значение установки клапана взаимно однозначно соответствует одному значению скорости потока, и в которой программируемое вычислительное устройство запрограммировано для коррекции сохраннной индивидуальной характеристики клапана, взаимосвязанной с данной партией,посредством применения соответствующего поправочного члена к каждому заданному значению установки клапана последовательности. 10. Система по п.9, в которой программируемое вычислительное устройство запрограммировано для определения соответствующего поправочного члена для данного заданного значения установки клапана как результат функциональной зависимости, которая увеличивается с разницей между установочным значением скорости потока и фактической средней скоростью потока и которая уменьшается с расстоянием с учетом индекса последовательности между данным заданным значением установки клапана и заданным значением установки клапана, приближающимся или равным требуемой установке клапана. 11. Система по п.9 или 10, в которой программируемое вычислительное устройство запрограммировано для обеспечения того, что последовательность заданных значений установки клапана увеличивается строго монотонно посредством приращения заданного значения установки клапана, которое меньше или равно заданному значению установки клапана, предшествующему в последовательности. 12. Система по любому из пп.8-11, в которой установленное отклонение является отклонением, содержащимся в диапазоне от минимального коэффициента допуска, умноженного на установочное значение скорости потока, до максимального коэффициента допуска, умноженного на установочное значение скорости потока. 13. Система по любому из пп.8-12, которая сконфигурирована для использования требуемой установки клапана для управления клапаном-регулятором потока при отверстии клапана, фиксированном во время выгрузки данной партии. 14. Система по любому из пп.8-13, в которой шахтная печь представляет собой доменную печь.
МПК / Метки
МПК: C21B 7/20, F27B 1/20, C21B 7/24
Метки: система, способ, материала, шихтового, шахтной, потока, загрузки, скорости, процессе, регулировки, печи
Код ссылки
<a href="https://eas.patents.su/15-22918-sposob-i-sistema-dlya-regulirovki-skorosti-potoka-shihtovogo-materiala-v-processe-zagruzki-shahtnojj-pechi.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и система для регулировки скорости потока шихтового материала в процессе загрузки шахтной печи</a>
Способ и система для регулировки скорости потока шихтового материала в процессе загрузки шахтной печи
Номер патента: 20217
Опубликовано: 30.09.2014
Авторы: Токерт Поль, Бредан Эмиль, Лонарди Эмиль, Мейер Дамьен
МПК: F27B 1/20, C21B 7/24, C21B 7/20...
Метки: материала, загрузки, способ, скорости, система, печи, шихтового, процессе, потока, регулировки, шахтной
Формула / Реферат:
1. Способ регулировки скорости потока шихтового материала в процессе загрузки шахтной печи, в котором партии шихтового материала выгружают в печь из верхнего бункера с использованием клапана-регулятора потока, взаимосвязанного с верхним бункером для управления скоростью потока шихтового материала, подаваемого к распределительному устройству для управления распределением шихтового материала внутри печи, при этом каждая партия представляет собой...
Устройство и способ сушки и торрификации потока по меньшей мере одного углеродсодержащего материала в многоярусной печи
Номер патента: 22689
Опубликовано: 29.02.2016
Авторы: Лампе Карл, Денкер Юрген, Бейер Кристоф, Эрпельдинг Рихард
МПК: C10B 49/02, C10B 53/02, C10B 7/02...
Метки: одного, сушки, устройство, меньшей, углеродсодержащего, мере, потока, торрификации, материала, печи, способ, многоярусной
Формула / Реферат:
1. Устройство для сушки и торрификации потока (10) по меньшей мере одного углеродсодержащего материала в многоярусной печи (1), имеющеезону (2) сушки, которая имеет устройство (11) подвода для подачи потока (10) углеродсодержащего материала, выпускной канал (14) для выведения содержащего водяной пар сушильного газового потока (13) и впускной канал (15) для возвращения по меньшей мере части сушильного газового потока;зону (3) торрификации для...
Способ эксплуатации шахтной печи и шахтная печь, эксплуатируемая данным способом
Номер патента: 13386
Опубликовано: 30.04.2010
Авторы: Гуденау Генрих-Вильгельм, Бабич Александр, Хелдт Ханс-Генрих, Кениг Герд, Сенк Дитер Георг, Кениг Вольфрам
МПК: C21B 11/02, F27B 1/16, C21B 5/00...
Метки: эксплуатации, шахтной, данным, печь, способ, эксплуатируемая, способом, печи, шахтная
Формула / Реферат:
1. Способ эксплуатации шахтной печи, при осуществлении которого в верхнюю часть шахтной печи загружают сырье, которое под действием силы тяжести спускается внутрь шахтной печи, и под действием атмосферы, преобладающей в шахтной печи, часть сырья плавится и/или восстанавливается, а в нижнюю часть шахтной печи нагнетают технологический газ, чтобы, по меньшей мере, частично изменить атмосферу, преобладающую в шахтной печи, отличающийся тем, что...
Атмосферный клапан для шахтной печи
Номер патента: 12646
Опубликовано: 30.12.2009
Авторы: Хауземер Лионель, Францискус Лутвин, Лонарди Эмиль
МПК: C21B 7/00, C21B 9/12, F16K 1/54...
Метки: шахтной, клапан, атмосферный, печи
Формула / Реферат:
1. Атмосферный клапан (10) для управления газовым выходным потоком из внутренней части находящейся под давлением печи в окружающую атмосферу через выпускную трубу (16), содержащий соотнесенное с выпускной трубой (16) седло (14') клапана; выполненный с возможностью изменения положения затворный элемент (12'), имеющий центральную поверхность затвора и взаимодействующую с седлом (14') клапана периферийную уплотнительную поверхность (54), причем...
Способ подачи потоков материала из печи предварительного нагрева в плавильную печь и система предварительного нагрева

Номер патента: 19835
Опубликовано: 30.06.2014
Автор: Оллила Янне
МПК: F27D 13/00
Метки: подачи, потоков, предварительного, нагрева, печи, система, печь, плавильную, способ, материала
Формула / Реферат:
1. Способ подачи потоков материала из печи (1) предварительного нагрева в плавильную печь (2), в которомпредусмотрена печь (1) предварительного нагрева, включающая по меньшей мере два подбункера, где первый подбункер (3) снабжен первой выпускной трубой (4) для направления материала в первый впускной трубопровод (5) плавильной печи (2), причем первый впускной трубопровод (5) расположен в верхней части плавильной печи на расстоянии от центра печи...
Предыдущий патент: Створка для пластмассового окна
Следующий патент: Планировщик балластной призмы для балластировки рельсового пути
Случайный патент: Устройство очистки и смазки резьбы, в особенности для буровых труб