Катализатор гидроочистки, содержащий металл из группы v
Номер патента: 10112
Опубликовано: 30.06.2008
Авторы: Солед Стюарт Леон, Мисео Сабато, Эйсбаутс Сонья
Формула / Реферат
1. Состав содержащего серу катализатора, подходящего для гидроочистки углеводородного сырья, который содержит металлический компонент из группы VIB, выбранный из молибдена, вольфрама и их смесей, металлический компонент из группы V, выбранный из ванадия, ниобия, тантала и их смесей, и металлический компонент из группы VIII, выбранный из никеля, кобальта, железа и их смесей, причем металлические компоненты (рассчитанные, как оксиды), составляют по меньшей мере 50 вес.% катализатора, в котором молярное отношение между металлическими компонентами удовлетворяет следующей формуле:
(группа VIB+группа V):(группа VIII)=0,35-2:1
2. Состав катализатора по п.1, в котором отношение между общим молярным количеством металла из группы VIB и группы V и молярным количеством металла из группы VIII составляет по меньшей мере 0,6:1, предпочтительно по меньшей мере 0,75:1 и максимально 1,5:1.
3. Состав катализатора по п.1 или 2, в котором металлические компоненты составляют по меньшей мере 70 вес.% от состава катализатора, рассчитанные, как оксиды, и предпочтительно по меньшей мере 90 вес.%.
4. Состав катализатора по любому из предшествующих пунктов, в котором ванадий и/или ниобий составляют по меньшей мере 50 мол.% от всех металлических компонентов из группы V, предпочтительно по меньшей мере 70 мол.%, более предпочтительно по меньшей мере 90 мол.%, наиболее предпочтительно, по существу, все металлические компоненты из группы V.
5. Состав катализатора по любому из предшествующих пунктов, в котором кобальт и никель составляют по меньшей мере 50 мол.% от всех металлических компонентов из группы VIII, предпочтительно по меньшей мере 70 мол.%, более предпочтительно по меньшей мере 90 мол.%, наиболее предпочтительно, по существу, все металлические компоненты из группы VIII.
6. Состав катализатора по п.5, отличающийся тем, что никель составляет, по существу, все металлические компоненты из группы VIII.
7. Способ приготовления содержащего серу состава катализатора, как определено в любом из пп.1-6, который включает стадии объединения соответствующих количеств, последовательно или одновременно, металлического компонента из группы VIB, выбранного из молибдена, вольфрама и их смесей, металлического компонента из группы V, выбранного из ванадия, ниобия, тантала и их смесей, металлического компонента из группы VIII, выбранного из никеля, кобальта, железа или их смесей, и соединения серы в реакционной смеси при условии, что металлические компоненты (рассчитанные, как оксиды) составляют по меньшей мере 50 вес.% состава катализатора, в котором молярное соотношение между компонентами металлов удовлетворяет следующей формуле: (группа VIB+группа V):(группа VIII)=0,35-2:1, и взаимодействие указанных компонентов металлов с образованием состава катализатора.
8. Способ по п.7, в котором на первом стадии металлический компонент из группы VIB, металлический компонент из группы V и металлический компонент из группы VIII объединяют, чтобы образовать стойкий к кислороду продукт, после чего объединяют полученный в результате продукт с соединением серы.
9. Способ по п.8, в котором стадия объединения полученного в результате продукта с соединением серы включает стадию осернения, в которой по меньшей мере часть металлических компонентов превращается в их соответствующие сульфиды.
10. Применение состава катализатора, как он определен в любом из пп.1-6, в качестве катализатора гидрообработки углеводородного сырья.
Текст
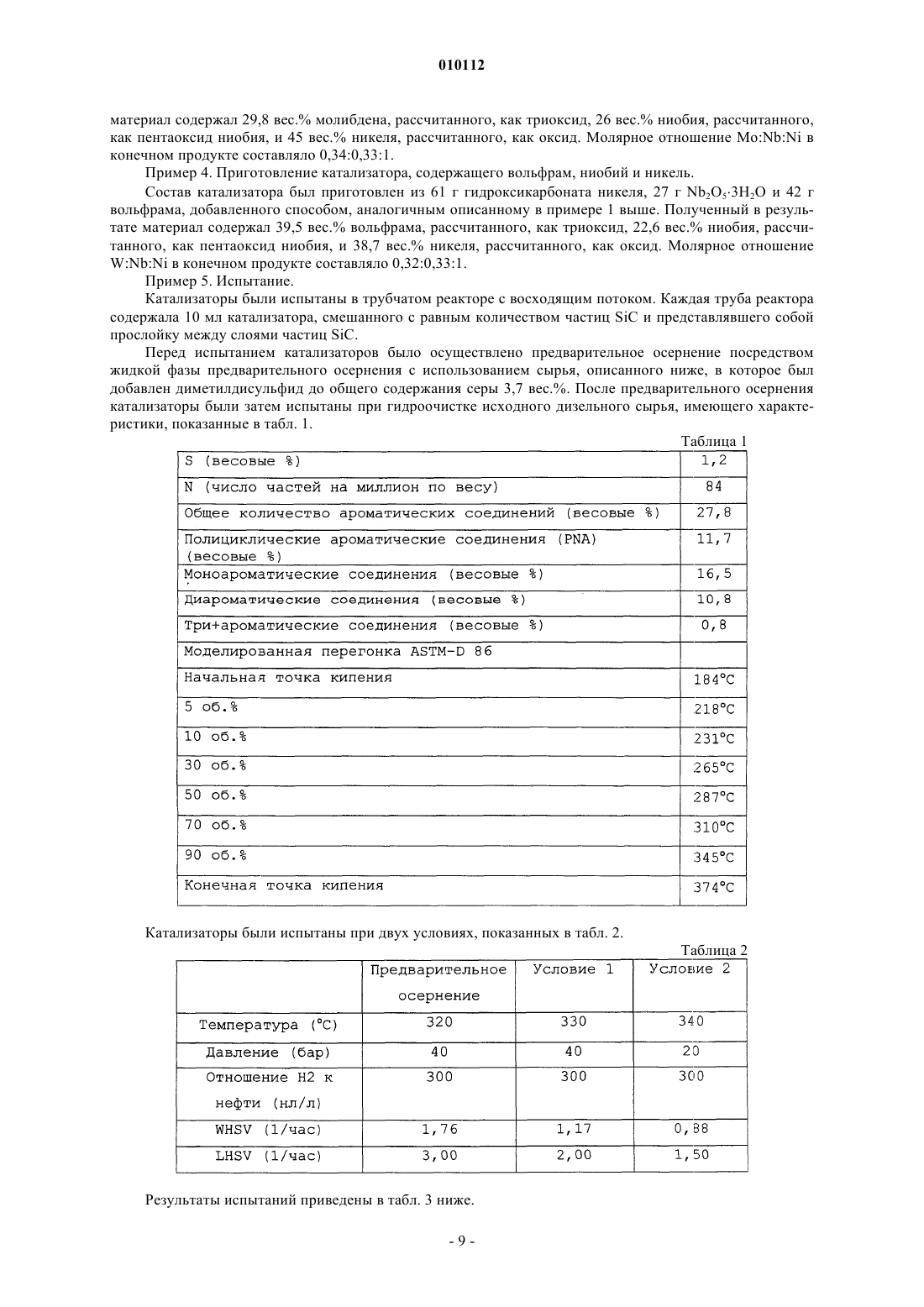
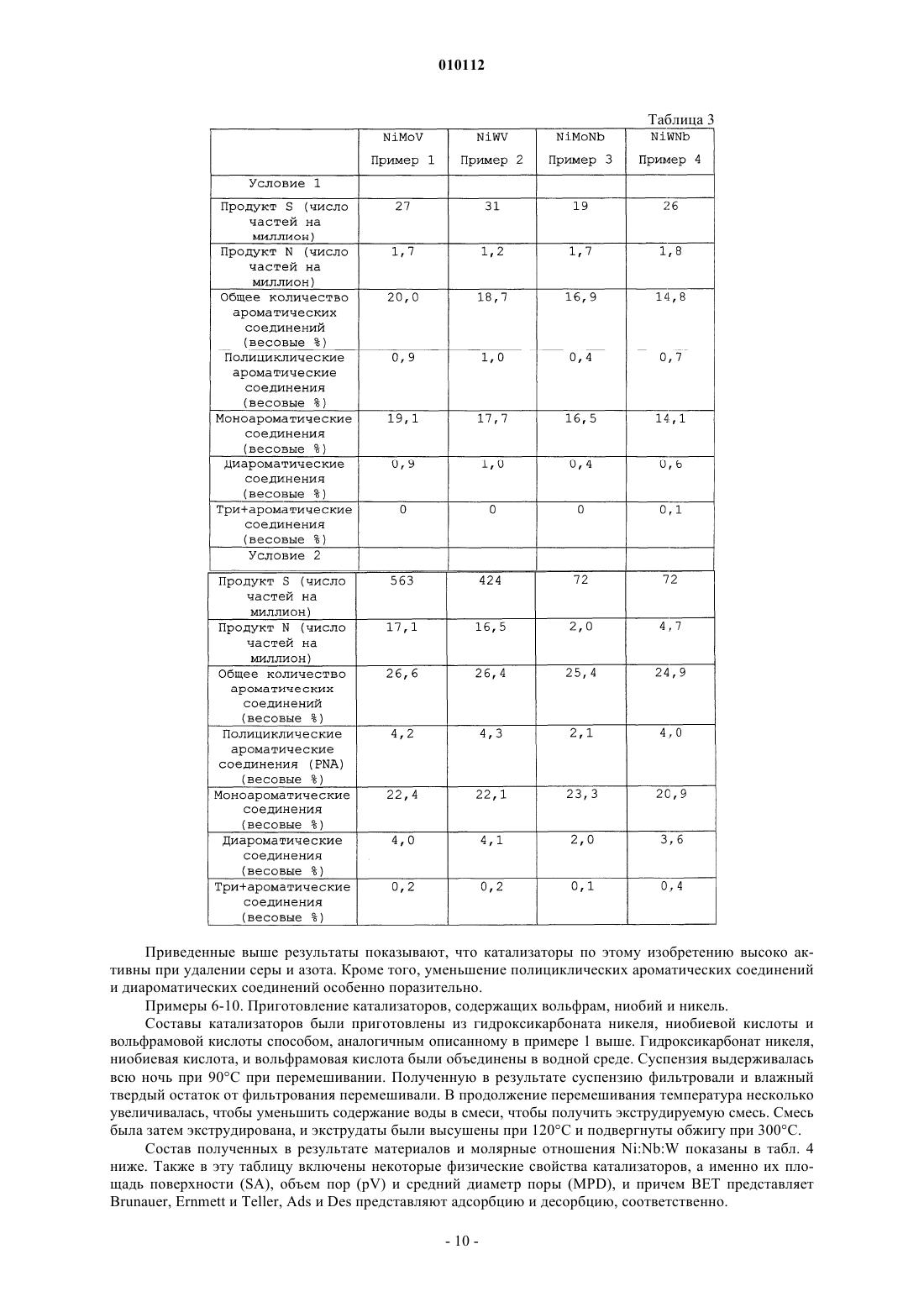
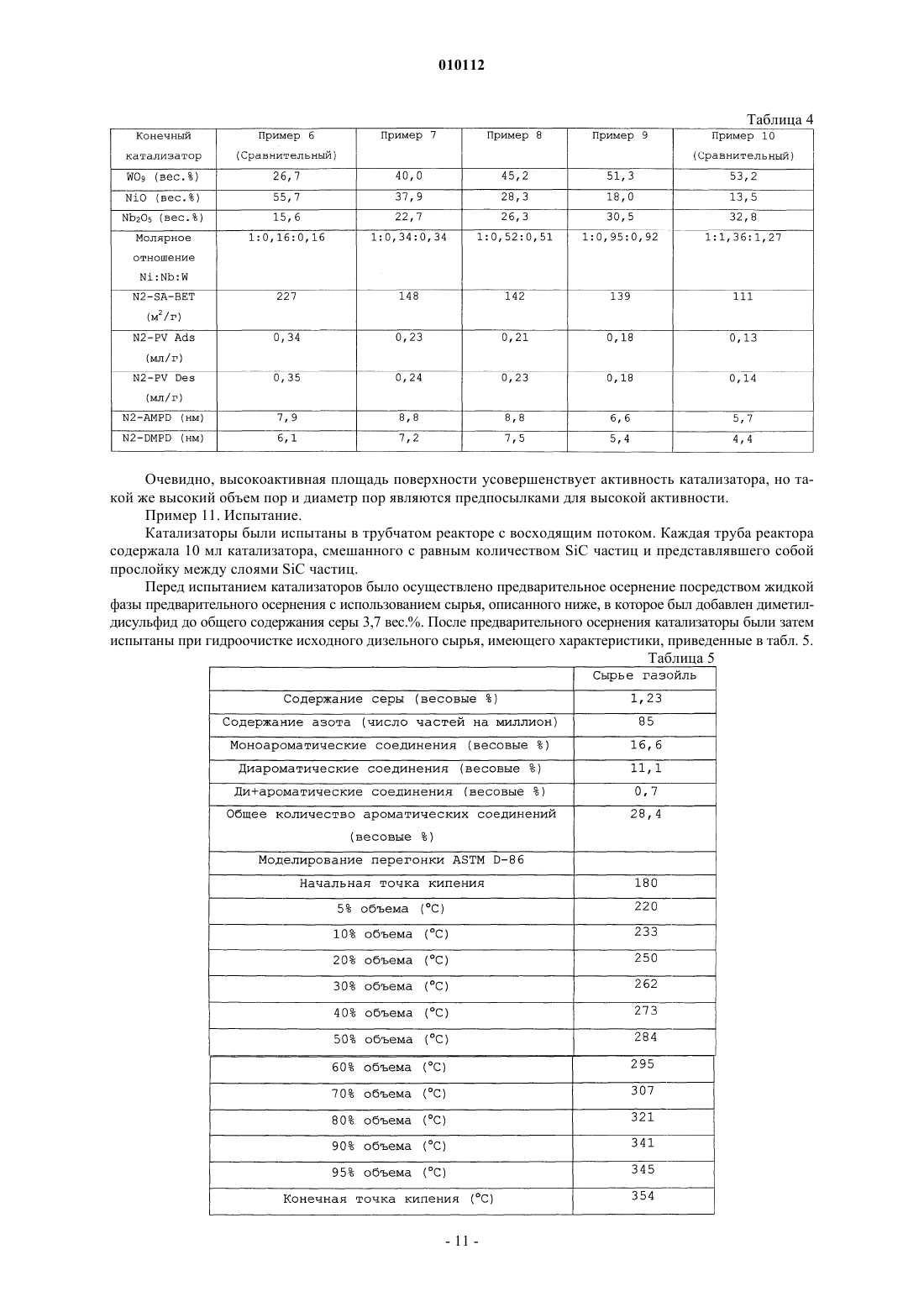
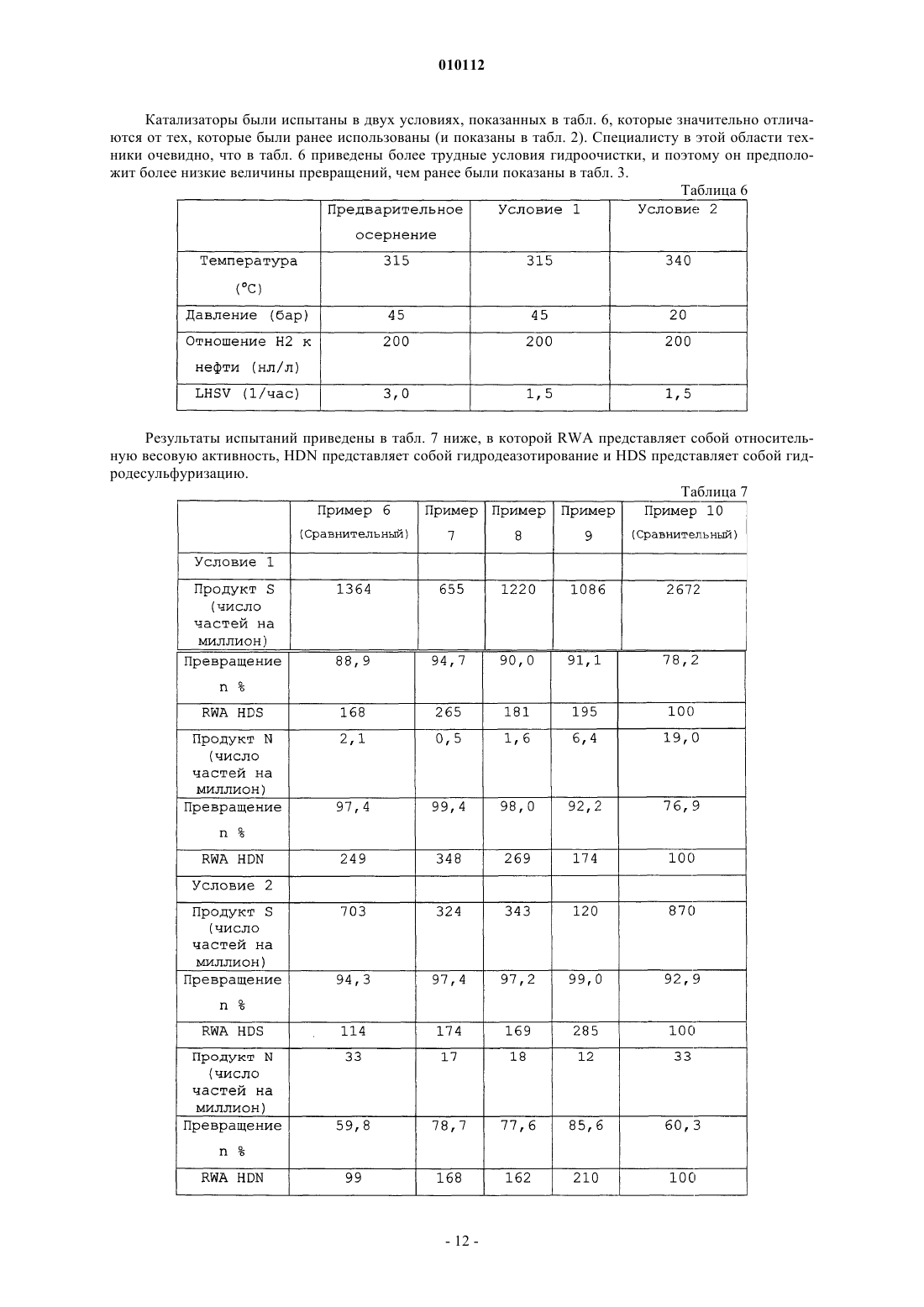
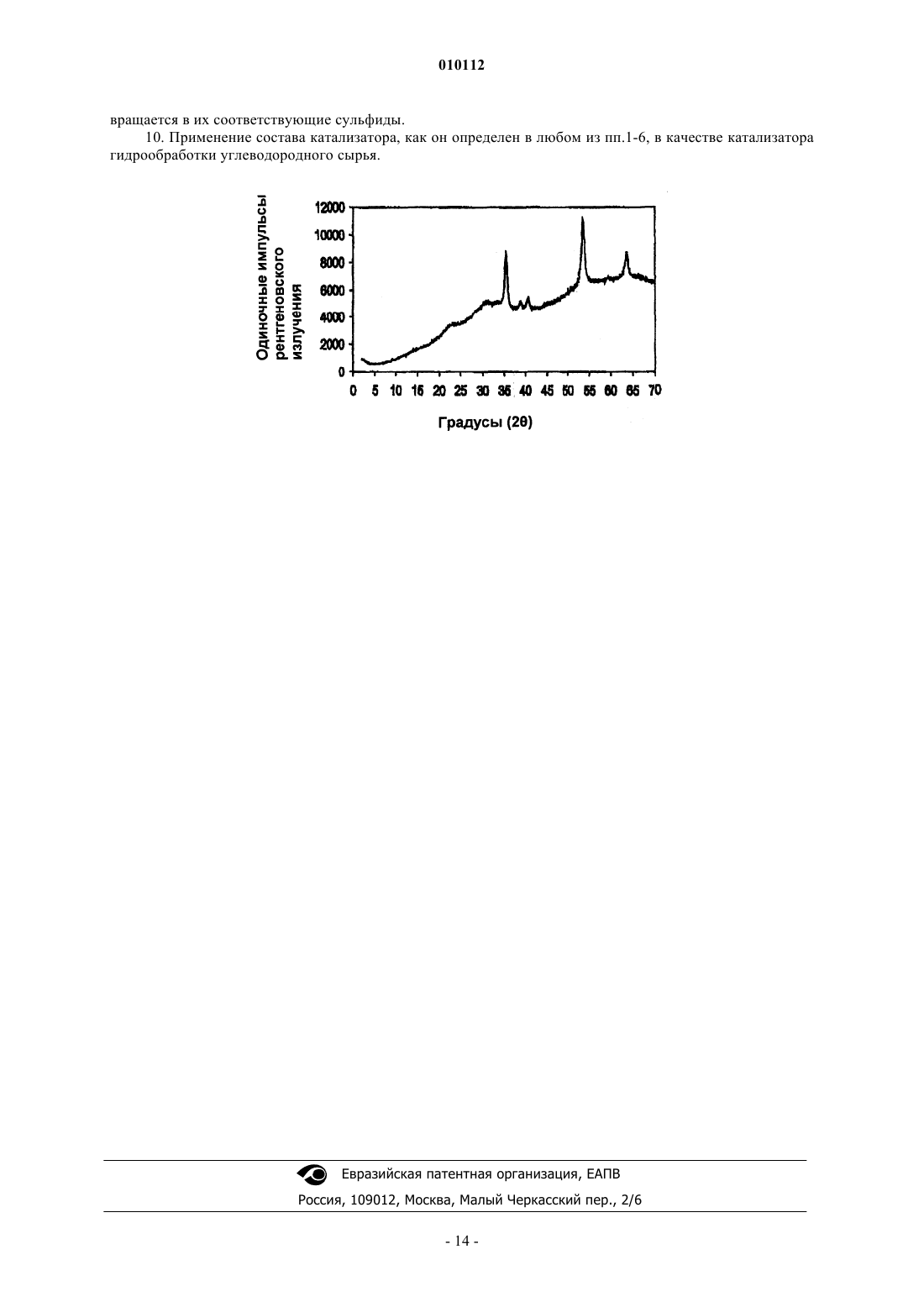
010112 Настоящее изобретение относится к катализатору, подходящему для гидроочистки углеводородного сырья, который содержит металлический компонент из группы VIB, металлический компонент из группы VIII и металлический компонент из группы V. Изобретение также относится к способу приготовления такого катализатора и к его использованию в гидроочистке. Вообще, целью каталитической гидроочистки углеводородсодержащего сырья является удаление примесей. Обычными примесями являются соединения серы и соединения азота. По меньшей мере, частичное удаление таких примесей из сырья будет гарантировать, что при сжигании конечного товарного продукта образуется меньше оксидов серы и/или оксидов азота, вредных для окружающей среды. Кроме того, соединения серы и соединения азота являются токсичными для большинства катализаторов, используемых в нефтехимической промышленности для превращения сырья в товарные продукты. Примеры таких катализаторов включают катализаторы крекинга, гидрокрекинга и реформинга. Следовательно,является обычным, что сырье подвергается каталитической гидроочистке перед его обработкой, скажем,в установке для крекинга. Каталитическая гидроочистка подразумевает контактирование сырья с водородом при повышенных температуре и давлении в присутствии катализатора гидроочистки. В этом процессе соединения серы и соединения азота, присутствующие в сырье, превращаются в легко удаляемые сероводород и аммиак. Поскольку требования, которые касаются разрешенных законодательством содержаний серы и азота в топливе, беспрестанно становятся строже, имеется постоянная потребность в катализаторах гидроочистки с усовершенствованной активностью. Кроме того, при заданном конечном содержании серы более активный катализатор дает возможность работы в более умеренных условиях процесса (сбережение энергии) или увеличения срока службы катализатора между регенерациями (длительность цикла). В патенте США 5275994 описан состав содержащего серу катализатора, подходящего для гидроочистки углеводородного сырья, который содержит металлический компонент из группы VIII, металлический компонент из группы VIB и металлический компонент из группы V. Этот триметаллический катализатор обязательно имеет в качестве носителя кремнезем или глинозем и предпочтительно отличается тем, что содержит менее чем 28 вес.% металлических компонентов (рассчитанных, как оксиды). При приготовлении катализатора металлический компонент из группы V обязательно добавляется в виде алкоксида в безводную среду и катализатор, в целом, предпочтительно подвергается обжигу при температуре по меньшей мере 500C. Нормативно было показано, что активность этих катализаторов в испытаниях с использованием жидкого газойля, полученного прямой перегонкой, является низкой. В патенте США 6071402 описан катализатор для гидроочистки углеводородного сырья, который содержит смешанные сульфиды металлического компонента из группы VIB, металлического компонента из группы V и по выбору металлического компонента из группы VIII. В этой публикации описаны массивные катализаторы, содержащие 0,01-100%, предпочтительно от 0,05 до 100%, более предпочтительно от 0,1 до 100% из по меньшей мере одного смешанного сульфида, причем катализатор по возможности дополнительно содержит от 0 до 99,99%, предпочтительно от 0 до 99,95%, более предпочтительно от 0 до 99,9% из по меньшей мере одного металла из группы VIII. Предпочтительный катализатор на носителе по этой ссылке, в общем, содержит в вес.% по отношению к общей массе катализатора от 1 до 99,9%,предпочтительно от 5 до 99,5%, более предпочтительно от 10 до 99% по меньшей мере одного материала матрицы, от 0,1 до 99%, предпочтительно от 0,5 до 95%, более предпочтительно от 1 до 90% по меньшей мере одного смешанного сульфида по меньшей мере одного металла из группы VB и по меньшей мере одного металла из группы VIB, причем катализатор по возможности дополнительно содержит от 0 до 30%, предпочтительно от 0 до 25%, более предпочтительно от 0 до 20% по меньшей мере одного металла из группы VIII. Если металлический компонент из группы VIII присутствует во всех катализаторах по этой ссылке, он присутствует в ограниченных количествах. Более конкретно, в примере 7 приготовляется катализатор, который содержит 0,070 моля молибдена, 0,029 моля ниобия и 0,029 моля никеля на 100 г катализатора. Этот катализатор имеет отношение Mo:Nb:Ni 2,4:1:1. В других примерах количество металлического компонента из группы VIII по отношению к количеству металлических компонентов из группы VIB и группы V является даже более низким. Хотя оказывается, что катализаторы, описанные в этой ссылке, осуществляют приемлемым образом гидроочистку углеводородного сырья, все еще имеется потребность в катализаторе с улучшенной активностью при гидродесульфуризации, гидродеазотировании и гидрировании ароматических соединений из углеводородного сырья. В частности, имеется потребность в катализаторе, который сочетает высокую активность при гидродесульфуризации с высокой активностью при превращении ароматических соединений. Теперь мы обнаружили, что, если металлический компонент из группы VIII составляет определенное количество из всех металлических компонентов, присутствующих в катализаторе, катализатор обладает повышенной активностью. Настоящее изобретение, таким образом, относится к содержащему серу катализатору, подходящему для гидроочистки углеводородного сырья, который содержит металлический компонент из группы VIB,выбранный из молибдена, вольфрама и их смесей, металлический компонент из группы V, выбранный из ванадия, ниобия, тантала и их смесей, и металлический компонент из группы VIII, выбранный из никеля,-1 010112 кобальта, железа и их смесей, причем металлические компоненты (рассчитанные, как оксиды) составляют по меньшей мере 50 вес.% катализатора, в котором молярное отношение между металлическими компонентами удовлетворяет следующей формуле:(группа VIB+группа V):(группа VIII)=0,35-2:1 Обозначения группа V, группа VIB и группа VIII, используемые в настоящем описании, соответствуют Периодической таблице элементов, принятой в Chemical Abstract Services (система CAS). Предпочтительно, чтобы молибден и/или вольфрам составляли по меньшей мере 50 мол.% от всех металлов из группы VIB, более предпочтительно по меньшей мере 70 мол.% и еще более предпочтительно по меньшей мере 90 мол.%. Может быть особенно предпочтительно, чтобы металл из группы VIB состоял, по существу, из молибдена и/или вольфрама. Предпочтительно, чтобы ниобий и/или ванадий составляли по меньшей мере 50 мол.% от всех металлов из группы V, более предпочтительно по меньшей мере 70 мол.% и еще более предпочтительно по меньшей мере 90 мол.%. Может быть особенно предпочтительно, чтобы металл из группы V состоял, по существу, из ниобия и/или ванадия. Предпочтительно, чтобы никель и/или кобальт составляли по меньшей мере 50 мол.% от всех неблагородных металлов из группы VIII, более предпочтительно по меньшей мере 70 мол.% и еще более предпочтительно по меньшей мере 90 мол.%. Может быть особенно предпочтительно, чтобы неблагородные металлы из группы VIII состояли, по существу, из никеля и/или кобальта. Использование одного никеля как металлического компонента из группы VIII является особенно предпочтительным. Предпочтительные составы катализатора в соответствии с изобретением включают состав катализатора, в котором металлические компоненты состоят, по существу, из молибдена, никеля и ванадия, состав катализатора, в котором металлические компоненты состоят, по существу, из молибдена, никеля и ниобия, состав катализатора, в котором металлические компоненты состоят, по существу, из вольфрама,никеля и ванадия, и состав катализатора, в котором металлические компоненты состоят, по существу, из вольфрама, никеля и ниобия. На фигуре ниже показана порошковая рентгенограмма (далее именуемая XRD) для катализатора,приготовленного в соответствии с изобретением. В контексте настоящего описания формулировки состоит, по существу, из и состоящий, по существу, из обозначают, что состав, о котором идет речь, содержит упоминаемые компоненты, но может содержать примеси металлов, присутствия которых нельзя избежать доступным способом. Молярное отношение между металлическими компонентами в катализаторе в соответствии с изобретением удовлетворяет формуле (группа VIB+группа V):(группа VIII)=0,35-2:1. Предпочтительно отношение между общим молярным количеством металла из группы VIB и группы V и молярным количеством металла из группы VIII составляет по меньшей мере 0,5:1, более предпочтительно по меньшей мере 0,6:1 и еще более предпочтительно по меньшей мере 0,75:1. Отношение между общим молярным количеством металла из группы VIB и группы V и молярным количеством металла из группы VIII составляет предпочтительно максимально 1,5:1. Если общее молярное количество металла из группы VIB и группы V является слишком высоким по отношению к молярному количеству металла из группы VIII,активность катализатора будет недостаточной. Если общее молярное количество металла из группы VIB и группы V является слишком низким по отношению к молярному количеству металла из группы VIII или, другими словами, количество металлического компонента из группы VIII является слишком высоким, характеристика катализатора будет также неадекватной. Работа в пределах наиболее предпочтительных диапазонов создает катализаторы с более высокой активностью, чем катализаторы с составом в пределах менее предпочтительных диапазонов. Молярное отношение металлов из группы VIB к неблагородным металлам из группы V в катализаторе по изобретению, в общем, находится в диапазоне от 10:1 до 1:10 и предпочтительно от 3:1 до 1:3. Состав катализатора содержит по меньшей мере 50 вес.% всех металлических компонентов из группы VIB, группы V и группы VIII, рассчитанных, как оксиды, на основе общего веса состава катализатора, предпочтительно по меньшей мере 70 вес.%, более предпочтительно по меньшей мере 80 вес.%,еще более предпочтительно по меньшей мере 90 вес.%, рассчитанных, как оксиды. В приведенном выше металлы из группы VIB рассчитываются, как триоксиды, металлы из группы VIII рассчитываются, как монооксиды, и металлы из группы V рассчитываются, как пентаоксиды (например, Nb2O5 и V2O5). Количество металлов из группы VIB, металлов из группы V и неблагородных металлов из группы VIII может быть определено посредством AAS или ICP в катализаторе после обжига на воздухе при 500C. В дополнение к металлическим компонентам, рассмотренным выше, состав катализатора в соответствии с изобретением может также содержать такие традиционные компоненты катализаторов, как связующие вещества или материалы-носители, крекирующие компоненты, традиционные катализаторы гидрообработки и т.д. Примерами подходящих связующих веществ и материалов-носителей являются кремнезем, кремнезем-глинозем, глинозем, двуокись титана, двуокись титана-глизозем, двуокись циркония, оксид бора,катионные глины или анионные глины, такие как сапонит, бентонит, каолин, сепиолит или гидроталькит и их смеси. Предпочтительными компонентами являются кремнезем, кремнезем-глинозем, глинозем,-2 010112 двуокись титана, двуокись титана-глизозем, двуокись циркония, бентонит и оксид бора и их смеси, причем кремнезем, кремнезем-глинозем и глинозем являются особенно предпочтительными. Примерами подходящих крекирующих компонентов являются такие кристаллические крекирующие компоненты, как цеолиты, например ZSM-5, (сверхстабильный) цеолит Y, цеолит X, ALPO, SAPO,МСМ-41, такие аморфные крекирующие компоненты, как кремнезем-глинозем, и их смеси. Будет ясно,что некоторые материалы, например кремнезем-глинозем, могут действовать как связующее вещество и крекирующий компонент одновременно. Если желательно, состав катализатора может содержать любые дополнительные материалы, такие как содержащие фосфор соединения, содержащие бор соединения, содержащие кремний соединения,содержащие фтор соединения, дополнительные переходные металлы, редкоземельные металлы или их смеси. Состав катализатора может иметь много различных форм. Подходящие формы включают порошки,шарики, цилиндры, кольца и симметричные или асимметричные фигуры со многими выступами, например с тремя и четырьмя выступами. Частицы, получающиеся в результате экструзии, гранулирования или таблетирования, обычно имеют диаметр в диапазоне от 0,2 до 10 мм, и их длина также находится в диапазоне от 0,5 до 20 мм. Эти частицы, в основном, являются предпочтительными. Порошки, включая те, которые являются результатом, например, распылительной сушки, в основном, имеют средний диаметр частиц в диапазоне 1-100 мкм, но отклонения от этого основного диапазона являются возможными. Катализатор в соответствии с изобретением представляет собой содержащий серу катализатор. Сера может присутствовать в катализаторе, в целом или частично, в форме сульфидов металла. Она может также присутствовать, в целом или частично, в форме соединения серы, не связанного с металлическими компонентами. В этом случае сера может быть превращена в сульфиды металла в продолжение использования катализатора в гидроочистке или в продолжение предшествующей стадии восстановления/активации в присутствии водорода. Содержание серы в катализаторе составляет, в основном, по меньшей мере 8 вес.%, более предпочтительно по меньшей мере 15 вес.%, еще более предпочтительно по меньшей мере 20 вес.%. Содержание серы в катализаторе составляет, в основном, максимально 70 вес.%, предпочтительно максимально 60 вес.%, в зависимости от состава. Общее количество серы, присутствующей в катализаторе в соответствии с изобретением, в основном, выбирается, чтобы соответствовать 70-200%, более предпочтительно 80-150%, от стехиометрического количества серы, необходимого для превращения металлов гидрирования в MoS2, WS2, CrS, Co9S8,Ni3S2, FeS, NbS2, VS и TaS2, соответственно. Как будет очевидно специалисту в этой области техники, когда катализатор в соответствии с изобретением используется в гидрообработке углеводородного сырья, металлические компоненты будут присутствовать в форме сульфидов. Предпочтительный вариант осуществления настоящего изобретения,следовательно, представляет собой катализатор, в котором по меньшей мере часть металлических компонентов присутствует в форме сульфидов. В этом случае предпочтительно, чтобы катализатор, по существу, не содержал дисульфидов неблагородных металлов из группы VIII. Неблагородные металлы из группы VIII предпочтительно присутствуют как (неблагородный металл из группы VIII)aSb, причем а/b находится в диапазоне 0,5-1,5, как может быть определено посредством, например, XRD. Молибден и вольфрам предпочтительно, по меньшей мере частично, присутствуют в сульфидном катализаторе как дисульфиды, как может быть определено посредством, например, XRD. Хром, если он присутствует,предпочтительно, по меньшей мере частично, присутствует, как дисульфид (CrS или Cr2S3), как может быть определено посредством, например, XRD. Металлический компонент из группы V предпочтительно, по меньшей мере частично, присутствует как NbS2, V2S5 и TaS2, соответственно. Как указано выше, сера в содержащем серу катализаторе в соответствии с изобретением может также присутствовать, в целом или частично, в форме соединения серы, не связанного с металлическими компонентами. Она может, например, присутствовать в форме элементарной серы, в форме органических соединений серы или в форме неорганических соединений серы, которые не являются сульфидами металлов из группы VI, группы V и группы VIII металлических компонентов. В этом случае содержащий серу катализатор может быть подвергнут стадии активации, чтобы превратить металлические компоненты, по меньшей мере частично, в их сульфиды. Стадия активации, в основном, включает контактирование катализатора с водородом при температуре 100-600C в продолжение разумного периода времени. Такая стадия активации может быть выполнена снаружи участка, то есть снаружи установки для гидрообработки, в котором будет использован катализатор, или на участке, то есть в установке для гидрообработки, в котором будет использован катализатор. Различные группы соединений серы, которые могут присутствовать в содержащем серу катализаторе, в котором сера еще не связана с соединением металла в соответствующий сульфид по изобретению,будут приведены ниже в качестве примеров. Предпочтительные соединения серы включают органические соединения, имеющие по меньшей мере одну меркаптогруппу. В пределах группы меркаптосоединений - меркаптокарбоновые кислоты,представленные общей формулой HS-R1-COOR, где R1 означает двухвалентную углеводородную группу с 1-10 атомами углерода и R означает атом водорода, щелочной металл, щелочно-земельный металл, ам-3 010112 моний или линейную, или разветвленную алкильную группу, имеющую от 1 до 10 атомов углерода. Примеры включают меркаптоуксусную кислоту (HS-CH2-COOH), бетамеркаптоприоприоновую кислоту(HS-CH2CH2-COOH), метилмеркаптоацетат (HS-CH2-COOCH3), этил-2-меркаптоацетат (HS-СН 2-СООС 2 Н 5),этилгексилмеркаптоацетат (HS-CH2-COOC8H17) и метил-3-меркаптопроприонат (HS-CH2CH2-COOCH3). Дополнительные соединения, предпочтительные в пределах группы меркаптосоединений, включают аминозамещенные меркаптаны, представленные общей формулой H2N-R2-SH, в которой R2 означает двухвалентную группу углеводородов, имеющую 1-15 атомов углерода. Примеры этих соединений включают 2-аминоэтанэтиол (H2N-CH2CH2-SH) и 4-аминотиофенол (H2N-C6H4-SH). Дополнительные соединения в пределах группы меркаптосоединений представляют собой димеркаптаны, представленные общей формулой HS-R3-SH, в которой R3 означает двухвалентную группу углеводородов, имеющую 1-15 атомов углерода. Примеры этих соединений включают этандитиол (HSCH2CH2-SH) и 1,4-бутандитиол (HS-(CH2)4-SH). Предпочтительные соединения также включают тиокислоты с формулой R4-COSH, в которой R4 означает одновалентную группу углеводородов, имеющую 1-15 атомов углерода. Примеры этих соединений включают тиоуксусную кислоту (CH3-COSH) и тиобензойную кислоту (C6H5COSH). Дитиокислоты с формулой HSOC-R5-COSH, в которых R5 представляет собой двухвалентную группу углеводородов с 1-15 атомами углерода, могут также быть подходящими. Примером является дитиоадипиновая кислота(HSOC-C4H10-COSH). Предпочтительные соединения также включают меркаптоспирты с общей формулой R6S-R5-(ОН)n,в которой R5 представляет алкильную группу, имеющую от 1 до 15 атомов углерода, или фенильную группу, R6 представляет атом водорода или алкильную группу, имеющую 1 или 2 атома углерода, и n=1 или 2. Примеры этих соединений включают 2-меркаптоэтанол, 2-(метилтио)этанол, 2-(этилтио)этанол, 3 меркапто-2-бутанол, 4-мекаптофенол, 2-(метилтио)фенол, 4-(метилтио)фенол, 2-(этилтио)фенол, 3-меркапто-1,2,-пропандиол, 3-метилтио-1,2,пропандиол и 3-этилтио-1,2,пропандиол. Другие подходящие соединения включают сульфоксиды с формулой R7-SO-R8, в которой R7 и R8 являются группами углеводородов с 1-5 атомами углерода. Примером является диметилсульфоксид(CH3-SO-CH3). Тиоцианат аммония и тиомочевина могут также быть полезными соединениями, так же, как могут быть различные дитиокарбаминовые кислоты и их соли, такие как этилен-бис-дитиокарбаминовая кислота и ее соли и диметилдитиокарбаминовая кислота и ее соли. Другие подходящие соединения включают меркаптодиатиазолы и их соли, такие как 2,5-димеркапто-1,3,4-диатиазолы и их соли. Другие соединения, которые могут быть полезными, представляют собой полисульфиды с формулой R9-Sx-R10, в которой х имеет значение 1-15 и R9 и R10 представляют собой алкильные группы,предпочтительно разветвленные алкильные группы с 1-30 атомами углерода. Родственными соединениями являются соединения с формулой HO-R11-Sx-R12-OH, в которой х имеет значение 1-15 и R11 иR12 представляют собой алкильные группы с 1-8 атомами углерода. Дополнительные соединения серы включают элементарную серу и неорганические соединения серы, подобные (NH4)2Sx. Настоящее изобретение также относится к способу приготовления состава катализатора по настоящему изобретению, который содержит сочетание, последовательно или одновременно, металлического компонента из группы VIB, выбранного из молибдена, вольфрама и их смесей, металлического компонента из группы V, выбранного из ванадия, ниобия, тантала и их смесей, металлического компонента из группы VIII, выбранного из никеля, кобальта, железа и их смесей, и соединения серы. Возможно объединить все эти компоненты в одну стадию. Также возможно объединить соединение серы с одним или большим числом соединений металла и затем объединить полученный в результате продукт с другими соединениями металла. Однако содержащие сульфиды материалы должны быть обработаны в инертной атмосфере, чтобы предотвратить окисление. Поэтому в предпочтительном варианте осуществления способа по настоящему изобретению в первой стадии металлический компонент из группы VIB, металлический компонент из группы V и металлический компонент из группы VIII объединяются, чтобы образовать устойчивый к кислороду продукт, после чего следует объединение устойчивого к кислороду продукта с соединением серы. Имеются различные способы, которыми могут быть объединены металлический компонент из группы VIB, металлический компонент из группы V и металлический компонент из группы VIII. По первому способу металлические компоненты объединяются и реагируют в присутствии протик жидкости, после чего полученный в результате состав изолируется и высушивается. Любая протик жидкость, которая не препятствует реакции, может быть использована. Подходящие жидкости включают воду, карбоновые кислоты, такие низшие спирты, как этанол и пропанол, и их смеси. Использование воды является предпочтительным. По меньшей мере три металлических компонента, используемых в способе по изобретению, а именно по меньшей мере один металлический компонент из группы VIII, по меньшей мере один металлический компонент из группы VIB и по меньшей мере один металлический компонент из группы V, могут быть в растворенном состоянии или, по меньшей мере частично, в твердом состоянии в продолжение-4 010112 способа по изобретению. Таким образом, реакция может включать три растворенных компонента, два растворенных компонента и один, по меньшей мере частично, твердый компонент, один растворенный компонент и два, по меньшей мере частично, твердых компонента и три, по меньшей мере частично,твердых компонента. Реакция может включать осаждение и, в зависимости от состояния различных компонентов, также растворение и повторное осаждение. Вообще, имеются два возможных способа контактирования металлических компонентов друг с другом, а именно посредством объединения и реакции металлических компонентов в растворе, чтобы образовать осадок (в дальнейшем обозначаемый, как путь раствора) или посредством объединения и реакции компонентов металлов в присутствии протик жидкости, по меньшей мере с одним из металлических компонентов, остающихся, по меньшей мере частично, в твердом состоянии (в дальнейшем обозначаемый, как путь твердого вещества). В пути раствора металлические компоненты полностью растворяются, когда они объединяются и/или реагируют, чтобы образовать осадок. Возможно, например, объединить металлические компоненты, когда они находятся уже в растворенном состоянии, и затем заставить их вступить в реакцию, чтобы образовать осадок. Однако также возможно объединить одно или большее число металлических компонентов, которые находятся частично или полностью в твердом состоянии, с дополнительными металлическими компонентами, в то же время обеспечивая, чтобы металлические компоненты, которые находятся частично или полностью в твердом состоянии, растворились, когда они присутствуют в реакционной смеси. Другими словами, по меньшей мере, однажды в ходе процесса, все металлические компоненты должны присутствовать в растворе полностью в растворенном виде. Осаждение может быть осуществлено посредством, например:(a) изменения рН, в продолжение или после объединения растворов металлических компонентов, до такой величины, при которой вызывается осаждение;(b) добавления комплексообразующего агента в продолжение объединения растворов металлических компонентов или после него, причем этого комплексообразующий агент образует комплекс с одним или большим числом металлов, чтобы предотвратить осаждение металлов, и с этого времени изменения условий реакции, таких как температура или рН, так, чтобы комплексообразующий агент высвобождал металлы для осаждения;(c) регулирования температуры в продолжение объединения растворов металлических компонентов или после него до такой величины, чтобы вызвать осаждение;(d) понижения количества растворителя в продолжение объединения растворов металлических компонентов или после него, так, чтобы вызвать осаждение;(e) добавления осадителя при объединении растворов металлических компонентов или после него,чтобы вызвать их осаждение посредством осадителя, подразумевая, что осадок, по существу, нерастворим в этом растворителе;(f) добавления избытка любого из компонентов до такой величины, которая вызывает осаждение. Регулирование рН, например, в варианте (а) или (b) может быть осуществлено добавлением основания или кислоты к реакционной смеси. Однако также возможно добавить соединения, которые после повышения температуры будут разлагаться на ионы гидроксидов или H+ ионы, которые увеличивают и уменьшают рН, соответственно. Примерами соединений, которые будут разлагаться после повышения температуры и посредством этого увеличивать или уменьшать рН, являются мочевина, нитриты, цианат аммония, гидроксид аммония и карбонат аммония. Способ твердого вещества включает объединение и реакцию металлических компонентов по меньшей мере с одним из металлических компонентов, остающихся, по меньшей мере частично, в твердом состоянии. Более конкретно, он включает добавление металлических компонентов друг к другу и одновременно и/или с этого времени их реакцию. Следовательно, в способе твердого вещества по меньшей мере один металлический компонент добавляется, по меньшей мере частично, в твердом состоянии, и этот металлический компонент остается, по меньшей мере частично, в твердом состоянии в продолжение всей реакции. Термин по меньшей мере частично, в твердом состоянии в этом контексте означает, что по меньшей мере часть металлического компонента присутствует в качестве твердого металлического компонента и, по выбору, другая часть металлического компонента присутствует как раствор в протик жидкости. Типичный пример этого представляет собой суспензию металлического компонента в протик жидкости, где металл, по меньшей мере частично, присутствует как твердое тело и, по выбору частично,растворен в протик жидкости. Возможно сначала приготовить суспензию металлического компонента в протик жидкости и добавить, одновременно или последовательно, раствор(ы) и/или дополнительную(ые) суспензию(и), содержащую(ие) металлический(е) компонент(ы), растворенные и/или суспендированные в протик жидкости. Также возможно сначала объединить растворы, либо одновременно, либо последовательно, и впоследствии добавить дополнительную(ые) суспензию(и) и по выбору раствор(ы), либо одновременно, либо последовательно. Пока по меньшей мере один металлический компонент находится, по меньшей мере частично, в твердом состоянии в продолжение пути твердого вещества, число металлических компонентов, которые,-5 010112 по меньшей мере частично, находятся в твердом состоянии, не является критическим. Таким образом,возможно, чтобы все металлические компоненты, которые должны объединяться в способе твердого вещества, применялись, по меньшей мере частично, в твердом состоянии. Альтернативно, металлический компонент, который находится, по меньшей мере частично, в твердом состоянии, может объединяться с металлическим компонентом, который находится в растворенном состоянии. Например, один из металлических компонентов добавляется, по меньшей мере частично, в твердом состоянии и, например, по меньшей мере два и предпочтительно два металлических компонента добавляются в растворенном состоянии. В другом варианте осуществления, например, два металлических компонента добавляются, по меньшей мере частично, в твердом состоянии и по меньшей мере один и предпочтительно один металлический компонент добавляется в растворенном состоянии. То, что металлический компонент добавляется в растворенном состоянии, означает, что общее количество этого металлического компонента добавляется как раствор в протик жидкость. Как будет ясно из вышеупомянутого, возможно добавить металлический компонент из группы VIII, металлический компонент из группы V и металлический компонент из группы VIB различными способами: при различных температурах и рН, в растворе, в суспензии, в смоченном или тому подобном состоянии, одновременно или последовательно. Необходимо отметить, что предпочтительно не использовать металлические компоненты, содержащие сульфиды, при объединении металлических компонентов, поскольку эти компоненты и полученные в результате продукты не устойчивы в присутствии кислорода, что подразумевает, что все стадии процесса, следующие за добавлением этого металлического компонента, даже те, что происходят при более низкой температуре, должны осуществляться в инертной атмосфере, если повторного сульфурирования материала нужно избежать. Подходящие растворимые в воде металлические компоненты из группы VIII, которые должны быть использованы в процессе по изобретению, включают соли, такие как нитраты, гидратированные нитраты,хлориды, гидратированные хлориды, сульфаты, гидратированные сульфаты, формиаты, ацетаты или гипофосфит. Подходящие растворимые в воде никелевые и кобальтовые компоненты кобальт включают нитраты, сульфаты, ацетаты, хлориды, формиаты или их смеси, так же, как гипофосфит никеля. Подходящие растворимые в воде железные компоненты включают ацетат, хлорид, формиат, нитрат, сульфат железа или их смеси. Подходящие растворимые в воде металлические компоненты из группы VIB включают соли металлов из группы VIB, такие как мономолибдаты и вольфраматы аммония или щелочного металла, так же,как растворимые в воде изополисоединения молибдена и вольфрама, такие как метавольфрамовая кислота, или растворимые в воде гетерополисоединения молибдена или вольфрама, содержащие дополнительно, например, P, Si, Ni или Со или их сочетания. Подходящие растворимые в воде изополи- и гетерополисоединения приведены в Molybdenum Chemicals, Chemical data series, Bulletin Cdb-14, February 1969 иMolybdenum Chemicals, Chemical data series, Bulletin Cdb-12a-revised, November 1969. Подходящие растворимые в воде соединения хрома включают хроматы, изополихроматы и аммонийхромсульфат. Подходящие растворимые в воде металлические компоненты из группы V для использования в процессе по изобретению включают такие растворимые в воде соли и кислоты, как сульфат ванадия, ванадиевые гетерополикислоты, ниобиевая кислота, NbOCl3 и танталовая кислота. Если протик жидкость представляет собой воду, подходящие металлические компоненты из группыVIII, которые находятся, по меньшей мере частично, в твердом состоянии в продолжение процесса по изобретению, содержат металлические компоненты из группы VIII с низкой растворимостью в воде, такие как цитраты, оксалаты, карбонаты, гидроксикарбонаты, гидроксиды, фосфаты, фосфиды, алюминаты, молибдаты, вольфраматы, оксиды или их смеси. Предпочтительными являются оксалаты, цитраты, карбонаты, гидроксикарбонаты, гидроксиды,фосфаты, молибдаты, вольфраматы, оксиды или их смеси, причем гидроксикарбонаты и карбонаты являются наиболее предпочтительными. Вообще, мольное отношение между гидроксигруппами и карбонатными группами в гидроксикарбонате находится в диапазоне 0-4, предпочтительно 0-2, более предпочтительно 0-1 и наиболее предпочтительно 0,1-0,8. Если протик жидкость представляет собой воду, подходящие металлические компоненты из группыVIB, которые находятся, по меньшей мере частично, в твердом состоянии в продолжение контактирования, содержат металлические компоненты из группы VIB с низкой растворимостью в воде, такие как дии триоксиды, карбиды, нитриды, соли алюминия, кислоты или их смеси. Предпочтительными металлическими компонентами из группы VIB, которые находятся, по меньшей мере частично, в твердом состоянии в продолжение контактирования, являются ди- и триоксиды, кислоты и их смеси. Подходящие молибденовые компоненты включают ди- и триоксиды молибдена, карбид молибдена, нитрид молибдена, молибдат алюминия, содержащие молибден кислоты (например, H2MoO4), фосфомолибдат аммония или их смеси, причем содержащая молибден кислота и ди- и предпочтительно триоксид молибдена являются предпочтительными. Подходящие вольфрамовые компоненты включают ди- и триоксид вольфрама, карбид вольфрама, ортовольфрамовую кислоту (H2WO4H2O), нитрид вольфрама, вольфрамат алюминия (также мета- или поливольфрамат), фосфовольфрамат аммония или их смеси, причем ортовольф-6 010112 рамовая кислота и ди- и триоксид вольфрама являются предпочтительными. Если протик жидкость представляет собой воду, подходящие металлические компоненты из группыV, которые находятся, по меньшей мере частично, в твердом состоянии в продолжение процесса по изобретению, содержат металлические компоненты из группы V с низкой растворимостью в воде, такие как оксиды, силициды, фосфиды и бориды. В пределах своей квалификации специалист в этой области техники может хорошо выбрать подходящие растворимые или нерастворимые соединения, которые могут потребоваться в этом случае. В контексте настоящего описания материал, который будет, по меньшей мере частично, в твердом состоянии в продолжение всего процесса, имеет растворимость меньше чем 0,05 моль/100 мл растворителя (18 С). Если желательно, материал, выбранный из группы связующих материалов, обычных катализаторов гидрообработки крекирующих компонентов или их смесей, может быть добавлен перед объединением и реакцией металлических компонентов в продолжение этого и/или после этого. Эти материалы будут обозначены ниже как материалы-носители. Материал-носитель может быть добавлен перед контактированием металлических компонентов посредством, например, объединения его с одним или большим числом, но не со всеми металлическими компонентами, или наоборот, и, посредством последовательного объединения смеси с еще не добавленными металлическими компонентами либо одновременно, либо последовательно. Материал-носитель может быть добавлен в продолжение контактирования металлических компонентов посредством, например, одновременного объединения материала-носителя и металлических компонентов или сначала объединения металлических компонентов либо одновременно, либо последовательно и затем добавления материала-носителя в продолжение реакции объединения металлических компонентов. Материал-носитель может быть добавлен после контактирования металлических компонентов посредством, например, добавления его непосредственно в реакционную смесь, полученную после реакции металлических компонентов, или посредством добавления его после любой из дальнейших стадий процесса, которые будут обсуждены подробно ниже. Предпочтительно материал-носитель добавляется после контактирования металлических компонентов. По выбору, состав катализатора, полученный в результате после объединения и реакции металлических компонентов, может быть подвергнут сепарации твердое вещество-жидкость перед тем, как он будет смешан с материалами-носителями, например фильтрации. После сепарации твердое вещество-жидкость может быть выполнена стадия промывки. Дополнительно возможна термическая обработка состава катализатора перед тем, как он образует состав с материалами-носителями. Материалы-носители могут быть добавлены в любой подходящей форме, например в сухом состоянии, либо термически обработанными, либо нет, в смоченном и/или суспендированном состоянии, как твердый остаток от фильтрования и/или как раствор. По выбору, процесс по настоящему изобретению может включать дополнительные стадии - сушку распылением, сушку мгновенным испарением, измельчение, перемешивание, смешение суспензии, сухое или влажное смешение, формование и/или обжиг. Средство для сухого смешения смешивает состав катализатора в сухом состоянии с любым из вышеупомянутых материалов в сухом состоянии. Влажное смешение, например, содержит смешение влажного твердого остатка от фильтрования, содержащего состав катализатора, и по выбору любой из вышеупомянутых материалов, как порошки или влажный твердый остаток от фильтрования, чтобы образовать из них однородную пасту. Формование содержит, например, экструзию, таблетирование, гранулирование и/или сушку распылением. Вообще предпочтительно, чтобы процесс по изобретению включал стадию формования. Стадия формования предпочтительно выполняется после объединения и реакции металлических компонентов. Если материал-носитель должен добавляться в процессе в соответствии с изобретением, он предпочтительно добавляется перед тем, как выполняется стадия формования. Если желательно, продукт, полученный в результате объединения металлического компонента из группы VIII, металлического компонента из группы VIB и металлического компонента из группы V, может быть подвергнут стадии обжига. Эта стадия обжига, если она применяется, будет вообще выполняться при температуре 100-600C, более конкретно 150-400 С и еще более конкретно 250-350C. Продолжительность обжига вообще изменяется от 0,5 до 48 ч. Обжиг может быть выполнен в инертном газе,таком как азот, или в газе, содержащем кислород, таком как воздух или чистый кислород, по выбору в присутствии пара. Предпочтительно обжиг выполняется в атмосфере, содержащей кислород. Как указано выше, предпочтительно, чтобы сера была включена в состав катализатора после объединения различных металлических компонентов, чтобы образовать продукт. Имеются различные способы выполнения этого. Например, возможно контактирование катализатора с одним или большим числом соединений серы, описанных выше, например, посредством контактирования продукта с жидкостью,содержащей серу. Такая жидкость может быть жидкой формой компонента серы. Она может также быть раствором соединения серы. При элементарной сере возможно включать серу в катализатор посредством плавления или сублимации. Также возможно осернить продукт в газообразной фазе контактированием его с содержащим серу газом, подобным H2S. Наконец, также возможно осернить катализатор контактированием его с содержащим серу углеводородным сырьем, например углеводородным сырьем, которое-7 010112 было добавлено в содержащее серу соединение, такое как диметилдисульфид (DMDS). В зависимости от использованного способа контактирование катализатора с содержащим серой соединением может быть выполнено на участке и/или вне участка. Контактирование продукта с газообразным компонентом серы типа H2S может быть выполнено вне участка или на участке. Контактирование продукта с содержащим серу углеводородным сырьем предпочтительно выполняется на участке. Контактирование катализатора с элементарной серой или с жидким или растворенным соединением серы, как описано выше, будет вообще осуществляться вне участка. В этом случае может быть желательно, однако, подвергать содержащий серу материал стадии активации водородом, как описано выше. Активация водородом может осуществляться вне участка или на участке. В контексте настоящего описания обозначение на участке относится к процессу, осуществляемому в агрегате, в котором катализатор будет, в конечном счете, использоваться при гидрообработке углеводородного сырья. Наоборот, обозначение вне участка относится к процессу, выполняемому вне, а не внутри такого агрегата. Два предпочтительных варианта осуществления процесса приготовления по изобретению будут разъяснены ниже. Первый вариант осуществления представляет собой процесс, включающий последовательные стадии объединения металлических компонентов в протик жидкости, по выбору смешения полученного в результате продукта с материалом-носителем, формования полученного в результате состава, например,посредством сушки распылением или экструзии, по выбору обжига полученного в результате состава и объединения полученного в результате продукта с содержащим серу соединением. Более предпочтительная версия этого варианта осуществления содержит стадии объединения и реакции металлических компонентов в протик жидкости, изоляции продукта реакции, по выбору смешения полученного в результате состава катализатора с материалом-носителем, формования полученного в результате состава,например, посредством сушки распылением или экструзии, обжига полученного в результате состава и осернения полученного в результате материала. Использование в соответствии с изобретением Состав катализатора в соответствии с изобретением может использоваться фактически во всех процессах гидрообработки, чтобы производить обработку множества видов сырья в широком диапазоне условий реакции, например при температурах в диапазоне от 200 до 450C, давлениях водорода в диапазоне от 5 до 300 бар и часовых объемных скоростях жидкостей (LHSV) в диапазоне от 0,05 до 10 ч-1. Термин гидрообработка в этом контексте охватывает все процессы, в которых углеводородное сырье реагирует с водородом при повышенной температуре и повышенном давлении, включая гидрирование, гидродесульфуризацию, гидродеазотирование, гидродеметаллизацию, гидродеароматизацию, гидроизомеризацию, гидродепарафинизацию, гидрокрекинг и гидрокрекинг в условиях умеренного давления, который обычно упоминается как мягкий гидрокрекинг. Состав катализатора по изобретению особенно подходит для гидроочистки углеводородного сырья. Такие процессы гидроочистки включают, например, гидродесульфуризацию, гидродеазотирование и гидродеароматизацию углеводородного сырья. Подходящее сырье представляет, например, осветительные керосины, керосины, лигроин, вакуумные газойли и тяжелые газойли. Могут применяться обычные условия процесса, такие как температуры в диапазоне 250-450 С,давления в диапазоне 5-250 бар, часовые объемные скорости жидкости в диапазоне 0,1-10 ч-1 и отношения H2/нефть в диапазоне 50-2000 нл/л. Настоящее изобретение будет разъяснено следующими примерами, без ограничения кроме того или посредством этого. Пример 1. Приготовление катализатора, содержащего молибден, ванадий и никель. Состав катализатора был приготовлен следующим образом. 78 г гидроксикарбоната никеля, 31 гMoO3 и 21 г пентаоксида ванадия были объединены в водной среде. Суспензия выдерживалась всю ночь при 90C при перемешивании. Полученную в результате суспензию фильтровали и влажный твердый остаток от фильтрования перемешивали. В продолжение перемешивания температура увеличивалась настолько, чтобы уменьшить содержание воды в смеси, чтобы получить экструдируемую смесь. Смесь была затем экструдирована, и экструдаты были высушены при 120C и подвергнуты обжигу при 300C. Полученный в результате материал содержал 27,3 вес.% молибдена, рассчитанного, как триоксид, 20,4 вес.% ванадия, рассчитанного, как пентаоксид ванадия, и 52,2 вес.% никеля, рассчитанного,как оксид. Молярное отношение Mo:V:Ni в конечном продукте составляло 0,27:0,33:1. Пример 2. Приготовление катализатора, содержащего вольфрам, ванадий и никель. Состав катализатора был приготовлен из 65 г гидроксикарбоната никеля, 18 г пентаоксида ванадия и 45 г вольфрамовой кислоты способом, аналогичным описанному в примере 1 выше. Полученный в результате материал содержал 29 вес.% вольфрама, рассчитанного, как триоксид, 18,4 вес.% ванадия, рассчитанного, как пентаоксид ванадия, и 50,9 вес.% никеля, рассчитанного, как оксид. Молярное отношение W:V:Ni в конечном продукте составляет 0,18:0,30:1. Пример 3. Приготовление катализатора, содержащего молибден, ниобий и никель. Состав катализатора был приготовлен из 72 г гидроксикарбоната никеля, 32 г Nb2O53 Н 2 О и 29 г триоксида молибдена способом, аналогичным описанному в примере 1 выше. Полученный в результате-8 010112 материал содержал 29,8 вес.% молибдена, рассчитанного, как триоксид, 26 вес.% ниобия, рассчитанного,как пентаоксид ниобия, и 45 вес.% никеля, рассчитанного, как оксид. Молярное отношение Mo:Nb:Ni в конечном продукте составляло 0,34:0,33:1. Пример 4. Приготовление катализатора, содержащего вольфрам, ниобий и никель. Состав катализатора был приготовлен из 61 г гидроксикарбоната никеля, 27 г Nb2O53 Н 2 О и 42 г вольфрама, добавленного способом, аналогичным описанному в примере 1 выше. Полученный в результате материал содержал 39,5 вес.% вольфрама, рассчитанного, как триоксид, 22,6 вес.% ниобия, рассчитанного, как пентаоксид ниобия, и 38,7 вес.% никеля, рассчитанного, как оксид. Молярное отношениеW:Nb:Ni в конечном продукте составляло 0,32:0,33:1. Пример 5. Испытание. Катализаторы были испытаны в трубчатом реакторе с восходящим потоком. Каждая труба реактора содержала 10 мл катализатора, смешанного с равным количеством частиц SiC и представлявшего собой прослойку между слоями частиц SiC. Перед испытанием катализаторов было осуществлено предварительное осернение посредством жидкой фазы предварительного осернения с использованием сырья, описанного ниже, в которое был добавлен диметилдисульфид до общего содержания серы 3,7 вес.%. После предварительного осернения катализаторы были затем испытаны при гидроочистке исходного дизельного сырья, имеющего характеристики, показанные в табл. 1. Таблица 1 Катализаторы были испытаны при двух условиях, показанных в табл. 2. Таблица 2 Результаты испытаний приведены в табл. 3 ниже. Приведенные выше результаты показывают, что катализаторы по этому изобретению высоко активны при удалении серы и азота. Кроме того, уменьшение полициклических ароматических соединений и диароматических соединений особенно поразительно. Примеры 6-10. Приготовление катализаторов, содержащих вольфрам, ниобий и никель. Составы катализаторов были приготовлены из гидроксикарбоната никеля, ниобиевой кислоты и вольфрамовой кислоты способом, аналогичным описанному в примере 1 выше. Гидроксикарбонат никеля,ниобиевая кислота, и вольфрамовая кислота были объединены в водной среде. Суспензия выдерживалась всю ночь при 90C при перемешивании. Полученную в результате суспензию фильтровали и влажный твердый остаток от фильтрования перемешивали. В продолжение перемешивания температура несколько увеличивалась, чтобы уменьшить содержание воды в смеси, чтобы получить экструдируемую смесь. Смесь была затем экструдирована, и экструдаты были высушены при 120C и подвергнуты обжигу при 300C. Состав полученных в результате материалов и молярные отношения Ni:Nb:W показаны в табл. 4 ниже. Также в эту таблицу включены некоторые физические свойства катализаторов, а именно их площадь поверхности (SA), объем пор (pV) и средний диаметр поры (MPD), и причем BET представляет Очевидно, высокоактивная площадь поверхности усовершенствует активность катализатора, но такой же высокий объем пор и диаметр пор являются предпосылками для высокой активности. Пример 11. Испытание. Катализаторы были испытаны в трубчатом реакторе с восходящим потоком. Каждая труба реактора содержала 10 мл катализатора, смешанного с равным количеством SiC частиц и представлявшего собой прослойку между слоями SiC частиц. Перед испытанием катализаторов было осуществлено предварительное осернение посредством жидкой фазы предварительного осернения с использованием сырья, описанного ниже, в которое был добавлен диметилдисульфид до общего содержания серы 3,7 вес.%. После предварительного осернения катализаторы были затем испытаны при гидроочистке исходного дизельного сырья, имеющего характеристики, приведенные в табл. 5. Таблица 5- 11010112 Катализаторы были испытаны в двух условиях, показанных в табл. 6, которые значительно отличаются от тех, которые были ранее использованы (и показаны в табл. 2). Специалисту в этой области техники очевидно, что в табл. 6 приведены более трудные условия гидроочистки, и поэтому он предположит более низкие величины превращений, чем ранее были показаны в табл. 3. Таблица 6 Результаты испытаний приведены в табл. 7 ниже, в которой RWA представляет собой относительную весовую активность, HDN представляет собой гидродеазотирование и HDS представляет собой гидродесульфуризацию. Таблица 7- 12010112 Результаты показывают, что катализаторы, имеющие составы в пределах диапазона формулы изобретения, являются лучшими, чем те, которые находятся точно вне этого диапазона. Пример 12. Рентгенограмма, показанная на фигуре ниже, была получена сканированием катализатора, приготовленного в соответствии с примером 8. Сканирования XRD были зарегистрированы с использованием стандартного порошкового дифрактометра с фильтром Ni-K и радиацией Cu-K. Установки генератора были 40 кВ, 40 мА, и использовались следующие щели: щель V20 сходимости и противорассеивания,щель детектора 0,6 мм. Использовался диапазон измерений от 2 до 2,0-70,0, размер шага 0,05 и скорость измерения 2,0 с на шаг. Как можно увидеть из фигуры ниже, показаны пять отражений, которые равны приблизительноd=2,6, 2,3, 2,2, 1,7 и 1,45 . Среди них отражения 2,6 и 1,7 являются наиболее интенсивными. По сравнению с рентгенограммами, полученными для других примеров, приготовленных в соответствии с изобретением (не показаны), точное местоположение отражений в некоторой степени зависит от химического состава; однако, рентгенограммы характеризуются тем фактом, что они могут быть проиндексированы как отражения (100), (002), (101), (102) и (110) шестиугольной элементарной ячейки с длинами осей приблизительно 2,9-3,0 и 4,6-4,7 . Это представляет собой метастабильную фазу с атомной дисперсией, которая легко подвергается осернению и поэтому является каталитически активной. Отсутствие других пиков в спектре XRD показывает, что сырьевые материалы, использованные при приготовлении, действительно реагируют друг с другом в диапазоне пунктов формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Состав содержащего серу катализатора, подходящего для гидроочистки углеводородного сырья,который содержит металлический компонент из группы VIB, выбранный из молибдена, вольфрама и их смесей, металлический компонент из группы V, выбранный из ванадия, ниобия, тантала и их смесей, и металлический компонент из группы VIII, выбранный из никеля, кобальта, железа и их смесей, причем металлические компоненты (рассчитанные, как оксиды), составляют по меньшей мере 50 вес.% катализатора, в котором молярное отношение между металлическими компонентами удовлетворяет следующей формуле:(группа VIB+группа V):(группа VIII)=0,35-2:1 2. Состав катализатора по п.1, в котором отношение между общим молярным количеством металла из группы VIB и группы V и молярным количеством металла из группы VIII составляет по меньшей мере 0,6:1, предпочтительно по меньшей мере 0,75:1 и максимально 1,5:1. 3. Состав катализатора по п.1 или 2, в котором металлические компоненты составляют по меньшей мере 70 вес.% от состава катализатора, рассчитанные, как оксиды, и предпочтительно по меньшей мере 90 вес.%. 4. Состав катализатора по любому из предшествующих пунктов, в котором ванадий и/или ниобий составляют по меньшей мере 50 мол.% от всех металлических компонентов из группы V, предпочтительно по меньшей мере 70 мол.%, более предпочтительно по меньшей мере 90 мол.%, наиболее предпочтительно, по существу, все металлические компоненты из группы V. 5. Состав катализатора по любому из предшествующих пунктов, в котором кобальт и никель составляют по меньшей мере 50 мол.% от всех металлических компонентов из группы VIII, предпочтительно по меньшей мере 70 мол.%, более предпочтительно по меньшей мере 90 мол.%, наиболее предпочтительно, по существу, все металлические компоненты из группы VIII. 6. Состав катализатора по п.5, отличающийся тем, что никель составляет, по существу, все металлические компоненты из группы VIII. 7. Способ приготовления содержащего серу состава катализатора, как определено в любом из пп.16, который включает стадии объединения соответствующих количеств, последовательно или одновременно, металлического компонента из группы VIB, выбранного из молибдена, вольфрама и их смесей,металлического компонента из группы V, выбранного из ванадия, ниобия, тантала и их смесей, металлического компонента из группы VIII, выбранного из никеля, кобальта, железа или их смесей, и соединения серы в реакционной смеси при условии, что металлические компоненты (рассчитанные, как оксиды) составляют по меньшей мере 50 вес.% состава катализатора, в котором молярное соотношение между компонентами металлов удовлетворяет следующей формуле: (группа VIB+группа V):(группа VIII)=0,35-2:1,и взаимодействие указанных компонентов металлов с образованием состава катализатора. 8. Способ по п.7, в котором на первом стадии металлический компонент из группы VIB, металлический компонент из группы V и металлический компонент из группы VIII объединяют, чтобы образовать стойкий к кислороду продукт, после чего объединяют полученный в результате продукт с соединением серы. 9. Способ по п.8, в котором стадия объединения полученного в результате продукта с соединением серы включает стадию осернения, в которой по меньшей мере часть металлических компонентов пре- 13010112 вращается в их соответствующие сульфиды. 10. Применение состава катализатора, как он определен в любом из пп.1-6, в качестве катализатора гидрообработки углеводородного сырья.
МПК / Метки
МПК: C10G 45/08, B01J 27/051, B01J 27/049, B01J 37/20, B01J 23/887
Метки: содержащий, гидроочистки, катализатор, металл, группы
Код ссылки
<a href="https://eas.patents.su/15-10112-katalizator-gidroochistki-soderzhashhijj-metall-iz-gruppy-v.html" rel="bookmark" title="База патентов Евразийского Союза">Катализатор гидроочистки, содержащий металл из группы v</a>
Микроячеистый полиуретановый эластомер, содержащий мочевинные группы
Номер патента: 737
Опубликовано: 28.02.2000
Авторы: Больманн Гейнц, Креч Рюдигер, Хемпель Рената, Ротермунд Удо, Генц Манфред, Шольц Вольфганг
МПК: C08J 9/36, C08G 18/76
Метки: микроячеистый, содержащий, мочевинные, группы, эластомер, полиуретановый
Формула / Реферат:
1. Микроячеистый, содержащий мочевинные группы полиуретановый эластомер на основе а) изоцианатного компонента, в существенной мере состоящего из 4,4'-дифенилметандиизоцианата с б) как минимум, одним олигомерным полигидроксильным соединением со средней молекулярной массой от 1000 до 5000 г/моль, с функциональностью от 1,7 до 3; в) при необходимости с низкомолекулярными средствами удлинения цепи и/или сшивки полимера; г) с пенообразователями;...
Микропористый, содержащий карбамидные группы полиуретановый эластомер
Номер патента: 1373
Опубликовано: 26.02.2001
Авторы: Генц Манфред, Хемпель Ренате, Шольц Вольфганг, Ротермунд Удо, Болльманн Хайнц, Крех Рюдигер
МПК: C08G 18/76, C08J 9/36
Метки: полиуретановый, группы, содержащий, эластомер, микропористый, карбамидные
Формула / Реферат:
1. Микропористый, содержащий карбамидные группы полиуретановый эластомер на основе а) состоящего по существу из дифенилметан-4,4'-диизоцианата изоцианатного компонента, 6) по крайней мере, с одним олигомерным полигидроксильным соединением со среднечисловой молекулярной массой от 1000 до 5000 г/моль и функциональностью от 1,7 до 3, в) в случае необходимости, с низкомолекулярными удлинителями цепи и/или сшивающими агентами и г) вспенивающими...
Содержащий изоцианатные группы преполимер с содержанием изоцианатных групп 3,3-10 мас.%
Номер патента: 1514
Опубликовано: 23.04.2001
Авторы: Фелькель Рюдигер, Хазельхорст Вальтер, Болльманн Хайнц, Штраусс Михаэль, Хелльманн Герхард, Пойкер Хартмут, Йешке Торстен, Шольц Вольфганг, Генц Манфред, Брунс Уте
МПК: C08G 18/76
Метки: мас, содержащий, групп, 3,3-10, преполимер, изоцианатные, изоцианатных, группы, содержанием
Формула / Реферат:
1. Содержащий изоцианатные группы преполимер с содержанием изоцианатных групп 3,3-10 мас.%, полученный взаимодействием, по меньшей мере, одного полигидроксильного соединения с молекулярной массой от более чем 800 до 3500, или его смеси с низкомолекулярным гидроксилсодержащим удлинителем цепи и/или сшивающим агентом, по меньшей мере, с одним ароматическим диизоцианатом, выбранным из группы, включающей дифенилметандиизоцианат,...
Способ получения ячеистых полиуретановых эластомеров и содержащий изоцианатные группы форполимер
Номер патента: 1028
Опубликовано: 28.08.2000
Авторы: Пойкер Хартмут, Хелльманн Герхард, Штраусс Михаэль, Шольц Вольфганг, Болльманн Хайнц, Хазельхорст Вальтер, Йешке Торстен, Генц Манфред, Брунс Уте, Велькель Рюдигер
МПК: C08G 18/09
Метки: эластомеров, содержащий, получения, способ, полиуретановых, ячеистых, группы, форполимер, изоцианатные
Формула / Реферат:
1. Способ получения ячеистых полиуретановых эластомеров взаимодействием полигидроксильных соединений с молекулярной массой от 800 до 6000 (а) или их смеси с удлинителями цепи и/или сшивающими соединениями с молекулярной массой до 800 (б) с органическими полиизоцианатами (в) в присутствии водосодержащего порообразователя (г), отличающийся тем, что органические полиизоцианаты, в качестве которых берут 1,5-нафтилендиизоцианат и, по меньшей мере,...
Антиокислители, содержащие группы фенола и группы ароматического амина
Номер патента: 646
Опубликовано: 29.12.1999
Авторы: Кноблох Геррит, Майер Ганс Рудольф
МПК: C07C 323/60, C09K 15/28, C08K 5/20...
Метки: содержащие, фенола, группы, антиокислители, амина, ароматического
Формула / Реферат:
1. Соединение формулы I где R обозначает C1-C18-алкил, С5-С8-циклоалкил, С7-С9-фенилалкил, -CH2-A-R2 или группу формулы II, R1 обозначает C1-C18-алкил, С5-С8-циклоалкил, С7-С9-фенилалкил или группу формулы (II), R2 обозначает С4-С18-алкил, -(CH2)m-COOR5 или группу формулы III, R3 обозначает водород, С5-С8-циклоалкил или С1-С12-алкил, R4 обозначает C1-C18-алкил, С5-С8-циклоалкил, С7-С9-фенилалкил или группу формулы II или IV ...