Способ изготовления литейных форм
Формула / Реферат
1. Способ изготовления литейных стержней и форм для литейной промышленности, в котором
получают сыпучий огнеупорный основной формовочный материал;
на сыпучий огнеупорный основной формовочный материал наносят кислоту с получением огнеупорного основного формовочного материала, покрытого кислотой;
на огнеупорный основной формовочный материал, покрытый кислотой, наносят кислотоотверждаемое связующее с получением огнеупорного основного формовочного материала, покрытого связующим;
из огнеупорного основного формовочного материала, покрытого связующим, формуют формованное изделие;
отверждают формованное изделие,
причем кислота представляет собой смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу.
2. Способ по п.1, отличающийся тем, что количество метансульфоновой кислоты в смеси кислот составляет менее 70 мас.%.
3. Способ по п.1 или 2, отличающийся тем, что кислотоотверждаемое связующее содержит фурановое или фенольное холодно-твердеющее связующее.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что кислота, не содержащая серу, является органической кислотой.
5. Способ по п.4, отличающийся тем, что органическая кислота имеет pKs меньше 4.
6. Способ по п.4 или 5, отличающийся тем, что органическая кислота является насыщенной карбоновой кислотой.
7. Способ по любому из пп.4-6, отличающийся тем, что органическая кислота, кроме карбоксильной группы, содержит по меньшей мере еще одну электронно-акцепторную группу.
8. Способ по п.7, отличающийся тем, что электронно-акцепторная группа выбрана из группы, состоящей из карбоксильной группы, гидроксильной группы и альдегидной группы.
9. Способ по любому из пп.4-8, отличающийся тем, что органическая кислота выбрана из группы, состоящей из лимонной кислоты, молочной кислоты, гликолевой кислоты и глиоксиловой кислоты.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что кислоту добавляют в форме водного раствора и концентрация кислоты в водном растворе составляет по меньшей мере 30 мас.%.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что отверждение формованного изделия осуществляют при температуре менее 40°С.
12. Композиция формовочного материала для изготовления литейных форм, включающая в себя, по меньшей мере:
сыпучее огнеупорное основное формовочное вещество;
отвердитель, содержащий смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу; и
кислотоотверждаемое связующее.
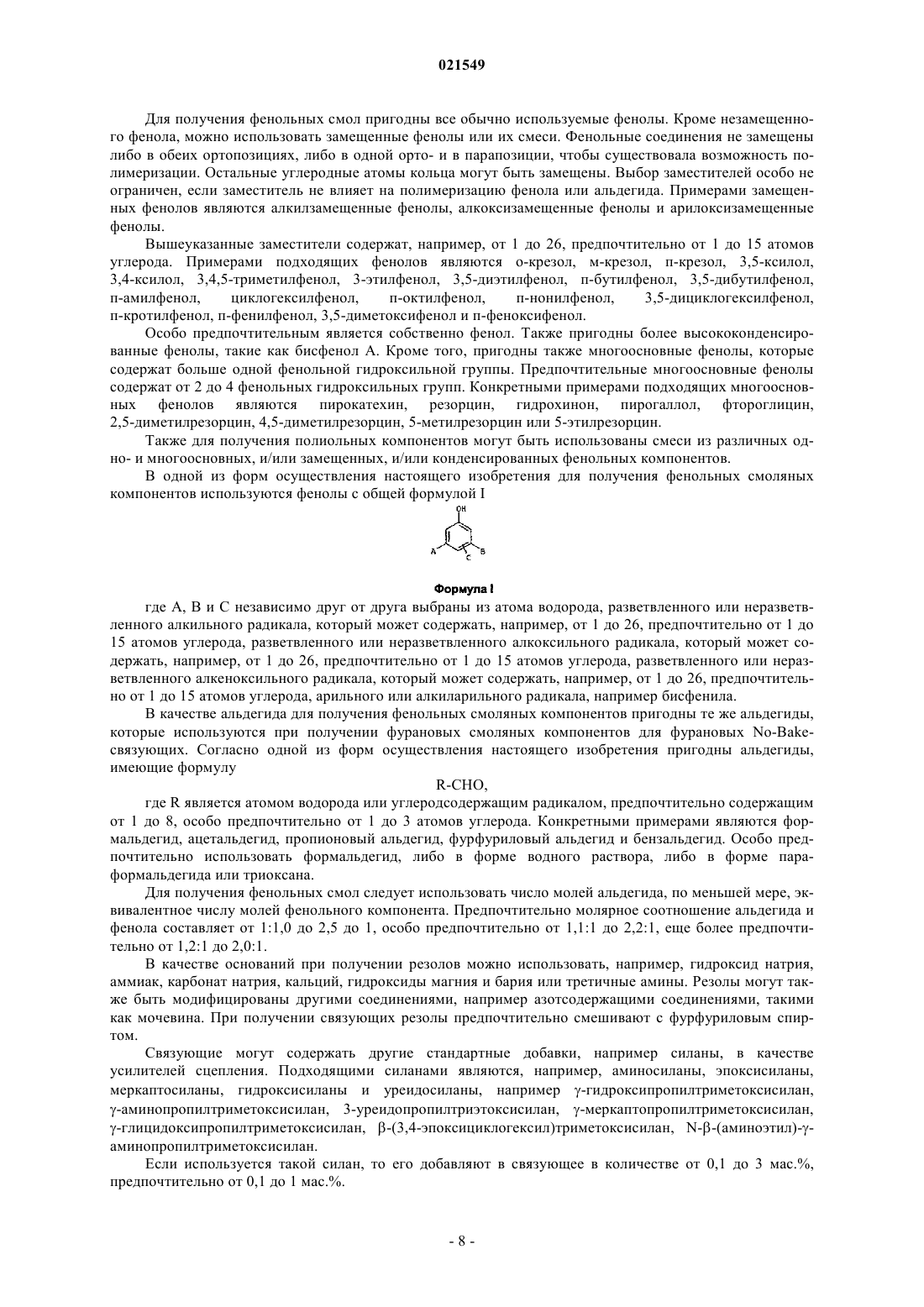
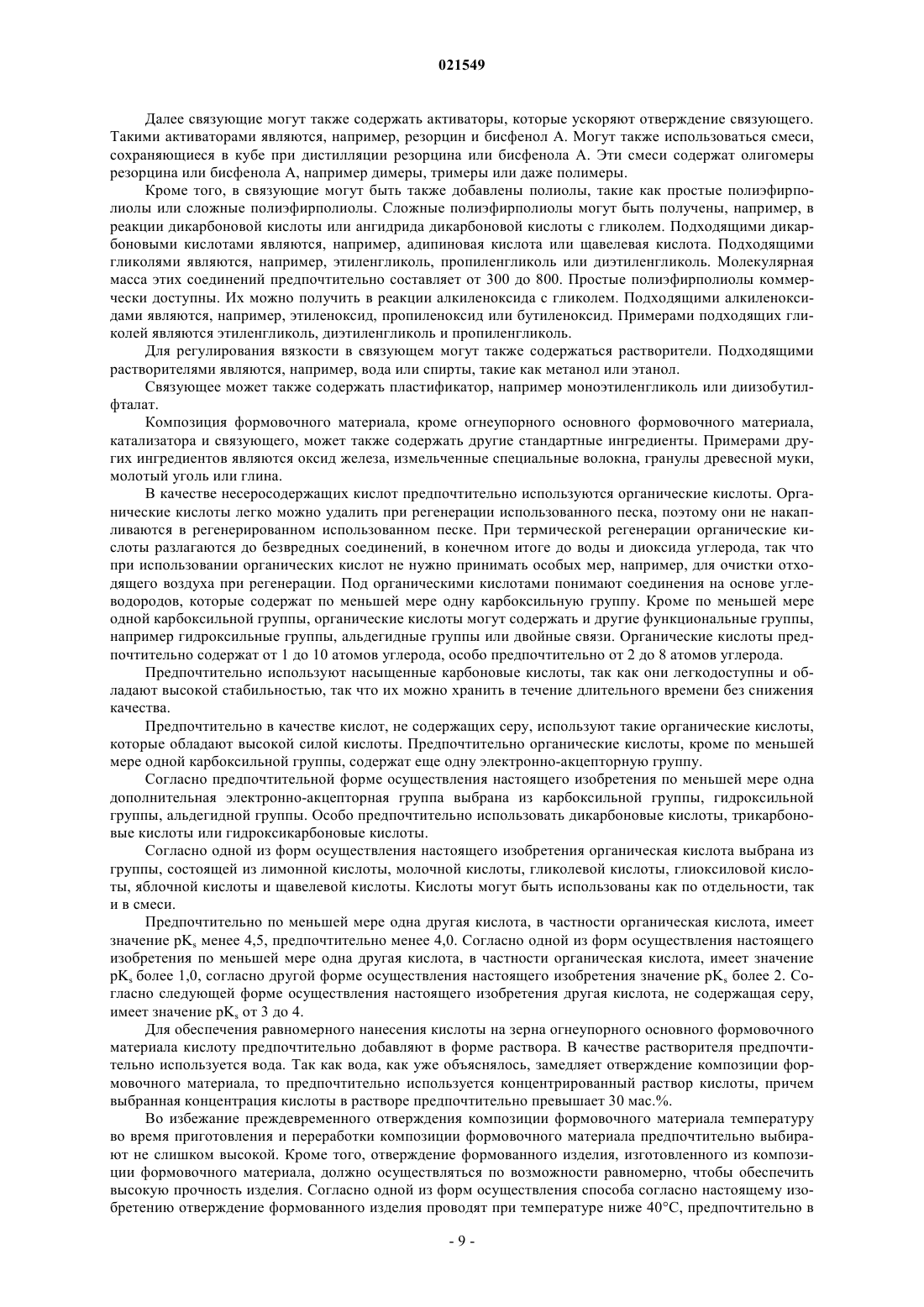
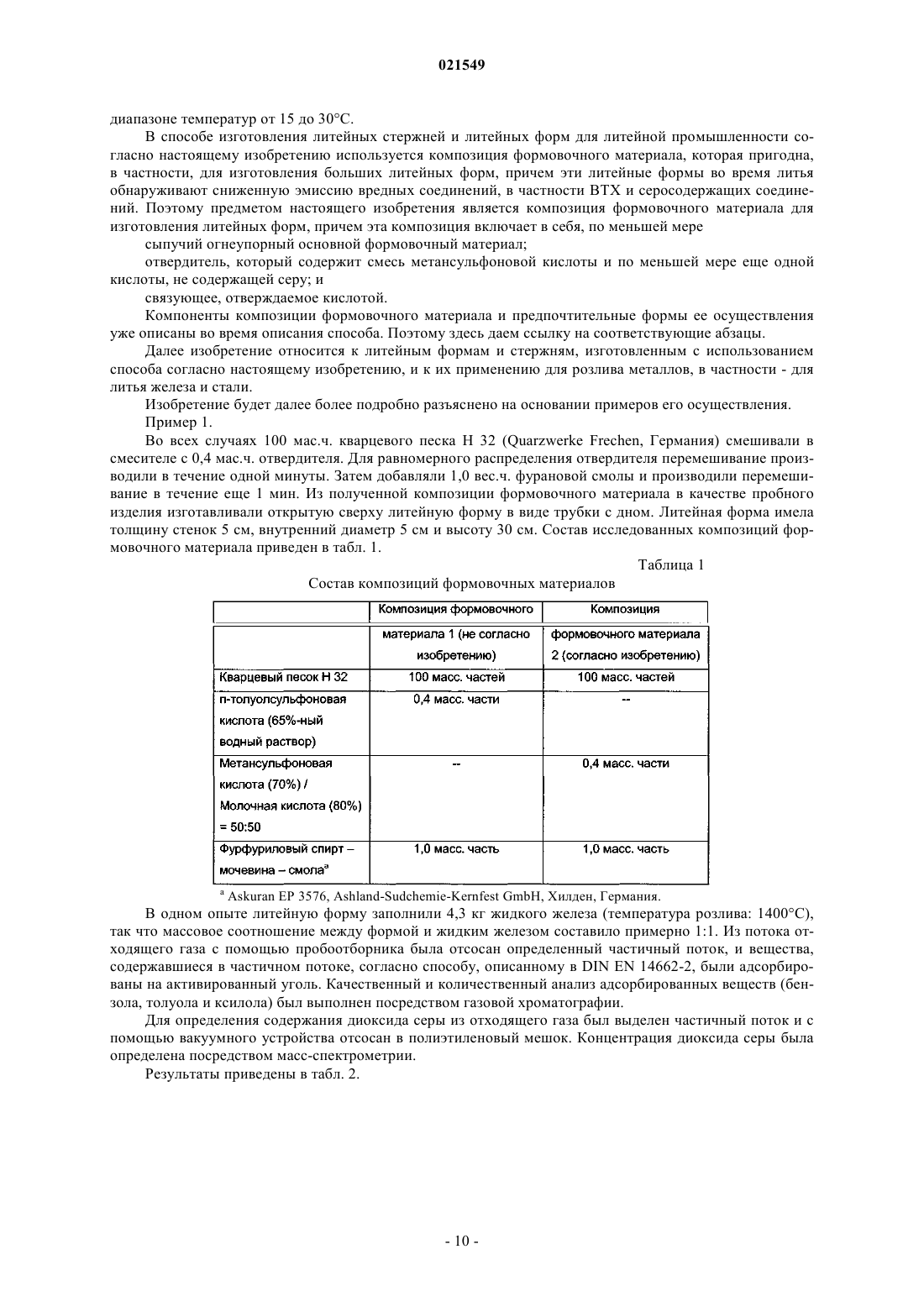
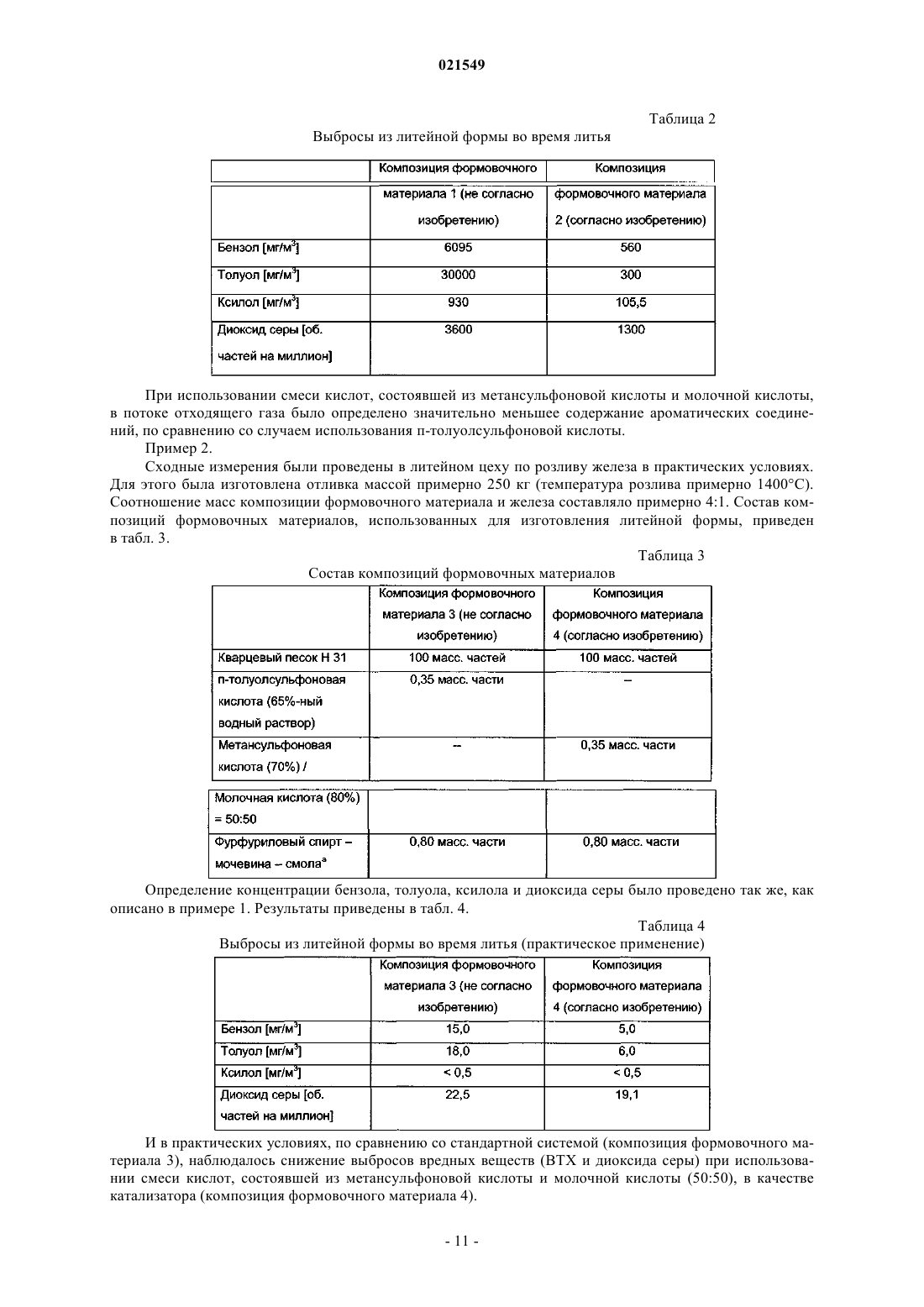
Текст
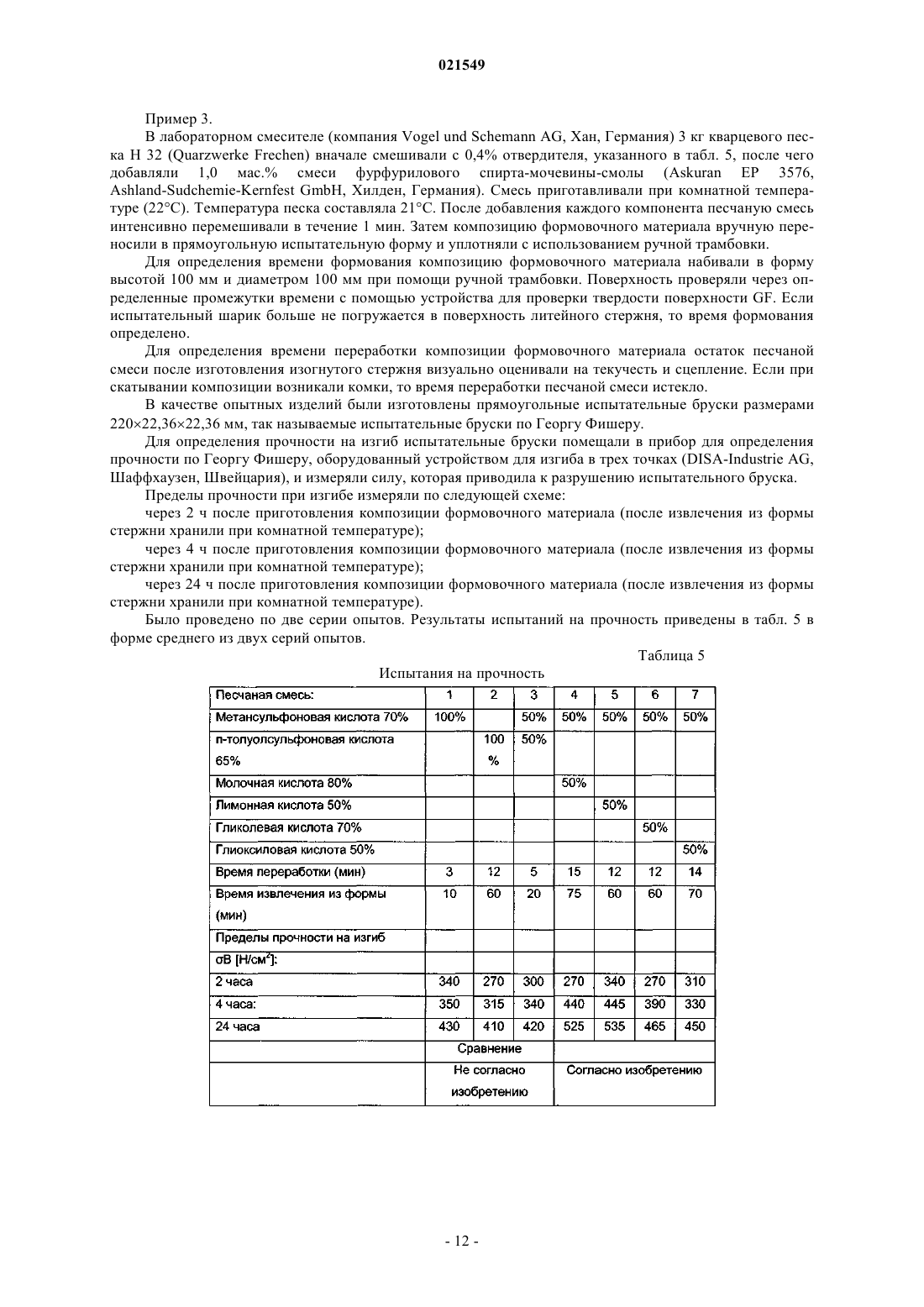
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ Изобретение относится к способу изготовления литейных стержней и литейных форм для литейной промышленности, в котором получают сыпучий огнеупорный формовочный материал; на сыпучий огнеупорный формовочный материал наносят кислоту, получая, таким образом, огнеупорный формовочный материал с покрытием из кислоты; на огнеупорный формовочный материал с покрытием из кислоты наносят кислотоотверждаемое связующее, получая, таким образом,огнеупорный формовочный материал с покрытием из связующего; из огнеупорного формовочного материала с покрытием из связующего формуют формованное изделие и отверждают формованное изделие, при этом кислота представляет собой смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу. Изобретение также относится к композиции формовочного материала, используемой в данном способе. С использованием данного способа или данной композиции можно изготовить литейные формы, которые в процессе литья демонстрируют сниженную эмиссию вредных для здоровья соединений.(71)(73) Заявитель и патентовладелец: АСК КЕМИКАЛС ГМБХ (DE) Изобретение относится к способу изготовления литейных стержней и литейных форм для литейной промышленности, а также к композиции формовочного материала, которая используется в данном способе. Литейные формы для производства металлических изделий собирают из так называемых литейных стержней и полуформ. Литейная форма, по существу, представляет собой негативную форму отливки,которую необходимо получить, причем литейные стержни служат для образования полостей внутри отливки, тогда как полуформы образуют ее внешнюю границу. При этом к литейным стержням и полуформам предъявляются различные требования. Полуформы имеют относительно большую поверхность для отведения газов, образующихся во время литья за счет воздействия горячих металлов. Литейные стержни обычно имеют очень малую поверхность, через которую могут отводиться газы. Поэтому при слишком сильном газообразовании возникает опасность того, что газ перейдет из литейного стержня в жидкий металл и приведет к образованию дефектов литья. Поэтому внутренние полости часто формируют с использованием литейных стержней, упрочненных за счет холодно-твердеющего связующего(Cold-Box-связующего), т.е. связующего на основе полиуретанов, тогда как наружный контур отливки образован более экономичными полуформами, например полуформами из сырого формовочного песка,полуформами, в которых в качестве связующего использована фурановая смола или фенольная смола,или стальными кокилями. Литейные формы состоят из огнеупорного материала, например из кварцевого песка, зерна которого после формования литейной формы связывают подходящим связующим для обеспечения достаточной механической прочности литейной формы. Для изготовления литейных форм также используют огнеупорный основной формовочный материал, обработанный подходящим связующим. Композиция формовочного материала, состоящая из основного формовочного материала и связующего, предпочтительно имеет сыпучую форму, так что ее можно засыпать в подходящую полую форму и там уплотнить. За счет связующего обеспечивается прочная связь между частицами основного формовочного материала, в результате чего литейная форма приобретает необходимую механическую стабильность. Для изготовления литейных форм можно использовать как органические, так и неорганические связующие, отверждение которых можно произвести "холодным" или "горячим" способом. Под "холодными" способами при этом понимают способы, которые осуществляют, по существу, при комнатной температуре, без нагревания композиции формовочного материала. Отверждение при этом обычно происходит за счет химической реакции, которая начинается, например, из-за того, что к композиции формовочного материала, подлежащей отверждению, подводят газообразный катализатор или в композицию формовочного материала добавляют жидкий катализатор. При "горячем" способе композицию формовочного материала после формования нагревают до достаточно высокой температуры, чтобы, например, удалить растворитель, содержащийся в связующем, или инициировать химическую реакцию, за счет которой связующее отвердевает в результате "сшивания". В настоящее время для изготовления литейных форм часто используют органические связующие,например полиуретановые связующие, связующие на основе фурановых смол или эпоксиакрилатные связующие, в случае которых отверждение связующего происходит за счет добавления катализатора. Выбор подходящего связующего определяется формой и размерами отливки, которую необходимо получить, условиями производства и материалом, используемым для литья. Так, при изготовлении небольших отливок, которые производятся в больших количествах, часто используют полиуретановые связующие, так как они обеспечивают короткое время цикла и возможность серийного производства. Способы, в которых отверждение композиции формовочного материала происходит за счет нагревания или последующего добавления катализатора, обладают преимуществом, состоящим в том, что переработка композиции формовочного материала не имеет особых ограничений по времени. Композицию формовочного материала можно первоначально изготовить в больших количествах, которые затем можно переработать в течение длительного периода времени, чаще всего в течение нескольких часов. Отверждение композиции формовочного материала происходит только после формования, причем при этом необходима очень быстрая реакция. Сразу же после отверждения литейную форму можно вынуть из формовочного инструмента, так что можно обеспечить короткие времена циклов. Чтобы сохранить высокую прочность литейной формы, отверждение композиции формовочного материала внутри литейной формы должно происходить равномерно. Если отверждение композиции формовочного материала должно происходить после последующего добавления катализатора, то литейную форму после формования обрабатывают газообразным катализатором. Сразу же после контакта с катализатором композиция формовочного материала затвердевает, и поэтому литейную форму можно очень быстро вынуть из формовочного инструмента. С увеличением размеров литейной формы становится все труднее обеспечить на всех участках литейной формы количество катализатора, достаточное для отверждения композиции формовочного материала. Длительность обработки газом увеличивается, однако в литейной форме попрежнему могут существовать участки, до которых очень плохо доходит или вообще не доходит катализатор. Поэтому с увеличением размеров литейной формы резко увеличивается используемое количество катализатора. Аналогичные трудности возникают при "горячем" способе отверждения. В этом случае все участки формы должны быть нагреты до достаточно высокой температуры. С увеличением размера литейной формы, во-первых, увеличивается время, в течение которого необходимо нагревать литейную форму до определенной температуры, требующейся для отверждения. Только в этом случае можно гарантировать,что литейная форма приобретет необходимую твердость и во внутренних частях. Во-вторых, при увеличении размеров литейной формы отверждение является очень сложным в отношении оборудования. Поэтому при изготовлении литейных форм для больших отливок, например блоков цилиндров судовых дизелей или больших деталей машин, таких как втулки роторов для ветросиловых установок,обычно используют No-Bake-связующие (холоднотвердеющие связующие). В случае No-Bake способа огнеупорный основной формовочный материал смешивают с катализатором. Затем добавляют связующее и посредством перемешивания равномерно наносят его на уже покрытые слоем катализатора зерна огнеупорного основного формовочного материала. Затем из композиции формовочного материала можно сформовать формованное изделие. Так как связующее и катализатор равномерно распределены в композиции формовочного материала, то и в случае больших формованных изделий отверждение происходит весьма равномерно. Так как катализатор добавляют к композиции формовочного материала еще до формования, то отверждение композиции формовочного материала начинается сразу же после ее приготовления. Поэтому,для того чтобы достичь времени обработки, подходящего для промышленного применения, во-первых,компоненты композиции формовочного материала должны очень точно соответствовать друг другу. Так,например, на скорость реакции при заданном количестве связующего и огнеупорного основного формовочного материала можно повлиять посредством изменения вида и количества катализатора или посредством добавления замедляющих реакцию компонентов. Во-вторых, переработка композиции формовочного материала должна осуществляться при строго контролируемых условиях, так как на скорость отверждения влияет, например, температура композиции формовочного материала. Классические No-Bake-связующие основаны на фурановых и фенольных смолах. Они предлагаются в виде двухкомпонентных систем, где один компонент содержит фурановую или фенольную смолу, а другой компонент содержит кислоту, которая служит катализатором отверждения реактивного смоляного компонента. Фурановые и фенольные смолы во время литья обнаруживают очень хорошую способность разложения. Под воздействием тепла от жидкого металла фурановая или фенольная смола разлагается, и прочность литейной формы значительно снижается. Поэтому после литья можно очень легко извлечь литейные стержни из полостей, например - после предварительного встряхивания отливки. Реактивные фурановые смолы, содержащиеся в "No-Bake-связующих" в качестве первых компонентов, в качестве важного компонента содержат фурфуриловый спирт. Фурфуриловый спирт при кислотном катализе может реагировать с самим собой с образованием полимера. Для получения фурановыхNo-Bake-связующих обычно не используют чистый фурфуриловый спирт, а добавляют к фурфуриловому спирту другие соединения, которые полимеризуются совместно со смолой. Примерами таких соединений являются альдегиды, такие как формальдегид или фурфураль, кетоны, такие как ацетон, фенолы, мочевина или полиолы, такие как сахарные спирты или этиленгликоль. К смолам могут быть добавлены и другие дополнительные компоненты, которые влияют на свойства смолы, например на их эластичность. Например, можно добавить меламин, чтобы связать свободный формальдегид. Фурановые No-Bake-связующие обычно получают способом, при котором вначале в кислотных условиях получают фурфурилсодержащие форконденсаты, состоящие, например, из мочевины, формальдегида и фурфурилового спирта. Условия реакции при этом выбирают такими, чтобы происходила лишь незначительная полимеризация фурфурилового спирта. Эти форконденсаты затем разбавляют фурфуриловым спиртом. Для получения фурановых No-Bake-связующих можно также использовать резолы. Резолы получают посредством полимеризации смесей фенола и формальдегида. Эти резолы затем разбавляют фурфуриловым спиртом. Вторым компонентом фурановых No-Bake-связующих является кислота. Эта кислота, во-первых,нейтрализует щелочные компоненты, содержащиеся в огнеупорном основном формовочном материале,и, во-вторых, катализирует сшивание реактивной фурановой смолы. В качестве кислот обычно используют ароматические сульфоновые кислоты, и в некоторых особых случаях также фосфорную или серную кислоту. Фосфорную кислоту используют в концентрированной форме, т.е. в концентрациях свыше 75%. Однако она пригодна только для каталитического отверждения фурановых смол с относительно высоким содержанием мочевины. Содержание азота в таких смолах составляет более 2,0 мас.%. Серную кислоту, как относительно сильную кислоту, можно использовать в качестве стартера для отверждения фурановых смол более слабыми кислотами. Однако во время литья выделяется типичный для соединений серы запах. Кроме того, существует опасность того, что сера будет поглощена материалом, используемым для литья, что повлияет на его свойства. В качестве катализаторов обычно используют ароматические сульфоновые кислоты. Благодаря их доступности и высокой силе как кислот, прежде всего используются толуолсульфоновая кислота, ксилолсульфоновая кислота и бензолсульфоновая кислота. Выбор катализатора оказывает большое влияние на свойства связующего. Так, можно повлиять на скорость отверждения посредством изменения количества кислоты или силы кислоты. Использование больших количеств кислоты или более сильных кислот при этом приводит к повышению скорости отверждения. Однако при использовании больших количеств катализатора фурановая смола при отверждении становится хрупкой, что неблагоприятно влияет на прочность литейной формы. При использовании слишком малых количеств катализатора смола не полностью отвердевает или отверждение длится слишком долго, что приводит к снижению прочности формы. При изготовлении литейных форм новый песок обычно используется только для изготовления литейных стержней, тогда как для изготовления полуформ используют уже использованный песок. Огнеупорные основные формовочные материалы, укрепленные фурановыми No-Bake-связующими, обычно очень легко можно использовать повторно. Восстановление либо осуществляется механическим способом, в котором пленку, образованную остатками связующего, удаляют механически, либо использованный песок подвергают термической обработке. При механическом восстановлении или при комбинированном механотермическом способе можно добиться восстановления почти 100% использованного песка. Фенольные смолы как вторая большая группа отверждаемых посредством кислотного катализаNo-Bake-связующих в качестве реактивных смоляных компонентов содержат резолы, т.е. фенольные смолы, полученные в условиях избытка формальдегида. Фенольные смолы, по сравнению с фурановыми смолами, обнаруживают заметно меньшую химическую активность и требуют использования в качестве катализаторов сильных сульфоновых кислот. Фенольные смолы имеют относительно высокую вязкость,которая при длительном хранении смолы еще больше возрастает. В частности, вязкость резко увеличивается при температурах ниже 20 С, так что приходится подогревать песок для того, чтобы можно было равномерно нанести связующее на поверхность зерен песка. После нанесения фенольногоNo-Bake-связующего на огнеупорный основной формовочный материал следует как можно быстрее переработать композицию формовочного материала для того, чтобы не произошло снижения качества композиции формовочного материала, которое может привести к снижению прочности литейных форм, изготовленных из композиции формовочного материала. При использовании фенольныхNo-Bake-связующих текучесть композиции формовочного материала обычно является очень плохой. Поэтому при изготовлении литейной формы необходимо очень тщательно уплотнять композицию формовочного материала, чтобы обеспечить высокую прочность литейной формы. Приготовление и переработка композиции формовочного материала должны осуществляться при температурах от 15 до 35 С. При более низкой температуре композиция формовочного материала плохо перерабатывается из-за высокой вязкости фенольной No-Bake-смолы. При температурах выше 35 С время обработки сокращается из-за преждевременного отверждения связующего. После литья композиции формовочного материала на основе фенольных No-Bake-смол также можно использовать повторно, причем для восстановления и в этом случае можно использовать механические, термические или комбинированные механотермические способы. Как уже разъяснялось, кислота, используемая в качестве катализатора в фурановом или фенольномNo-Bake-способе, оказывает очень большое влияние на свойства литейной формы. Кислота должна иметь достаточную силу для того, чтобы обеспечить достаточную скорость реакции при отверждении литейной формы. Отверждение должно быть хорошо управляемым, чтобы можно было получить достаточно длительные периоды переработки. Это особенно важно при изготовлении литейных форм для очень больших отливок, изготовление которых требует длительного времени. Кроме того, кислота при восстановлении использованных песков не должна концентрироваться в регенерате. Если кислота попадает в композицию формовочного материала вместе с регенератом, то это сокращает время переработки и приводит к снижению прочности литейной формы, изготовленной из такого регенерата. Поэтому для использования в качестве катализатора в No-Bake-способе пригодно лишь ограниченное число кислот. Приходится также учитывать экономические соображения, поэтому в качестве кислот используют, по существу, только ароматические сульфоновые кислоты, из которых, в частности, особенно важны толуолсульфоновая кислота, ксилолсульфоновая кислота и бензолсульфоновая кислота. Меньшую роль играют фосфорная кислота и серная кислота. Фосфорная кислота, как уже разъяснялось выше, пригодна только для отверждения определенных видов фурановых смол. Для отверждения фенольных смол фосфорная кислота не подходит. Другим недостатком фосфорной кислоты является то,что она имеет тенденцию накапливаться в регенерате, что затрудняет повторное использование регенерата. Серная кислота при литье и термической регенерации приводит к выделению диоксида серы, который обладает коррозионными свойствами, вреден для здоровья и обладает неприятным запахом. Во время литья отвержденное связующее должно разлагаться, так что литейная форма теряет свою прочность. Используемые в качестве катализаторов ароматические сульфоновые кислоты, в частности птолуолсульфоновая кислота, бензолсульфоновая кислота и ксилолсульфоновая кислота, разлагаются под действием тепла и восстанавливающей атмосферы, образующейся при литье, и, кроме диоксида серы,выделяют вредные ароматические вещества, такие как бензол, толуол или ксилол (ВТХ). Часть этих про-3 021549 дуктов разложения остается в использованном песке и может выделяться во время повторной переработки. В публикации WO 97/31732 описана самоотверждающаяся фурановая No-Bake-композиция формовочного материала для изготовления литейных форм, которая, кроме фурансодержащей смолы, содержит метансульфоновую кислоту в качестве катализатора. Метансульфоновую кислоту можно использовать также в виде смеси с органической сульфоновой или неорганической кислотой. В качестве примеров органических сульфоновых кислот можно назвать п-толуолсульфоновую кислоту, бензолсульфоновую кислоту и ксилолсульфоновую кислоту. В качестве примера неорганической кислоты можно назвать серную кислоту. Метансульфоновая кислота обладает большей силой, чем, например, птолуолсульфоновая кислота. Поэтому при использовании этой кислоты обеспечивается более быстрое отверждение фуранового No-Bake-связующего, или отверждение может быть обеспечено при более низких температурах, т.е. при температурах ниже 25 С, за приемлемые промежутки времени. Однако применение метансульфоновой кислоты очень проблематично из-за ее высокой химической активности, в частности при изготовлении очень больших литейных форм, так как она действует как ускоритель отверждения и допускает лишь относительно короткие времена обработки. В качестве другого недостатка использование метансульфоновой кислоты или метансульфоновой кислоты в смеси с органическими сульфоновыми кислотами приводит к выделению во время литья диоксида серы. В частности, для ароматических вредных веществ из-за их канцерогенного действия установлены очень низкие значения МАК (МАК = максимальная концентрация на рабочем месте). Для бензола значение МАК составляет всего 3,2 мг/м 3, для толуола и ксилола соответственно 190 и 440 мг/м 3. Между тем,это превратилось в проблему в литейных цехах, так как поддержание этих предельно допустимых концентраций требует очень дорогостоящих систем вытяжной вентиляции и фильтров. Поэтому в основе настоящего изобретения лежала задача обеспечить способ изготовления литейных стержней и полуформ для литейной промышленности, который обеспечил бы возможность изготовления литейных форм, которые во время литья выделяли бы меньшие количества вредных веществ, чем это происходит при использовании обычных длянастоящего времени сульфоновых кислот. Данная задача решена за счет способа с признаками п.1 формулы изобретения. Предпочтительные формы осуществления настоящего изобретения являются предметами зависимых пунктов формулы изобретения. Неожиданно было обнаружено, что при использовании смесей метансульфоновой кислоты и по меньшей мере еще одной кислоты, не содержащей серу, в качестве катализатора для отверждения фурановых или фенольных No-Bake-связующих, во-первых, обеспечивается отверждение смолы, содержащейся в связующем, так как кислота, не содержащая серу, сама по себе обладает слишком малой силой,чтобы самостоятельно служить катализатором сшивания фурановых или фенольных смол, и, во-вторых,можно настолько увеличить время отверждения, чтобы можно было задать такие времена переработки,которые являются достаточно длительными для того, чтобы композицию формовочного материала можно было использовать и для изготовления больших литейных форм. В качестве особого преимущества способа согласно настоящему изобретению следует отметить то, что во время литья можно резко снизить выделение вредных веществ, в частности выделение диоксида серы и вредных ароматических веществ,таких как бензол, толуол или ксилол. Вследствие этого можно также снизить загрязнение использованного песка этими вредными веществами. Поэтому согласно настоящему изобретению предусмотрен способ изготовления литейных стержней и полуформ для литейной промышленности, в котором получают сыпучий огнеупорный основной формовочный материал; на сыпучий огнеупорный основной формовочный материал наносят кислоту с получением огнеупорного основного формовочного материала, покрытого кислотой; на огнеупорный основной формовочный материал, покрытый кислотой, наносят кислотоотверждаемое связующее с получением огнеупорного основного формовочного материала, покрытого связующим; из огнеупорного основного формовочного материала, покрытого связующим, формуют формованное изделие; отверждают формованное изделие. Согласно настоящему изобретению кислотой, используемой для отверждения смолы, является смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу. Большая часть веществ, используемых в способе согласно настоящему изобретении, уже использовалась в композициях формовочных материалов для изготовления литейных форм, так что здесь можно обратиться к знаниям специалистов в данной области техники. Так, в качестве огнеупорного основного формовочного материала могут быть использованы все огнеупорные материалы, которые обычно используют для изготовления формованных изделий для литейной промышленности. Примерами подходящих огнеупорных основных формовочных материалов являются кварцевый песок, циркониевый песок, оливиновый песок, алюмосиликатный песок и хромитовый песок или их смеси. Предпочтительно использовать кварцевый песок. Огнеупорный основной формовочный материал должен состоять из частиц достаточного размера для того, чтобы формованное изделие, изготовленное из композиции формовочного материала, обладало достаточной пористостью для обеспечения возможности выделения летучих соединений во время процесса литья. Предпочтительно по меньшей мере 70 мас.%, особо предпочтительно по меньшей мере 80 мас.% огнеупорного основного формовочного материала составляют частицы размером 290 мкм. Средний размер частиц огнеупорного основного формовочного материала предпочтительно должен составлять от 100 до 350 мкм. Размер частиц можно определить, например, посредством ситового анализа. Огнеупорный основной формовочный материал должен иметь сыпучую форму, чтобы катализатор или кислотоотверждаемое связующее можно было равномерно нанести на зерна огнеупорного основного формовочного материала, например в смесителе. В качестве огнеупорного основного формовочного материала предпочтительно используют уже бывшие в употреблении регенерированные пески. Из уже использованного песка удаляют крупные агрегаты и при необходимости разделяют его на отдельные зерна. После механической или термической обработки из использованных песков удаляют пыль, после чего их можно использовать повторно. Перед повторным использованием предпочтительно провести анализ баланса кислот в регенерированном использованном песке. В частности, во время термической регенерации побочные продукты, содержащиеся в песке, такие как карбонаты, могут превращаться в соответствующие оксиды, которые затем реагируют как щелочи и нейтрализуют кислоты, добавленные к связующему в качестве катализатора. Точно так же кислоты могут сохраняться в использованном песке, например при механической обработке, что следует учитывать при изготовлении связующих, чтобы не слишком сократилось время переработки композиции формовочного материала. Огнеупорный основной формовочный материал предпочтительно должен быть сухим, так как реакция отверждения замедляется водой. Предпочтительно огнеупорный основной формовочный материал содержит менее 1 мас.% воды. Для того чтобы избежать преждевременного отверждения связующего,огнеупорный основной формовочный материал не должен быть слишком теплым. Предпочтительно огнеупорный основной формовочный материал должен иметь температуру от 20 до 35 С. При необходимости огнеупорный основной формовочный материал можно охладить или нагреть. Затем на сыпучий твердый огнеупорный материал наносят кислоту, за счет чего получают огнеупорный основной формовочный материал с покрытием из кислоты. Кислоту наносят на огнеупорный основной формовочный материал обычными способами, например посредством распыления кислоты на огнеупорный основной формовочный материал. Количество кислоты предпочтительно выбирают в диапазоне от 5 до 45 мас.%, особо предпочтительно в диапазоне от 20 до 30 мас.% от массы связующего в пересчете на чистую кислоту без учета растворителя, используемого при необходимости. Если кислота не находится в жидкой форме и не имеет достаточно низкой вязкости для того, чтобы ее можно было в виде тонкой пленки нанести на зерна огнеупорного основного формовочного материала, то кислоту разбавляют подходящим растворителем. Примерами растворителей являются вода или спирты или смеси воды и спирта. В частности, при использовании воды следует получать как можно более концентрированный раствор, чтобы поддерживать как можно на более низком уровне количество воды, попадающее в связующее или в композицию формовочного материала. Для равномерного распределения кислоты по поверхности зерен смесь из огнеупорного основного формовочного материала и кислоты тщательно гомогенизируют. На огнеупорный основной формовочный материал с покрытием из кислоты затем наносят кислотоотверждаемое связующее. Количество связующего предпочтительно выбирают в диапазоне 0,25-5 мас.%,особо предпочтительно в диапазоне 1-3 мас.% от массы огнеупорного основного формовочного материала в пересчете на смоляной компонент. В качестве кислотоотверждаемого связующего принципиально могут быть использованы любые связующие, которые обычно используют для приготовления композиций формовочных материалов для литейной промышленности на современном уровне техники. Кроме смолы, способной к "сшиванию", связующее может содержать и другие стандартные компоненты, например растворитель для регулирования вязкости или наполнители, которыми замещают часть смолы,способной к образованию поперечных связей. Связующее наносят на огнеупорный основной формовочный материал с покрытием из кислоты и путем перемешивания смеси равномерно распределяют его по поверхности зерен огнеупорного основного формовочного материала в виде тонкой пленки. Количества связующего и кислоты выбирают такими, чтобы, с одной стороны, обеспечить достаточную прочность литейной формы и, с другой стороны, достаточное время переработки композиции формовочного материала. Подходящим является, например, время переработки от 5 до 45 мин. Затем из огнеупорного основного формовочного материала с покрытием из связующего стандартными способами формуют формованное изделие. Для этого композицию формовочного материала можно поместить в подходящую форму и там уплотнить. Полученное таким образом формованное изделие оставляют для отверждения. Согласно настоящему изобретению в качестве катализатора используют смесь метансульфоновой кислоты и по меньшей мере еще одной кислоты, не содержащей серу. Благодаря применению смеси кислот можно снизить как возникающие во время литья выбросы вредных ароматических веществ, в частности бензола, толуола, ксилола (ВТХ), так и выбросы диоксида серы. Несмотря на то что доля метансульфоновой кислоты, обладающей высокой силой, снижается, обеспечивается достаточная химическая активность для отверждения связующего за промежуток времени, подходящий для промышленных прикладных задач. В качестве другой кислоты, не содержащей серу, может быть использована любая кислота, если она не содержит серосодержащих групп. Могут быть использованы как неорганические, так и органические кислоты, причем, в частности, при использовании органических кислот обеспечивается высокая реакционная способность системы связующего, хотя такого рода органические кислоты обычно обладают относительно небольшой силой. Доля метансульфоновой кислоты в смеси кислот, используемой в качестве катализатора, зависит от реакционной способности смолы, использованной в связующем, по меньшей мере от одной кислоты, не содержащей серу, использованной совместно с метансульфоновой кислотой, и от количества использованной кислоты. Для того чтобы снизить уровень серосодержащих выбросов во время литья с сохранением достаточной реакционной способности, а значит, и достаточно короткого времени отверждения,доля метансульфоновой кислоты в смеси кислот, используемой в качестве катализатора, предпочтительно составляет менее 70 мас.%, более предпочтительно менее 65 мас.%, особо предпочтительно менее 69 мас.% и наиболее предпочтительно менее 55 мас.%. С другой стороны, чтобы обеспечить достаточно высокую реакционную способность, доля метансульфоновой кислоты в смеси кислот, используемой в качестве катализатора, предпочтительно составляет более 20 мас.%, более предпочтительно более 30 мас.%, особо предпочтительно более 35 мас.% и наиболее предпочтительно более 40 мас.%. Соответственно, доля кислоты, не содержащей серу предпочтительно более 30 мас.%, более предпочтительно более 35 мас.%, особо предпочтительно более 40 мас.% и наиболее предпочтительно более 45 мас.%. Кроме метансульфоновой кислоты и кислоты, не содержащей серу, в смеси кислот, используемой в качестве катализатора, может содержаться также ароматическая сульфоновая кислота в небольшом количестве. Доля этой кислоты предпочтительно менее 20 мас.%, более предпочтительно менее 10 мас.% и особо предпочтительно менее 5 мас.%. Наиболее предпочтительно, чтобы в смеси кислот, используемой в качестве катализатора, не содержалось ароматической сульфоновой кислоты. Примерами ароматических сульфоновых кислот являются толуолсульфоновая кислота, бензолсульфоновая кислота и ксилолсульфоновая кислота. Приведенные данные относятся к безводным кислотам. Как уже указано, в способе согласно настоящему изобретению принципиально может быть использовано любое связующее, которое отверждается посредством кислотного катализа. Тем не менее, в качестве кислотоотверждаемого связующего предпочтительно используется фурановое No-Bake-связующее или фенольное No-Bake-связующее. В качестве фуранового No-Bake-связующего принципиально могут быть использованы любые фурановые смолы, которые уже используются в системах фурановых No-Bake-связующих. Фурановые смолы, используемые в технических фурановых No-Bake-связующих, обычно являются форконденсатами или смесями фурфурилового спирта с другими мономерами или форконденсатами. Форконденсаты, содержащиеся в фурановых No-Bake-связующих, приготавливают уже известными способами. Согласно предпочтительной форме осуществления настоящего изобретения фурфуриловый спирт используют в комбинации с мочевиной и/или с формальдегидом или с форконденсатами мочевины/формальдегида. Формальдегид может быть использован как в мономерной форме, так и в форме его полимеров, таких как триоксан или параформальдегид. Вместе с формальдегидом или вместо формальдегида могут быть также использованы другие альдегиды или кетоны. Подходящими альдегидами являются, например, ацетальдегид, пропионовый альдегид, масляный альдегид, коричный альдегид, глиоксаль и смеси этих альдегидов. Формальдегид предпочтителен, причем предпочтительно он используется в форме параформальдегида. В качестве кетоновых компонентов могут быть использованы любые кетоны, обладающие достаточно высокой химической активностью. Примерами кетонов являются метилэтилкетон, метилпропилкетон и ацетон, причем предпочтительно использовать ацетон. Указанные альдегиды и кетоны могут быть использованы в качестве отдельных соединений или в смеси друг с другом. Молярное соотношение альдегида, в частности формальдегида, или кетона и фурфурилового спирта может быть выбрано в широком диапазоне. При приготовлении фурановых смол на один моль альдегида предпочтительно использовать от 0,4 до 4 моль фурфурилового спирта, более предпочтительно от 0,5 до 2 моль фурфурилового спирта. Для приготовления форконденсата фурфуриловый спирт, формальдегид и мочевину после доведения рН до значения, превышающего 4,5, можно довести до кипения, при этом из реакционной смеси непрерывно будет отгоняться вода. Время реакции при этом может составлять до нескольких часов, например 2 ч. В таких условиях реакции почти не происходит полимеризации фурфурилового спирта. Тем не менее, фурфуриловый спирт совместно с формальдегидом и мочевиной конденсируется до смолы. Согласно альтернативному способу фурфуриловый спирт, формальдегид и мочевину при значении рН, которое значительно ниже 4,5, например при значении рН 2,0, реагируют между собой при нагревании, при этом воду, образующуюся при конденсации, отгоняют при пониженном давлении. Продукт реакции обладает относительно высокой вязкостью и при приготовлении связующего его разбавляют фурфуриловым спиртом, чтобы получить желаемую вязкость. Также могут быть использованы комбинированные формы данного способа приготовления. Существует также возможность добавления в форконденсат фенола. Для этого можно вначале провести реакцию фенола в щелочных условиях с формальдегидом с получением резольной смолы. Затем можно провести реакцию этого резола или смешать его с фурфуриловым спиртом или со смолой, содержащей фурановые группы. Такие смолы, содержащие фурановые группы, могут быть получены, например, описанными выше способами. Для получения форконденсата могут быть использованы и высшие фенолы, например резорцин, крезол и бисфенол А. Долю фенола или высших фенолов в связующем предпочтительно выбирают в диапазоне до 45 мас.%, более предпочтительно до 20 мас.%, особо предпочтительно до 10 мас.%. Согласно одной из форм осуществления настоящего изобретения доля фенола или высших фенолов может превышать 2 мас.%, согласно другой форме осуществления настоящего изобретения она может превышать 4 мас.%. Также можно использовать конденсаты, состоящие из альдегидов и кетонов, которые при изготовлении связующего впоследствии смешивают с фурфуриловым спиртом. Такие конденсаты можно получить посредством преобразования альдегидов и кетонов в щелочных условиях. В качестве альдегида предпочтительно используют формальдегид, в частности в форме параформальдегида. В качестве кетона предпочтительно используют ацетон. Также можно использовать другие альдегиды и кетоны. Относительное молярное соотношение альдегида и кетона предпочтительно выбирают в диапазоне от 7:1 до 1:1,предпочтительно от 1,2:1 до 3,0:1. Конденсацию предпочтительно проводят в щелочных условиях при значении рН в диапазоне от 8 до 11,5, предпочтительно от 9 до 11. Подходящим основанием является,например, карбонат натрия. Количество фурфурилового спирта, содержащееся в фурановом No-Bake-связующем, с одной стороны, определяется необходимостью поддерживать его содержание как можно меньшим из соображений затрат. С другой стороны, благодаря высокой доле фурфурилового спирта достигается повышение прочности литейной формы. Однако при очень высоком содержании фурфурилового спирта в связующем получают очень хрупкие литейные формы, с которыми очень трудно работать. Предпочтительно содержание фурфурилового спирта в связующем выбирают в диапазоне от 30 до 95 мас.%, более предпочтительно от 50 до 90 мас.%, особо предпочтительно от 60 до 85 мас.%. Содержание мочевины и/или формальдегида в связующем предпочтительно выбирают в диапазоне от 2 до 70 мас.%, более предпочтительно от 5 до 45 мас.%, особо предпочтительно от 15 до 30 мас.%. Эти значения включают в себя как содержащиеся в связующем несвязанные количества этих соединений, так и те количества, которые связаны в смоле. К фурановым смолам могут быть добавлены другие добавки, например этиленгликоль или сходные алифатические полиолы, например - сахарные спирты, которые служат наполнителями и замещают собой часть фурфурилового спирта. Слишком высокое содержание такого рода наполнителей может в неблагоприятном случае привести к снижению прочности литейной формы и снижению реакционной способности. Поэтому содержание таких наполнителей в связующем предпочтительно менее 25 мас.%, более предпочтительно менее 15 мас.% и особо предпочтительно менее 10 мас.%. Чтобы обеспечить экономию на издержках без необходимости учитывать чрезмерное влияние на прочность литейной формы,долю наполнителя согласно одной из форм осуществления настоящего изобретения выбирают большей чем 5 мас.%. Фурановые No-Bake-связующие также могут содержать воду. Так как вода очень сильно замедляет отверждение композиции формовочного материала, а при отверждении вода образуется в качестве побочного продукта, то долю воды предпочтительно выбирают как можно меньшей. Предпочтительно содержание воды в связующем менее 20 мас.%, более предпочтительно менее 15 мас.%. С экономической точки зрения может быть допустимым содержание воды в связующем, превышающее 5 мас.%. В качестве фенольных смол в способе согласно настоящему изобретению используются резолы. Резолы - это смеси гидроксиметилфенолов, которые сшиты метиленовыми и метиленэфирными мостиками,и которые можно получить в реакции между альдегидами и фенолами в молярном соотношении 1:1,при необходимости в присутствии катализатора, например основного катализатора. Они имеют молекулярную массу 10000 г/моль. Для получения фенольных смол пригодны все обычно используемые фенолы. Кроме незамещенного фенола, можно использовать замещенные фенолы или их смеси. Фенольные соединения не замещены либо в обеих ортопозициях, либо в одной орто- и в парапозиции, чтобы существовала возможность полимеризации. Остальные углеродные атомы кольца могут быть замещены. Выбор заместителей особо не ограничен, если заместитель не влияет на полимеризацию фенола или альдегида. Примерами замещенных фенолов являются алкилзамещенные фенолы, алкоксизамещенные фенолы и арилоксизамещенные фенолы. Вышеуказанные заместители содержат, например, от 1 до 26, предпочтительно от 1 до 15 атомов углерода. Примерами подходящих фенолов являются о-крезол, м-крезол, п-крезол, 3,5-ксилол,3,4-ксилол, 3,4,5-триметилфенол, 3-этилфенол, 3,5-диэтилфенол, п-бутилфенол, 3,5-дибутилфенол,п-амилфенол,циклогексилфенол,п-октилфенол,п-нонилфенол,3,5-дициклогексилфенол,п-кротилфенол, п-фенилфенол, 3,5-диметоксифенол и п-феноксифенол. Особо предпочтительным является собственно фенол. Также пригодны более высококонденсированные фенолы, такие как бисфенол A. Кроме того, пригодны также многоосновные фенолы, которые содержат больше одной фенольной гидроксильной группы. Предпочтительные многоосновные фенолы содержат от 2 до 4 фенольных гидроксильных групп. Конкретными примерами подходящих многоосновных фенолов являются пирокатехин, резорцин, гидрохинон, пирогаллол, фтороглицин,2,5-диметилрезорцин, 4,5-диметилрезорцин, 5-метилрезорцин или 5-этилрезорцин. Также для получения полиольных компонентов могут быть использованы смеси из различных одно- и многоосновных, и/или замещенных, и/или конденсированных фенольных компонентов. В одной из форм осуществления настоящего изобретения для получения фенольных смоляных компонентов используются фенолы с общей формулой I где А, В и С независимо друг от друга выбраны из атома водорода, разветвленного или неразветвленного алкильного радикала, который может содержать, например, от 1 до 26, предпочтительно от 1 до 15 атомов углерода, разветвленного или неразветвленного алкоксильного радикала, который может содержать, например, от 1 до 26, предпочтительно от 1 до 15 атомов углерода, разветвленного или неразветвленного алкеноксильного радикала, который может содержать, например, от 1 до 26, предпочтительно от 1 до 15 атомов углерода, арильного или алкиларильного радикала, например бисфенила. В качестве альдегида для получения фенольных смоляных компонентов пригодны те же альдегиды,которые используются при получении фурановых смоляных компонентов для фурановых No-Bakeсвязующих. Согласно одной из форм осуществления настоящего изобретения пригодны альдегиды,имеющие формулуR-CHO,где R является атомом водорода или углеродсодержащим радикалом, предпочтительно содержащим от 1 до 8, особо предпочтительно от 1 до 3 атомов углерода. Конкретными примерами являются формальдегид, ацетальдегид, пропионовый альдегид, фурфуриловый альдегид и бензальдегид. Особо предпочтительно использовать формальдегид, либо в форме водного раствора, либо в форме параформальдегида или триоксана. Для получения фенольных смол следует использовать число молей альдегида, по меньшей мере, эквивалентное числу молей фенольного компонента. Предпочтительно молярное соотношение альдегида и фенола составляет от 1:1,0 до 2,5 до 1, особо предпочтительно от 1,1:1 до 2,2:1, еще более предпочтительно от 1,2:1 до 2,0:1. В качестве оснований при получении резолов можно использовать, например, гидроксид натрия,аммиак, карбонат натрия, кальций, гидроксиды магния и бария или третичные амины. Резолы могут также быть модифицированы другими соединениями, например азотсодержащими соединениями, такими как мочевина. При получении связующих резолы предпочтительно смешивают с фурфуриловым спиртом. Связующие могут содержать другие стандартные добавки, например силаны, в качестве усилителей сцепления. Подходящими силанами являются, например, аминосиланы, эпоксисиланы,меркаптосиланы, гидроксисиланы и уреидосиланы, например -гидроксипропилтриметоксисилан,-аминопропилтриметоксисилан, 3-уреидопропилтриэтоксисилан, -меркаптопропилтриметоксисилан,-глицидоксипропилтриметоксисилан, -(3,4-эпоксициклогексил)триметоксисилан, N(аминоэтил)-аминопропилтриметоксисилан. Если используется такой силан, то его добавляют в связующее в количестве от 0,1 до 3 мас.%,предпочтительно от 0,1 до 1 мас.%. Далее связующие могут также содержать активаторы, которые ускоряют отверждение связующего. Такими активаторами являются, например, резорцин и бисфенол А. Могут также использоваться смеси,сохраняющиеся в кубе при дистилляции резорцина или бисфенола А. Эти смеси содержат олигомеры резорцина или бисфенола А, например димеры, тримеры или даже полимеры. Кроме того, в связующие могут быть также добавлены полиолы, такие как простые полиэфирполиолы или сложные полиэфирполиолы. Сложные полиэфирполиолы могут быть получены, например, в реакции дикарбоновой кислоты или ангидрида дикарбоновой кислоты с гликолем. Подходящими дикарбоновыми кислотами являются, например, адипиновая кислота или щавелевая кислота. Подходящими гликолями являются, например, этиленгликоль, пропиленгликоль или диэтиленгликоль. Молекулярная масса этих соединений предпочтительно составляет от 300 до 800. Простые полиэфирполиолы коммерчески доступны. Их можно получить в реакции алкиленоксида с гликолем. Подходящими алкиленоксидами являются, например, этиленоксид, пропиленоксид или бутиленоксид. Примерами подходящих гликолей являются этиленгликоль, диэтиленгликоль и пропиленгликоль. Для регулирования вязкости в связующем могут также содержаться растворители. Подходящими растворителями являются, например, вода или спирты, такие как метанол или этанол. Связующее может также содержать пластификатор, например моноэтиленгликоль или диизобутилфталат. Композиция формовочного материала, кроме огнеупорного основного формовочного материала,катализатора и связующего, может также содержать другие стандартные ингредиенты. Примерами других ингредиентов являются оксид железа, измельченные специальные волокна, гранулы древесной муки,молотый уголь или глина. В качестве несеросодержащих кислот предпочтительно используются органические кислоты. Органические кислоты легко можно удалить при регенерации использованного песка, поэтому они не накапливаются в регенерированном использованном песке. При термической регенерации органические кислоты разлагаются до безвредных соединений, в конечном итоге до воды и диоксида углерода, так что при использовании органических кислот не нужно принимать особых мер, например, для очистки отходящего воздуха при регенерации. Под органическими кислотами понимают соединения на основе углеводородов, которые содержат по меньшей мере одну карбоксильную группу. Кроме по меньшей мере одной карбоксильной группы, органические кислоты могут содержать и другие функциональные группы,например гидроксильные группы, альдегидные группы или двойные связи. Органические кислоты предпочтительно содержат от 1 до 10 атомов углерода, особо предпочтительно от 2 до 8 атомов углерода. Предпочтительно используют насыщенные карбоновые кислоты, так как они легкодоступны и обладают высокой стабильностью, так что их можно хранить в течение длительного времени без снижения качества. Предпочтительно в качестве кислот, не содержащих серу, используют такие органические кислоты,которые обладают высокой силой кислоты. Предпочтительно органические кислоты, кроме по меньшей мере одной карбоксильной группы, содержат еще одну электронно-акцепторную группу. Согласно предпочтительной форме осуществления настоящего изобретения по меньшей мере одна дополнительная электронно-акцепторная группа выбрана из карбоксильной группы, гидроксильной группы, альдегидной группы. Особо предпочтительно использовать дикарбоновые кислоты, трикарбоновые кислоты или гидроксикарбоновые кислоты. Согласно одной из форм осуществления настоящего изобретения органическая кислота выбрана из группы, состоящей из лимонной кислоты, молочной кислоты, гликолевой кислоты, глиоксиловой кислоты, яблочной кислоты и щавелевой кислоты. Кислоты могут быть использованы как по отдельности, так и в смеси. Предпочтительно по меньшей мере одна другая кислота, в частности органическая кислота, имеет значение pKs менее 4,5, предпочтительно менее 4,0. Согласно одной из форм осуществления настоящего изобретения по меньшей мере одна другая кислота, в частности органическая кислота, имеет значениеpKs более 1,0, согласно другой форме осуществления настоящего изобретения значение pKs более 2. Согласно следующей форме осуществления настоящего изобретения другая кислота, не содержащая серу,имеет значение pKs от 3 до 4. Для обеспечения равномерного нанесения кислоты на зерна огнеупорного основного формовочного материала кислоту предпочтительно добавляют в форме раствора. В качестве растворителя предпочтительно используется вода. Так как вода, как уже объяснялось, замедляет отверждение композиции формовочного материала, то предпочтительно используется концентрированный раствор кислоты, причем выбранная концентрация кислоты в растворе предпочтительно превышает 30 мас.%. Во избежание преждевременного отверждения композиции формовочного материала температуру во время приготовления и переработки композиции формовочного материала предпочтительно выбирают не слишком высокой. Кроме того, отверждение формованного изделия, изготовленного из композиции формовочного материала, должно осуществляться по возможности равномерно, чтобы обеспечить высокую прочность изделия. Согласно одной из форм осуществления способа согласно настоящему изобретению отверждение формованного изделия проводят при температуре ниже 40 С, предпочтительно в диапазоне температур от 15 до 30 С. В способе изготовления литейных стержней и литейных форм для литейной промышленности согласно настоящему изобретению используется композиция формовочного материала, которая пригодна,в частности, для изготовления больших литейных форм, причем эти литейные формы во время литья обнаруживают сниженную эмиссию вредных соединений, в частности ВТХ и серосодержащих соединений. Поэтому предметом настоящего изобретения является композиция формовочного материала для изготовления литейных форм, причем эта композиция включает в себя, по меньшей мере сыпучий огнеупорный основной формовочный материал; отвердитель, который содержит смесь метансульфоновой кислоты и по меньшей мере еще одной кислоты, не содержащей серу; и связующее, отверждаемое кислотой. Компоненты композиции формовочного материала и предпочтительные формы ее осуществления уже описаны во время описания способа. Поэтому здесь даем ссылку на соответствующие абзацы. Далее изобретение относится к литейным формам и стержням, изготовленным с использованием способа согласно настоящему изобретению, и к их применению для розлива металлов, в частности - для литья железа и стали. Изобретение будет далее более подробно разъяснено на основании примеров его осуществления. Пример 1. Во всех случаях 100 мас.ч. кварцевого песка Н 32 (Quarzwerke Frechen, Германия) смешивали в смесителе с 0,4 мас.ч. отвердителя. Для равномерного распределения отвердителя перемешивание производили в течение одной минуты. Затем добавляли 1,0 вес.ч. фурановой смолы и производили перемешивание в течение еще 1 мин. Из полученной композиции формовочного материала в качестве пробного изделия изготавливали открытую сверху литейную форму в виде трубки с дном. Литейная форма имела толщину стенок 5 см, внутренний диаметр 5 см и высоту 30 см. Состав исследованных композиций формовочного материала приведен в табл. 1. Таблица 1 Состав композиций формовочных материалов В одном опыте литейную форму заполнили 4,3 кг жидкого железа (температура розлива: 1400 С),так что массовое соотношение между формой и жидким железом составило примерно 1:1. Из потока отходящего газа с помощью пробоотборника была отсосан определенный частичный поток, и вещества,содержавшиеся в частичном потоке, согласно способу, описанному в DIN EN 14662-2, были адсорбированы на активированный уголь. Качественный и количественный анализ адсорбированных веществ (бензола, толуола и ксилола) был выполнен посредством газовой хроматографии. Для определения содержания диоксида серы из отходящего газа был выделен частичный поток и с помощью вакуумного устройства отсосан в полиэтиленовый мешок. Концентрация диоксида серы была определена посредством масс-спектрометрии. Результаты приведены в табл. 2. Таблица 2 Выбросы из литейной формы во время литья При использовании смеси кислот, состоявшей из метансульфоновой кислоты и молочной кислоты,в потоке отходящего газа было определено значительно меньшее содержание ароматических соединений, по сравнению со случаем использования п-толуолсульфоновой кислоты. Пример 2. Сходные измерения были проведены в литейном цеху по розливу железа в практических условиях. Для этого была изготовлена отливка массой примерно 250 кг (температура розлива примерно 1400 С). Соотношение масс композиции формовочного материала и железа составляло примерно 4:1. Состав композиций формовочных материалов, использованных для изготовления литейной формы, приведен в табл. 3. Таблица 3 Состав композиций формовочных материалов Определение концентрации бензола, толуола, ксилола и диоксида серы было проведено так же, как описано в примере 1. Результаты приведены в табл. 4. Таблица 4 Выбросы из литейной формы во время литья (практическое применение) И в практических условиях, по сравнению со стандартной системой (композиция формовочного материала 3), наблюдалось снижение выбросов вредных веществ (ВТХ и диоксида серы) при использовании смеси кислот, состоявшей из метансульфоновой кислоты и молочной кислоты (50:50), в качестве катализатора (композиция формовочного материала 4). Пример 3. В лабораторном смесителе (компания Vogel und Schemann AG, Хан, Германия) 3 кг кварцевого песка Н 32 (Quarzwerke Frechen) вначале смешивали с 0,4% отвердителя, указанного в табл. 5, после чего добавляли 1,0 мас.% смеси фурфурилового спирта-мочевины-смолы (Askuran ЕР 3576,Ashland-Sudchemie-Kernfest GmbH, Хилден, Германия). Смесь приготавливали при комнатной температуре (22 С). Температура песка составляла 21 С. После добавления каждого компонента песчаную смесь интенсивно перемешивали в течение 1 мин. Затем композицию формовочного материала вручную переносили в прямоугольную испытательную форму и уплотняли с использованием ручной трамбовки. Для определения времени формования композицию формовочного материала набивали в форму высотой 100 мм и диаметром 100 мм при помощи ручной трамбовки. Поверхность проверяли через определенные промежутки времени с помощью устройства для проверки твердости поверхности GF. Если испытательный шарик больше не погружается в поверхность литейного стержня, то время формования определено. Для определения времени переработки композиции формовочного материала остаток песчаной смеси после изготовления изогнутого стержня визуально оценивали на текучесть и сцепление. Если при скатывании композиции возникали комки, то время переработки песчаной смеси истекло. В качестве опытных изделий были изготовлены прямоугольные испытательные бруски размерами 22022,3622,36 мм, так называемые испытательные бруски по Георгу Фишеру. Для определения прочности на изгиб испытательные бруски помещали в прибор для определения прочности по Георгу Фишеру, оборудованный устройством для изгиба в трех точках (DISA-Industrie AG,Шаффхаузен, Швейцария), и измеряли силу, которая приводила к разрушению испытательного бруска. Пределы прочности при изгибе измеряли по следующей схеме: через 2 ч после приготовления композиции формовочного материала (после извлечения из формы стержни хранили при комнатной температуре); через 4 ч после приготовления композиции формовочного материала (после извлечения из формы стержни хранили при комнатной температуре); через 24 ч после приготовления композиции формовочного материала (после извлечения из формы стержни хранили при комнатной температуре). Было проведено по две серии опытов. Результаты испытаний на прочность приведены в табл. 5 в форме среднего из двух серий опытов. Таблица 5 Испытания на прочность ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления литейных стержней и форм для литейной промышленности, в котором получают сыпучий огнеупорный основной формовочный материал; на сыпучий огнеупорный основной формовочный материал наносят кислоту с получением огнеупорного основного формовочного материала, покрытого кислотой; на огнеупорный основной формовочный материал, покрытый кислотой, наносят кислотоотверждаемое связующее с получением огнеупорного основного формовочного материала, покрытого связующим; из огнеупорного основного формовочного материала, покрытого связующим, формуют формованное изделие; отверждают формованное изделие,причем кислота представляет собой смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу. 2. Способ по п.1, отличающийся тем, что количество метансульфоновой кислоты в смеси кислот составляет менее 70 мас.%. 3. Способ по п.1 или 2, отличающийся тем, что кислотоотверждаемое связующее содержит фурановое или фенольное холодно-твердеющее связующее. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что кислота, не содержащая серу, является органической кислотой. 5. Способ по п.4, отличающийся тем, что органическая кислота имеет pKs меньше 4. 6. Способ по п.4 или 5, отличающийся тем, что органическая кислота является насыщенной карбоновой кислотой. 7. Способ по любому из пп.4-6, отличающийся тем, что органическая кислота, кроме карбоксильной группы, содержит по меньшей мере еще одну электронно-акцепторную группу. 8. Способ по п.7, отличающийся тем, что электронно-акцепторная группа выбрана из группы, состоящей из карбоксильной группы, гидроксильной группы и альдегидной группы. 9. Способ по любому из пп.4-8, отличающийся тем, что органическая кислота выбрана из группы,состоящей из лимонной кислоты, молочной кислоты, гликолевой кислоты и глиоксиловой кислоты. 10. Способ по любому из предшествующих пунктов, отличающийся тем, что кислоту добавляют в форме водного раствора и концентрация кислоты в водном растворе составляет по меньшей мере 30 мас.%. 11. Способ по любому из предшествующих пунктов, отличающийся тем, что отверждение формованного изделия осуществляют при температуре менее 40 С. 12. Композиция формовочного материала для изготовления литейных форм, включающая в себя, по меньшей мере: сыпучее огнеупорное основное формовочное вещество; отвердитель, содержащий смесь метансульфоновой кислоты и по меньшей мере одной дополнительной кислоты, не содержащей серу; и кислотоотверждаемое связующее.
МПК / Метки
Метки: литейных, изготовления, форм, способ
Код ссылки
<a href="https://eas.patents.su/14-21549-sposob-izgotovleniya-litejjnyh-form.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления литейных форм</a>
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: стержней, целей, форм, устройство, литейного, изготовления, производства, способ, литейных
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Способ изготовления керамических литейных форм
Номер патента: 13188
Опубликовано: 26.02.2010
Авторы: Паттилло Пол, Смит Дэвид, Хогланд Питер
МПК: B22C 1/16, B22C 9/04, C04B 35/00...
Метки: литейных, форм, изготовления, керамических, способ
Формула / Реферат:
1. Способ формования керамической литейной формы, включающий в себя пропитку керамической ткани глинистой суспензией, обертывание ткани вокруг формы и выдержку раствора до его затвердевания.2. Способ по п.1, дополнительно включающий в себя удаление формы из литейной формы.3. Способ по п.1, в котором глинистая суспензия содержит цемент.4. Способ по п.1, в котором глинистая суспензия содержит глинозем.5. Способ по п.1, в котором глинистая...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Сакаи Цуйоси, Хирата Минору, Комияма Такаюки, Сакагути Коити, Оя Тосихико
МПК: B22C 11/00, B22C 15/08, B22C 11/10...
Метки: верхней, литейных, машина, форм, способ, формовочная, изготовления, нижней, машины, эксплуатации
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Композиция формовочной смеси, содержащая диэфир карбоновой кислоты с разветвленным алкандиолом, и способ изготовления литейных форм
Номер патента: 18307
Опубликовано: 30.07.2013
Авторы: Кох Дитер, Прибе Кристиан
МПК: B22C 1/22
Метки: смеси, формовочной, композиция, форм, карбоновой, диэфир, кислоты, алкандиолом, способ, разветвленным, содержащая, изготовления, литейных
Формула / Реферат:
1. Композиция формовочной смеси для изготовления формованных изделий для литейной промышленности, содержащая, по меньшей мере:огнеупорный основной формовочный материал, в котором по меньшей мере 70 мас.% материала имеет размер частиц ≤290 мкм, определенный посредством ситового анализа; исистему связующего на основе полиуретана, которая содержит полиизоцианатный компонент, полиольный компонент и сложный диэфир карбоновой кислоты и...
Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов
Номер патента: 17010
Опубликовано: 28.09.2012
Авторы: Воронцова Татьяна Валерьевна, Волкомич Анатолий Александрович, Лосицкая Тамара Михайловна, Иванова Анна Виллоровна, Иванов Юрий Иванович
МПК: B22C 1/20
Метки: отливок, сплавов, изготовления, разовых, получения, литейных, сырых, черных, смесь, формовочная, форм
Формула / Реферат:
1. Формовочная смесь для изготовления разовых сырых форм для получения отливок из черных литейных сплавов, включающая кварцевый песок, бентонит и воду, отличающаяся тем, что она дополнительно содержит шунгит при следующем соотношении компонентов, мас.%:бентонит - 5-10;шунгит - 2-5 от содержания бентонита;кварцевый песок - остальное до 100%;вода - 2,5-3,5 сверх 100%.2. Формовочная смесь по п.1, отличающаяся тем, что для получения отливок из...
Предыдущий патент: Способ параллельных вычислений и вычислительная платформа для анализа безопасности и устойчивости крупной энергетической сети
Следующий патент: Способ и система для оценки целостности трубопровода и машиночитаемый носитель
Случайный патент: Арматурная сетка из композитного материала