Опора для пучка труб
Формула / Реферат
1. Опора для пучка параллельных труб, при этом опора содержит по меньшей мере две поперечные опорные пластины, расположенные на расстоянии друг от друга вдоль направления длины труб, подлежащих поддержке, при этом каждая пластина снабжена множеством отверстий по существу ромбовидной формы или по существу формы усеченного ромба, причем каждое из отверстий имеет максимально две оси зеркальной симметрии, включающие характеристическую ось зеркальной симметрии, отверстия являются достаточно большими для размещения по меньшей мере двух труб, при этом отверстия в различных опорных пластинах расположены с образованием опорных проходов для параллельных труб, так что опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через другие отверстия в другой опорной пластине, и при этом характеристические оси зеркальной симметрии по меньшей мере двух отверстий, относящихся к одному и тому же опорному проходу, проходят в разных направлениях.
2. Опора по п.1, в которой отверстия удлинены в направлении своей характеристической оси зеркальной симметрии.
3. Опора по любому из пп.1 или 2, в которой отверстия, образующие выбранный опорный проход, имеют свои характеристические оси зеркальной симметрии расположенными в двух взаимно перпендикулярных направлениях.
4. Опора по любому из пп.1-3, в которой отверстия в опорной пластине образуют регулярную решетку, при этом характеристические оси зеркальной симметрии отверстий в этой опорной пластине являются параллельными, задавая тем самым характеристическое направление опорной пластины, и в которой следующие друг за другом опорные пластины расположены так, что их характеристические направления повернуты относительно друг друга вокруг направления длины труб, подлежащих поддержке.
5. Опора по п.4, в которой регулярная решетка имеет первую длину повторения вдоль характеристического направления и вторую длину повторения, перпендикулярную характеристическому направлению, и при этом первая и вторая длины повторения являются, по существу, равными.
6. Опора по любому из пп.1-5, в которой каждая опорная пластина содержит лист тянутого металла.
7. Опора по п.6, в которой тянутый металл растянут так, что он содержит угол растягивания между, по существу, 90 и 140ш, предпочтительно угол растягивания, по существу, 90 или, по существу, 120ш.
8. Опора по любому из пп.1-7, содержащая при расположении внутри цилиндрического котла цилиндрический кожух, в частности, в качестве теплообменника химического реактора.

Текст
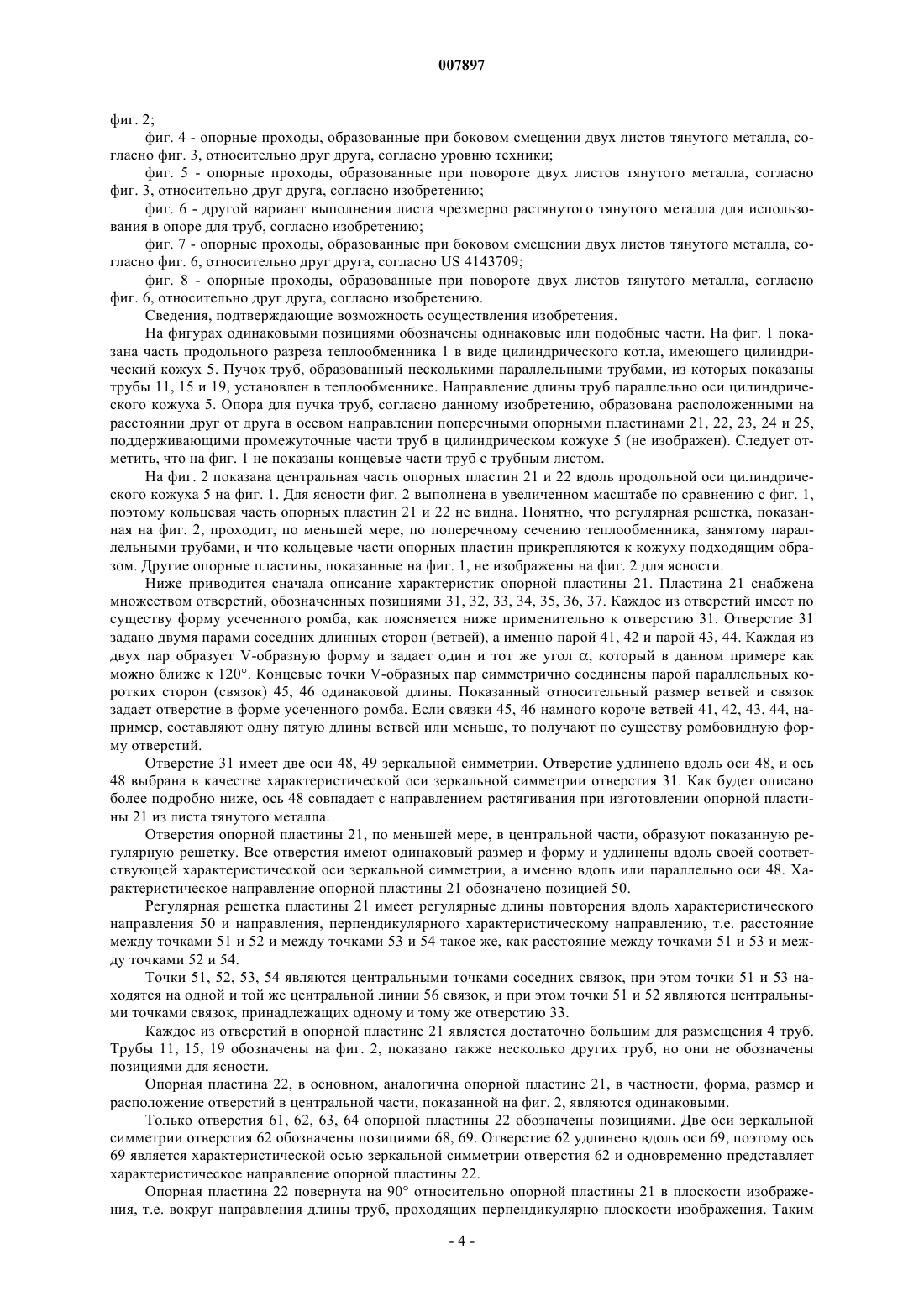
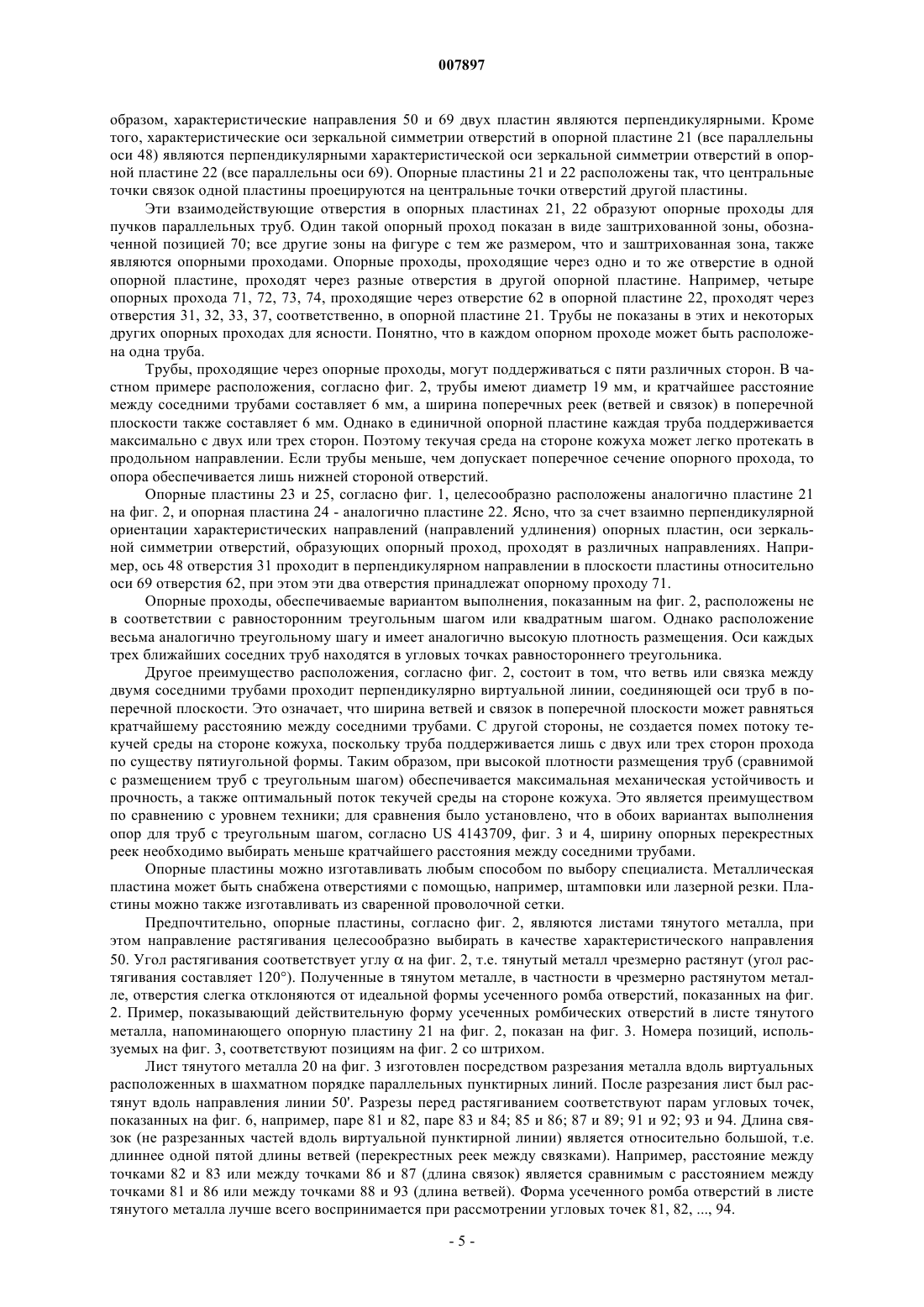
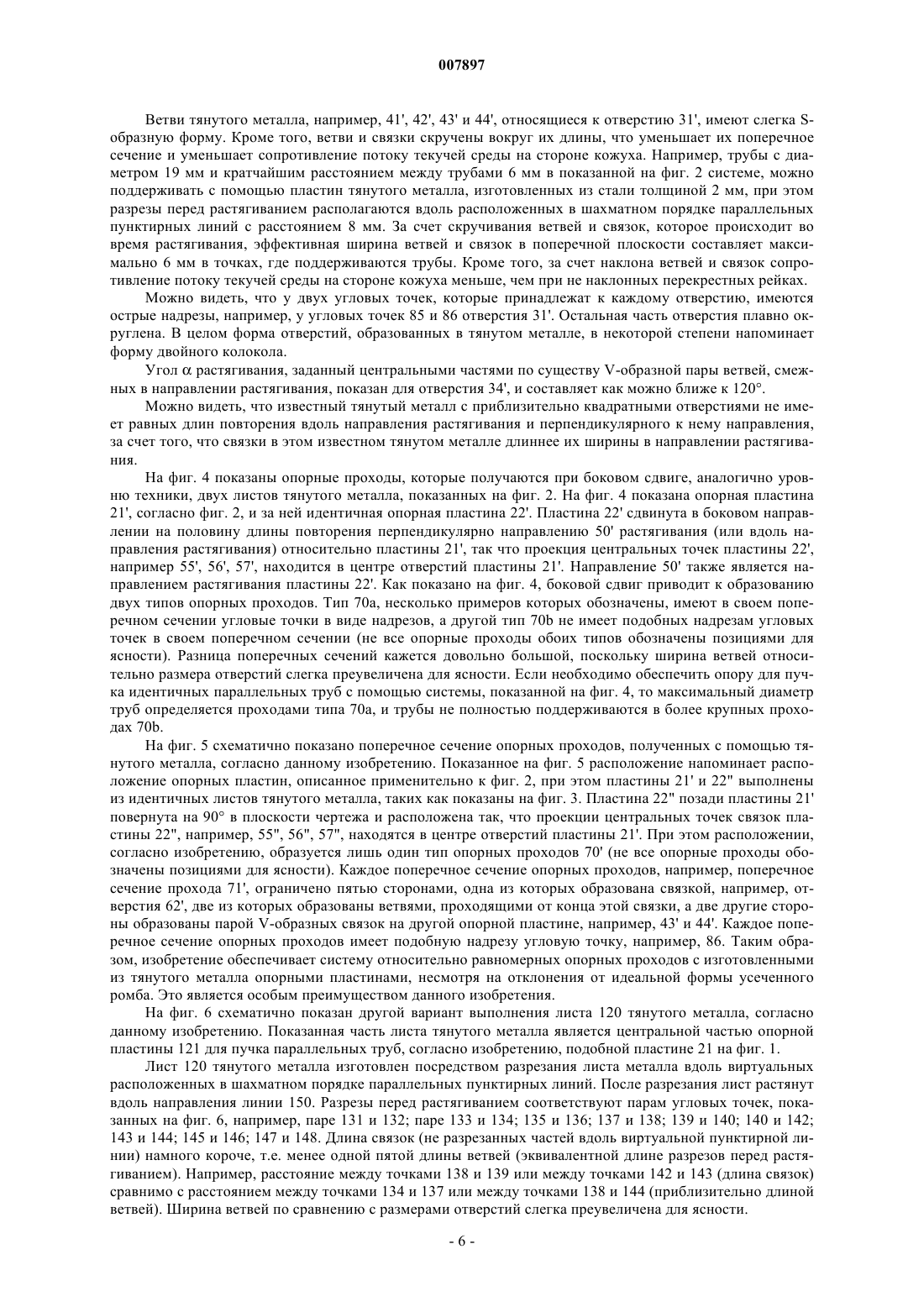
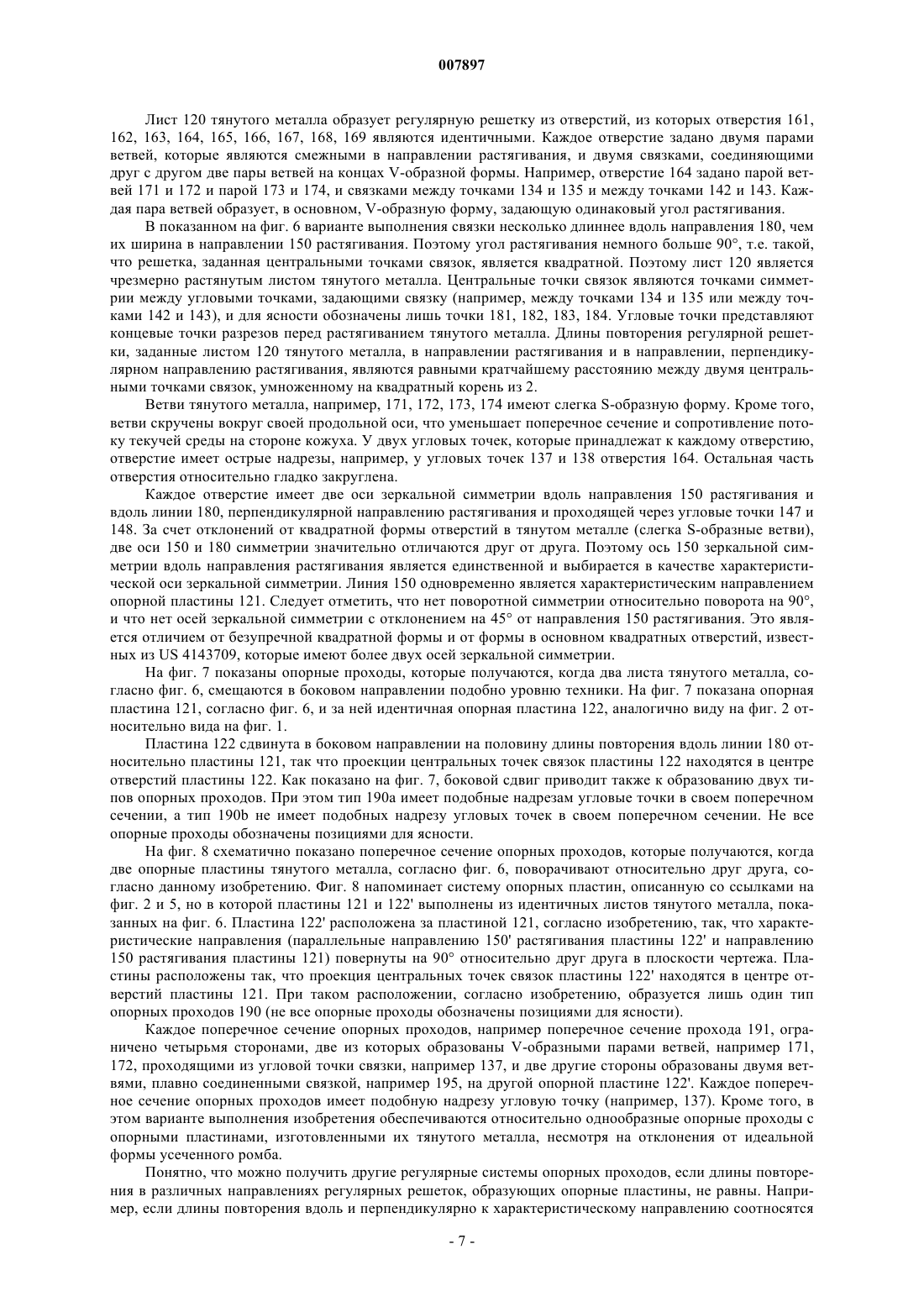
007897 Область техники, к которой относится изобретение Изобретение относится к опоре для пучка параллельных труб, в частности к опоре, содержащей по меньшей мере две поперечные опорные пластины, расположенные на расстоянии друг от друга в направлении подлежащих поддержке труб. Опорная пластина иногда называется опорным листом или опорной перегородкой. Пучок параллельных труб называется также пучком труб. Уровень техники Главной областью применения пучков труб являются кожухотрубные теплообменники. Кожухотрубные теплообменники содержат цилиндрический котел, в котором расположен пучок параллельных труб, проходящих в продольном направлении котла. Как хорошо известно, кожухотрубный теплообменник является опосредованным теплообменником,в котором тепло переносится из текучей среды, проходящей через трубы пучка труб (трубная сторона), в текучую среду, проходящую через пространство снаружи труб (сторона кожуха). Подробное описание кожухотрубных теплообменников можно найти, например, в справочнике Perry "Chemical Engineers", 6 издание, 1984, издательство McGraw-Hill Inc, сс.11-3 - 11-21. Концы труб пучка труб закреплены на трубном листе. Теплообменник может включать два трубных листа, по одному на каждом конце цилиндрического котла, или единственный трубный лист на одном конце цилиндрического котла в случае, когда теплообменник является U-образным теплообменником. Трубы необходимо обеспечивать опорой. Это можно осуществлять с помощью расположенных на расстоянии друг от друга в осевом направлении поперечных опор. Понятно, что необходимо поддерживать также промежуточные части труб, например, с целью предотвращения повреждения труб за счет вибраций, вызываемых потоком текучей среды. Для опоры промежуточных частей труб можно использовать опору, включающую поперечные опорные пластины, которые расположены на расстоянии друг от друга вдоль длины труб. Обычная опора содержит сегментарные перегородки, которые бывают различных видов, указанных в справочнике Пери. Перегородки не только поддерживают трубы, но также влияют на поток текучей среды на стороне кожуха. Поэтому конструкция перегородки определяется также соображениями переноса тепла. Другой тип опоры для труб образован из стержней или прутков, расположенных в узких проходах между рядами труб. Поперечная опора состоит из опорного кольца, которое имеет наружный диаметр,который несколько меньше внутреннего диаметра цилиндрического котла, и параллельных стержней или прутков, которые прикреплены своими концами к опорному кольцу. Трубы или пучок труб обычно расположены с равносторонним треугольным шагом (при этом трубы расположены так, что их центры находятся в угловых точках равносторонних треугольников). Используется также квадратный шаг (в котором трубы расположены так, что их центры находятся в угловых точках квадратов), часто с целью механической чистки в теплообменниках со сменными пучками труб. В описании патента США 4143709 раскрыта опора для пучка параллельных труб, при этом опора содержит несколько поперечных опорных пластин, разнесенных вдоль направления длины труб, подлежащих поддержке. Каждая пластина выполнена в виде единого целого из единственного листа, в котором вырезано множество отверстий в виде регулярной решетки, при этом каждое отверстие является достаточно большим для размещения нескольких труб. Отверстия могут иметь, в основном, прямоугольную, квадратную, треугольную или ромбовидную форму. По меньшей мере одна из опорных пластин известной опоры расположена не в фазе или уступом. Трубы, проходящие через одно и то же отверстие в опорной пластине, проходят через другие отверстия в другой опорной пластине, так что взаимодействующие смежные пластины поддерживают трубы с противоположных сторон против бокового перемещения. Имеющие, в основном, треугольную форму или, в основном, ромбовидную форму варианты выполнения приспособлены для опоры труб с треугольным шагом. Однако в этих вариантах выполнения ширина поперечных реек опорной решетки должна быть значительно меньше наименьшего расстояния между соседними трубами, что не является оптимальным по соображениям механической прочности. Заявителем было установлено, что опоры для труб можно весьма предпочтительно изготавливать с использованием тянутого металла, и это является предметом заявки на международный патент РСТ/ЕР 03/01074 на имя заявителя, которая не была опубликована на дату первой подачи (приоритета) данной заявки. Лист тянутого металла изготавливается из листовогометалла, который нарезается в соответствии с системой расположенных в шахматном порядке параллельных пунктирных линий и растягивается (тянется) перпендикулярно пунктирным линиям в структуру перекрестных реек с пустотами. Такое изготовление является простым и дешевым. Кроме того, листы легко разрезать с желаемой формой для конкретных применений, например круглой формой, с помощью, например, лазерного разрезания. Отверстия тянутого металла имеют по существу ромбовидную форму или форму усеченного ромба. По существу ромбовидную форму (форму равностороннего параллелограмма) получают, когда разрезы-1 007897 вдоль виртуальных пунктирных линий намного длиннее, чем не разрезанные части (так называемые связки) между ними. После растягивания нарезанного металлического листа, связки образуют угловые точки каждых четырех соединенных, так называемых прядей равной длины. Если не разрезанные части между разрезами являются относительно длинными, то получают по существу форму усеченного ромба. Под формой усеченного ромба понимается, что два противоположных угла ромбовидной формы обрезаны вдоль пары параллельных линий. Известный тянутый металл растягивают максимально на 90, что приводит к примерно квадратным отверстиям, который предлагается, например, фирмой Sorst Streckmetall GmbH, Ганновер, Германия. Ветви после растягивания тянутого металла не являются безупречно прямыми, а часто имеют слегка S-образную форму, т.е. изогнуты в соединениях со связками по существу с линейной центральной частью между ними. Понятно, что V-образная форма пары смежных (соседних) ветвей в направлении растягивания несколько нарушается. Подходящий угол растягивания задается центральными частями,образующими (нарушенную) V-образную форму. Кроме того, при растягивании тянутого металла ветви скручиваются из плоскости металлического листа, если лист после этого снова не выравнивают. Слегка S-образная форма ветвей и их крепление со связками приводит к тому, что отверстия больше не имеют двух осей зеркальной симметрии, которые могли бы проходить вдоль направления растягивания и перпендикулярно ему. Это будет более подробно пояснено применительно к чертежам. Для учета отклонений отверстий в тянутом металле от безупречной ромбовидной формы или формы усеченного ромба в описании и в формуле изобретения используются понятия по существу ромбовидная форма или по существу форма усеченного ромба. Поэтому это понятие охватывает безупречную и несовершенную или нарушенную такую форму. Заявителями было установлено, что отклонения от безупречной ромбовидной формы или формы усеченного ромба затрудняют использование тянутого металла при расположении в шахматном порядке,как раскрыто, например, в описании патента США 4143709, поскольку образуются по меньшей мере два различных типа проходов со слегка различным поперечным сечением и формой, что является нежелательным для оптимальной опоры труб. Целью данного изобретения является создание улучшенной опоры для пучка труб, содержащей по меньшей мере две поперечные опорные пластины, снабженные множеством отверстий, при этом отверстия в различных опорных пластинах выполнены с возможностью образования опорных проходов для параллельных труб, так что опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через другие отверстия в другой опорной пластине. В частности, целью изобретения является создание такой опоры, которая обеспечивает оптимальную механическую устойчивость. Другой частной целью является создание такой улучшенной опоры, которую можно выполнять из тянутого металла. Сущность изобретения Изобретение предлагает опору для пучка параллельных труб, при этом опора содержит по меньшей мере две поперечные опорные пластины, расположенные на расстоянии друг от друга вдоль направления длины труб, подлежащих поддержке, при этом каждая пластина снабжена множеством отверстий по существу ромбовидной формы или по существу формы усеченного ромба, причем каждое из отверстий имеет максимально две оси зеркальной симметрии, включающие характеристическую ось зеркальной симметрии, отверстия являются достаточно большими для размещения по меньшей мере двух труб, при этом отверстия в различных опорных пластинах расположены с образованием опорных проходов для параллельных труб, так что опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через другие отверстия в другой опорной пластине, и при этом характеристические оси зеркальной симметрии по меньшей мере двух отверстий, относящихся к одному и тому же опорному проходу, проходят в разных направлениях. Изобретение основывается на понимании заявителем того, что отверстия, имеющее единственную характеристическую ось зеркальной симметрии, например, в направлении растягивания тянутого металла, могут быть предпочтительно расположены с поворотом их характеристических осей зеркальной симметрии относительно друг друга в смежных опорных пластинах, поскольку таким образом можно формировать опорные проходы для труб, которые имеют относительно равномерное поперечное сечение и форму. Понятие характеристическая ось зеркальной симметрии, используемое в описании и формуле изобретения, относится к оси зеркальной симметрии, которая является единственной, так что ее можно однозначно идентифицировать в соответствии с заданной характеристикой, и не является подобной любой другой оси зеркальной симметрии отверстия. Примерами характеристических осей зеркальной симметрии являются ось зеркальной симметрии, совпадающая с направлением удлинения отверстия, и ось зеркальной симметрии, проходящая в направлении растягивания листа тянутого металла. Отверстия опорной пластины являются достаточно большими для размещения по меньшей мере двух труб, предпочтительно четырех труб. Это минимизирует ограничения, накладываемые на поток текучей среды на стороне кожуха единичной опорной пластиной. Механическая опора для трубы во всех-2 007897 направлениях обеспечивается взаимодействующими опорными пластинами. С этой целью отверстия в разных опорных пластинах расположены с возможностью образования опорных каналов для параллельных труб, так что опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через другие отверстия в другой опорной пластине. Опора во всех направлениях предпочтительно обеспечивается двумя взаимодействующими пластинами, однако в принципе можно иметь также три или более опорных пластин, взаимодействующих для опоры во всех направлениях. Если отверстия являются достаточно большими для размещения четырех труб, то одно отверстие в выбранной опорной пластине предпочтительно взаимодействует с четырьмя отверстиями в следующей опорной пластине, так что получаются четыре отдельных опорных канала. Отверстия предпочтительно удлинены в направлении их характеристической оси зеркальной симметрии. Если удлиненные отверстия, которые совместно образуют опорный проход, расположены с взаимно перпендикулярными направлениями их характеристических осей зеркальной симметрии, то получают хорошо заданные опорные каналы. Отверстия в опорной пластине предпочтительно образуют регулярную решетку, в которой характеристические оси зеркальной симметрии отверстий в этой опорной пластине являются параллельными,задавая тем самым характеристическое направление опорной пластины, и при этом следующие друг за другом опорные пластины расположены так, что их характеристические направления повернуты относительно друг друга относительно направления длины труб, подлежащих поддержке. Пара таких следующих друг за другом опорных пластин предпочтительно расположена с относительным углом поворота 90. Кроме того, регулярная решетка предпочтительно имеет первую длину повторения вдоль характеристической длины и вторую длину повторения, перпендикулярную характеристической длине, и при этом первая и вторая длины повторения являются, по существу, равными. Таким образом, обеспечивается плотная упаковка труб с минимальными препятствиями между трубами. Если характеристические длины повторения не равны, то образуется некоторое количество зигзагообразных каналов с чередующимся углом поворота на 90 между следующими друг за другом опорными пластинами. Используемое понятие длина повторения обозначает расстояние, на которое необходимо переместить (вдоль заданного направления) регулярную решетку с целью наложения отверстий перемещенной решетки на отверстия не перемещенной решетки. Опорные решетки предпочтительно выполнены из тянутого металла из-за простоты изготовления и низкой стоимости изготовления. Тянутый металл предпочтительно является металлом не выпрямленного типа. Переплетенное расположение ветвей минимизирует эффективное поперечное сечение опоры и минимизирует помехи для потока текучей среды на стороне кожуха теплообменника. Заявителем было установлено, что чрезмерно растянутый тянутый металл, т.е. металл, имеющий угол растягивания более 90, позволяет создавать равномерные параллельные опорные проходы, когда листы тянутого металла расположены друг за другом и повернуты относительно друг друга так, что направление растягивания проходят в различных, не параллельных направлениях. В одном частном варианте выполнения связки длиннее одной пятой длины ветвей, так что отверстия имеют по существу форму усеченного ромба, и угол растягивания составляет между 110 и 130,предпочтительно как можно ближе к 120. В другом частном варианте выполнения связки являются короткими и их можно рассматривать как угловые точки отверстия по существу квадратной формы, так что угол растягивания составляет между 85 и 99, предпочтительно как можно ближе к 90. Расстояние от центральной точки выбранной связки до центральной точки ближайшей связки на одной и той же центральной линии предпочтительно по существу равно расстоянию от центральной точки выбранной связки до центральной точки второй связки, принадлежащей к одному и тому же отверстию. Тогда получается регулярная решетка, имеющая длину повторения в направлении растягивания,которая равна длине повторения, перпендикулярной длине растягивания. Понятие по существу равно используется в том смысле, что отклонение составляет 2% или менее, предпочтительно 0,5% (что эквивалентно 5 мм/м) или менее, и более предпочтительно 0,2% (2 мм/м) или менее. Угол растягивания, необходимый для обеспечения равных длин повторения в направлении растягивания и в перпендикулярном направлении, зависит от относительного размера связок и ветвей. В целом, чем длиннее связки относительно ветвей, т.е. чем длиннее не разрезанная часть относительно разрезов вдоль виртуальной пунктирной линии перед растягиванием, тем больше должен быть угол растягивания. Краткое описание чертежей Ниже приводится подробное описание изобретения в качестве примера со ссылками на прилагаемые чертежи, на которых изображено фиг. 1 - часть продольного разреза теплообменника, включающего пучок труб, опирающихся на опору, согласно данному изобретению; фиг. 2 - вариант выполнения опорных пластин, согласно изобретению, в разрезе по линии II-II на фиг. 1, в увеличенном масштабе; фиг. 3 - лист чрезмерно растянутого тянутого металла для использования в опоре для труб, согласно-3 007897 фиг. 2; фиг. 4 - опорные проходы, образованные при боковом смещении двух листов тянутого металла, согласно фиг. 3, относительно друг друга, согласно уровню техники; фиг. 5 - опорные проходы, образованные при повороте двух листов тянутого металла, согласно фиг. 3, относительно друг друга, согласно изобретению; фиг. 6 - другой вариант выполнения листа чрезмерно растянутого тянутого металла для использования в опоре для труб, согласно изобретению; фиг. 7 - опорные проходы, образованные при боковом смещении двух листов тянутого металла, согласно фиг. 6, относительно друг друга, согласно US 4143709; фиг. 8 - опорные проходы, образованные при повороте двух листов тянутого металла, согласно фиг. 6, относительно друг друга, согласно изобретению. Сведения, подтверждающие возможность осуществления изобретения. На фигурах одинаковыми позициями обозначены одинаковые или подобные части. На фиг. 1 показана часть продольного разреза теплообменника 1 в виде цилиндрического котла, имеющего цилиндрический кожух 5. Пучок труб, образованный несколькими параллельными трубами, из которых показаны трубы 11, 15 и 19, установлен в теплообменнике. Направление длины труб параллельно оси цилиндрического кожуха 5. Опора для пучка труб, согласно данному изобретению, образована расположенными на расстоянии друг от друга в осевом направлении поперечными опорными пластинами 21, 22, 23, 24 и 25,поддерживающими промежуточные части труб в цилиндрическом кожухе 5 (не изображен). Следует отметить, что на фиг. 1 не показаны концевые части труб с трубным листом. На фиг. 2 показана центральная часть опорных пластин 21 и 22 вдоль продольной оси цилиндрического кожуха 5 на фиг. 1. Для ясности фиг. 2 выполнена в увеличенном масштабе по сравнению с фиг. 1,поэтому кольцевая часть опорных пластин 21 и 22 не видна. Понятно, что регулярная решетка, показанная на фиг. 2, проходит, по меньшей мере, по поперечному сечению теплообменника, занятому параллельными трубами, и что кольцевые части опорных пластин прикрепляются к кожуху подходящим образом. Другие опорные пластины, показанные на фиг. 1, не изображены на фиг. 2 для ясности. Ниже приводится сначала описание характеристик опорной пластины 21. Пластина 21 снабжена множеством отверстий, обозначенных позициями 31, 32, 33, 34, 35, 36, 37. Каждое из отверстий имеет по существу форму усеченного ромба, как поясняется ниже применительно к отверстию 31. Отверстие 31 задано двумя парами соседних длинных сторон (ветвей), а именно парой 41, 42 и парой 43, 44. Каждая из двух пар образует V-образную форму и задает один и тот же угол , который в данном примере как можно ближе к 120. Концевые точки V-образных пар симметрично соединены парой параллельных коротких сторон (связок) 45, 46 одинаковой длины. Показанный относительный размер ветвей и связок задает отверстие в форме усеченного ромба. Если связки 45, 46 намного короче ветвей 41, 42, 43, 44, например, составляют одну пятую длины ветвей или меньше, то получают по существу ромбовидную форму отверстий. Отверстие 31 имеет две оси 48, 49 зеркальной симметрии. Отверстие удлинено вдоль оси 48, и ось 48 выбрана в качестве характеристической оси зеркальной симметрии отверстия 31. Как будет описано более подробно ниже, ось 48 совпадает с направлением растягивания при изготовлении опорной пластины 21 из листа тянутого металла. Отверстия опорной пластины 21, по меньшей мере, в центральной части, образуют показанную регулярную решетку. Все отверстия имеют одинаковый размер и форму и удлинены вдоль своей соответствующей характеристической оси зеркальной симметрии, а именно вдоль или параллельно оси 48. Характеристическое направление опорной пластины 21 обозначено позицией 50. Регулярная решетка пластины 21 имеет регулярные длины повторения вдоль характеристического направления 50 и направления, перпендикулярного характеристическому направлению, т.е. расстояние между точками 51 и 52 и между точками 53 и 54 такое же, как расстояние между точками 51 и 53 и между точками 52 и 54. Точки 51, 52, 53, 54 являются центральными точками соседних связок, при этом точки 51 и 53 находятся на одной и той же центральной линии 56 связок, и при этом точки 51 и 52 являются центральными точками связок, принадлежащих одному и тому же отверстию 33. Каждое из отверстий в опорной пластине 21 является достаточно большим для размещения 4 труб. Трубы 11, 15, 19 обозначены на фиг. 2, показано также несколько других труб, но они не обозначены позициями для ясности. Опорная пластина 22, в основном, аналогична опорной пластине 21, в частности, форма, размер и расположение отверстий в центральной части, показанной на фиг. 2, являются одинаковыми. Только отверстия 61, 62, 63, 64 опорной пластины 22 обозначены позициями. Две оси зеркальной симметрии отверстия 62 обозначены позициями 68, 69. Отверстие 62 удлинено вдоль оси 69, поэтому ось 69 является характеристической осью зеркальной симметрии отверстия 62 и одновременно представляет характеристическое направление опорной пластины 22. Опорная пластина 22 повернута на 90 относительно опорной пластины 21 в плоскости изображения, т.е. вокруг направления длины труб, проходящих перпендикулярно плоскости изображения. Таким-4 007897 образом, характеристические направления 50 и 69 двух пластин являются перпендикулярными. Кроме того, характеристические оси зеркальной симметрии отверстий в опорной пластине 21 (все параллельны оси 48) являются перпендикулярными характеристической оси зеркальной симметрии отверстий в опорной пластине 22 (все параллельны оси 69). Опорные пластины 21 и 22 расположены так, что центральные точки связок одной пластины проецируются на центральные точки отверстий другой пластины. Эти взаимодействующие отверстия в опорных пластинах 21, 22 образуют опорные проходы для пучков параллельных труб. Один такой опорный проход показан в виде заштрихованной зоны, обозначенной позицией 70; все другие зоны на фигуре с тем же размером, что и заштрихованная зона, также являются опорными проходами. Опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через разные отверстия в другой опорной пластине. Например, четыре опорных прохода 71, 72, 73, 74, проходящие через отверстие 62 в опорной пластине 22, проходят через отверстия 31, 32, 33, 37, соответственно, в опорной пластине 21. Трубы не показаны в этих и некоторых других опорных проходах для ясности. Понятно, что в каждом опорном проходе может быть расположена одна труба. Трубы, проходящие через опорные проходы, могут поддерживаться с пяти различных сторон. В частном примере расположения, согласно фиг. 2, трубы имеют диаметр 19 мм, и кратчайшее расстояние между соседними трубами составляет 6 мм, а ширина поперечных реек (ветвей и связок) в поперечной плоскости также составляет 6 мм. Однако в единичной опорной пластине каждая труба поддерживается максимально с двух или трех сторон. Поэтому текучая среда на стороне кожуха может легко протекать в продольном направлении. Если трубы меньше, чем допускает поперечное сечение опорного прохода, то опора обеспечивается лишь нижней стороной отверстий. Опорные пластины 23 и 25, согласно фиг. 1, целесообразно расположены аналогично пластине 21 на фиг. 2, и опорная пластина 24 - аналогично пластине 22. Ясно, что за счет взаимно перпендикулярной ориентации характеристических направлений (направлений удлинения) опорных пластин, оси зеркальной симметрии отверстий, образующих опорный проход, проходят в различных направлениях. Например, ось 48 отверстия 31 проходит в перпендикулярном направлении в плоскости пластины относительно оси 69 отверстия 62, при этом эти два отверстия принадлежат опорному проходу 71. Опорные проходы, обеспечиваемые вариантом выполнения, показанным на фиг. 2, расположены не в соответствии с равносторонним треугольным шагом или квадратным шагом. Однако расположение весьма аналогично треугольному шагу и имеет аналогично высокую плотность размещения. Оси каждых трех ближайших соседних труб находятся в угловых точках равностороннего треугольника. Другое преимущество расположения, согласно фиг. 2, состоит в том, что ветвь или связка между двумя соседними трубами проходит перпендикулярно виртуальной линии, соединяющей оси труб в поперечной плоскости. Это означает, что ширина ветвей и связок в поперечной плоскости может равняться кратчайшему расстоянию между соседними трубами. С другой стороны, не создается помех потоку текучей среды на стороне кожуха, поскольку труба поддерживается лишь с двух или трех сторон прохода по существу пятиугольной формы. Таким образом, при высокой плотности размещения труб (сравнимой с размещением труб с треугольным шагом) обеспечивается максимальная механическая устойчивость и прочность, а также оптимальный поток текучей среды на стороне кожуха. Это является преимуществом по сравнению с уровнем техники; для сравнения было установлено, что в обоих вариантах выполнения опор для труб с треугольным шагом, согласно US 4143709, фиг. 3 и 4, ширину опорных перекрестных реек необходимо выбирать меньше кратчайшего расстояния между соседними трубами. Опорные пластины можно изготавливать любым способом по выбору специалиста. Металлическая пластина может быть снабжена отверстиями с помощью, например, штамповки или лазерной резки. Пластины можно также изготавливать из сваренной проволочной сетки. Предпочтительно, опорные пластины, согласно фиг. 2, являются листами тянутого металла, при этом направление растягивания целесообразно выбирать в качестве характеристического направления 50. Угол растягивания соответствует углуна фиг. 2, т.е. тянутый металл чрезмерно растянут (угол растягивания составляет 120). Полученные в тянутом металле, в частности в чрезмерно растянутом металле, отверстия слегка отклоняются от идеальной формы усеченного ромба отверстий, показанных на фиг. 2. Пример, показывающий действительную форму усеченных ромбических отверстий в листе тянутого металла, напоминающего опорную пластину 21 на фиг. 2, показан на фиг. 3. Номера позиций, используемых на фиг. 3, соответствуют позициям на фиг. 2 со штрихом. Лист тянутого металла 20 на фиг. 3 изготовлен посредством разрезания металла вдоль виртуальных расположенных в шахматном порядке параллельных пунктирных линий. После разрезания лист был растянут вдоль направления линии 50'. Разрезы перед растягиванием соответствуют парам угловых точек,показанных на фиг. 6, например, паре 81 и 82, паре 83 и 84; 85 и 86; 87 и 89; 91 и 92; 93 и 94. Длина связок (не разрезанных частей вдоль виртуальной пунктирной линии) является относительно большой, т.е. длиннее одной пятой длины ветвей (перекрестных реек между связками). Например, расстояние между точками 82 и 83 или между точками 86 и 87 (длина связок) является сравнимым с расстоянием между точками 81 и 86 или между точками 88 и 93 (длина ветвей). Форма усеченного ромба отверстий в листе тянутого металла лучше всего воспринимается при рассмотрении угловых точек 81, 82, , 94.-5 007897 Ветви тянутого металла, например, 41', 42', 43' и 44', относящиеся к отверстию 31', имеют слегка Sобразную форму. Кроме того, ветви и связки скручены вокруг их длины, что уменьшает их поперечное сечение и уменьшает сопротивление потоку текучей среды на стороне кожуха. Например, трубы с диаметром 19 мм и кратчайшим расстоянием между трубами 6 мм в показанной на фиг. 2 системе, можно поддерживать с помощью пластин тянутого металла, изготовленных из стали толщиной 2 мм, при этом разрезы перед растягиванием располагаются вдоль расположенных в шахматном порядке параллельных пунктирных линий с расстоянием 8 мм. За счет скручивания ветвей и связок, которое происходит во время растягивания, эффективная ширина ветвей и связок в поперечной плоскости составляет максимально 6 мм в точках, где поддерживаются трубы. Кроме того, за счет наклона ветвей и связок сопротивление потоку текучей среды на стороне кожуха меньше, чем при не наклонных перекрестных рейках. Можно видеть, что у двух угловых точек, которые принадлежат к каждому отверстию, имеются острые надрезы, например, у угловых точек 85 и 86 отверстия 31'. Остальная часть отверстия плавно округлена. В целом форма отверстий, образованных в тянутом металле, в некоторой степени напоминает форму двойного колокола. Уголрастягивания, заданный центральными частями по существу V-образной пары ветвей, смежных в направлении растягивания, показан для отверстия 34', и составляет как можно ближе к 120. Можно видеть, что известный тянутый металл с приблизительно квадратными отверстиями не имеет равных длин повторения вдоль направления растягивания и перпендикулярного к нему направления,за счет того, что связки в этом известном тянутом металле длиннее их ширины в направлении растягивания. На фиг. 4 показаны опорные проходы, которые получаются при боковом сдвиге, аналогично уровню техники, двух листов тянутого металла, показанных на фиг. 2. На фиг. 4 показана опорная пластина 21', согласно фиг. 2, и за ней идентичная опорная пластина 22'. Пластина 22' сдвинута в боковом направлении на половину длины повторения перпендикулярно направлению 50' растягивания (или вдоль направления растягивания) относительно пластины 21', так что проекция центральных точек пластины 22',например 55', 56', 57', находится в центре отверстий пластины 21'. Направление 50' также является направлением растягивания пластины 22'. Как показано на фиг. 4, боковой сдвиг приводит к образованию двух типов опорных проходов. Тип 70 а, несколько примеров которых обозначены, имеют в своем поперечном сечении угловые точки в виде надрезов, а другой тип 70b не имеет подобных надрезам угловых точек в своем поперечном сечении (не все опорные проходы обоих типов обозначены позициями для ясности). Разница поперечных сечений кажется довольно большой, поскольку ширина ветвей относительно размера отверстий слегка преувеличена для ясности. Если необходимо обеспечить опору для пучка идентичных параллельных труб с помощью системы, показанной на фиг. 4, то максимальный диаметр труб определяется проходами типа 70 а, и трубы не полностью поддерживаются в более крупных проходах 70b. На фиг. 5 схематично показано поперечное сечение опорных проходов, полученных с помощью тянутого металла, согласно данному изобретению. Показанное на фиг. 5 расположение напоминает расположение опорных пластин, описанное применительно к фиг. 2, при этом пластины 21' и 22" выполнены из идентичных листов тянутого металла, таких как показаны на фиг. 3. Пластина 22" позади пластины 21' повернута на 90 в плоскости чертежа и расположена так, что проекции центральных точек связок пластины 22", например, 55", 56", 57", находятся в центре отверстий пластины 21'. При этом расположении,согласно изобретению, образуется лишь один тип опорных проходов 70' (не все опорные проходы обозначены позициями для ясности). Каждое поперечное сечение опорных проходов, например, поперечное сечение прохода 71', ограничено пятью сторонами, одна из которых образована связкой, например, отверстия 62', две из которых образованы ветвями, проходящими от конца этой связки, а две другие стороны образованы парой V-образных связок на другой опорной пластине, например, 43' и 44'. Каждое поперечное сечение опорных проходов имеет подобную надрезу угловую точку, например, 86. Таким образом, изобретение обеспечивает систему относительно равномерных опорных проходов с изготовленными из тянутого металла опорными пластинами, несмотря на отклонения от идеальной формы усеченного ромба. Это является особым преимуществом данного изобретения. На фиг. 6 схематично показан другой вариант выполнения листа 120 тянутого металла, согласно данному изобретению. Показанная часть листа тянутого металла является центральной частью опорной пластины 121 для пучка параллельных труб, согласно изобретению, подобной пластине 21 на фиг. 1. Лист 120 тянутого металла изготовлен посредством разрезания листа металла вдоль виртуальных расположенных в шахматном порядке параллельных пунктирных линий. После разрезания лист растянут вдоль направления линии 150. Разрезы перед растягиванием соответствуют парам угловых точек, показанных на фиг. 6, например, паре 131 и 132; паре 133 и 134; 135 и 136; 137 и 138; 139 и 140; 140 и 142; 143 и 144; 145 и 146; 147 и 148. Длина связок (не разрезанных частей вдоль виртуальной пунктирной линии) намного короче, т.е. менее одной пятой длины ветвей (эквивалентной длине разрезов перед растягиванием). Например, расстояние между точками 138 и 139 или между точками 142 и 143 (длина связок) сравнимо с расстоянием между точками 134 и 137 или между точками 138 и 144 (приблизительно длиной ветвей). Ширина ветвей по сравнению с размерами отверстий слегка преувеличена для ясности.-6 007897 Лист 120 тянутого металла образует регулярную решетку из отверстий, из которых отверстия 161,162, 163, 164, 165, 166, 167, 168, 169 являются идентичными. Каждое отверстие задано двумя парами ветвей, которые являются смежными в направлении растягивания, и двумя связками, соединяющими друг с другом две пары ветвей на концах V-образной формы. Например, отверстие 164 задано парой ветвей 171 и 172 и парой 173 и 174, и связками между точками 134 и 135 и между точками 142 и 143. Каждая пара ветвей образует, в основном, V-образную форму, задающую одинаковый угол растягивания. В показанном на фиг. 6 варианте выполнения связки несколько длиннее вдоль направления 180, чем их ширина в направлении 150 растягивания. Поэтому угол растягивания немного больше 90, т.е. такой,что решетка, заданная центральными точками связок, является квадратной. Поэтому лист 120 является чрезмерно растянутым листом тянутого металла. Центральные точки связок являются точками симметрии между угловыми точками, задающими связку (например, между точками 134 и 135 или между точками 142 и 143), и для ясности обозначены лишь точки 181, 182, 183, 184. Угловые точки представляют концевые точки разрезов перед растягиванием тянутого металла. Длины повторения регулярной решетки, заданные листом 120 тянутого металла, в направлении растягивания и в направлении, перпендикулярном направлению растягивания, являются равными кратчайшему расстоянию между двумя центральными точками связок, умноженному на квадратный корень из 2. Ветви тянутого металла, например, 171, 172, 173, 174 имеют слегка S-образную форму. Кроме того,ветви скручены вокруг своей продольной оси, что уменьшает поперечное сечение и сопротивление потоку текучей среды на стороне кожуха. У двух угловых точек, которые принадлежат к каждому отверстию,отверстие имеет острые надрезы, например, у угловых точек 137 и 138 отверстия 164. Остальная часть отверстия относительно гладко закруглена. Каждое отверстие имеет две оси зеркальной симметрии вдоль направления 150 растягивания и вдоль линии 180, перпендикулярной направлению растягивания и проходящей через угловые точки 147 и 148. За счет отклонений от квадратной формы отверстий в тянутом металле (слегка S-образные ветви),две оси 150 и 180 симметрии значительно отличаются друг от друга. Поэтому ось 150 зеркальной симметрии вдоль направления растягивания является единственной и выбирается в качестве характеристической оси зеркальной симметрии. Линия 150 одновременно является характеристическим направлением опорной пластины 121. Следует отметить, что нет поворотной симметрии относительно поворота на 90,и что нет осей зеркальной симметрии с отклонением на 45 от направления 150 растягивания. Это является отличием от безупречной квадратной формы и от формы в основном квадратных отверстий, известных из US 4143709, которые имеют более двух осей зеркальной симметрии. На фиг. 7 показаны опорные проходы, которые получаются, когда два листа тянутого металла, согласно фиг. 6, смещаются в боковом направлении подобно уровню техники. На фиг. 7 показана опорная пластина 121, согласно фиг. 6, и за ней идентичная опорная пластина 122, аналогично виду на фиг. 2 относительно вида на фиг. 1. Пластина 122 сдвинута в боковом направлении на половину длины повторения вдоль линии 180 относительно пластины 121, так что проекции центральных точек связок пластины 122 находятся в центре отверстий пластины 122. Как показано на фиг. 7, боковой сдвиг приводит также к образованию двух типов опорных проходов. При этом тип 190 а имеет подобные надрезам угловые точки в своем поперечном сечении, а тип 190b не имеет подобных надрезу угловых точек в своем поперечном сечении. Не все опорные проходы обозначены позициями для ясности. На фиг. 8 схематично показано поперечное сечение опорных проходов, которые получаются, когда две опорные пластины тянутого металла, согласно фиг. 6, поворачивают относительно друг друга, согласно данному изобретению. Фиг. 8 напоминает систему опорных пластин, описанную со ссылками на фиг. 2 и 5, но в которой пластины 121 и 122' выполнены из идентичных листов тянутого металла, показанных на фиг. 6. Пластина 122' расположена за пластиной 121, согласно изобретению, так, что характеристические направления (параллельные направлению 150' растягивания пластины 122' и направлению 150 растягивания пластины 121) повернуты на 90 относительно друг друга в плоскости чертежа. Пластины расположены так, что проекция центральных точек связок пластины 122' находятся в центре отверстий пластины 121. При таком расположении, согласно изобретению, образуется лишь один тип опорных проходов 190 (не все опорные проходы обозначены позициями для ясности). Каждое поперечное сечение опорных проходов, например поперечное сечение прохода 191, ограничено четырьмя сторонами, две из которых образованы V-образными парами ветвей, например 171,172, проходящими из угловой точки связки, например 137, и две другие стороны образованы двумя ветвями, плавно соединенными связкой, например 195, на другой опорной пластине 122'. Каждое поперечное сечение опорных проходов имеет подобную надрезу угловую точку (например, 137). Кроме того, в этом варианте выполнения изобретения обеспечиваются относительно однообразные опорные проходы с опорными пластинами, изготовленными их тянутого металла, несмотря на отклонения от идеальной формы усеченного ромба. Понятно, что можно получить другие регулярные системы опорных проходов, если длины повторения в различных направлениях регулярных решеток, образующих опорные пластины, не равны. Например, если длины повторения вдоль и перпендикулярно к характеристическому направлению соотносятся-7 007897 как целые числа, например, 1:2 или 3:2, то образуется регулярный узор опорных проходов. Листы тянутого металла с различными отношениями целых чисел можно получать посредством подходящего выбора угла растягивания и/или длины связок. Угол растягивания может отличаться от, по существу, 90 или 120, и может быть также меньше 80, например равным 45, 60 или 75. Ясно, что поскольку число труб, подлежащих поддержке, не обязательно должно быть кратным числу труб, которые могут быть размещены в отверстии в опорной пластине, а также за счет расположения системы труб вблизи (цилиндрического) кожуха, то следующие друг за другом опорные пластины не обязательно являются полностью симметричными, в частности, в своей периферийной или кольцевой зоне. Могут быть необходимы дополнительные опорные отверстия для опоры единичной трубы. Опорные проходы, сформированные согласно данному изобретению, имеют подходящий размер для обеспечения хорошей опоры для стандартных труб, используемых в теплообменниках. Стандартные диаметры составляют, например, 19,05 мм (3/4 дюйма), 20, 25, 25,4 мм (1 дюйм). Стандартные кратчайшие расстояния между поверхностями труб составляют 6 или 6,35 мм (1/4 дюйма). В типичном теплообменнике длиной около 6 м и диаметром от 1 до 3 м расположено от нескольких сотен до тысяч труб. Для специалистов в данной области техники известно, как определять интервалы и размер опорных перегородок. Типичные интервалы составляют между 10 и 70 см в направлении длины труб. Толщина пластин определяется, в основном, механическими требованиями и может обычно находиться в диапазоне от 1,6 до 5 мм. Особым преимуществом использования опорных пластин из тянутого металла в теплообменниках является возможность продольного потока с минимальными ограничениями на стороне кожуха, при этом наклон ветвей и связок вызывает местные перекрестные потоки, которые являются желательными для переноса тепла. Частным применением данного изобретения является применение в химических реакторах, содержащих пучок труб в кожухе, например, для использования при получении этиленоксида. В этом случае часто требуется очень открытая опорная структура для труб. Чрезмерно растянутый тянутый металл, т.е. металл, имеющий угол растягивания более 90, можно изготавливать любым подходящим способом. Это можно выполнять в единственной стадии с использованием, в основном, обычной технологии для изготовления тянутого металла, но для растягивания с большим углом растяжения. Возможно также изготовление в первой стадии обычного тянутого металла в качестве промежуточного изделия, и чрезмерное растягивание промежуточного изделия во второй стадии для получения чрезмерно растянутого тянутого металла. Очевидно, что вторую стадию можно также применять к обычному тянутому металлу, полученному из другого источника, например, приобретенному на рынке. В частности, тянутый металл, образующий решетку из отверстий и имеющей первую длину повторения в первом направлении и вторую длину повторения во втором направлении, перпендикулярном первому направлению, так что первая и вторая длины повторения имеют заданное соотношение, можно также изготавливать с помощью: обеспечения предварительно растянутого металла, имеющего направление растягивания, совпадающее с первым направлением, и образования решетки, имеющей отношение первой и второй длин повторения, которое меньше заданного отношения; и приложения усилия растяжения вдоль первого направления во множестве точек в разных положениях относительно второго направления, пока не будет получено заданное отношение длин повторения,при этом усилие растяжения прикладывается с использованием множества средств передачи усилия,взаимодействующих с множеством точек, и при этом средства передачи усилия расположены так, что они могут перемещаться в направлении друг друга во втором направлении во время приложения усилия растяжения. Когда усилие растяжения прикладывается к разрезанному металлу или промежуточному изделию,то продольное расширение сопровождается поперечным сужением. Этот эффект особенно сильно проявляется при больших углах растяжения и, в частности, при углах растяжения свыше около 85. Когда передающие усилия средства расположены так, что они могут перемещаться в направлении друг друга во втором направлении во время приложения усилия растягивания, то усилие растяжения может равномерно распределяться в растягиваемом металле в ходе растягивания. Таким образом, предотвращается, например, большее растяжение на периферии листа по сравнению с центральной зоной. Поэтому достигается минимизация отклонений длины повторения в листе и получается относительно однообразная форма отверстий также, в частности, в чрезмерно растянутом тянутом металле. В предпочтительном варианте выполнения передающие усилие средства имеют форму по существу параллельных рычагов, снабженных крюками для сцепления с растягиваемым металлом. В другом предпочтительном варианте выполнения используется инструмент, который содержит два комплекта параллельных элементов, шарнирно соединенных друг с другом с образованием шарнирной решетки, которая может принимать конфигурации с различными углами инструмента между комплектами параллельных элементов, при этом передающие усилия средства расположены на решетке и расширяются в плоскости решетки.-8 007897 Выражение передающее усилие средство используется для обозначения пальца, лапки, штыря,клина или другого средства подходящей формы для передачи усилия в растягиваемый металл. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Опора для пучка параллельных труб, при этом опора содержит по меньшей мере две поперечные опорные пластины, расположенные на расстоянии друг от друга вдоль направления длины труб, подлежащих поддержке, при этом каждая пластина снабжена множеством отверстий по существу ромбовидной формы или по существу формы усеченного ромба, причем каждое из отверстий имеет максимально две оси зеркальной симметрии, включающие характеристическую ось зеркальной симметрии, отверстия являются достаточно большими для размещения по меньшей мере двух труб, при этом отверстия в различных опорных пластинах расположены с образованием опорных проходов для параллельных труб, так что опорные проходы, проходящие через одно и то же отверстие в одной опорной пластине, проходят через другие отверстия в другой опорной пластине, и при этом характеристические оси зеркальной симметрии по меньшей мере двух отверстий, относящихся к одному и тому же опорному проходу, проходят в разных направлениях. 2. Опора по п.1, в которой отверстия удлинены в направлении своей характеристической оси зеркальной симметрии. 3. Опора по любому из пп.1 или 2, в которой отверстия, образующие выбранный опорный проход,имеют свои характеристические оси зеркальной симметрии расположенными в двух взаимно перпендикулярных направлениях. 4. Опора по любому из пп.1-3, в которой отверстия в опорной пластине образуют регулярную решетку, при этом характеристические оси зеркальной симметрии отверстий в этой опорной пластине являются параллельными, задавая тем самым характеристическое направление опорной пластины, и в которой следующие друг за другом опорные пластины расположены так, что их характеристические направления повернуты относительно друг друга вокруг направления длины труб, подлежащих поддержке. 5. Опора по п.4, в которой регулярная решетка имеет первую длину повторения вдоль характеристического направления и вторую длину повторения, перпендикулярную характеристическому направлению, и при этом первая и вторая длины повторения являются, по существу, равными. 6. Опора по любому из пп.1-5, в которой каждая опорная пластина содержит лист тянутого металла. 7. Опора по п.6, в которой тянутый металл растянут так, что он содержит угол растягивания между,по существу, 90 и 140, предпочтительно угол растягивания, по существу, 90 или, по существу, 120. 8. Опора по любому из пп.1-7, содержащая при расположении внутри цилиндрического котла цилиндрический кожух, в частности, в качестве теплообменника химического реактора.
МПК / Метки
МПК: F28F 9/013, F16L 3/00, F28F 9/00
Код ссылки
<a href="https://eas.patents.su/13-7897-opora-dlya-puchka-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Опора для пучка труб</a>
Опора для комбинированного устройства наматывания/разматывания гибких труб
Номер патента: 386
Опубликовано: 24.06.1999
Автор: Сола Кьелл Инге
МПК: E21B 19/22
Метки: устройства, труб, опора, гибких, комбинированного
Формула / Реферат:
Опора для комбинированного устройства (20) наматывания/разматывания гибкой трубы (12, 12') на вращающийся барабан (10), причем вращающийся барабан (10) для гибкой трубы размещен на части (16) рамы, которая предпочтительно шарнирно закреплена на несущей раме (18) со смонтированным на ней устройством (20) наматывания/разматывания, отличающаяся тем, что концевое соединительное устройство (30), имеющее поперечные размеры больше, чем поперечный...
Опорное устройство для трубного пучка
Номер патента: 7892
Опубликовано: 27.02.2007
Авторы: Джонстон Стивен Уэйн, Малдер Доминикус Фредерикус
МПК: F28F 9/013, F28F 9/22
Метки: устройство, пучка, трубного, опорное
Формула / Реферат:
1. Опорное устройство для пучка труб, содержащее большое количество поперечных опорных плит, размещенных на расстоянии друг от друга по длине труб, которые необходимо поддерживать, и снабженных отверстиями для пропускания через них труб, при этом большое количество опорных плит представляют собой опорные элементы в виде сегментных перегородок и опорные элементы из просечно-вытяжного металлического листа. 2. Опорное устройство по п.1, в котором...
Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб
Номер патента: 5729
Опубликовано: 30.06.2005
Автор: Вершинин Иван Иванович
МПК: B08B 9/055, B05C 7/08
Метки: поверхность, поверхности, защитного, внутренней, покрытия, труб, внутреннюю, нанесения, очистки, устройство
Формула / Реферат:
1. Устройство для очистки внутренней поверхности труб или для нанесения защитного покрытия на внутреннюю поверхность труб представляет собой изделие цилиндрической формы, любой длины, с торцами любой формы, выполненное из упругого, воздухонепроницаемого или водонепроницаемого материала, способное сжиматься под воздействием внешних сил и восстанавливать свою форму, и на его поверхности выполнены по крайней мере одна канавка или углубление любой...
Временная опора к основанию для морского бурения
Номер патента: 6570
Опубликовано: 24.02.2006
Автор: Радван Абобакр М.
МПК: E02B 17/08
Метки: опора, бурения, основанию, морского, временная
Формула / Реферат:
1. Опорное устройство к буровому основанию, поддерживаемому по меньшей мере одной опорой, имеющей зубчатую рейку подъемника с зубьями подъемника, находящимися в зацеплении с механизмом подъемника, предназначенным для поднимания и опускания основания, при этом устройство содержит башмак зубчатой рейки, имеющий часть по меньшей мере с одним стопорным зубом, вводимым в зацепление с зубьями подъемника на рейке подъемника, и опорным гнездом,...
Верхняя столбовая опора для воздушных линий электропередачи сети электроснабжения
Номер патента: 4813
Опубликовано: 26.08.2004
Авторы: Бошетти Марио, Бошетти Клаудио
МПК: H02G 7/20
Метки: воздушных, электропередачи, столбовая, электроснабжения, сети, верхняя, опора, линий
Формула / Реферат:
1. Верхняя столбовая опора (10; 20; 40) для воздушных линий электропередачи сети электроснабжения, в частности с подвесными проводами, в которой указанные воздушные линии электропередачи сети электроснабжения содержат по меньшей мере три провода (14), содержащая соответствующие изолирующие средства (13), в частности подвесные изоляторы, для поддерживания указанных проводов (14), отличающаяся тем, что указанная верхняя столбовая опора (20; 40)...
Предыдущий патент: Передвижная фотографическая кабина
Следующий патент: Фунгицидные смеси
Случайный патент: Способ очистки от ложных отражений данных морской сейсмической косы во всей полосе частот