Индукционная печь для получения стали
Формула / Реферат
1. Индукционная печь, включающая кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, сообщенный с внутренним пространством печи посредством горловины, длина которой превышает длину индукционного нагревателя.
2. Индукционная печь по п.1, которая включает кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, сообщенный с внутренним пространством печи посредством горловины, длина горловины по меньшей мере в полтора раза больше длины индукционного нагревателя.
3. Индукционная печь по п.1 или 2, которая является печью канального типа, используемой для выплавки или переплавки металлов, и содержит по меньшей мере один люк для загрузки шихты и по меньшей мере одну летку, и печь содержит внутри по меньшей мере одну газовую горелку.
4. Печь по любому из пп.1-3, которую используют для выплавки стали, причем печь содержит по меньшей мере один люк для загрузки шихты, содержащей железо.
5. Печь по любому из пп.1-3, которую используют для выплавки стали, причем печь содержит по меньшей мере один люк для загрузки шихты, содержащей железо и материал для восстановления.
6. Печь по любому из пп.3-5, в которой шихта содержит металлический лом, материал для восстановления и другое сырье.
7. Печь по любому из пп.1-6, в которой горловина содержит по меньшей мере одну перегородку, расположенную по существу над центром индукционного нагревателя, причем перегородка встроена в боковые стенки горловины и при работе направляет поток расплавленного металла через горловину.
8. Печь по п.7, в которой в горловине расположено множество перегородок, причем перегородки отстоят одна от другой.
9. Печь по п.7 или 8, в которой каждая перегородка имеет клиновидную форму и клин расположен в горловине, а вершина клина направлена к центру индукционного нагревателя.
10. Печь по любому из пп.7-9, в которой по меньшей мере часть по меньшей мере одной перегородки в рабочем режиме находится над уровнем расплавленного металла в печи.
11. Печь по любому из пп.7-10, в которой по меньшей мере одна из перегородок снабжена охлаждающим трубопроводом, проходящим сквозь нее.
12. Печь по п.1 или 2, в которой горловина содержит по меньшей мере два прохода, причем первый проход сообщен с первой частью ванны расплавленного металла над индукционным нагревателем, а второй проход сообщен со второй частью ванны расплавленного металла, отдаленной от первой части ванны расплавленного металла.
13. Печь по п.12, в которой горловина содержит три прохода, причем третий проход сообщен с третьей частью ванны расплавленного металла, отдаленной от первой части ванны расплавленного металла, а первая часть ванны расплавленного металла расположена между второй и третьей частями ванны расплавленного металла.
14. Печь по п.12 или 13, в которой верхний в рабочем положении край первого прохода горловины включает коллектор, соединенный с множеством проходов коллектора, а проходы сообщены с верхней в рабочем положении областью первой части ванны расплавленного металла.
15. Печь по п.14, в которой проходы проведены сквозь возвышающуюся часть пода печи.
16. Печь по любому из пп.12-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из индукционного нагревателя в ванну расплавленного металла, а по второму проходу горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель.
17. Печь по любому из пп.13-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из индукционного нагревателя в ванну расплавленного металла, а по второму и третьему проходам горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель.
18. Печь по любому из пп.13-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель, а по второму и третьему проходам горловины расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла.
19. Печь по п.12, в которой верхний в рабочем положении край второго прохода горловины снабжен коллектором, соединенным с множеством проходов коллектора, а проходы сообщены с верхней в рабочем положении областью второй части ванны расплавленного металла.
20. Печь по п.13, в которой верхний в рабочем положении край второго прохода горловины снабжен коллектором и верхний в рабочем положении край третьего прохода горловины снабжен коллектором, причем коллекторы второго и третьего проходов соединены с множеством проходов коллекторов, причем вторые проходы горловины сообщены с верхней в рабочем режиме областью второй части ванны расплавленного металла, а третьи проходы горловины сообщены с верхней в рабочем режиме областью третьей части ванны расплавленного металла.
21. Печь по п.19, в которой по первому проходу горловины расплавленный металл в рабочем режиме направляется из ванны расплавленного металла в индукционный нагреватель, а по второму проходу расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла.
22. Печь по п.20, в которой по первому проходу горловины расплавленный металл в рабочем режиме направляется из ванны расплавленного металла в индукционный нагреватель, а по второму и третьему проходам горловины расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла.
23. Печь по любому из пп.19-22, в которой проходы проходят сквозь возвышающуюся часть пода печи.
24. Печь по любому из пп.16-23, в которой горловина включает охлаждающие средства проходов для расплавленного металла.

Текст
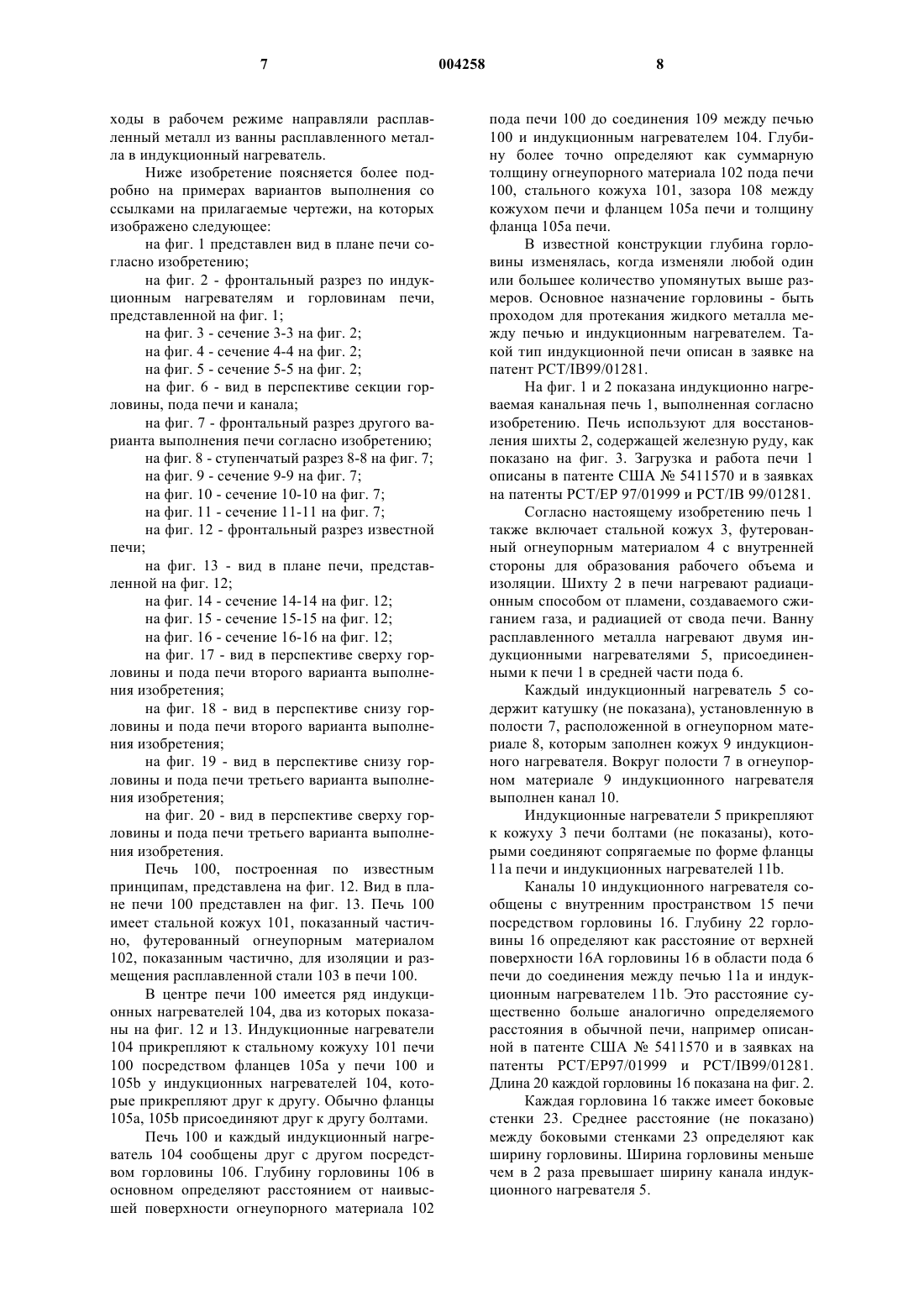
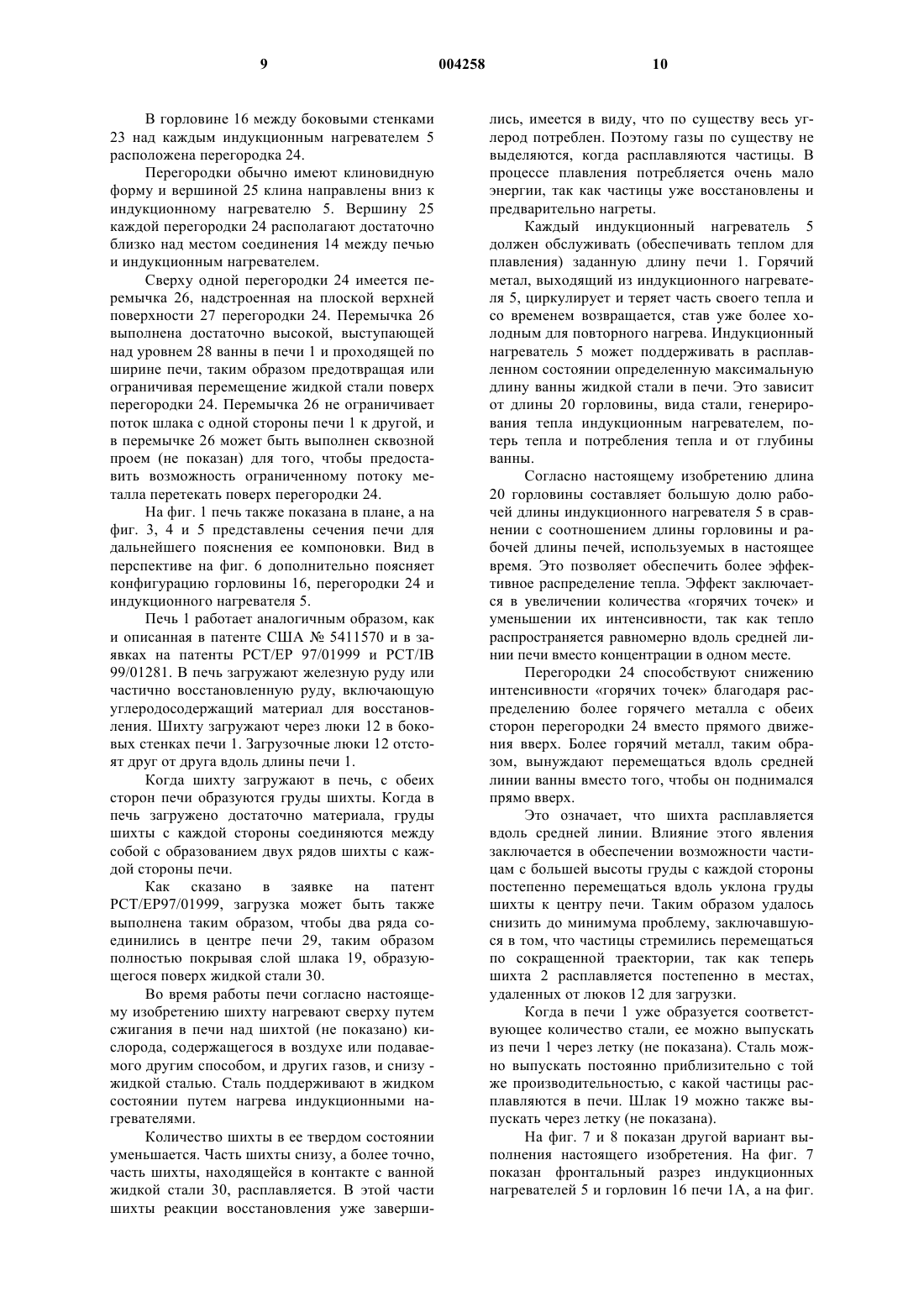
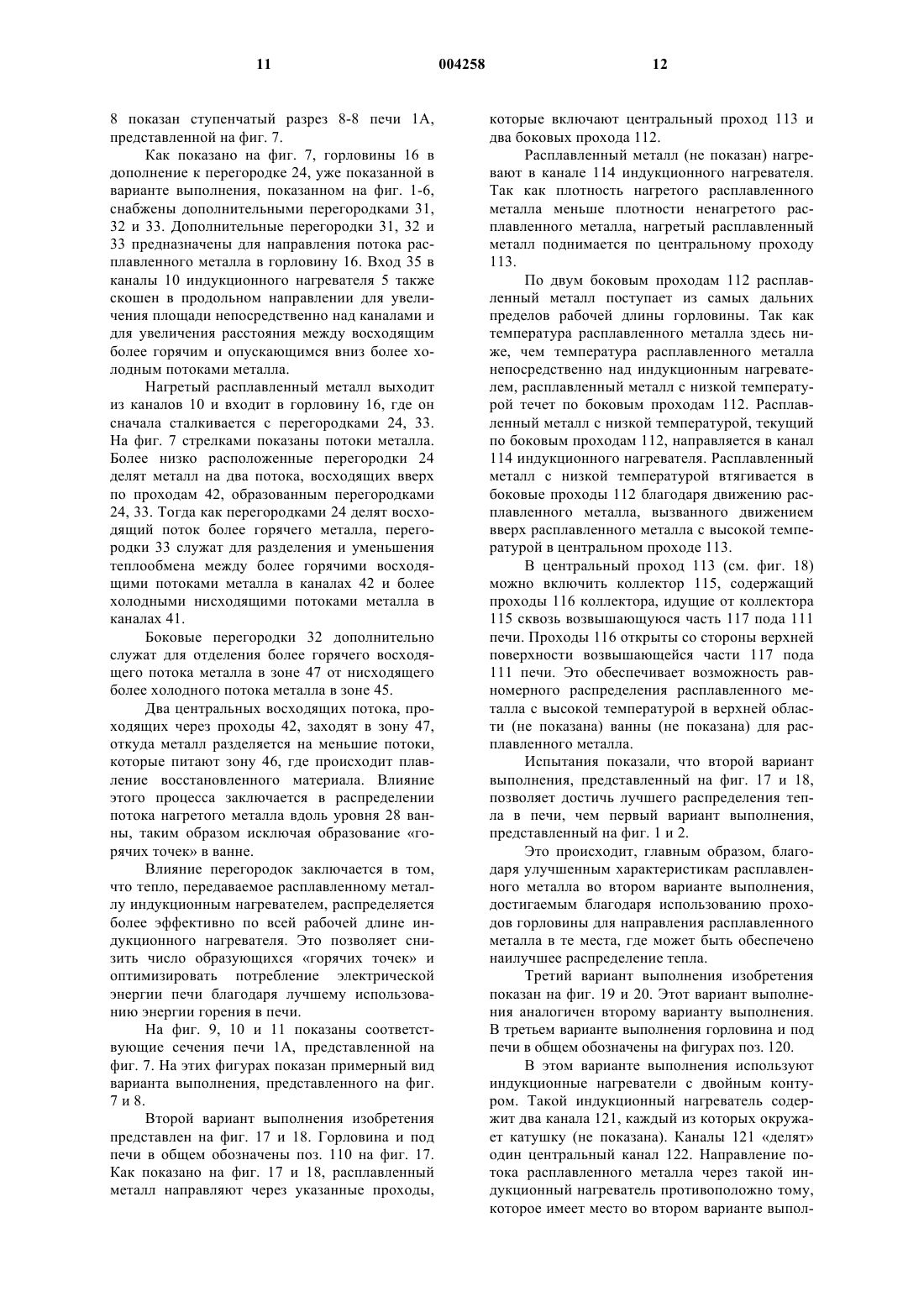
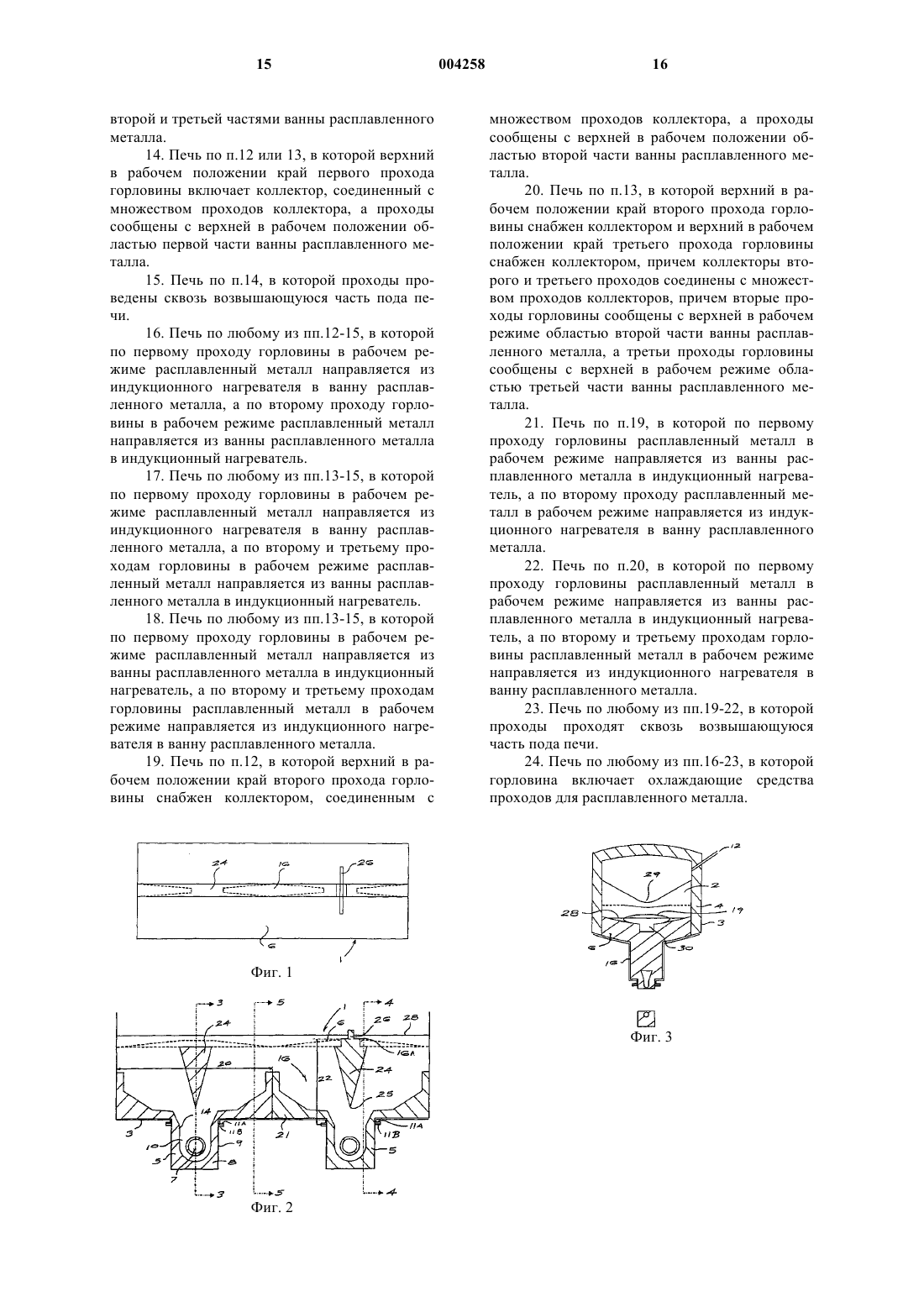
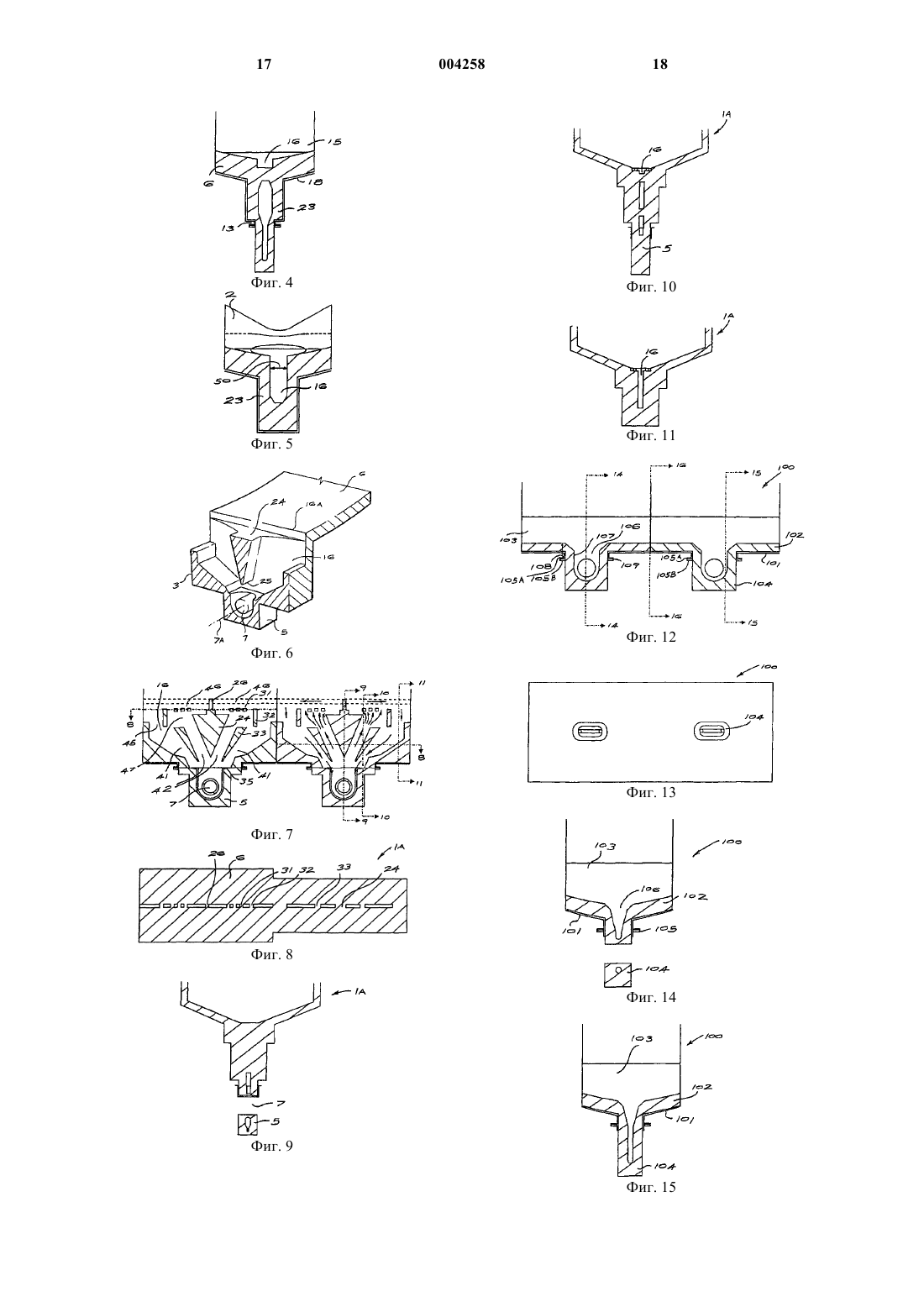
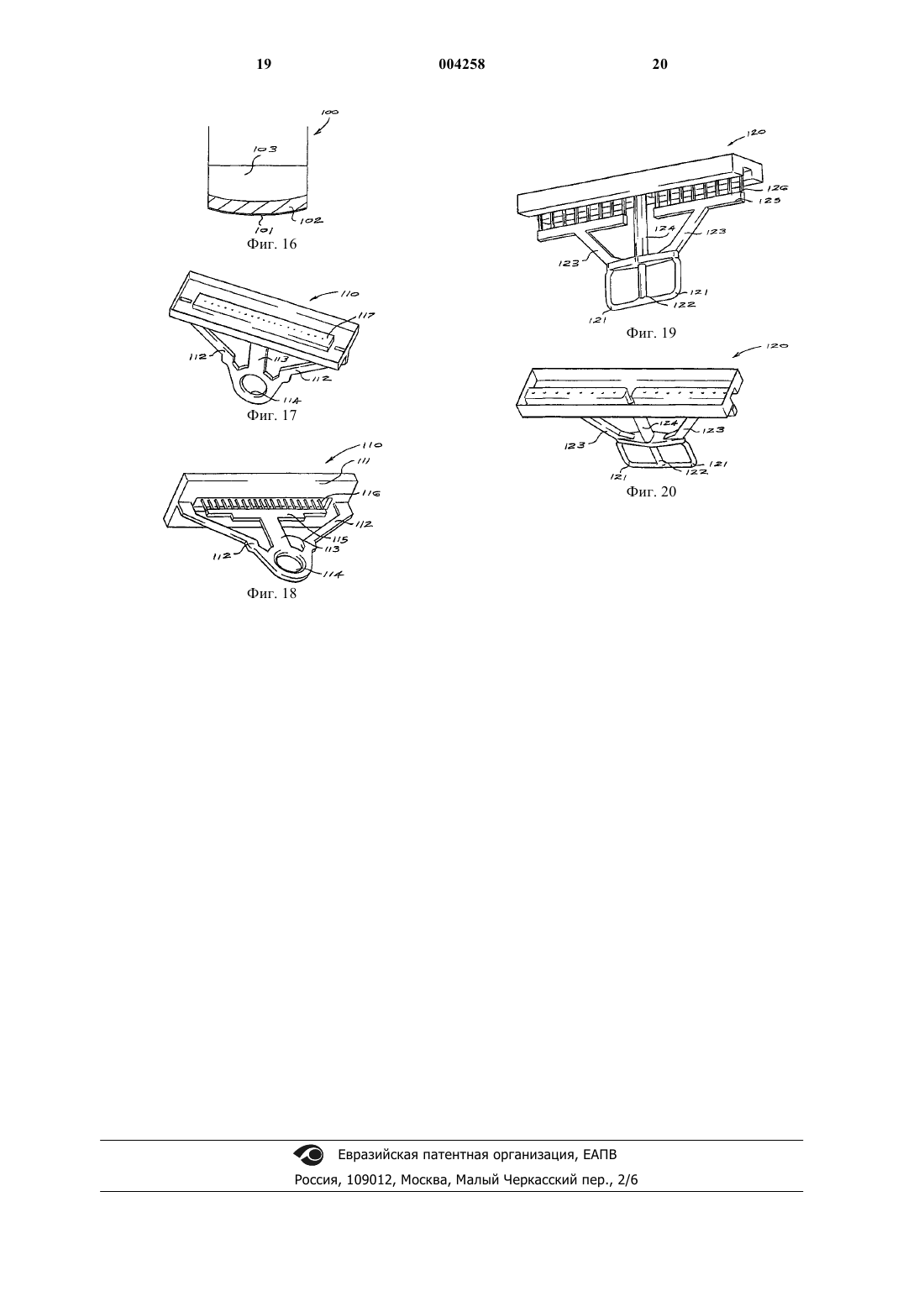
1 Настоящее изобретение относится к индукционным печам, используемым для выплавки или переплавки металлов, и в частности к индукционным печам, используемым для получения стали. В последние годы предпринимались попытки в сталеплавильном производстве создать новые способы получения стали, принципиально отличающиеся от традиционных способов, в которых используют чугуноплавильные доменные и сталеплавильные печи. В традиционной технологии сталь, в основном, выплавляют в два этапа. На первом этапе, который выполняют в доменной печи,оксиды железа восстанавливают до передельного чугуна. На втором этапе, который осуществляют в сталеплавильной печи, контролируют в определенных пределах уровень содержания таких элементов, как, например, углерод и марганец, и в большей части исключают содержание таких элементов, как, например, кремний,сера и фосфор. К числу сталеплавильных печей относят, например, кислородные конвертеры и электродуговые печи. Одна из проблем традиционного способа изготовления стали заключается в необходимости передавать чугун в жидком состоянии с одного этапа цикла производства на другой. Процесс передачи требует значительных капитальных вложений в инфраструктуру, а также связан с рисками, обусловленными транспортированием жидкого чугуна. Традиционные способы также характеризуются эмиссией газов, загрязняющих окружающую среду. Значительным достижением в этой области было создание индукционной печи канального типа, которую загружают шихтой, содержащей железо, и выпускают термически необработанную сталь. Этот процесс описан в патенте США 5411570 и в заявках на патенты РСТ/ЕР 97/01999 и PCT/IB99/01281 (заявка, подлежащая утверждению,200/7298). Описанная печь является индукционной печью канального типа и состоит из кожуха,футерованного огнеупорным материалом. В качестве сырья используют железосодержащую руду, углеродный восстановитель, которые подают через загрузочные люки в боковых стенках печи и затем нагревают путем сжигания различных газов, образующихся при нагревании смеси углеродного восстановителя и руды, а при определенных условиях путем сжигания дополнительного топлива. Индукционными нагревателями, располагаемыми в нижней части ванны для расплава металла, нагревают жидкий металл в печи, от которого, в свою очередь, дополнительно нагревается шихта с образованием жидкого шлака и металла. Эти нагреватели присоединяют к печи обычным способом. Т.е. печь содержит соответствующие отверстия в ее кожухе и фланцы вокруг отверстий для прикрепления болтами со 004258 2 прягаемого фланца индукционного нагревателя к фланцу кожуха. Как печь, так и индукционные нагреватели футерованы огнеупорным материалом. Толщина огнеупорного материала печи вокруг отверстия индукционного нагревателя в печи определяет глубину входа, или горловины, индукционного нагревателя. Расплавленный металл заливают в индукционный нагреватель через горловину и выпускают из индукционного нагревателя также через нее. Металл, находящийся наиболее близко к внутренней поверхности индукционного нагревателя, нагревается. Это означает, что более холодный металл поступает в каналы индукционного нагревателя с внешней стороны и нагревается, проходя по каналу. Течение расплавленного металла происходит за счет разницы плотностей горячего и холодного металла. Воздействием электромагнитных сил можно способствовать этому явлению так, чтобы модифицировать вид потока расплавленного металла. Известные канальные индукционные нагреватели имеют такую конструкцию, при которой они состоят из электрической катушки,встроенной в огнеупорный корпус, с токопроводящими каналами, сформированными в огнеупорном материале вокруг катушки. Токопроводящий канал (каналы) также называют вторичным контуром индукционного нагревателя,который реально является короткозамкнутым трансформатором. Катушка изолирована от канала огнеупорным материалом, водоохлаждаемой панелью (панелями) и воздушным зазором. Общую глубину огнеупорного материала в поде печи, толщину кожуха печи, толщину фланца печи и расстояние между кожухом печи и фланцем печи обычно принимают за глубину горловины, ведущей к индукционному нагревателю. Горловине придают такую форму, чтобы она была по существу вертикальной, и она ведет прямо в каналы индукционного нагревателя. В печи канального типа несколько индукционных нагревателей располагают в ряд вдоль длины печи. Загружаемая в печь шихта состоит из ванны расплавленного металла, слоя шлака поверх металла и твердой шихты поверх этого состава. Шихта, в основном, разделена на две непрерывныe груды, образуемыe вдоль большей части длины печи, как это описано в патенте США 5411570; в другом варианте печь может быть загружена так, чтобы две непрерывные груды шихты встречались в центре печи и перекрывали зазор между двумя грудами шихты, как это описано в заявке РСТ/ЕР 97/01999. Расплавленный металл заливают в индукционный нагреватель через его горловину и выпускают из индукционного нагревателя также через его горловину. Выходящий поток из индукционного нагревателя по существу направлен вертикально, благодаря чему смешивается с 3 металлом, находящимся непосредственно над отверстием. Более холодный металл, поступающий в индукционный нагреватель, также по существу начинается с объема жидкого металла,находящегося непосредственно над индукционным нагревателем. Восходящий поток горячего металла обменивается в горловине теплом с опускающимся вниз холодным металлом. Это означает, что объем расплавленного металла, находящегося над отверстием каждого индукционного нагревателя и в горловине, в большой степени циркулирует по каналу индукционного нагревателя и повторно нагревается. Это вызывает образование местных горячих точек над отверстиями индукционного нагревателя особенно тогда, когда глубина ванны расплавленного металла над индукционным нагревателем небольшая. Это вызывает нагрев металла в индукционном нагревателе до очень высокой, а иногда до опасно высокой температуры. Наличие местных горячих точек является недостатком этого типа печей по ряду причин. Первая причина заключается в том, что горячие точки вызывают преимущественное расплавление некоторого количества шихты,находящейся вблизи горячей точки, приводя к недодержке этого материала под воздействием тепла от сгорающих газов в сравнении с частью шихты, которая не подверглась преимущественному расплавлению. Таким образом возникают зоны передержки и зоны недодержки под воздействием тепла от сгорающих газов. Эта разница в выдержке ведет к чрезмерному потреблению электрической энергии и недостаточному использованию доступной энергии для восстановления, поступающей от сжигаемых газов и нагретого свода печи. Это также приводит к нагреву невосстановленной шихты, происходящему слишком быстро, вызывая газовыделение жидкой стали и последующее ее нежелательное закипание. Последствием этого является то, что приходится снижать подводимую к индукционным нагревателям мощность, в результате чего снижается производительность. В настоящем описании под термином горловина понимают сообщающийся проход(проходы) между печью и индукционным нагревателем в поде печи. Проходы горловины отличаются от каналов индукционного нагревателя тем, что проходы горловины не должны проводить электрический ток в сколько-нибудь значительной степени. В настоящем описании под термином глубина горловины понимают оперативно и по существу вертикальное расстояние от наивысшей точи горловины до оси, проведенной вдоль длины катушки индукционного нагревателя в поде печи. В настоящем описании под термином рабочая длина понимают длину печи, которую должен нагревать каждый индукционный нагре 004258 4 ватель во время работы и которая является оперативно и по существу горизонтальным расстоянием от средней точки между индукционным нагревателем и смежным индукционным нагревателем до средней точки между индукционным нагревателем и противоположным смежным индукционным нагревателем или до торца печи. В настоящем описании под термином длина горловины понимают горизонтальное расстояние от одной стороны горловины индукционного нагревателя поверх каналов и катушки индукционного нагревателя до ее другой стороны; это расстояние измеряют по существу параллельно рабочей длине индукционного нагревателя. В настоящем описании под термином ширина горловины понимают расстояние между боковыми стенками горловины, и это расстояние измеряют в направлении, поперечном длине горловины. В настоящем описании под термином ширина канала индукционного нагревателя понимают приблизительное расстояние от одной боковой стенки канала индукционного нагревателя до противоположной боковой стенки,измеренное около оси индукционного нагревателя и перпендикулярно длинной оси индукционного нагревателя. В настоящем описании под термином длина индукционного нагревателя следует понимать наибольшее расстояние по горизонтали между наружными краями каналов индукционного нагревателя. В настоящем описании под термином глубина обычной горловины следует понимать в обычной индукционной печи, используемой для процесса, аналогичного тому, для которого предназначено настоящее изобретение,суммарную толщину огнеупорного пода, кожуха печи, поддерживающего под печи, расстояние между кожухом печи и фланцем печи, толщину фланца печи и фланца индукционного нагревателя, толщину набивки между фланцем печи и фланцем индукционного нагревателя,расстояние между фланцем индукционного нагревателя и кожухом индукционного нагревателя, толщину кожуха индукционного нагревателя и толщину огнеупорного материала индукционного нагревателя от верхней внутренней поверхности кожуха индукционного нагревателя до уровня, параллельного оси катушки индукционного нагревателя. Задача изобретения заключается в таком усовершенствовании конструкции горловины индукционно нагреваемой печи канального типа, которое позволяет по меньшей мере частично снизить влияние некоторых из недостатков,упомянутых выше. В соответствии с настоящим изобретением создана индукционно нагреваемая печь, включающая кожух, футерованный огнеупорным 5 материалом, причем печь содержит по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, который сообщен с внутренним пространством печи посредством горловины, длина которой по меньшей мере в полтора раза больше длины индукционного нагревателя. Создана также индукционно нагреваемая печь, включающая кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, который сообщен с внутренним пространством печи посредством горловины, причем ширина горловины не более чем в 2 раза превышает ширину канала индукционного нагревателя, которая по существу меньше ширины обычной горловины индукционно нагреваемой печи. Создана также индукционно нагреваемая печь, содержащая кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, который сообщен с внутренним пространством печи посредством горловины, глубина которой существенно больше глубины горловины обычной индукционно нагреваемой печи, используемой для выполнения аналогичного процесса. Создана также индукционно нагреваемая печь, включающая кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, который сообщен с внутренним пространством печи посредством горловины, по меньшей мере частично заполняемым жидким металлом, причем уровень жидкого металла в печи существенно ниже уровня жидкого металла в обычной индуктивно нагреваемой печи, используемой для выполнения аналогичного процесса. Создана также печь, которая является печью канального типа, причем печь предназначена для использования для выплавления, а в альтернативном варианте для переплавки металлов,причем печь содержит по меньшей мере один люк для загрузки шихты, по меньшей мере одну летку и по меньшей мере одну газовую горелку внутри нее. Создана также печь, которая является печью канального типа, причем печь предназначена для производства стали и имеет по меньшей мере один люк для загрузки шихты, содержащей железо, а в альтернативном варианте исполнения шихты, содержащей железо и материал для восстановления; по меньшей мере одну летку и по меньшей мере одну газовую горелку внутри нее. Предусмотрено также использование шихты, содержащей металлический лом и включающей материал для восстановления и другое сырье. 6 Предусмотрена также горловина, содержащая по меньшей мере одну перегородку, расположенную над центром индукционного нагревателя, встраиваемую в боковые стенки горловины, причем перегородка предназначена для направления потока расплавленного металла,проходящего через горловину. Создана также горловина, содержащая перегородки, распределенные по горловине,встраиваемые в боковые стенки горловины и предназначенные для направления потока расплавленного металла, проходящего через горловину. Предусмотрены также перегородки предпочтительно клиновидной формы с вершиной клина, направленной к центру индукционного нагревателя. Предусмотрено также, чтобы центральная перегородка имела перемычку на ее верхней рабочей поверхности и чтобы перемычка проходила выше уровня расплавленного металла в печи. Предусмотрен также трубопровод, проходящий сквозь перегородку, причем трубопровод является охлаждающим трубопроводом. Дополнительной отличительной особенностью изобретения является создание индуктивно нагреваемой печи согласно упомянутому выше, в которой горловина содержит по меньшей мере два прохода для пропуска расплавленного металла, причем первый проход сообщен с первой частью ванны расплавленного металла, образующейся над индукционным нагревателем, а второй проход сообщен со второй частью ванны расплавленного металла, отдаленной от первой части ванны расплавленного металла. Предусмотрена также горловина, содержащая три прохода для пропуска расплавленного металла, причем второй и третий проходы для пропуска расплавленного металла соответственно сообщены со второй и третьей частями ванны расплавленного металла, отдаленными от первой части ванны расплавленного металла, а первая часть ванны расплавленного металла расположена между второй и третьей частями ванны расплавленного металла. Изобретением дополнительно предусмотрен верхний (в рабочем положении) край первого прохода, выполненный в виде коллектора,причем коллектор соединен с множеством проходов коллектора и проходы сообщены с верхней (в рабочем режиме) областью первой части ванны расплавленного металла. Также предусмотрены проходы, проходящие сквозь возвышающуюся часть пода печи. Еще одной дополнительной отличительной особенностью изобретения является то, что первый проход выполнен таким образом, чтобы он в рабочем режиме направлял расплавленный металл из индукционного нагревателя в ванну расплавленного металла, а второй и третий про 7 ходы в рабочем режиме направляли расплавленный металл из ванны расплавленного металла в индукционный нагреватель. Ниже изобретение поясняется более подробно на примерах вариантов выполнения со ссылками на прилагаемые чертежи, на которых изображено следующее: на фиг. 1 представлен вид в плане печи согласно изобретению; на фиг. 2 - фронтальный разрез по индукционным нагревателям и горловинам печи,представленной на фиг. 1; на фиг. 3 - сечение 3-3 на фиг. 2; на фиг. 4 - сечение 4-4 на фиг. 2; на фиг. 5 - сечение 5-5 на фиг. 2; на фиг. 6 - вид в перспективе секции горловины, пода печи и канала; на фиг. 7 - фронтальный разрез другого варианта выполнения печи согласно изобретению; на фиг. 8 - ступенчатый разрез 8-8 на фиг. 7; на фиг. 9 - сечение 9-9 на фиг. 7; на фиг. 10 - сечение 10-10 на фиг. 7; на фиг. 11 - сечение 11-11 на фиг. 7; на фиг. 12 - фронтальный разрез известной печи; на фиг. 13 - вид в плане печи, представленной на фиг. 12; на фиг. 14 - сечение 14-14 на фиг. 12; на фиг. 15 - сечение 15-15 на фиг. 12; на фиг. 16 - сечение 16-16 на фиг. 12; на фиг. 17 - вид в перспективе сверху горловины и пода печи второго варианта выполнения изобретения; на фиг. 18 - вид в перспективе снизу горловины и пода печи второго варианта выполнения изобретения; на фиг. 19 - вид в перспективе снизу горловины и пода печи третьего варианта выполнения изобретения; на фиг. 20 - вид в перспективе сверху горловины и пода печи третьего варианта выполнения изобретения. Печь 100, построенная по известным принципам, представлена на фиг. 12. Вид в плане печи 100 представлен на фиг. 13. Печь 100 имеет стальной кожух 101, показанный частично, футерованный огнеупорным материалом 102, показанным частично, для изоляции и размещения расплавленной стали 103 в печи 100. В центре печи 100 имеется ряд индукционных нагревателей 104, два из которых показаны на фиг. 12 и 13. Индукционные нагреватели 104 прикрепляют к стальному кожуху 101 печи 100 посредством фланцев 105 а у печи 100 и 105b у индукционных нагревателей 104, которые прикрепляют друг к другу. Обычно фланцы 105 а, 105b присоединяют друг к другу болтами. Печь 100 и каждый индукционный нагреватель 104 сообщены друг с другом посредством горловины 106. Глубину горловины 106 в основном определяют расстоянием от наивысшей поверхности огнеупорного материала 102 8 пода печи 100 до соединения 109 между печью 100 и индукционным нагревателем 104. Глубину более точно определяют как суммарную толщину огнеупорного материала 102 пода печи 100, стального кожуха 101, зазора 108 между кожухом печи и фланцем 105 а печи и толщину фланца 105 а печи. В известной конструкции глубина горловины изменялась, когда изменяли любой один или большее количество упомянутых выше размеров. Основное назначение горловины - быть проходом для протекания жидкого металла между печью и индукционным нагревателем. Такой тип индукционной печи описан в заявке на патент PCT/IB99/01281. На фиг. 1 и 2 показана индукционно нагреваемая канальная печь 1, выполненная согласно изобретению. Печь используют для восстановления шихты 2, содержащей железную руду, как показано на фиг. 3. Загрузка и работа печи 1 описаны в патенте США 5411570 и в заявках на патенты РСТ/ЕР 97/01999 и PCT/IB 99/01281. Согласно настоящему изобретению печь 1 также включает стальной кожух 3, футерованный огнеупорным материалом 4 с внутренней стороны для образования рабочего объема и изоляции. Шихту 2 в печи нагревают радиационным способом от пламени, создаваемого сжиганием газа, и радиацией от свода печи. Ванну расплавленного металла нагревают двумя индукционными нагревателями 5, присоединенными к печи 1 в средней части пода 6. Каждый индукционный нагреватель 5 содержит катушку (не показана), установленную в полости 7, расположенной в огнеупорном материале 8, которым заполнен кожух 9 индукционного нагревателя. Вокруг полости 7 в огнеупорном материале 9 индукционного нагревателя выполнен канал 10. Индукционные нагреватели 5 прикрепляют к кожуху 3 печи болтами (не показаны), которыми соединяют сопрягаемые по форме фланцы 11 а печи и индукционных нагревателей 11b. Каналы 10 индукционного нагревателя сообщены с внутренним пространством 15 печи посредством горловины 16. Глубину 22 горловины 16 определяют как расстояние от верхней поверхности 16 А горловины 16 в области пода 6 печи до соединения между печью 11 а и индукционным нагревателем 11b. Это расстояние существенно больше аналогично определяемого расстояния в обычной печи, например описанной в патенте США 5411570 и в заявках на патенты РСТ/ЕР 97/01999 и PCT/IB99/01281. Длина 20 каждой горловины 16 показана на фиг. 2. Каждая горловина 16 также имеет боковые стенки 23. Среднее расстояние (не показано) между боковыми стенками 23 определяют как ширину горловины. Ширина горловины меньше чем в 2 раза превышает ширину канала индукционного нагревателя 5. 9 В горловине 16 между боковыми стенками 23 над каждым индукционным нагревателем 5 расположена перегородка 24. Перегородки обычно имеют клиновидную форму и вершиной 25 клина направлены вниз к индукционному нагревателю 5. Вершину 25 каждой перегородки 24 располагают достаточно близко над местом соединения 14 между печью и индукционным нагревателем. Сверху одной перегородки 24 имеется перемычка 26, надстроенная на плоской верхней поверхности 27 перегородки 24. Перемычка 26 выполнена достаточно высокой, выступающей над уровнем 28 ванны в печи 1 и проходящей по ширине печи, таким образом предотвращая или ограничивая перемещение жидкой стали поверх перегородки 24. Перемычка 26 не ограничивает поток шлака с одной стороны печи 1 к другой, и в перемычке 26 может быть выполнен сквозной проем (не показан) для того, чтобы предоставить возможность ограниченному потоку металла перетекать поверх перегородки 24. На фиг. 1 печь также показана в плане, а на фиг. 3, 4 и 5 представлены сечения печи для дальнейшего пояснения ее компоновки. Вид в перспективе на фиг. 6 дополнительно поясняет конфигурацию горловины 16, перегородки 24 и индукционного нагревателя 5. Печь 1 работает аналогичным образом, как и описанная в патенте США 5411570 и в заявках на патенты РСТ/ЕР 97/01999 и PCT/IB 99/01281. В печь загружают железную руду или частично восстановленную руду, включающую углеродосодержащий материал для восстановления. Шихту загружают через люки 12 в боковых стенках печи 1. Загрузочные люки 12 отстоят друг от друга вдоль длины печи 1. Когда шихту загружают в печь, с обеих сторон печи образуются груды шихты. Когда в печь загружено достаточно материала, груды шихты с каждой стороны соединяются между собой с образованием двух рядов шихты с каждой стороны печи. Как сказано в заявке на патент РСТ/ЕР 97/01999, загрузка может быть также выполнена таким образом, чтобы два ряда соединились в центре печи 29, таким образом полностью покрывая слой шлака 19, образующегося поверх жидкой стали 30. Во время работы печи согласно настоящему изобретению шихту нагревают сверху путем сжигания в печи над шихтой (не показано) кислорода, содержащегося в воздухе или подаваемого другим способом, и других газов, и снизу жидкой сталью. Сталь поддерживают в жидком состоянии путем нагрева индукционными нагревателями. Количество шихты в ее твердом состоянии уменьшается. Часть шихты снизу, а более точно,часть шихты, находящейся в контакте с ванной жидкой стали 30, расплавляется. В этой части шихты реакции восстановления уже заверши 004258 10 лись, имеется в виду, что по существу весь углерод потреблен. Поэтому газы по существу не выделяются, когда расплавляются частицы. В процессе плавления потребляется очень мало энергии, так как частицы уже восстановлены и предварительно нагреты. Каждый индукционный нагреватель 5 должен обслуживать (обеспечивать теплом для плавления) заданную длину печи 1. Горячий метал, выходящий из индукционного нагревателя 5, циркулирует и теряет часть своего тепла и со временем возвращается, став уже более холодным для повторного нагрева. Индукционный нагреватель 5 может поддерживать в расплавленном состоянии определенную максимальную длину ванны жидкой стали в печи. Это зависит от длины 20 горловины, вида стали, генерирования тепла индукционным нагревателем, потерь тепла и потребления тепла и от глубины ванны. Согласно настоящему изобретению длина 20 горловины составляет большую долю рабочей длины индукционного нагревателя 5 в сравнении с соотношением длины горловины и рабочей длины печей, используемых в настоящее время. Это позволяет обеспечить более эффективное распределение тепла. Эффект заключается в увеличении количества горячих точек и уменьшении их интенсивности, так как тепло распространяется равномерно вдоль средней линии печи вместо концентрации в одном месте. Перегородки 24 способствуют снижению интенсивности горячих точек благодаря распределению более горячего металла с обеих сторон перегородки 24 вместо прямого движения вверх. Более горячий металл, таким образом, вынуждают перемещаться вдоль средней линии ванны вместо того, чтобы он поднимался прямо вверх. Это означает, что шихта расплавляется вдоль средней линии. Влияние этого явления заключается в обеспечении возможности частицам с большей высоты груды с каждой стороны постепенно перемещаться вдоль уклона груды шихты к центру печи. Таким образом удалось снизить до минимума проблему, заключавшуюся в том, что частицы стремились перемещаться по сокращенной траектории, так как теперь шихта 2 расплавляется постепенно в местах,удаленных от люков 12 для загрузки. Когда в печи 1 уже образуется соответствующее количество стали, ее можно выпускать из печи 1 через летку (не показана). Сталь можно выпускать постоянно приблизительно с той же производительностью, с какой частицы расплавляются в печи. Шлак 19 можно также выпускать через летку (не показана). На фиг. 7 и 8 показан другой вариант выполнения настоящего изобретения. На фиг. 7 показан фронтальный разрез индукционных нагревателей 5 и горловин 16 печи 1 А, а на фиг. 11 8 показан ступенчатый разрез 8-8 печи 1 А,представленной на фиг. 7. Как показано на фиг. 7, горловины 16 в дополнение к перегородке 24, уже показанной в варианте выполнения, показанном на фиг. 1-6,снабжены дополнительными перегородками 31,32 и 33. Дополнительные перегородки 31, 32 и 33 предназначены для направления потока расплавленного металла в горловину 16. Вход 35 в каналы 10 индукционного нагревателя 5 также скошен в продольном направлении для увеличения площади непосредственно над каналами и для увеличения расстояния между восходящим более горячим и опускающимся вниз более холодным потоками металла. Нагретый расплавленный металл выходит из каналов 10 и входит в горловину 16, где он сначала сталкивается с перегородками 24, 33. На фиг. 7 стрелками показаны потоки металла. Более низко расположенные перегородки 24 делят металл на два потока, восходящих вверх по проходам 42, образованным перегородками 24, 33. Тогда как перегородками 24 делят восходящий поток более горячего металла, перегородки 33 служат для разделения и уменьшения теплообмена между более горячими восходящими потоками металла в каналах 42 и более холодными нисходящими потоками металла в каналах 41. Боковые перегородки 32 дополнительно служат для отделения более горячего восходящего потока металла в зоне 47 от нисходящего более холодного потока металла в зоне 45. Два центральных восходящих потока, проходящих через проходы 42, заходят в зону 47,откуда металл разделяется на меньшие потоки,которые питают зону 46, где происходит плавление восстановленного материала. Влияние этого процесса заключается в распределении потока нагретого металла вдоль уровня 28 ванны, таким образом исключая образование горячих точек в ванне. Влияние перегородок заключается в том,что тепло, передаваемое расплавленному металлу индукционным нагревателем, распределяется более эффективно по всей рабочей длине индукционного нагревателя. Это позволяет снизить число образующихся горячих точек и оптимизировать потребление электрической энергии печи благодаря лучшему использованию энергии горения в печи. На фиг. 9, 10 и 11 показаны соответствующие сечения печи 1 А, представленной на фиг. 7. На этих фигурах показан примерный вид варианта выполнения, представленного на фиг. 7 и 8. Второй вариант выполнения изобретения представлен на фиг. 17 и 18. Горловина и под печи в общем обозначены поз. 110 на фиг. 17. Как показано на фиг. 17 и 18, расплавленный металл направляют через указанные проходы, 004258 12 которые включают центральный проход 113 и два боковых прохода 112. Расплавленный металл (не показан) нагревают в канале 114 индукционного нагревателя. Так как плотность нагретого расплавленного металла меньше плотности ненагретого расплавленного металла, нагретый расплавленный металл поднимается по центральному проходу 113. По двум боковым проходам 112 расплавленный металл поступает из самых дальних пределов рабочей длины горловины. Так как температура расплавленного металла здесь ниже, чем температура расплавленного металла непосредственно над индукционным нагревателем, расплавленный металл с низкой температурой течет по боковым проходам 112. Расплавленный металл с низкой температурой, текущий по боковым проходам 112, направляется в канал 114 индукционного нагревателя. Расплавленный металл с низкой температурой втягивается в боковые проходы 112 благодаря движению расплавленного металла, вызванного движением вверх расплавленного металла с высокой температурой в центральном проходе 113. В центральный проход 113 (см. фиг. 18) можно включить коллектор 115, содержащий проходы 116 коллектора, идущие от коллектора 115 сквозь возвышающуюся часть 117 пода 111 печи. Проходы 116 открыты со стороны верхней поверхности возвышающейся части 117 пода 111 печи. Это обеспечивает возможность равномерного распределения расплавленного металла с высокой температурой в верхней области (не показана) ванны (не показана) для расплавленного металла. Испытания показали, что второй вариант выполнения, представленный на фиг. 17 и 18,позволяет достичь лучшего распределения тепла в печи, чем первый вариант выполнения,представленный на фиг. 1 и 2. Это происходит, главным образом, благодаря улучшенным характеристикам расплавленного металла во втором варианте выполнения,достигаемым благодаря использованию проходов горловины для направления расплавленного металла в те места, где может быть обеспечено наилучшее распределение тепла. Третий вариант выполнения изобретения показан на фиг. 19 и 20. Этот вариант выполнения аналогичен второму варианту выполнения. В третьем варианте выполнения горловина и под печи в общем обозначены на фигурах поз. 120. В этом варианте выполнения используют индукционные нагреватели с двойным контуром. Такой индукционный нагреватель содержит два канала 121, каждый из которых окружает катушку (не показана). Каналы 121 делят один центральный канал 122. Направление потока расплавленного металла через такой индукционный нагреватель противоположно тому,которое имеет место во втором варианте выпол 13 нения. Расплавленный металл втягивается в центральный канал 122 индукционного нагревателя и выходит через отверстия боковых каналов 121. Горловина содержит проходы для расплавленного металла, соответствующие каналам индукционного нагревателя. Это означает, что в горловине имеются два боковых прохода 123 и один центральный проход 124 для расплавленного металла. По центральному проходу 124 протекает более холодный расплавленный металл к индукционному нагревателю, а по двум боковым проходам 123 протекает нагретый расплавленный металл из горловины в ванну расплавленного металла. Центральный проход 124 не оснащен коллектором, как во втором варианте выполнения. Вместо этого каждый из двух боковых проходов 123 снабжен собственными коллекторами 125. Каждый коллектор 125 содержит ряд проходов 126 коллектора, которые соединяют коллектор с ванной (не показана) для расплавленного металла. Коллекторы 125 третьего варианта выполнения короче коллекторов во втором варианте выполнения с единым коллектором. Преимущество этого решения заключается в том, что печь имеет два более коротких коллектора вместо одного центрального коллектора, что позволяет улучшить распределение нагретого металла. Следует иметь в виду, что описанные варианты выполнения приведены только в качестве примеров и что имеются другие варианты выполнения, которые также включены в объем изобретения. Например, количество индукционных нагревателей можно менять для выполнения конкретного процесса. Можно также применять изобретение для индукционного плавления других металлов, например меди, бронзы и алюминия или стального лома. Можно также менять конфигурацию перегородок, показанных на фиг. 7. Например, можно изменять расстояние между верхними перегородками и форму верхних перегородок, чтобы они были клиновидными, для изменения вида потока расплавленной стали, для удовлетворения специальных требований. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Индукционная печь, включающая кожух, футерованный огнеупорным материалом,по меньшей мере стенки и под, по меньшей мере один индукционный нагреватель, расположенный в поде печи, сообщенный с внутренним пространством печи посредством горловины,длина которой превышает длину индукционного нагревателя. 2. Индукционная печь по п.1, которая включает кожух, футерованный огнеупорным материалом, по меньшей мере стенки и под, по 14 меньшей мере один индукционный нагреватель,расположенный в поде печи, сообщенный с внутренним пространством печи посредством горловины, длина горловины по меньшей мере в полтора раза больше длины индукционного нагревателя. 3. Индукционная печь по п.1 или 2, которая является печью канального типа, используемой для выплавки или переплавки металлов,и содержит по меньшей мере один люк для загрузки шихты и по меньшей мере одну летку, и печь содержит внутри по меньшей мере одну газовую горелку. 4. Печь по любому из пп.1-3, которую используют для выплавки стали, причем печь содержит по меньшей мере один люк для загрузки шихты, содержащей железо. 5. Печь по любому из пп.1-3, которую используют для выплавки стали, причем печь содержит по меньшей мере один люк для загрузки шихты, содержащей железо и материал для восстановления. 6. Печь по любому из пп.3-5, в которой шихта содержит металлический лом, материал для восстановления и другое сырье. 7. Печь по любому из пп.1-6, в которой горловина содержит по меньшей мере одну перегородку, расположенную по существу над центром индукционного нагревателя, причем перегородка встроена в боковые стенки горловины и при работе направляет поток расплавленного металла через горловину. 8. Печь по п.7, в которой в горловине расположено множество перегородок, причем перегородки отстоят одна от другой. 9. Печь по п.7 или 8, в которой каждая перегородка имеет клиновидную форму и клин расположен в горловине, а вершина клина направлена к центру индукционного нагревателя. 10. Печь по любому из пп.7-9, в которой по меньшей мере часть по меньшей мере одной перегородки в рабочем режиме находится над уровнем расплавленного металла в печи. 11. Печь по любому из пп.7-10, в которой по меньшей мере одна из перегородок снабжена охлаждающим трубопроводом, проходящим сквозь нее. 12. Печь по п.1 или 2, в которой горловина содержит по меньшей мере два прохода, причем первый проход сообщен с первой частью ванны расплавленного металла над индукционным нагревателем, а второй проход сообщен со второй частью ванны расплавленного металла, отдаленной от первой части ванны расплавленного металла. 13. Печь по п.12, в которой горловина содержит три прохода, причем третий проход сообщен с третьей частью ванны расплавленного металла, отдаленной от первой части ванны расплавленного металла, а первая часть ванны расплавленного металла расположена между 15 второй и третьей частями ванны расплавленного металла. 14. Печь по п.12 или 13, в которой верхний в рабочем положении край первого прохода горловины включает коллектор, соединенный с множеством проходов коллектора, а проходы сообщены с верхней в рабочем положении областью первой части ванны расплавленного металла. 15. Печь по п.14, в которой проходы проведены сквозь возвышающуюся часть пода печи. 16. Печь по любому из пп.12-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из индукционного нагревателя в ванну расплавленного металла, а по второму проходу горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель. 17. Печь по любому из пп.13-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из индукционного нагревателя в ванну расплавленного металла, а по второму и третьему проходам горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель. 18. Печь по любому из пп.13-15, в которой по первому проходу горловины в рабочем режиме расплавленный металл направляется из ванны расплавленного металла в индукционный нагреватель, а по второму и третьему проходам горловины расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла. 19. Печь по п.12, в которой верхний в рабочем положении край второго прохода горловины снабжен коллектором, соединенным с 16 множеством проходов коллектора, а проходы сообщены с верхней в рабочем положении областью второй части ванны расплавленного металла. 20. Печь по п.13, в которой верхний в рабочем положении край второго прохода горловины снабжен коллектором и верхний в рабочем положении край третьего прохода горловины снабжен коллектором, причем коллекторы второго и третьего проходов соединены с множеством проходов коллекторов, причем вторые проходы горловины сообщены с верхней в рабочем режиме областью второй части ванны расплавленного металла, а третьи проходы горловины сообщены с верхней в рабочем режиме областью третьей части ванны расплавленного металла. 21. Печь по п.19, в которой по первому проходу горловины расплавленный металл в рабочем режиме направляется из ванны расплавленного металла в индукционный нагреватель, а по второму проходу расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла. 22. Печь по п.20, в которой по первому проходу горловины расплавленный металл в рабочем режиме направляется из ванны расплавленного металла в индукционный нагреватель, а по второму и третьему проходам горловины расплавленный металл в рабочем режиме направляется из индукционного нагревателя в ванну расплавленного металла. 23. Печь по любому из пп.19-22, в которой проходы проходят сквозь возвышающуюся часть пода печи. 24. Печь по любому из пп.16-23, в которой горловина включает охлаждающие средства проходов для расплавленного металла.
МПК / Метки
Метки: индукционная, получения, стали, печь
Код ссылки
<a href="https://eas.patents.su/11-4258-indukcionnaya-pech-dlya-polucheniya-stali.html" rel="bookmark" title="База патентов Евразийского Союза">Индукционная печь для получения стали</a>
Способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна
Номер патента: 1340
Опубликовано: 26.02.2001
Авторы: Кремер Андре, Дение Ги, Рот Жан-Лук
МПК: C21C 5/52
Метки: нее, стали, печи, производства, чугуна, заливке, расплавленного, электрической, способ, передельного
Формула / Реферат:
1. Способ производства стали в электрической печи, в котором в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем, после того как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна и вдувают рафинирующий газ в печь до тех пор, пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной...
Хлебопекарная печь
Номер патента: 3313
Опубликовано: 24.04.2003
Авторы: Кальянова Татьяна Леонидовна, Комиссаров Сергей Петрович, Бакурский Владимир Семёнович, Ульянин Сергей Глебович
МПК: A21B 1/44
Метки: хлебопекарная, печь
Формула / Реферат:
1. Хлебопекарная печь, содержащая пекарную камеру, расположенную над её днищем на опорном механизме вращающуюся платформу, связанную через раму и передачу вращения с приводом, и стеллаж, устанавливаемый на платформе, отличающаяся тем, что её опорный механизм состоит из вертикальной опоры, закреплённой на днище пекарной камеры, надетых на опору упорного и радиальных подшипников, размещённых внутри соединённого с платформой подшипникового корпуса,...
Способ снижения содержания азота в расплаве стали в процессе выплавки
Номер патента: 3345
Опубликовано: 24.04.2003
Авторы: Перне Даниэль, Мэльхан Жан-Кристоф
Метки: расплаве, содержания, снижения, азота, выплавки, способ, процессе, стали
Формула / Реферат:
1. Способ снижения содержания азота в ванне расплава стали в процессе выплавки, включающий подачу кислорода, отличающийся тем, что он дополнительно содержит операцию подачи в ванну также углерода в виде, пригодном для вдувания, причем углерод и кислород вдувают одновременно, но раздельно внутрь одной и той же зоны ванны расплава металла. 2. Способ по п.1, отличающийся тем, что подачу углерода и кислорода регулируют в стехиометрическом...
Колпаковая печь
Номер патента: 962
Опубликовано: 28.08.2000
Авторы: Шойерманн Вальтер, Машлер Франк, Фельтен Георг
МПК: F27B 5/16, C21D 9/673
Метки: колпаковая, печь
Формула / Реферат:
1. Колпаковая печь, в частности, для отжига рулонов листовой стали в атмосфере защитного газа, содержащая защитный кожух (1), охватывающий рулоны листовой стали, охлаждающий кожух (2), концентрично охватывающий защитный кожух (1) с образованием промежуточного пространства (3) и имеющий боковую стенку и крышку (5), причем боковая стенка охлаждающего кожуха имеет множество воздушных сопел (7) для подачи охлаждающего воздуха в форме...
Металлургическая печь
Номер патента: 658
Опубликовано: 29.12.1999
Авторы: Лундин Ларс, Когстрём Пер, Марклунд Сам
Метки: печь, металлургическая
Формула / Реферат:
1. Металлургическая печь (1) с цилиндрическим корпусом (2), который выполнен с возможностью вращения и/или наклона либо перемещения иным аналогичным образом и который имеет, по крайней мере, одно кольцо (7), которое расположено на наружной поверхности корпуса (2) печи и обеспечивает возможность его перемещения и которое расположено на некотором расстоянии от корпуса (2) печи и соединено с ним передающим усилия несущим элементом (6), вытянутым в...
Следующий патент: Способ получения стекла и стекло, полученное по указанному способу
Случайный патент: Автоматическая дроссельная система