Способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна
Формула / Реферат
1. Способ производства стали в электрической печи, в котором в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем, после того как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна и вдувают рафинирующий газ в печь до тех пор, пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной величины, отличающийся тем, что расплавленный передельный чугун заливают в печь непрерывно с контролируемой скоростью, не прекращая при этом нагревания ванны электрической дугой, а вдувание в печь рафинирующего газа начинают во время заливки в нее передельного чугуна до того, как концентрация углерода и/или кремния в ванне расплавленного металла достигнет установленной предельной величины, и продолжают непрерывно до конца заливки.
2. Способ по п.1, отличающийся тем, что скорость заливки и скорость вдувания рафинирующего газа регулируют таким образом, чтобы после начала рафинирования концентрация углерода и/или кремния в ванне расплавленного металла не увеличивалась.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что рафинирующий газ инжектируют в один из двух квадрантов печи, которые расположены против отверстия, через которое внутрь печи подается ее электрод, при этом направление движения инжектируемого в печь газа выбирают таким образом, чтобы первая вертикальная плоскость, которая совпадает с направлением движения заливаемого в печь расплавленного чугуна, и вторая вертикальная плоскость, которая совпадает с направлением движения инжектируемого в печь газа, пересекали друг друга по существу в зоне расположения электрода печи.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что предельное значение концентрации углерода в ванне расплавленного металла меньше 2%, предпочтительно меньше 1,5%.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что количество заливаемого в печь расплавленного передельного чугуна составляет от 20 до 60% от общего количества загружаемой в печь шихты.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что количество заливаемого в печь в течение одной минуты расплавленного передельного чугуна меньше 4% от рабочего объема печи.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что скорость вдувания в печь кислорода О2 на тонну рабочего объема печи составляет от 0,5 до 1 м3/мин.
Текст
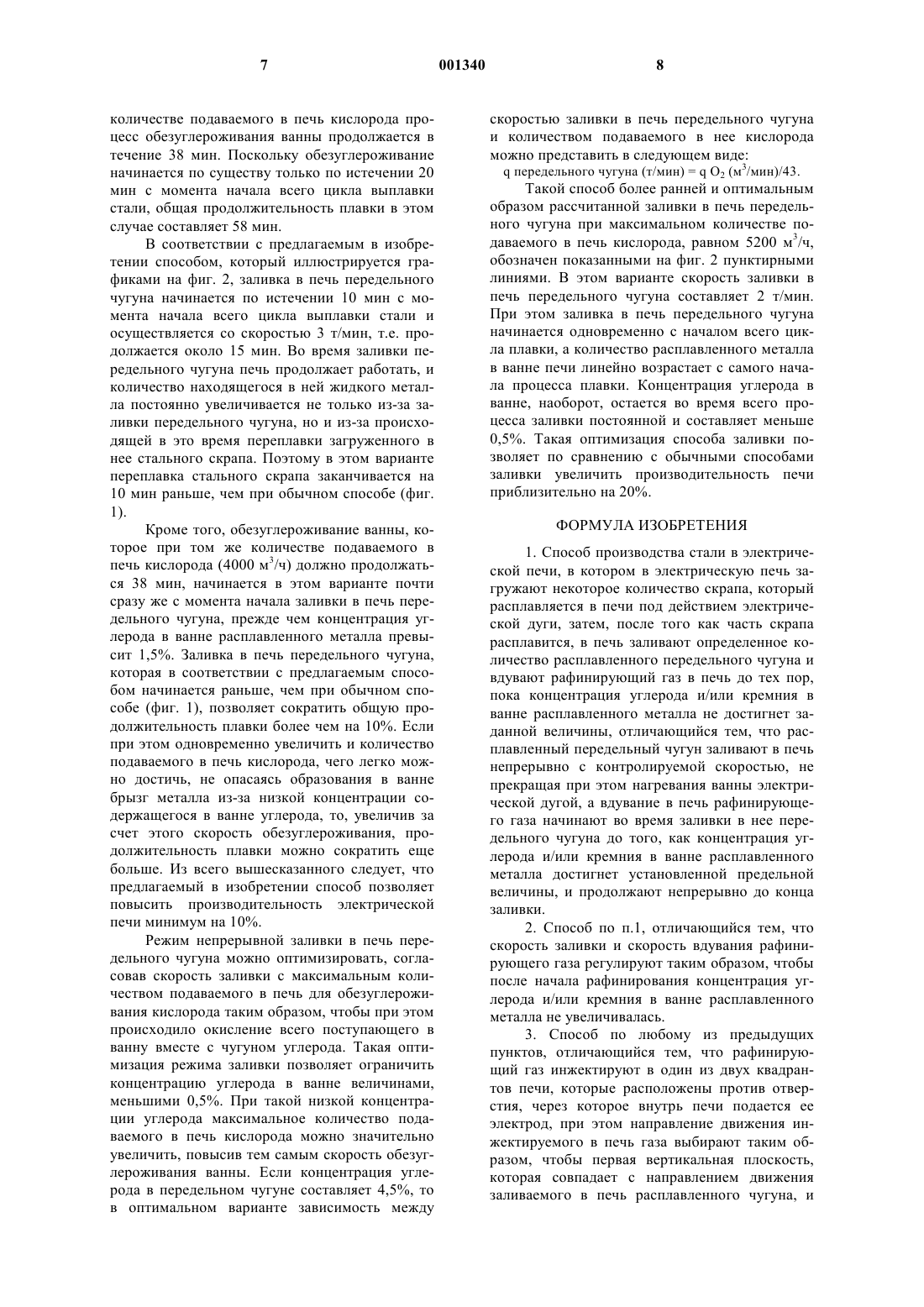
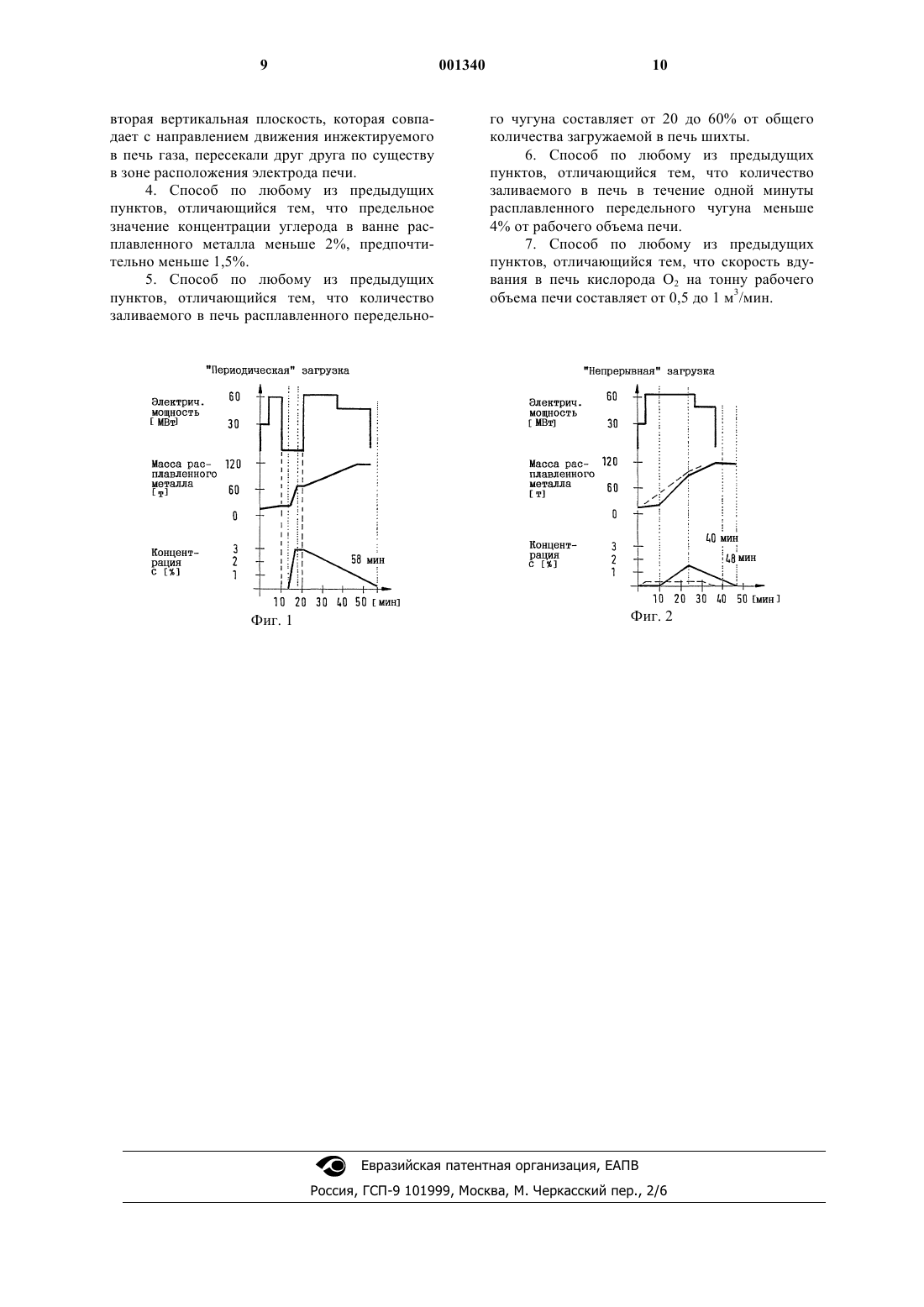
1 Настоящее изобретение относится к способу производства стали в электрической печи при заливке в нее расплавленного передельного чугуна. В настоящее время почти весь стальной скрап подвергают вторичной переработке в электрических печах, в частности в электродуговых печах. Такие печи позволяют переплавлять стальной скрап и использовать его в качестве вторичного сырья для получения новой продукции сталеплавильного производства. Некоторые содержащиеся в стальном скрапе химические элементы, такие, как медь,никель и др., не отделяются от стали и остаются в ней после переплавки стального скрапа. Очевидно, что при увеличении количества переплавляемого стального скрапа соответственно возрастает и содержание таких остаточных элементов в полученной после переплавки скрапа стали. Наличие в выплавленной из стального скрапа стали таких остаточных элементов создает определенные проблемы при производстве некоторых видов конечной продукции, в частности стального листа и др. Один из возможных способов снижения концентрации остаточных элементов в стали,полученной из стального скрапа, с одновременным снижением мощности, потребляемой электрической печью, основан на добавлении в электрическую печь расплавленного передельного чугуна. При сравнительно высоком содержании в расплавленном передельном чугуне углерода и кремния (обычно 4,5% С и 0,6 Si) заливка в печь расплавленного передельного чугуна значительно увеличивает концентрацию этих элементов в ванне расплавленного металла. В результате этого увеличивается длительность стадии рафинирования, в процессе которой концентрация углерода и кремния в ванне расплавленного металла должна быть снижена до необходимого и обычно очень низкого уровня(в частности концентрация углерода в стали обычно должна составлять от 0,05% до 0,1%). Для этого при традиционных методах выплавки стали после заливки расплавленного передельного чугуна в печь вдувают рафинирующий газ, например, кислород, который снижает концентрацию в стали углерода и кремния. При высоких концентрациях этих элементов во избежание возникновения реакций обескремнивания и обезуглероживания стали, которые отличаются большой интенсивностью, скорость подачи в печь кислорода должна быть достаточно умеренной. В обычных печах при высоких концентрациях углерода и кремния вдуваемый в печь кислород очень интенсивно взаимодействует с ними в точке встречи струи кислорода с находящимся в расплавленной ванне металлом, что приводит в этом месте к мгновенному выделению энергии и образованию газообразных продуктов реакции, в частности СО. Очевидно, что такая очень интенсивно проте 001340 2 кающая реакция сопровождается выплесками стали и передельного чугуна, которые представляют собой существенную опасность с точки зрения возможного загрязнения и повреждения охлаждающих панелей, которыми облицована внутренняя поверхность печи. Поэтому для того, чтобы динамика протекающей в печи реакции рафинирования носила умеренный характер, скорость подачи в печь кислорода должна быть соответствующим образом снижена. Однако при ограничении скорости подачи в печь кислорода длительность процесса рафинирования возрастает и, когда количество залитого в печь расплавленного передельного чугуна превысит определенный уровень, становится ограничивающим фактором, влияющим на длительность всего цикла выплавки стали в печи. Поэтому для повышения характеристики электродуговых печей, определяющей их производительность, т.е. для снижения продолжительности всего цикла плавки, необходимо существенно снизить длительность процесса рафинирования расплавленного металла. В европейской заявке ЕР-А 0630977 описан способ обработки расплавленного передельного чугуна в конверторе, снабженном, по крайней мере, одним электродом. В этой заявке речь идет о способе, который предусматривает заливку в печь всего подлежащего переплавке передельного чугуна до включения печи и образования в ней электрической дуги. В основу настоящего изобретения была положена задача разработать способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна, который позволил бы снизить продолжительность плавки. Указанная задача решается с помощью предлагаемого в изобретении способа производства стали в электрической печи, в соответствии с которым в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем после того, как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна,а затем после заливки в печь соответствующего количества передельного чугуна в нее начинают вдувать рафинирующий газ, который вдувают в печь до тех пор, пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной величины. Заливку в печь расплавленного передельного чугуна производят непрерывно с контролируемой скоростью, не прекращая нагревание печи электрической дугой, а подачу в печь рафинирующего газа начинают во время непрерывной заливки в нее передельного чугуна до того, как концентрация углерода и/или кремния в ванне расплавленного металла достигнет заданной предельной величины, и непрерывно продолжают вплоть до окончания процесса заливки. 3 Преимуществом такого способа является,во-первых, то, что заливка в печь передельного чугуна происходит без отключения печи, т.е. при непрерывном ее нагревании электрической дугой. При этом процесс плавки металла происходит непрерывно и быстрее, чем при традиционных методах производства стали, предусматривающих заливку в печь расплавленного передельного чугуна. Во-вторых, рафинирование расплавленного металла вдуванием в печь рафинирующего газа начинается до момента окончания заливки в печь передельного чугуна,т.е. раньше, чем при традиционных методах производства стали. В результате несмотря на то, что количество вдуваемого в печь газа при этом не увеличивается, продолжительность всего цикла плавки снижается. Поскольку процесс рафинирования в предлагаемом способе начинается до окончания заливки в печь расплавленного чугуна, при этом путем регулирования количества заливаемого в печь чугуна и количества вдуваемого в нее газа создается возможность снизить в процессе плавки концентрацию углерода и/или кремния в ванне расплавленного металла. В самом начале процесса рафинирования при выплавке стали предлагаемым способом концентрация, например, углерода в ванне расплавленного металла намного ниже, чем при традиционных методах выплавки стали, при которых рафинирование начинается только после заливки в печь всего подлежащего переплавке количества расплавленного передельного чугуна (то же самое относится и к концентрации кремния). Кроме того, при выплавке стали предлагаемым способом из-за окисления в процессе заливки, по крайней мере, части попадающего в ванну углерода концентрация углерода в ванне расплавленного металла заметно снижается и не поднимается выше заданной предельно допустимой концентрации, которая не превышает 2% или, что более предпочтительно, 1,5%. То же самое относится и к концентрации кремния, которая, правда, характеризуется меньшими значениями. Концентрация кремния в ванне расплавленного металла при выплавке стали предлагаемым способом не превышает в частности 0,3%, или, что более предпочтительно, 0,2%. Такое ограничение концентраций углерода и кремния позволяет при увеличении скорости подачи в печь кислорода обеспечить относительно спокойный характер протекающей в ванне реакции рафинирования. При снижении местной концентрации кремния и углерода зона реакции рафинирования не ограничивается точкой встречи струи кислорода с находящимся в расплавленной ванне металлом, а кислород предварительно переносится на находящееся в ванне железо. Образовавшаяся окись железа после перемешивания находящихся в ванне фаз(металл и шлак) вступает во взаимодействие с кремнием и углеродом не в точке встречи струи 4 кислорода с находящимся в расплавленной ванне металлом, а в других местах ванны. За счет этого обеспечивается более равномерное по всей поверхности ванны выделение образующегося в процессе реакции рафинирования газа,например СО, и менее интенсивное разбрызгивание металла. Тем самым создается возможность, не опасаясь интенсивного разбpызгивания стали и передельного чугуна, которое может послужить причиной загрязнения и повреждения охлаждающих панелей, которыми изнутри выложена печь, увеличить количество подаваемого в печь кислорода и повысить за счет этого скорость рафинирования стали. При этом, как очевидно, соответственно сокращается продолжительность плавок и повышается производительность печи. Следует отметить, что заливка в печь расплавленного передельного чугуна происходит без отключения системы нагрева печи электрической дугой и что во время заливки свод печи постоянно остается закрытым. При постоянно закрытом своде печи заливка в нее расплавленного чугуна осуществляется предпочтительно через боковое отверстие печи. Постоянно закрытый во время всей плавки свод печи исключает попадание воздуха в плавильную камеру и существенно снижает количество попадающего в нее азота. Кроме того, более ранняя и непрерывная заливка передельного чугуна обеспечивает непрерывную промывку ванны с расплавленным металлом образующимися в процессе реакции газами, в частности, СО. При такой промывке ванны СО растворенный в ванне расплавленного металла азот растворяется в пузырьках СО, которые поднимаются на поверхность ванны. Система вытяжки, которой оборудована печь, вместе с образующимся во время плавки газом удаляет из печи и находящийся в ванне азот. Такая непрерывная промывка ванны обеспечивает возможность производства стали с очень небольшим содержанием азота. Отличающийся всеми перечисленными выше особенностями предлагаемый в изобретении способ позволяет получать высококачественные стали, в частности стали, обладающие очень высокой пластичностью, которые, как известно, должны содержать очень небольшое количество азота. Скорость подачи рафинирующего газа и скорость заливки в печь передельного чугуна предпочтительно регулировать таким образом,чтобы после начала процесса рафинирования концентрация углерода и/или кремния в ванне расплавленного металла не возрастала. Этого можно достичь, например, согласованием скорости заливки в печь жидкого чугуна с максимальным количеством подаваемого в печь кислорода и обеспечением при этом окисления всего подаваемого в ванну углерода. Таким путем можно, очень точно контролируя в процессе плавки концентрации углерода и кремния в 5 ванне расплавленного металла, существенно ограничить максимальные концентрации углерода и кремния в ванне и довести, например,концентрацию углерода до 0,5%. В предпочтительном варианте предлагаемого в изобретении способа рафинирующий газ инжектируют в один из двух квадрантов печи,которые расположены против отверстия, через которое внутрь печи подается ее электрод. При этом направление движения инжектируемого в печь газа выбирается таким образом, чтобы первая вертикальная плоскость, которая совпадает с направлением движения заливаемого в печь расплавленного чугуна, и вторая вертикальная плоскость, которая совпадает с направлением движения инжектируемого в печь газа, пересекали друг друга по существу в зоне расположения электрода печи. В процессе рафинирования образование в печи газов, в частности СО, наиболее интенсивно происходит в той зоне печи, где поток вдуваемого в печь газа встречается со струeй заливаемого в нее расплавленного передельного чугуна. Эти газы непрерывно вытесняют из ванны расплавленного металла находящийся в ней азот в верхнюю часть печи и создают над поверхностью ванны защитную атмосферу, препятствующую попаданию в ванну азота. Из-за очень высоких температур, которые создаются в зоне, расположенной вблизи электрической дуги, наличие в этой зоне азота приводит к заметному азотированию ванны расплавленного металла. Поэтому направление потока вдуваемого в печь газа и струи заливаемого в нее передельного чугуна должно быть таким, чтобы они встречались друг с другом в зоне, расположенной ниже электрической дуги. В этом случае плотность защитной атмосферы в зоне, расположенной рядом с дугой, будет сравнительно высокой и обеспечит эффективную защиту ванны от попадания в нее азота. Следует подчеркнуть, что количество заливаемого в печь передельного чугуна может составлять от 20% до 60% от общего количества загруженной в печь шихты и что количество заливаемого в течение одной минуты в печь передельного чугуна не должно превышать 4 % от рабочего объема печи. Скорость вдуваемого в печь кислорода на одну тонну выплавляемой в печи стали должна предпочтительно составлять от 0,5 до 1 м 3 O2 в минуту. Основные отличия предлагаемого в изобретении способа от традиционного проиллюстрированы на фиг. 1 и 2. На фиг. 1 показаны зависимости от времени плавки потребляемой мощности, количества расплавленного в печи металла и концентрации углерода при выплавке стали обычным способом ("периодическая" загрузка). На фиг. 2 эти же зависимости показаны при выплавке стали предлагаемым в изобретении способом ("непрерывная" загрузка). 6 Общими показателями обычного и предлагаемого способов выплавки стали при заливке в печь расплавленного передельного чугуна являются следующие:- шихта: 66 т стального скрапа + 44 т расплавленного передельного чугуна (или 40%);- максимальная потребляемая активная мощность: 60 МВт;- концентрация углерода в передельном чугуне 4,5%, в стальном скрапе 0,5%. При сравнении обычного и предлагаемого способов учитывали только концентрацию углерода. Результаты, относящиеся к концентрации углерода, можно распространить и на концентрацию кремния; в этом смысле единственное отличие кремния от углерода состоит в том, что кремний окисляется раньше углерода. Поэтому в тот момент, когда концентрация углерода в ванне достигает необходимого уровня, кремния в ванне почти совсем не остается. При сравнении двух способов следует исходить из того, что в том и в другом способе максимальное количество подаваемого в печь кислорода одинаково и составляет около 4000 м 3/ч, что соответствует скорости обезуглероживания, равной 60 кг углерода в минуту. При выплавке стали обычным способом(фиг. 1) в начале плавки при максимальном потреблении мощности осуществляют переплавку определенного количества стального скрапа. По истечении 10 мин электрическая дуга гасится,крышка печи открывается и в течение 5 мин в печь заливается расплавленный передельный чугун. После заливки чугуна и закрытия печи в ней снова зажигается электрическая дуга. Следует подчеркнуть, что с учетом времени, необходимого для открытия и закрытия печи, и 5 минутной продолжительности заливки в печь передельного чугуна суммарное время, в течение которого печь остается в выключенном состоянии, составляет приблизительно 10 мин. При заливке в печь передельного чугуна масса расплавленного металла и концентрация углерода в ванне линейно возрастают пропорционально скорости заливки, и по окончании заливки концентрация углерода в ванне повышается до 3% (концентрация кремния при этом достигает 0,4%). Именно из-за таких очень высоких концентраций кремния и углерода скорость подачи в печь кислорода в процессе рафинирования необходимо ограничивать величиной порядка 4000 м 3/ч. Во время рафинирования, которое начинается после закрытия крышки печи, концентрация углерода в ванне снижается по существу линейно до конечного значения, меньшего 0,1%. Необходимо отметить, что при таком количестве углерода, попадающего в печь при заливке в нее передельного чугуна и загрузке стального скрапа, и указанном ограниченном 7 количестве подаваемого в печь кислорода процесс обезуглероживания ванны продолжается в течение 38 мин. Поскольку обезуглероживание начинается по существу только по истечении 20 мин с момента начала всего цикла выплавки стали, общая продолжительность плавки в этом случае составляет 58 мин. В соответствии с предлагаемым в изобретении способом, который иллюстрируется графиками на фиг. 2, заливка в печь передельного чугуна начинается по истечении 10 мин с момента начала всего цикла выплавки стали и осуществляется со скоростью 3 т/мин, т.е. продолжается около 15 мин. Во время заливки передельного чугуна печь продолжает работать, и количество находящегося в ней жидкого металла постоянно увеличивается не только из-за заливки передельного чугуна, но и из-за происходящей в это время переплавки загруженного в нее стального скрапа. Поэтому в этом варианте переплавка стального скрапа заканчивается на 10 мин раньше, чем при обычном способе (фиг. 1). Кроме того, обезуглероживание ванны, которое при том же количестве подаваемого в печь кислорода (4000 м 3/ч) должно продолжаться 38 мин, начинается в этом варианте почти сразу же с момента начала заливки в печь передельного чугуна, прежде чем концентрация углерода в ванне расплавленного металла превысит 1,5%. Заливка в печь передельного чугуна,которая в соответствии с предлагаемым способом начинается раньше, чем при обычном способе (фиг. 1), позволяет сократить общую продолжительность плавки более чем на 10%. Если при этом одновременно увеличить и количество подаваемого в печь кислорода, чего легко можно достичь, не опасаясь образования в ванне брызг металла из-за низкой концентрации содержащегося в ванне углерода, то, увеличив за счет этого скорость обезуглероживания, продолжительность плавки можно сократить еще больше. Из всего вышесказанного следует, что предлагаемый в изобретении способ позволяет повысить производительность электрической печи минимум на 10%. Режим непрерывной заливки в печь передельного чугуна можно оптимизировать, согласовав скорость заливки с максимальным количеством подаваемого в печь для обезуглероживания кислорода таким образом, чтобы при этом происходило окисление всего поступающего в ванну вместе с чугуном углерода. Такая оптимизация режима заливки позволяет ограничить концентрацию углерода в ванне величинами,меньшими 0,5%. При такой низкой концентрации углерода максимальное количество подаваемого в печь кислорода можно значительно увеличить, повысив тем самым скорость обезуглероживания ванны. Если концентрация углерода в передельном чугуне составляет 4,5%, то в оптимальном варианте зависимость между 8 скоростью заливки в печь передельного чугуна и количеством подаваемого в нее кислорода можно представить в следующем виде: Такой способ более ранней и оптимальным образом рассчитанной заливки в печь передельного чугуна при максимальном количестве подаваемого в печь кислорода, равном 5200 м 3/ч,обозначен показанными на фиг. 2 пунктирными линиями. В этом варианте скорость заливки в печь передельного чугуна составляет 2 т/мин. При этом заливка в печь передельного чугуна начинается одновременно с началом всего цикла плавки, а количество расплавленного металла в ванне печи линейно возрастает с самого начала процесса плавки. Концентрация углерода в ванне, наоборот, остается во время всего процесса заливки постоянной и составляет меньше 0,5%. Такая оптимизация способа заливки позволяет по сравнению с обычными способами заливки увеличить производительность печи приблизительно на 20%. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ производства стали в электрической печи, в котором в электрическую печь загружают некоторое количество скрапа, который расплавляется в печи под действием электрической дуги, затем, после того как часть скрапа расплавится, в печь заливают определенное количество расплавленного передельного чугуна и вдувают рафинирующий газ в печь до тех пор,пока концентрация углерода и/или кремния в ванне расплавленного металла не достигнет заданной величины, отличающийся тем, что расплавленный передельный чугун заливают в печь непрерывно с контролируемой скоростью, не прекращая при этом нагревания ванны электрической дугой, а вдувание в печь рафинирующего газа начинают во время заливки в нее передельного чугуна до того, как концентрация углерода и/или кремния в ванне расплавленного металла достигнет установленной предельной величины, и продолжают непрерывно до конца заливки. 2. Способ по п.1, отличающийся тем, что скорость заливки и скорость вдувания рафинирующего газа регулируют таким образом, чтобы после начала рафинирования концентрация углерода и/или кремния в ванне расплавленного металла не увеличивалась. 3. Способ по любому из предыдущих пунктов, отличающийся тем, что рафинирующий газ инжектируют в один из двух квадрантов печи, которые расположены против отверстия, через которое внутрь печи подается ее электрод, при этом направление движения инжектируемого в печь газа выбирают таким образом, чтобы первая вертикальная плоскость,которая совпадает с направлением движения заливаемого в печь расплавленного чугуна, и вторая вертикальная плоскость, которая совпадает с направлением движения инжектируемого в печь газа, пересекали друг друга по существу в зоне расположения электрода печи. 4. Способ по любому из предыдущих пунктов, отличающийся тем, что предельное значение концентрации углерода в ванне расплавленного металла меньше 2%, предпочтительно меньше 1,5%. 5. Способ по любому из предыдущих пунктов, отличающийся тем, что количество заливаемого в печь расплавленного передельно го чугуна составляет от 20 до 60% от общего количества загружаемой в печь шихты. 6. Способ по любому из предыдущих пунктов, отличающийся тем, что количество заливаемого в печь в течение одной минуты расплавленного передельного чугуна меньше 4% от рабочего объема печи. 7. Способ по любому из предыдущих пунктов, отличающийся тем, что скорость вдувания в печь кислорода О 2 на тонну рабочего объема печи составляет от 0,5 до 1 м 3/мин.
МПК / Метки
МПК: C21C 5/52
Метки: производства, нее, чугуна, заливке, печи, расплавленного, передельного, стали, способ, электрической
Код ссылки
<a href="https://eas.patents.su/6-1340-sposob-proizvodstva-stali-v-elektricheskojj-pechi-pri-zalivke-v-nee-rasplavlennogo-peredelnogo-chuguna.html" rel="bookmark" title="База патентов Евразийского Союза">Способ производства стали в электрической печи при заливке в нее расплавленного передельного чугуна</a>
Способ осуществления направленной кристаллизации расплавленного металла и устройство для его осуществления
Номер патента: 1195
Опубликовано: 25.12.2000
Автор: Хуго Франц
МПК: B22D 27/04
Метки: устройство, осуществления, кристаллизации, направленной, металла, расплавленного, способ
Формула / Реферат:
1. Способ осуществления направленной кристаллизации залитого в литейную форму расплава металла, например никеля, посредством выдвигания литейной формы из нагревательной камеры и погружения литейной формы в служащую охлаждающим расплавом ванну расплавленного металла с более низкой температурой плавления, чем расплав металла в литейной форме, например алюминия, причем для изоляции между нагревательной камерой и литейной формой на охлаждающем...
Элемент перемещения расплавленной стали и способ его изготовления
Номер патента: 1081
Опубликовано: 30.10.2000
Авторы: Дюбуа Паскаль, Ханс Эрик
МПК: B22D 41/50
Метки: изготовления, элемент, стали, способ, расплавленной, перемещения
Формула / Реферат:
1. Элемент перемещения расплавленной стали между расположенным выше по течению контейнером, таким как промежуточное разливочное устройство, и расположенным ниже по течению резервуаром, таким как кристаллизатор машины непрерывной разливки стали; содержащий корпус (4), в котором имеется зона входа стали, канал (6) и зона выхода стали (9), отличающийся тем, что корпус имеет, по меньшей мере, одну перегородку (16) в его выходной зоне (9) для...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Кумино Джузеппе, Бартери Массимо
МПК: C22C 38/44, C21D 8/00
Метки: мартенситная, сталь, изготовленное, стойкостью, изготовления, способом, нержавеющая, высокой, изделие, способ, этой, этим, стали, механической, прочностью, коррозионной, изделий
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Загрузочное устройство для доменной печи
Номер патента: 560
Опубликовано: 28.10.1999
Автор: Аксельссон Эрьян
МПК: C21B 7/20
Метки: загрузочное, устройство, печи, доменной
Формула / Реферат:
1. Загрузочное устройство для доменной печи с корпусом (1), у которого имеется расположенное в его верхней части закрываемое отверстие, которое содержит неподвижный бункер (2) с закрываемым нижним отверстием (2.1), в который с помощью подающего устройства (3) подаются исходные материалы, отличающееся тем, что в нем имеется вращающийся бункер (4) с закрываемым нижним отверстием (4.4), который расположен между отверстием доменной печи (1) и...
Сигарета и способ ее изготовления для электрической курительной системы
Номер патента: 312
Опубликовано: 29.04.1999
Авторы: Браунштейн Михаил С., Ренн Сюзан Е., Кин Билли Дж.Мл., Смит Бэрри С., Стивенсон Брет В., Адамс Джон М., Харрис Чарльз В., Джоунз Дональд, Каунтс Мэри Эллен, Дейл Джеральд М., Сандерсон Весли Дж.
МПК: A24C 5/47, A24F 47/00
Метки: системы, способ, электрической, сигарета, курительной, изготовления
Формула / Реферат:
1. Способ изготовления сигарет, имеющих часть табачного стержня и часть фильтрующего мундштука, при этом часть табачного стержня содержит табачный штранг на одном конце и трубчатый элемент на противоположном конце, и полость между табачным штрангом и трубчатым элементом, при этом способ включает стадии формирования непрерывного табачного стержня путем расположения табачных штрангов двукратной длины и полых штрангов двукратной длины с...
Предыдущий патент: Противомикробное лечение заболеваний, вызванных вирусом простого герпеса и другими инфекциями
Следующий патент: Соединения пирролидинил- и пирролинилэтиламина в качестве агонистов k-рецептора
Случайный патент: Способ увеличения вязкости водной среды