Устройство для сварки пакетов
Номер патента: 21304
Опубликовано: 29.05.2015
Авторы: Стёвесанд Бернхард, Пагенкемпер Бернхард, Волленкемпер Вильгельм
Формула / Реферат
1. Ротационная наполняющая машина (10) с приспособлением для ультразвуковой сварки клапанных пакетов (13), в частности пакетов с клапаном (13а), содержащая разгрузочное приспособление (40) по меньшей мере с одной разгрузочной лентой (15), посредством которой наполненные пакеты (13) транспортируют с машины, и расположенное рядом с разгрузочной лентой ультразвуковое сварочное приспособление (14), содержащее преобразователь, по меньшей мере один звуковод (16) и по меньшей мере одну опору (17), при этом звуковод (16) колеблется в направлении опоры (17) для сварки и установлен с возможностью вращения вокруг оси (23), параллельной направлению колебаний (18), и вращается в процессе сварки, отличающаяся тем, что ультразвуковое сварочное устройство (14) для сварки клапанов клапанных пакетов (13) установлено на суппорте (43) с возможностью движения (42) вдоль суппорта (43), при этом суппорт (43) установлен на разгрузочном устройстве (40) с возможностью продольного движения (41) относительно разгрузочного устройства (40).
2. Устройство согласно п.1, отличающееся тем, что оно содержит несколько наполняющих портов (12).
3. Устройство согласно предыдущему пункту, отличающееся тем, что упаковочная машина (10) выполнена ротационного типа, а ультразвуковое сварочное устройство (14) расположено существенно неподвижно относительно плоскости вращения упаковочной машины (10).
4. Устройство согласнопо меньшей мере одному из предыдущих пунктов, отличающееся тем, что ультразвуковое сварочное приспособление (14) выполнено стационарно на разгрузочном устройстве (40).
5. Устройство по любому из предшествующих пунктов, отличающееся тем, что скорость ультразвукового сварочного приспособления (14) в продольном направлении разгрузочного приспособления (40) равна скорости подачи разгрузочной ленты.
6. Устройство по любому из предшествующих пунктов, отличающееся тем, что движение ультразвукового сварочного приспособления (14) является наклонным к горизонтали, при этом угол наклона к горизонтали выбирают от 25 до 75°.
7. Устройство по любому из предшествующих пунктов, отличающееся тем, что ультразвуковое сварочное приспособление (14) установлено с возможностью регулировки суппорта (43) по высоте.
8. Устройство по любому из предшествующих пунктов, отличающееся тем, что опора (17) выполнена с возможностью вращения.
9. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) выполнен с круговой симметрией, по меньшей мере частично, радиально простирающимся в контактную зону (22), и предпочтительно содержит радиальное кольцо (24) или выступ в контактной зоне (22).
10. Устройство по любому из предшествующих пунктов, отличающееся тем, что окружная скорость звуковода (16) соответствует скорости движения (21) заготовки (13), которая должна быть заварена.
11. Устройство по любому из предшествующих пунктов, отличающееся тем, что ось вращения (23) звуковода (16) установлена под углом (32) к оси вращения (26) опоры (17).
12. Устройство по любому из предшествующих пунктов, отличающееся тем, что угол (27) между осью вращения (23) звуковода (16) и осью вращения (26) опоры (17) выполнен не меньше чем 30°.
13. Устройство по любому из предшествующих пунктов, отличающееся тем, что касательная к окружности звуковода (16) параллельна направлению транспортирования (21) заготовок (13).
14. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) поддерживается с возможностью вращения в узлах колебаний.
15. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) содержит титан, по меньшей мере частично.
16. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) содержит покрытие.

Текст
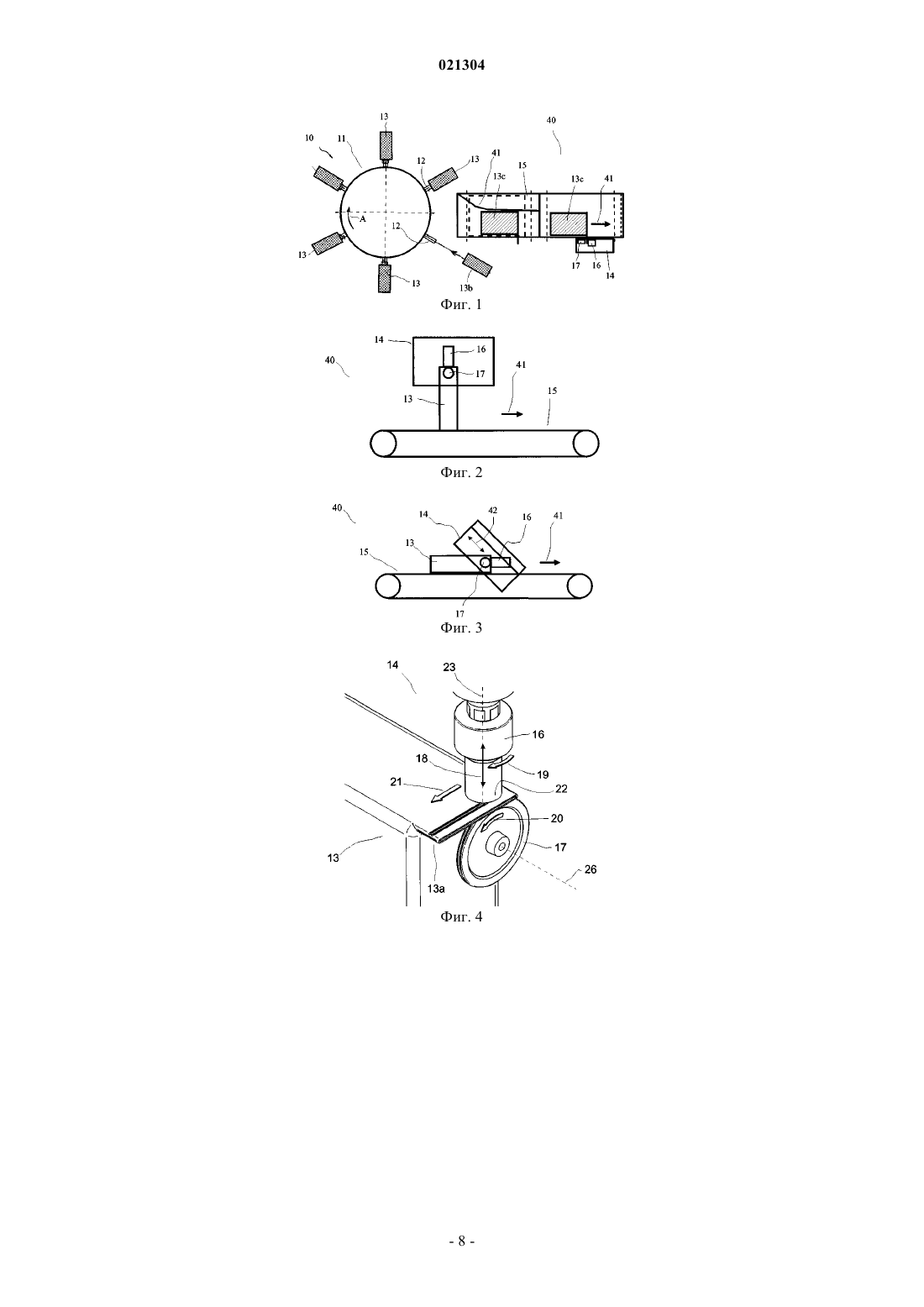
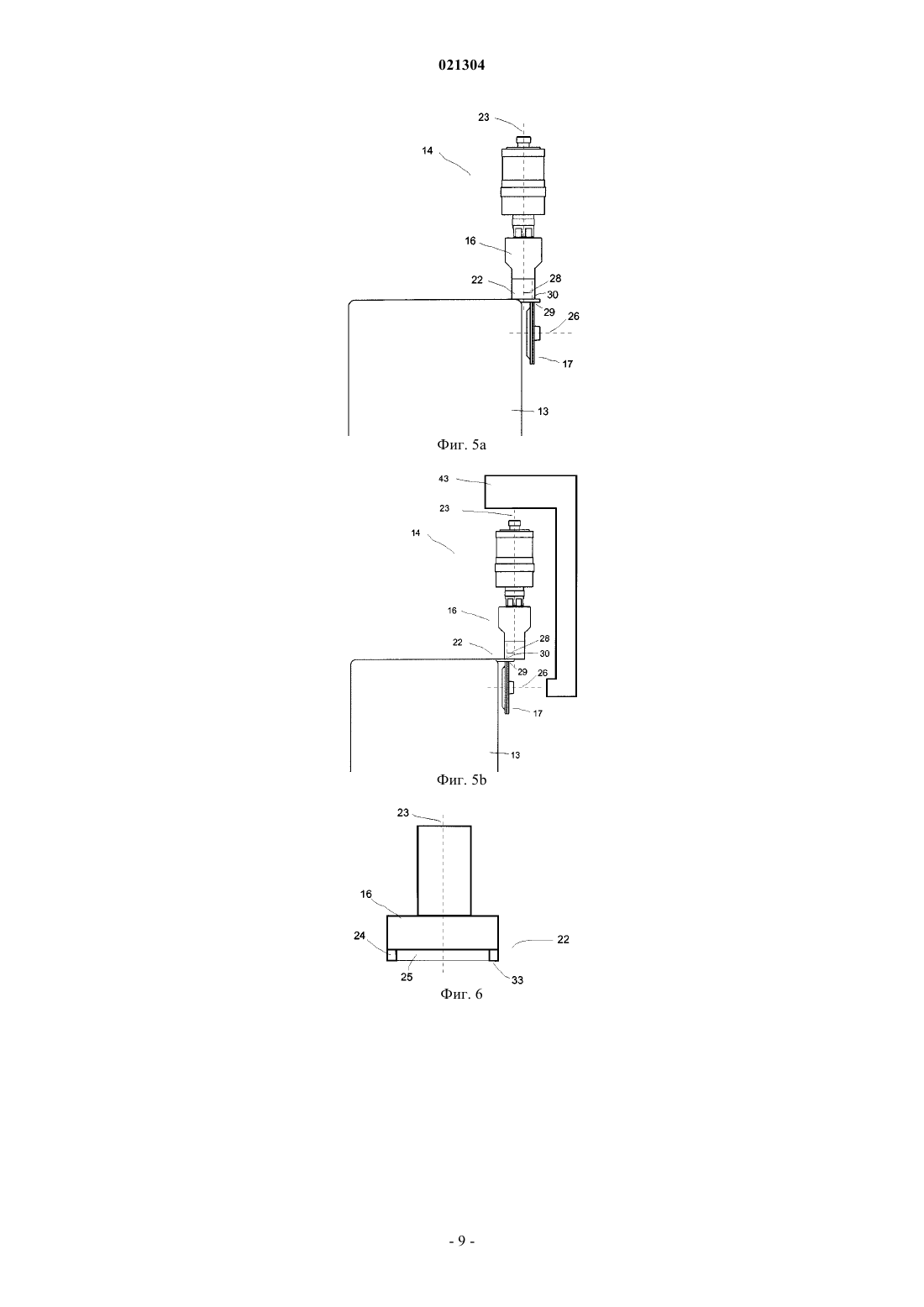
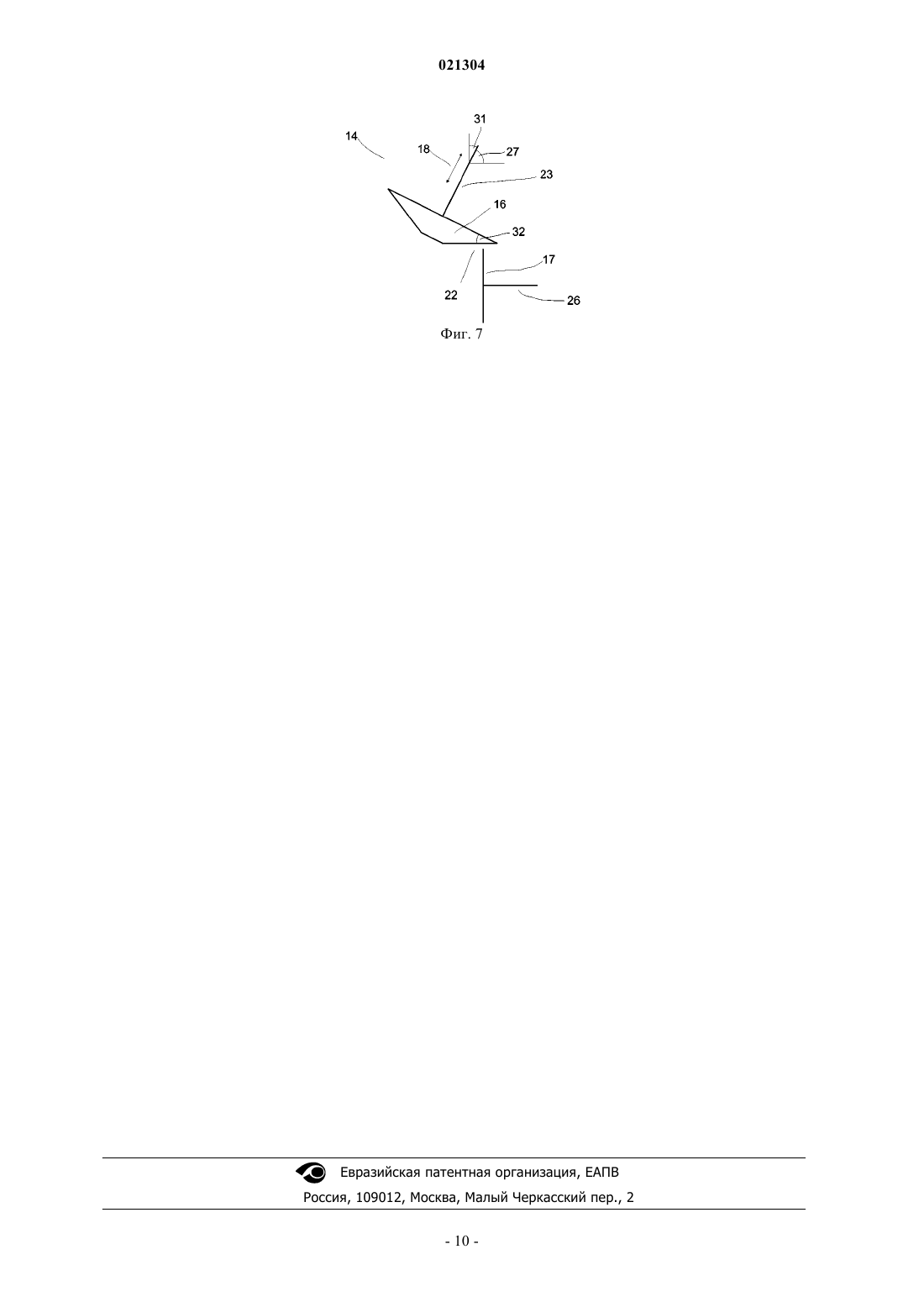
УСТРОЙСТВО ДЛЯ СВАРКИ ПАКЕТОВ Изобретение относится к устройствам и способам, по которым заготовки и, в частности,пакеты запечатывают посредством сварки. Предпочтительно изобретение относится к пакетам с клапанами, заполненным сыпучим материалом. Задачей изобретения является создание такого устройства и такого способа с ультразвуковым сварочным приспособлением, которые позволят эффективно сваривать заготовки даже в случае относительного движения между заготовкой и ультразвуковым сварочным приспособлением. Поставленная задача решается тем,что ультразвуковое сварочное устройство (14) содержит преобразователь, по меньшей мере один звуковод (16) и по меньшей мере одну опору (17), при этом звуковод (16) колеблется в направлении опоры (17) для сварки и звуковод (16) установлен с возможностью вращения вокруг оси (23),параллельной направлению колебаний (18), и вращается в процессе сварки. Поставленная задача для способа решается тем, что для сваривания звуковод (16) колеблют в направлении опоры (17) и вращают вокруг оси (23), параллельной направлению колебаний (18). Имеются и другие отличия от прототипа.(71)(73) Заявитель и патентовладелец: ХАВЕР ЭНД БОЕКЕР ОХГ (DE) Настоящее изобретение относится к устройствам и способам, по которым заготовки и, в частности,пакеты запечатывают посредством сварки. Предпочтительно изобретение относится к пакетам с клапанами, заполненным сыпучим материалом, и соответственно клапан пакета заваривают, чтобы избежать нежелательного высыпания материала. Изобретение может быть использовано, например, для упаковки в покрытие из термопластичных материалов. Предпочтительно изобретение создано для пакетов, изготовленных из бумаги, или листов пластика, или покрытых пластиком листов, в частности клапанных пакетов, для того, чтобы их заварить после наполнения сухим сыпучим материалом, таким как конструкционные материалы, гранулы, химические продукты и т.п. Текстильные пакеты могут также быть использованы. Также изобретение может быть использовано для пакетов с покрытием только в области клапана. Из уровня техники широко известны различные заполняющие устройства, в которых пакеты закрываются после заполнения. Известны методы и устройства, в которых используют замыкающие диски с насечками, которые закрывают пакеты посредством приложения замыкающего давления на слои, например пакетный клапан, с каждой стороны так, что в результате внутренние замыкающие слои не образуются на поверхности клапана. Хотя такое соединение является защитой от непроизвольного удаления насыпанного материала, это не защищает от грязе- и пылепроникновения через закрытый клапан пакета. Безопасное и надежное соединение достигается сваркой пакетных слоев. Частично безопасный и надежный способ закрытия был найден с помощью ультразвуковой сварки. Листовые слои покрытия клапанов пакетов сваривают вместе в ультразвуковом сварочном приспособлении так, что пакеты плотно и надежно закрыты. Известное ультразвуковое сварочное приспособление содержит источник ультразвука и опору, простирающуюся на ширину клапана пакета, с помощью которого внутренняя сторона клапана заваривается в одну операцию. Указанный способ надежно работает для неподвижных заготовок, которые должны быть заварены. Наполняющие системы, однако, имеют тенденцию работать в роторных станках, имеющих различные позиции, и только одно ульразвуковое сварочное приспособление, обеспечивающее сварку пакетов от 8, 12 или 16 наполняющих позиций. Обеспечение только одним сварочным устройством для различных пакетов позволяет значительно снизить стоимость. Является недостатком, однако, то, что в стационарном устройстве для ультразвуковой сварки существует относительная скорость между заготовкой,которая должна быть заварена, и звуководом и опорой так, что звуковод подвергается значительному износу из-за трения между пакетом и звуководом. Более того, частички упаковываемых продуктов могут рассеиваться за пределы клапана, при этом в случае таких конструкционных материалов, как цемент,песок, можно значительно повысить фрикционный износ звуковода и звуковод изнашивается очень быстро. Поскольку большинство звуководов изготовлены из высококачественных материалов и произведены с большой точностью, то увеличенный износ звуководов вызывает значительный рост дополнительной стоимости. Решение этой проблемы предлагает европейский патент ЕР 1010619, в котором используется только одно общее ультразвуковое сварочное приспособление, синхронно вращающееся с соответствующим загрузочным местом в процессе сварки на угловой секции и последовательно возвращающееся затем к следующему пакету, который должен быть заварен. В этом способе между заготовкой, которая должна быть заварена, и ультразвуковым сварочным приспособлением отсутствует относительное движение в процессе сварки. Хотя этот метод и устройство показали надежность, они требуют соответствующей связи с соответствующим приводом для размещения сварочного устройства и учет вращательного движения заполняющей системы. Из европейского патента ЕР 1466829 известна другая система для заполнения пакетов с клапанами,в котором ультразвуковая сварка испоьзуется для заваривания клапанов пакетов. Ультразвуковое сварочное устройство согласно патенту ЕР 1466829 сконструировано неподвижным так, что в процессе сварки существует относительное движение между ультразвуковым сварочным устройством и пакетом,который заваривается. Опора выполнена так, что вращающийся приводной опорный диск установлен на стационарной оси вращающегося диска. Хотя опорный диск имеет вращающийся привод, относительное движение будет иметь место в этой конструкции между поверхностью заготовки, которая должна быть заварена и звуководом, так что износ звуковода не уменьшается. В другой конструкции согласно европейскому патенту EP 1466829 звуководу также обеспечено вращение. Оси вращения звуковода и опорного диска параллельны относительно друг друга. Направления колебаний звуковода являются параллельными плоскости заготовки, которая должна быть заварена и параллельна оси вращения звуковода. Главная ось колебаний проходит опору. Звуковод не ударяет по опоре, но истирает ее. Недостатком этой конструкции является то, что энергия, передаваемая для сварки,минимальна. Надежность такой сварки может быть гарантирована только при небольшой производительности. Таким образом, задачей настоящего изобретения является такое устройство с ультразвуковым сварочным приспособлением, которое обеспечивает высокую надежность при высокой производительности. Такая задача решается посредством устройства, имеющего признаки согласно п.1 формулы изобретения, и посредством метода согласно пунктам формулы изобретения. Предпочтительные воплощения описаны в зависимых пунктах формулы изобретения. Изобретенное устройство по п.1 формулы изобретения содержит ультразвуковое сварочное приспособление для сварки заготовок. Ультразвуковое сварочное приспособление содержит по меньшей мере один преобразователь, по меньшей мере один звуковод и по меньшей мере одну опору. Звуковод установлен так, что сварочные колебания звуковода направлены на опору. Звуковод установлен с возможностью вращения вокруг оси, которая установлена существенно параллельно к направлению колебаний так,что он вращается с относительным движением к заготовке, которая должна быть сварена, и ультразвуковому сварочному устройству в процессе сварки. Изобретение обладает значительным преимуществом. Изобретение позволяет эффективно и надежно сваривать движущиеся в процессе сварки заготовки, которые движутся относительно ультразвукового сварочного приспособления. Колебания звуковода в направлении опоры гарантируют эффективный перенос энергии. Существует преимущество в том, что износ звуковода уменьшен. Трение, имеющее место между звуководом и опорой, уменьшено, так как звуковод вращается вдоль перемещения и почти с такой же окружной скоростью, что не существует или существует очень маленькое относительное движение между звуководом и пакетом в области сварочного шва. Также уменьшена возможная контактная поверхность в соответствии с настоящим изобретением. Изнашиваемая поверхность, которую контролируют для определения износа и требования замены звуковода, существенно расширена от маленькой контактной площадки согласно уровню техники до периферии кольца. Хотя поверхность, используемая для сварки, ограничена маленьким сектором в единицу времени, износ проявляется на всей поверхности кольца звуковода. Изобретение также уменьшает складкообразование на слоях листов. В известном уровне техники складкообразование может иметь место в случае относительного движения звуковода и заготовки, которая должна свариваться, например когда перекрывающаяся порция двойного листового слоя входит в сварочное приспособление, последнее в случае зажевывания может привести к нерегулярным сварочным режимам с проскальзыванием звуковода. В известном уровне техники сваривание может привести к местному ослаблению сварочного шва из-за местного увеличения толщины материала вследствие складкообразования, поэтому энергия сварки может не подходить к местной толщине материала. Такие случаи значительно уменьшаются в настоящем изобретении. Благодаря вращению звуковода вокруг оси, параллельной оси колебаний, в большинстве случаев предотвращаются такого вида нарушения, которые могут привести к складкообразованию в процессе сварки. Другим преимуществом является то, что перемещение заготовки через сварочное приспособление гарантировано вращающимся звуководом. Устройство может, в частности, содержать упаковочную машину для пакетов с клапаном. Устройство может быть также использовано в других, нежели упаковочные машины, областях. Когда устройство снабжено упаковочной машиной, оно, в частности, подходит для обеспечения упаковки сыпучих материалов, например пакетирования строительных материалов, таких, в частности,как цемент. Другие сыпучие порошковые материалы или гранулированные продукты могут быть также упакованы с помощью такого устройства. Затем пакеты, которые должны быть заварены, пакетируют, в частности, в пакеты с клапаном. В этом случае клапанные пакеты снабжаются в области клапана термопластичным листом. Когда ультразвуковое сварочное устройство используют совместно с упаковочной машиной, его предпочтительно установить существенно неподвижно относительно плоскости вращения упаковочной машины. Это означает, что ультразвуковое сварочное устройство не вращается одновременно с упаковочной машиной, но, по существу, всегда остается в той же угловой позиции. Ультразвуковое сварочное устройство может быть высоко приспосабливаемым для того, чтобы, например, пакет, который не был заполнен полностью на первом обороте заполняющей машины, проходил на сварку после следующего оборота. В частности, предпочтительно более специфичное воплощение всех конструкций изобретения, описанного выше, устройство содержит разгрузочное приспособление, содержащее по крайней мере один разгрузочный узел, который в частном случае может быть выполнен в виде разгрузочной ленты, посредством которой заполненные пакеты могут быть удалены. В конструкции, в которой изобретенное устройство содержит упаковочную машину, предпочтительна автоматическая механическая разгрузка наполненных пакетов с позиции наполнения и позиционирование на устройстве разгрузки, посредством которого они удаляются с машины. Ручная разгрузка пакетов или позиционирование на разгрузочном устройстве также возможны любыми известными способами. В преимущественном специфическом воплощении ультразвуковое сварочное устройство или по меньшей мере одно сварочное устройство предусмотрено у разгрузочного узла для того, чтобы заварить клапан клапанного пакета с помощью ультразвуковой сварки. В известном уровне техники упаковочная машина стала широко известной, когда закрытие клапана пакета совершают на разгрузочном приспособлении. Так, патент Германии 8804435 раскрывает такую упаковочную машину, в которой внутренняя поверхность клапана в области клапана пакета активирована и сваривается посредством горячего воздуха. Недостатком этой машины является требование подогрева воздуха, что требует времени и поэтому прохождение пакетов ограничено во времени. В сравнении с ультразвуковым сварочным устройством разгрузочное устройство предлагает преимущество - увеличение пропускной способности. Более того, обеспечивается грязе- и пылезащищенная крышка. Этим способом согласовывается разгрузочное приспособление и в дальнейшем можно использовать только одно ультразвуковое сварочное приспособление для заварки заполненных пакетов на упаковочной машине. Это рассматривается с точки зрения эффективной стоимости, так как одно или два устройства для ультразвуковой сварки могут быть эффективно использованы для одной упаковочной машины, содержащей 2-4 или более, например 6, 8, 10, 12 или 16, наполняющих позиций так, чтобы экономить соответствующее количество звуководов. В основном ультразвуковое сварочное приспособление может быть установлено стационарно у разгрузочной позиции. Это возможно, например, для пакетов, позиционируемых и уводимых с позиции на конвейерной ленте, стоящих вверх, в частности, с пакетными клапанами, ориентированными в продольную сторону разгрузочного устройства. В этом случае клапан пакета может быть проведен сквозь стационарное ультразвуковое сварочное приспособление так, что клапан пакета пройдет между звуководом и опорой, при этом будет иметь место сварочный процесс. В другом предпочтительном воплощении ультразвукового сварочного устройства обеспечивается подвижность разгрузочного устройства. Это достижимо для ультразвукового сварочного устройства,которое содержит подвижный сварочный суппорт, на котором закреплены звуковод и опора, чтобы перемещаться совместно так, чтобы двигаться вдоль направления транспорта разгрузочного приспособления во время сварки. В этом случае предпочтительно для скорости ультразвукового сварочного приспособления или поддерживающего суппорта в продольном направлении перемещения разгружающего приспособления,чтобы эта скорость была равной или приемлемой уровню скорости разгрузочной ленты так, чтобы достичь синхронного движения ультразвукового сварочного приспособления и конвейера пакетов разгрузочного приспособления в продольном направлении перемещения разгрузочной ленты. В процессе сварки ультразвуковое сварочное приспособление или сварочный суппорт предпочтительно выполняют дополнительные одновременные движения в вертикальном направлении. Во время вертикального движения ультразвукового сварочного приспособления пакет, лежащий на разгрузочной ленте с клапаном пакета, ориентированным вдоль продольной стороны, заваривается. В процессе заварки клапан пакета проходит через ультразвуковое сварочное приспособление так, что звуковод и опора заваривают клапан пакета в процессе комбинированного вертикального и горизонтального движения. Угол направления движения ультразвукового сварочного приспособления к горизонтали составляет, в частности, между 25 и 75. При угле 25 к горизонтали ультразвуковое сварочное приспособление движется значительно медленнее в вертикальном направлении, чем в горизонтальном продольном направлении разгрузочной ленты, при угле 75 скорость выше в вертикальном направлении, чем продольная горизонтальная скорость в направлении разгрузочной ленты. Соответственно угол выбирают в отношении к желаемым условиям скорости сварки, и он может быть подобран в конкретном предпочтительном воплощении. Например, если требуется более интенсивная сварка, планируемый угол выбирают так, чтобы время сварки увеличилось. Во всех воплощениях и в особенных воплощениях изобретения, в частности, предпочтительно, чтобы опора была вращающейся. Опора может быть сконструирована как опорный диск, смонтированный с возможностью вращения на поддерживающей оси. Опорная ось может быть оснащена приводом. Предпочтительно, чтобы вращение опорной оси подходило к соответствующему значению скорости заготовки, которая должна быть заварена. Значительное преимущество ультразвукового запечатывающего устройства обеспечено использованием вместе с разгрузочной лентой, у которой есть возможность модернизации, старых заполняющих систем с разгрузочными лентами, где необходимо заменить или снабдить их сварочным приспособлением. Другим значительным преимуществом является то, что выполнение упаковочной машины не уменьшается за счет запечатывающего устройства. В противоположность этому в случае ультразвукового запечатывающего устройства, обеспеченного на ротационной упаковочной машине, угловая секция для заварки пакетов заставит уменьшить остальные позиции, поскольку периферию нельзя использовать целиком для пакетирования. Ультразвуковое сварочное приспособление отдельно согласовывается с разгрузочной лентой и не препятствует работе системы, т.к. вся периферия может быть использована для пакетирования. Во всех конструкциях звуковод сформирован с круговой симметрией и, в частности, простирающимся радиально, по меньшей мере, на контактную площадь. Контактная площадь предпочтительно согласована с местом сварки. Место сварки может быть, например, приблизительно 40-50 мм в диаметре, в то время как область звуковода удалена дальше от точки контакта и значительно больше в диаметре, на-3 021304 пример от 70 до 80 мм. Контактная зона расположена, в частности, между звуководом и опорой и расположена у зоны на звуководе, которая радиально простирается от центральной оси симметрии. Контактная зона, в частности, может располагаться на границе звуковода. Таким образом, контактная зона раз за разом формирует контактные окружности у конца звуковода, которые располагаются вокруг оси вращения. Посредством вращения звуковода относительная скорость между ультразвуковым сварочным приспособлением и заготовкой компенсируется. Следовательно, скорость вращения звуковода подходит к скорости продвижения так, что окружная скорость контактной площадки равна скорости продвижения заготовки. В случае ротационной наполняющей системы окружная скорость контактной зоны звуковода соответствует окружной скорости пакета, который должен быть заварен. В предпочтительном воплощении место сварки звуковода может содержать радиальное периферическое кольцо или буртик для того, чтобы установить контакт с опорой через заготовку, которая должна быть заварена. В этом способе контакт с заготовкой может быть ограничен кольцом. Во всех случаях оси вращения располагаются, в частности, перпендикулярно к направлению перемещения заготовки, которая должна быть заварена. В специфическом предпочтительном воплощении ось вращения звуковода перпендикулярна к направлению перемещения заготовки, которая должна быть заварена и под углом к оси вращения опоры. Это означает, что в одном направлении звуковод не является перпендикулярным к опоре, но наклонен на угол относительно ее. В то же время, однако, касательная линия, проведенная к окружности звуковода, параллельна направлению движения листа. Угол между осью вращения звуковода и осью вращения опоры, в частности, по меньшей мере 30,предпочтительно 45 и не более 60. С осью вращения, более направленной к перпендикуляру относительно другой оси, передача усилия от звуковода к заготовке лучше. Этот коэффициент пропорционален косинусу угла так, что для угла приблизительно 30 он приблизительно равен 50% передачи усилия, а при угле 60 он составляет около 80%. В такой конструкции пятно звуковода предпочтительно формируется коническим, усеченно-коническим или усеченно-коническим с углом конуса, равным углу между двумя осями вращения, чтобы гарантировать хороший контакт между звуководом, заготовкой и опорой. Предпочтительно, чтобы звуковод поддерживался с возможностью вращения в узле колебаний. Для генерации сигнала необходимо обеспечить генератор ультразвуковых сигналов. Во всех случаях звуковод может содержать титан, по меньшей мере частично. Звуковод может содержать покрытие, улучшающее твердость поверхности. Согласно настоящему изобретению заготовка заваривается с помощью ультразвукового колебания от сигнала, генерированного посредством генератора ультразвукового сварочного приспособления. Ультразвуковой осциллирующий сигнал превращается в ультразвуковые колебания посредством конвертора и звуковода. Для сварки звуковод колеблется в направлении опоры при вращении вокруг оси, которая, по меньшей мере, существенно параллельна направлению колебаний. В предпочтительном воплощении опора также вращается в процессе сварки. Во всех случаях клапанные пакеты могут быть заполнены перед сваркой. Устройство может быть использовано в ротационных наполняющих системах, в которых клапанные пакеты наполняют и затем после наполнения клапаны наглухо заваривают. Дальнейшие улучшения и применения могут быть взяты из примерных воплощений, которые будут описаны со ссылками на чертежи. На чертежах изображено: фиг. 1 - упрощенная схематичная иллюстрация роторной упаковочной машины; фиг. 2 - упрощенная иллюстрация первой конструкции разгрузочной ленты упаковочной машины по фиг. 1, боковой вид; фиг. 3 - упрощенная иллюстрация второй конструкции разгрузочной ленты упаковочной машины по фиг. 1, боковой вид; фиг. 4 - упрощенная иллюстрация ультразвукового сварочного устройства для упаковочной машины согласно изобретению, общий вид; фиг. 5 а - боковой вид ультразвукового сварочного устройства согласно фиг. 4; фиг. 5b - боковой вид другой конструкции ультразвукового сварочного устройства согласно фиг. 4; фиг. 6 - звуковод второго воплощения ультразвукового сварочного устройства; фиг. 7 - третье воплощение ультразвукового сварочного устройства. На фиг. 1-5b показаны варианты первого воплощения ультразвукового сварочного устройства по настоящему изобретению, которое теперь будет описано для способа ротационной упаковочной машины 10. Фиг. 1 показывает упрощенный вид упаковочной машины 10 согласно настоящему изобретению. Упаковочная машина является роторной, содержит ротор 11, всего шесть заполняющих позиций 12, посредством которых соответствующее количество пакетов 13 может быть заполнено совместно. Упаковочная машина 10, показанная на фиг. 1, обеспечена разгрузочным устройством 40, которое снабжено направляющим прутком 41, в соответствии с движением клапанных пакетов 13 с, перемещаемых на разгрузочной ленте 15 к одной стороне разгрузочной ленты, где они выстраиваются вдоль про-4 021304 дольной стороны. Клапан 13 а пакета ориентирован к одной стороне разгрузочной ленты 15 и выступает за кромку разгрузочной ленты. Заполненный и заваренный пакет 13 с продвигается далее посредством разгрузочной ленты 15. Другая угловая позиция может быть оснащена автоматической размещающей системой для размещения пустых пакетов 13b на загрузочные позиции 12 упаковочной и наполняющей машины 10. В настоящем изобретении операция наполнения клапанных пакетов 13 управляется с помощью электроники. Взвешивающая машина периодически измеряет заполняемый вес пакета, включая вес самого пакета. Когда почти достигается планируемый заполняющий вес, скорость заполнения замедляется и наполнение прекращается. Наполненный пакет 13 может быть затем удален и перемещен далее. Для предотвращения заполненного товара от высыпания в процессе удаления и транспортировки пакета далее клапан 13 а пакета плотно заваривается посредством ультразвукового сварочного приспособления 14 в процессе вращения в направлении вращения А. Хотя ультразвуковая сварка является способом, в частности, для соединения пластиков, металлы могут быть сварены также. Как и во всех других сварочных процессах, материал должен быть сварен в сварочный шов посредством приложения нагревания. В ультразвуковой сварке это достигается посредством генерации высокочастотных механических колебаний. Тепло, которое требуется для сварки, вырабатывается между поверхностями заготовки, которая должна быть сварена вместе, способом трения молекулярного и приграничных слоев в поверхностях заготовки. Ультразвуковая сварка принадлежит к категории сварки трением. Электрическая энергия, требуемая для операции, подается на ультразвуковое сварочное устройство 14 через питающую линию и генератор. Генератор производит требуемый высокочастотный переменный ток с переменным напряжением и частотой приблизительно от 20 до 35 кГц. Посредством пьезоэлектрического приспособления конвертер превращает сигнал переменного напряжения в колебания, которые звуковод 16 принимает и усиливает. Направление колебаний 18 лежит параллельно направлению вращающей оси 23 звуковода 16, который в настоящей конструкции имеет ось круговой симметрии относительно оси вращения 23. В настоящем положении звуковод весит от 3 до 7 кг, в частности приблизительно 5 кг. Точные размеры и вес зависят от специфических требований. В процессе сварки звуковод вращается в направлении стрелки 19, а опора 17 вращается в направлении стрелки 20, пока клапан пакета 13 а проходит сквозь ультразвуковое сварочное устройство 14 в соответствующем направлении 21. Как правило, производится двойной сварочный шов. Посредством однонаправленной окружной скорости контактной площадки 29 опоры и контактной площадки 30 звуковода и клапана пакета 13 а предотвращаются такие нарушения сварочного процесса, как замятие свариваемых листов. Конструкция согласно настоящему изобретению надежно гарантирует перемещение клапанных пакетов сквозь ультразвуковое сварочное приспособление. Звуковод с круговой симметрией выполнен приблизительно от 40 до 50 мм в диаметре в контактной зоне 22, при этом наружная зона звуковода выполнена от 70 до 80 мм в диаметре. Ось вращения 23 звуковода 16 смещена горизонтально от плоскости вращения опоры 17. Хотя радиальное расстояние 28 зависит от реальных условий, оно должно быть скорее большим, чтобы достичь приемлемой окружной скорости и большой площади контакта при средней скорости вращения звуковода. Посредством расширения контактной площадки время службы значительно возрастает, так как различные точки звуковода будут нажимать с каждым колебанием. Хотя площадь, используемая для сварки,ограничена маленькой секцией в единицу времени, изношенная площадка в форме кольца будет формироваться на поверхности звуковода в это время. Это кольцо распространяется вокруг центральной оси симметрии 23. Окружная скорость звуковода 16 предпочтительно подходит к окружной скорости клапана пакета 13 а заполняющей системы 10. Более низкая окружная скорость звуковода 16 может быть установлена,например, если скорость вращения звуковода 16 могла бы превысить разрешенное ограничение. В основном это предпочтительно в любом случае для относительной скорости между звуководом 16 и клапаном пакета 13 а, чтобы ее уменьшить даже, если нижняя относительная скорость достигнута. В изображении на фиг. 1 клапан пакета сваривают либо на упаковочной машине, либо на разгрузочной ленте 15. Клапанные пакеты могут быть перемещены на разгрузочной ленте 15 либо в лежачем положении,либо в стоячем положении. Когда клапанные пакеты лежат плоско в процессе транспортировки, как показано на фиг. 3, звуковод и опора будут двигаться в вертикальном направлении во время процесса сварки. С пакетом 13, стоящим вертикально на разгрузочной ленте 15, как показано на фиг. 2, клапаны 13 а пакета могут быть проведены сквозь звуковод 16 и опору 17 для клапана 13 а пакета 13, который должен быть заварен, пока разгрузочная лента 15 проходит рядом с ультразвуковым сварочным приспособлением 14. Загрузочный механизм может обеспечить заворачивание клапана пакета внутрь. Ультразвуковое сварочное приспособление 14 сконструировано, как показано на фиг. 4 и 5 а или 5b. В другой конструкции ультразвуковое сварочное приспособление 14 установлено на упаковочной машине и уже заваренные пакеты прибывают на разгрузочную ленту 15. Пакеты транспортируются стоя или лежа, это зависит от специфических приложений. В случае, когда пакеты транспортируются стоя, предпочтительно обеспечивать вертикальное поддерживающее устройство между пакетами, чтобы предохранить пакеты от опрокидывания. Звуковод 16 ультразвукового сварочного приспособления 14 может иметь свою ось вращения, установленную либо ближе к центру пакета, чем контактная площадка 30 звуковода, как показано на фиг. 5 а, или ось вращения 23 установлена далее от клапана пакета, как показано на фиг. 5b. Расположение согласно фиг. 5 а хорошо подходит к использованию ротационных наполняющих машин. В нем привод звуковода (не показан) расположен вне упаковочной машины. Конструкция согласно фиг. 5b имеет преимущество для использования с разгрузочными лентами, т.к. ось вращения расположена вне разгрузочной ленты так, чтобы оставить больше пространства для суппорта 43, в настоящем чертеже показанного в упрощенном виде, и других компонентов. Во всех случаях обеспечены датчики, чтобы обнаружить каждый пакет на своей позиции. Подобные части и другие компоненты в дальнейшем воплощении обеспечены с теми же самыми номерами. Звуковод 16, показанный на фиг. 6, отличается по конструкции. Контактная площадка 22 радиально простирается значительно дальше относительно оси. В этом способе окружная скорость увеличена в контактной зоне 22 с такой же радиальной скоростью так, что используется меньшая скорость вращения. Более того, звуковод согласно фиг. 6 снабжен кольцом или контактным кольцом 24, окружающим пустое пространство 25. Здесь звуковод 16 вступает в контакт с опорой 17, которая предпочтительно выполнена, как показано на фиг. 3 и 4, только через узкое кольцо 24 и клапан пакета 13, который должен быть заварен. Верхняя поверхность кольца 24 формирует контактную площадь 33 звуковода с заготовкой, которая должна быть заварена. Звуковод 16 будет заменен как звуковод, изношенный на поверхности износа или контактной поверхности 33. Срок службы увеличивается, так как угловая контактная поверхность 33 значительно больше, чем контактная поверхность в стационарном звуководе. Это также применимо к другим конструкциям согласно фиг. 1 или 7. В упрощенном виде воплощения ультразвукового сварочного устройства 14 на фиг. 7 звуковод 16 также поддерживается с возможностью вращения. Ось вращения 23 ориентирована в плане в поперечном направлении к движению пакетов, но не перпендикулярно оси вращения 26 опоры 17, как в предыдущем воплощении, а наклонена на угол 27 отклонения от 90. Угол 31 наклона в настоящем принят приблизительно 30. Контактная площадка 22 звуковода 16 выполнена в виде усеченного конуса, при этом усеченный конус имеет угол 32, соответствующий углу 31 углового отклонения. Это означает, что усеченная коническая площадка 22 звуковода 16 обкатывает опору или клапан пакетов 13 плавно. Можно надежно избежать относительного движения между звуководом 16 и клапаном пакета 13 а. Уменьшение производительности сварки вследствие того, что направление колебаний не является более перпендикулярным к площади сварки, но расположено под углом 31, является приемлемым. Вариант согласно фиг. 7 является, в частности, подходящим для утразвукового сварочного устройства, используемого на разгрузочной ленте. Одно значительное преимущество в том, что привод звуковода может быть размещен вне зоны транспортировки пакетов, когда ось наклонена наружу. Список ссылочных номеров 10 - Наполняющая система,11 - ротор,12 - наполняющий трубопровод,13 - клапанный пакет,13 а - клапан,13b - пустой клапанный пакет,13 с - завариваемый клапанный пакет,14 - ультразвуковое сварочное приспособление,15 - разгрузочная лента,16 - звуковод,17 - опора,18 - направление колебаний,19 - направление вращения,20 - направление вращения,21 - направление подачи,22 - контактная площадка,23 - ось вращения,24 - кольцо,25 - пустое пространство,-6 021304 26 - ось вращения,27 - угол,28 - радиальное расстояние,29 - контактная площадка,30 - контактная поверхность,31 - угол,32 - угол,33 - контактная поверхность,40 - разгрузочное устройство,41 - направление транспортировки,42 - направление движения,43 - суппорт. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ротационная наполняющая машина (10) с приспособлением для ультразвуковой сварки клапанных пакетов (13), в частности пакетов с клапаном (13 а), содержащая разгрузочное приспособление (40) по меньшей мере с одной разгрузочной лентой (15), посредством которой наполненные пакеты (13) транспортируют с машины, и расположенное рядом с разгрузочной лентой ультразвуковое сварочное приспособление (14), содержащее преобразователь, по меньшей мере один звуковод (16) и по меньшей мере одну опору (17), при этом звуковод (16) колеблется в направлении опоры (17) для сварки и установлен с возможностью вращения вокруг оси (23), параллельной направлению колебаний (18), и вращается в процессе сварки, отличающаяся тем, что ультразвуковое сварочное устройство (14) для сварки клапанов клапанных пакетов (13) установлено на суппорте (43) с возможностью движения (42) вдоль суппорта(43), при этом суппорт (43) установлен на разгрузочном устройстве (40) с возможностью продольного движения (41) относительно разгрузочного устройства (40). 2. Устройство согласно п.1, отличающееся тем, что оно содержит несколько наполняющих портов(12). 3. Устройство согласно предыдущему пункту, отличающееся тем, что упаковочная машина (10) выполнена ротационного типа, а ультразвуковое сварочное устройство (14) расположено существенно неподвижно относительно плоскости вращения упаковочной машины (10). 4. Устройство согласно по меньшей мере одному из предыдущих пунктов, отличающееся тем, что ультразвуковое сварочное приспособление (14) выполнено стационарно на разгрузочном устройстве (40). 5. Устройство по любому из предшествующих пунктов, отличающееся тем, что скорость ультразвукового сварочного приспособления (14) в продольном направлении разгрузочного приспособления (40) равна скорости подачи разгрузочной ленты. 6. Устройство по любому из предшествующих пунктов, отличающееся тем, что движение ультразвукового сварочного приспособления (14) является наклонным к горизонтали, при этом угол наклона к горизонтали выбирают от 25 до 75. 7. Устройство по любому из предшествующих пунктов, отличающееся тем, что ультразвуковое сварочное приспособление (14) установлено с возможностью регулировки суппорта (43) по высоте. 8. Устройство по любому из предшествующих пунктов, отличающееся тем, что опора (17) выполнена с возможностью вращения. 9. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) выполнен с круговой симметрией, по меньшей мере частично, радиально простирающимся в контактную зону (22), и предпочтительно содержит радиальное кольцо (24) или выступ в контактной зоне (22). 10. Устройство по любому из предшествующих пунктов, отличающееся тем, что окружная скорость звуковода (16) соответствует скорости движения (21) заготовки (13), которая должна быть заварена. 11. Устройство по любому из предшествующих пунктов, отличающееся тем, что ось вращения (23) звуковода (16) установлена под углом (32) к оси вращения (26) опоры (17). 12. Устройство по любому из предшествующих пунктов, отличающееся тем, что угол (27) между осью вращения (23) звуковода (16) и осью вращения (26) опоры (17) выполнен не меньше чем 30. 13. Устройство по любому из предшествующих пунктов, отличающееся тем, что касательная к окружности звуковода (16) параллельна направлению транспортирования (21) заготовок (13). 14. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) поддерживается с возможностью вращения в узлах колебаний. 15. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) содержит титан, по меньшей мере частично. 16. Устройство по любому из предшествующих пунктов, отличающееся тем, что звуковод (16) содержит покрытие.
МПК / Метки
МПК: B65B 7/02, B29C 65/08
Метки: устройство, пакетов, сварки
Код ссылки
<a href="https://eas.patents.su/11-21304-ustrojjstvo-dlya-svarki-paketov.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для сварки пакетов</a>
Устройство для изготовления повторно запечатываемых пакетов
Номер патента: 2846
Опубликовано: 31.10.2002
Автор: Холловэй Стефен Джон
МПК: A24F 23/02
Метки: повторно, изготовления, запечатываемых, пакетов, устройство
Формула / Реферат:
1. Направляющая пластина, предназначенная для использования в устройстве для производства повторно запечатываемых пакетов для табака, содержащая продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении между пленкой, расположенной с обеих сторон направляющей пластины, причем прорезь замкнута в своем нижнем конце...
Устройство для размещения клапанных пакетов
Номер патента: 17837
Опубликовано: 29.03.2013
Автор: Воленкемпер Вилли
МПК: B65B 59/00, B65B 43/18, B65B 43/26...
Метки: пакетов, устройство, размещения, клапанных
Формула / Реферат:
1. Устройство (10) для размещения клапанных пакетов (2) на наполняющей позиции (27) упаковочной машины (1), имеющее по меньшей мере одну размещающую головку (20), обеспеченную поворотным захватным приспособлением (4) и размещающим приспособлением (5), в котором захватное приспособление (4) обеспечено и приспособлено для зажима и подъема пакетов в первое поворотное положение (8) клапанного пакета (2) из стопки (3) пакетов (2), расположенной на...
Сварочный агрегат для сварки двух рельсов пути и способ сварки
Номер патента: 8316
Опубликовано: 27.04.2007
Автор: Мюллайтнер Хайнц
МПК: E01B 11/50, C21D 9/50
Метки: двух, пути, сварки, сварочный, рельсов, агрегат, способ
Формула / Реферат:
1. Сварочный агрегат (1) для сварки двух рельсов (2) пути (3), состоящий из устройства (5) управления, двух половин (4), установленных с возможностью перемещения посредством обжимных цилиндров (7) в продольном направлении (6) рельсов и содержащих предусмотренные для прижатия к рельсам (2) зажимные колодки (8), и срезающего ножа (9) для срезания сварочного грата (11) со сварного стыка (12), отличающийся тем, что на одной половине (4) агрегата...
Система, устройство и способ быстрой фильтрации и обработки пакетов
Номер патента: 4423
Опубликовано: 29.04.2004
Авторы: Финк Гонен, Харуш Амир
Метки: обработки, пакетов, устройство, система, способ, быстрой, фильтрации
Формула / Реферат:
1. Система для ускоренной фильтрации пакетов, включающая в себя: (a) узел-источник для передачи пакета; (b) узел-адресат для приема упомянутого пакета; (c) брандмауэр, размещенный между узлом-источником и узлом-адресатом, для осуществления фильтрации пакетов в соответствии по меньшей мере с одним правилом и (d) модуль предварительной фильтрации, соединенный с брандмауэром, для приема по меньшей мере одной команды из упомянутого брандмауэра и...
Способ и устройство для соединения торцов труб из стали посредством орбитальной сварки по гибридной технологии
Номер патента: 17579
Опубликовано: 30.01.2013
Авторы: Олшок Симон, Брунс Клаас, Шмид Христиан
МПК: B23K 26/28, B23K 28/02, B21C 37/08...
Метки: посредством, торцов, стали, устройство, орбитальной, соединения, труб, технологии, гибридной, сварки, способ
Формула / Реферат:
1. Способ соединения концов труб из стали посредством орбитальной лазерной электродуговой сварки по гибридной технологии, концы которых соединяют одним или несколькими слоями шва, причем в качестве инструмента головку для лазерной и электродуговой сварки в процессе сварки проводят по меньшей мере по одному кольцевому рельсу, установленному неподвижно в зоне места сварки вокруг конца трубы, и передвигают вокруг трубы, отличающийся тем, что...
Предыдущий патент: Способы лечения или профилактики рвоты с помощью агентов, усиливающих секрецию гормона роста
Следующий патент: Способ лечения глаз для профилактики пресбиопии и глаукомы и средства для осуществления лечения
Случайный патент: Судовая установочная рама для транспортирования резервуаров