Устройство для изготовления повторно запечатываемых пакетов
Формула / Реферат
1. Направляющая пластина, предназначенная для использования в устройстве для производства повторно запечатываемых пакетов для табака, содержащая продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении между пленкой, расположенной с обеих сторон направляющей пластины, причем прорезь замкнута в своем нижнем конце с возможностью открывания повторно закрываемой застежки.
2. Направляющая пластина по п.1, в которой после замкнутого конца прорези с обеих сторон пластины расположен желобок для приема соответствующих частей повторно закрываемой застежки.
3. Направляющая пластина по п.2, в которой начальные концы желобков выполнены сходящимися в конус в точке, совпадающей с задним концом прорези.
4. Направляющая пластина по п.2 или 3, в которой после расположенных напротив друг друга желобков расположена выемка, выполненная с возможностью закрытия застежки в заданных местах по ее длине.
5. Устройство для изготовления повторно закрываемых пакетов для табака, содержащее средство подачи пленки из термопласта, средство подачи двухсторонней повторно закрываемой застежки, направляющую для пленки, предназначенную для загибания пленки через направляющую пластину и внутренние боковые направляющие стенки, причем указанная направляющая пластина включает в себя продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную указанной кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении, причем прорезь замкнута в своем нижнем конце с возможностью открывания застежки, и сварочное нагревательное средство, расположенное перед концом прорези для крепления двух частей повторно закрываемой застежки к пленке на соответствующих сторонах направляющей пластины.
6. Устройство по п.5, в котором вслед за замкнутым концом прорези с обеих сторон пластины расположен продольный желобок для приема соответствующих частей повторно закрываемой застежки.
7. Устройство по п.6, в котором начальные концы желобка выполнены сходящимися на конус в точке, совпадающей с задним концом прорези.
8. Устройство по п.7, в котором после замкнутого конца прорези расположены зажимающие устройства для застежки, которые сжимают и сваривают концы застежки через заданные интервалы, величина которых зависит от нужной длины пакета.
9. Устройство по п.8, в котором зажимающие устройства выполнены с возможностью воздействия на застежку с использованием выемки в направляющей пластине, причем выемка расположена после желобков.
10. Устройство по п.9, в котором после устройств, зажимающих застежку, расположены боковые нагреватели для сваривания боковых сторон пакета от сгиба до застежки.
11. Устройство по п.10, в котором после боковых нагревателей расположено режущее устройство для резания вдоль каждого бокового сварного шва перпендикулярно сгибу для получения отдельных пакетов.
12. Устройство по любому из пп.5-11, в котором непосредственно после сварочного нагревательного средства для застежки размещены средства охлаждения.
13. Устройство по п.12, в котором указанные средства охлаждения содержат блоки с жидкостным охлаждением.
14. Устройство по любому из пп.5-13, в котором выполнены передаточные средства, предназначенные для подачи пакетов к засыпной насадке для подачи табака, а также закрывающие средства, предназначенные для закрытия каждого пакета после заполнения.
15. Устройство по п.14, в котором закрывающее средство содержит шарнирный цилиндрический стержень с вытянутой рабочей поверхностью, выполненный с возможностью последовательного взаимодействия с застежкой по ее длине, принуждая ее закрываться, прижимая к участку передаточного средства.
16. Устройство по п.15, в котором указанная рабочая поверхность выполнена дугообразной, стержень под воздействием пружины возвращается в исходное конечное положение, а цилиндрический стержень выполнен с возможностью смещения с преодолением сопротивления пружины посредством пневматического устройства.

Текст
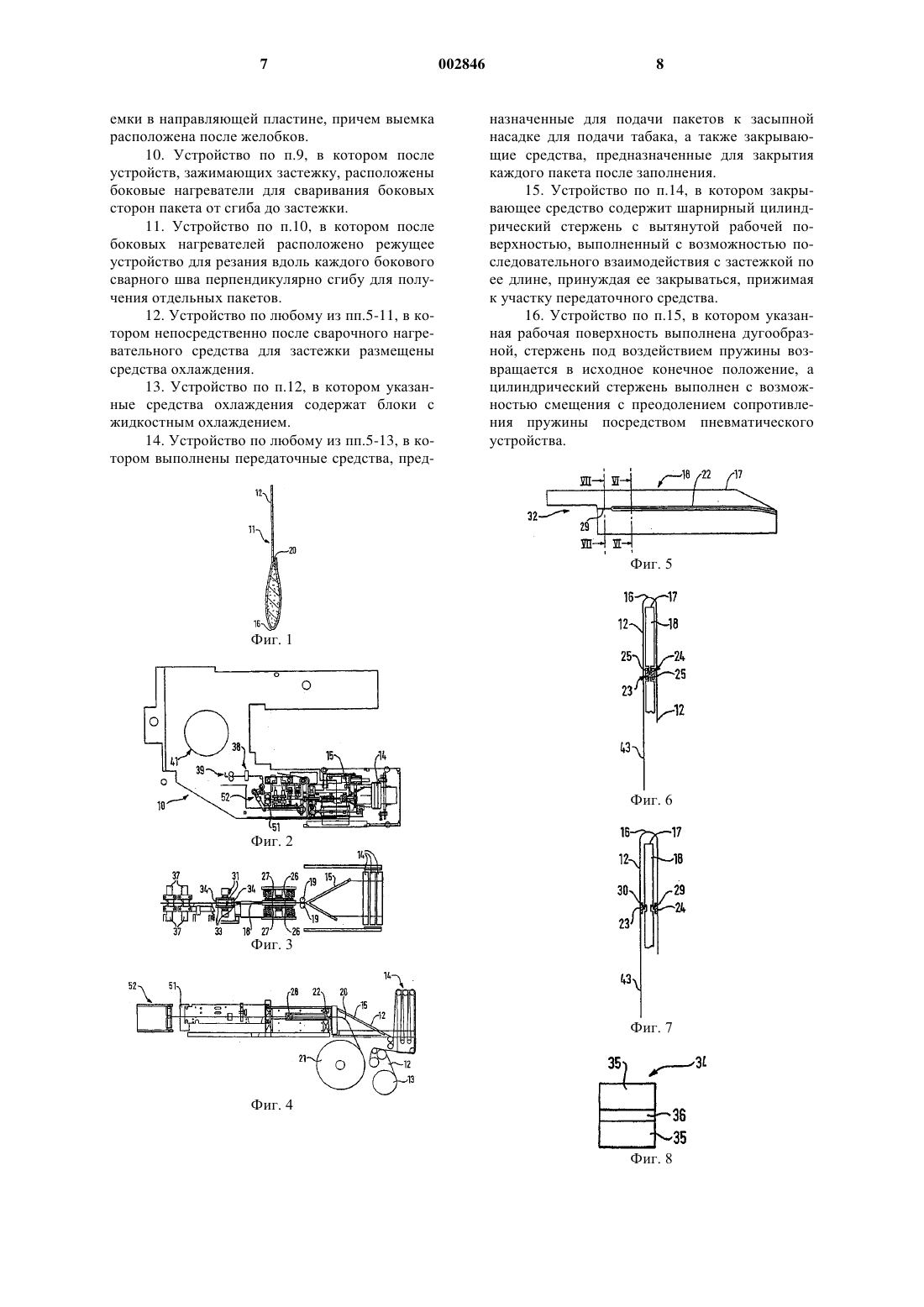
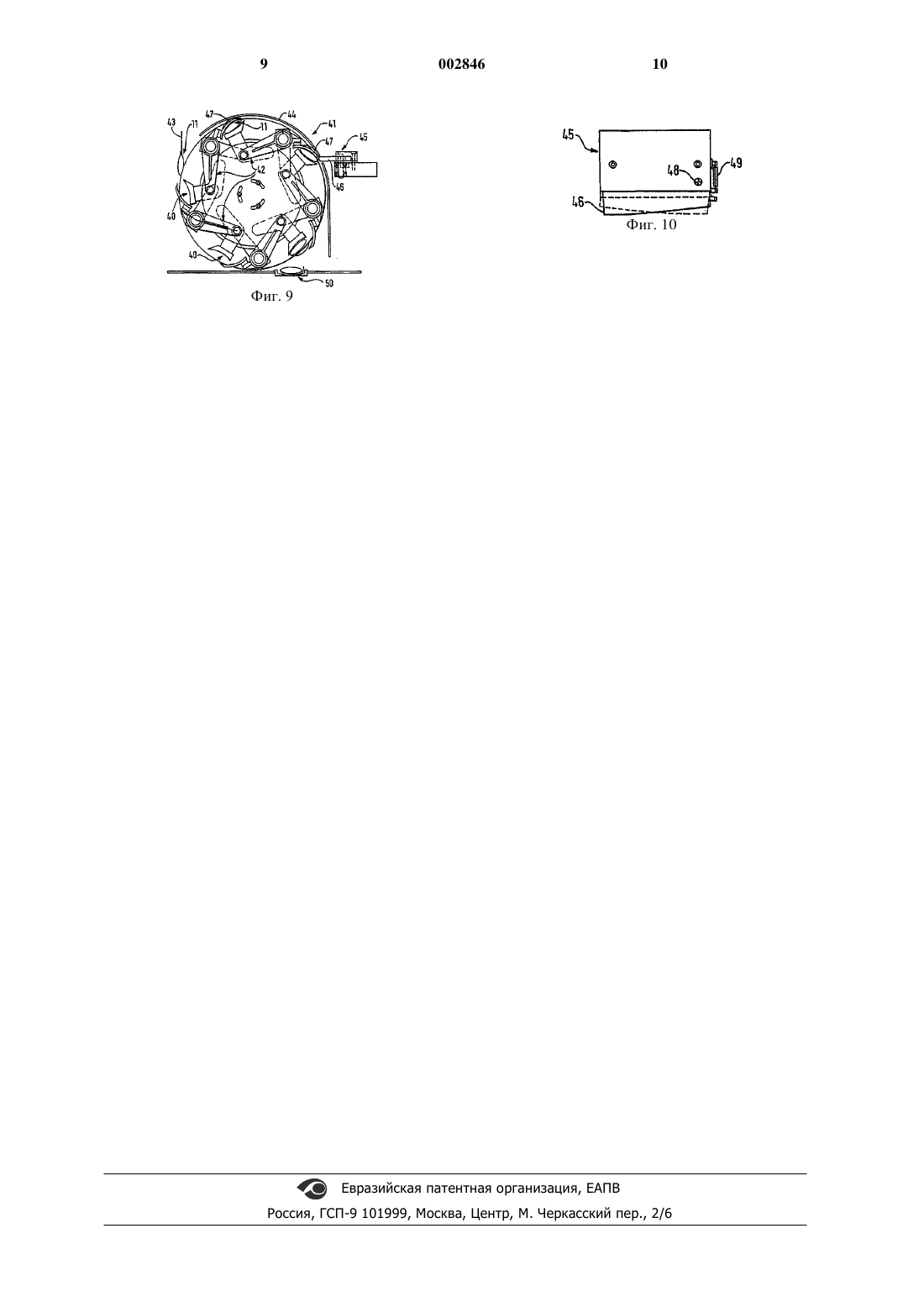
1 Настоящее изобретение относится к устройству, предназначенному для изготовления повторно запечатываемых пакетов, таких как применяемые для хранения табака, причем такой пакет представляет собой карман с повторно закрываемой застежкой. Согласно первому аспекту настоящего изобретения предлагается направляющая пластина для использования в устройстве для изготовления повторно запечатываемых пакетов для табака, причем эта направляющая пластина включает в себя продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную указанной кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении между пленкой, расположенной с обеих сторон направляющей пластины, причем прорезь замкнута в своем нижнем конце таким образом, чтобы открывать повторно закрываемую застежку. Предпочтительно после замкнутого конца прорези с обеих сторон пластины располагается желобок для приема соответствующих частей повторно закрываемой застежки. В одном предпочтительном варианте реализации предлагается выемка, выполненная после расположенных напротив друг друга желобков, причем выемка позволяет закрывать застежку в заданных местах по ее длине. В предпочтительном варианте верхние концы желобка сходятся на конус в точке, совпадающей с задним концом прорези. Согласно второму аспекту настоящего изобретения предлагается устройство, предназначенное для изготовления повторно запечатываемых пакетов для табака, которое включает в себя средство подачи пленки из термопласта,средство подачи двухсторонней повторно запечатываемой застежки, направляющую для пленки, предназначенную для завертывания пленки через направляющую пластину и внутренние боковые направляющие стенки, причем указанная направляющая пластина включает в себя продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную указанной кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении, причем прорезь замкнута в своем заднем конце таким образом, чтобы открывать повторно закрываемую застежку, и сварочное нагревательное средство, расположенное перед концом прорези для крепления двух частей повторно закрываемой застежки к пленке с соответствующих сторон направляющей пластины. В одном из вариантов реализации вслед за замкнутым концом прорези с обеих сторон пластины расположен продольный желобок для приема соответствующих частей повторно закрываемой застежки. Обычно верхние концы желобка сходятся на конус в точке, совпадающей с задним концом прорези. 2 Предпочтительно после замкнутого конца прорези располагаются зажимающие устройства для застежки, которые сжимают и сваривают концы застежки через заданные интервалы, величина которых зависит от длины пакета. Наилучшим вариантом является воздействие зажимающих устройств на застежку с использованием выемки в направляющей пластине, причем выемка располагается после желобков. В предпочтительном варианте реализации после устройств, зажимающих застежку, расположены боковые нагреватели для сваривания боковых сторон пакета, от сгиба до застежки, а после боковых нагревателей расположено режущее устройство для резания вдоль каждого бокового сварного шва перпендикулярно сгибу для получения отдельных пакетов. В идеале непосредственно после сварочного нагревательного средства для застежки размещаются средства охлаждения. Обычно указанные средства охлаждения представляют собой блоки с жидкостным охлаждением. Предпочтительной особенностью является применение передаточных средств, предназначенных для подачи пакетов к засыпной насадке для подачи табака, а также закрывающих средств, предназначенных для закрытия каждого пакета после заполнения. Согласно третьему аспекту настоящего изобретения закрывающее средство представляет собой шарнирный цилиндрический стержень с вытянутой рабочей поверхностью, выполненной с возможностью последовательного взаимодействия с застежкой по ее длине, принуждая ее закрываться, прижимая к участку передаточного средства. Предпочтительно такая рабочая поверхность является дугообразной, а стержень под воздействием пружины возвращается в исходное конечное положение, причем цилиндрический стержень можно смещать с преодолением сопротивления пружины с помощью пневматического устройства. Ниже вариант реализации настоящего изобретения будет описан более подробно. Описание составлено со ссылками на прилагаемые чертежи, на которых на фиг. 1 показан в поперечном разрезе пакет для табака с повторно закрываемыми застежками; на фиг. 2 показано общее изображение сверху устройства для производства пакетов; на фиг. 3 показано упрощенное изображение сверху части устройства, показанного на фиг. 2; на фиг. 4 показано изображение сбоку части направляющей пластины устройства, показанного на фиг. 3; на фиг. 5 показано изображение направляющей пластины сбоку; на фиг. 6 и 7 в увеличенном масштабе показаны изображения в поперечном разрезе, выполненном по линиям VI-VI и VII-VII на фиг. 5; 3 на фиг. 8 показано изображение спереди одного вида сварочного упора, применяемого в устройстве; на фиг. 9 показано изображение сбоку закрывающей головки; и на фиг. 10 показано сверху изображение применяемого в закрывающей головке средства,закрывающего застежку. На фигурах показано устройство 10, предназначенное для изготовления повторно запечатываемых пакетов 11, заполнения пакетов 11 продуктом типа табака и закрытия пакетов 11. Пакеты 11 изготовлены из термопластического материала в виде пленки 12, отдельные участки которой могут свариваться между собой с использованием тепла, давления или того и другого вместе. Некоторые из особенностей устройства 10 известны как применяемые в устройствах для изготовления и заполнения обычных табачных пакетов. Пленку 12 с рулона 13 через последовательность валков 14 подают на А-образную наклонную раму 15, которая сужается в направлении продвижения пленки для образования на непрерывной пленке 12 продольного сгиба 16. После А-образной рамы 15 сгиб 16 попадает на продольную верхнюю кромку 17, по существу,вертикальной направляющей пластины 18. Пленка 12 с обеих сторон направляющей пластины 18 проходит между вертикальными направляющими валками 19 и ограничивается наружными направляющими панелями, расположенными по сторонам направляющей пластины 18. Непрерывная повторно закрываемая застежка 20 подается с такой же скоростью, как пленка 12, с другого рулона 21 и поступает в продольную прорезь 22, выполненную в направляющей пластине 18. Основная часть прорези 18, по существу, параллельна верхней кромке 17 направляющей пластины 18, так что застежка 20 размещается между частями пленки 12, находящимися с каждой стороны направляющей пластины, в целом, параллельно сгибу 16 на пленке 12, хотя в этом варианте реализации имеется дополнительный, несколько дугообразный ввод в прорезь 22. Застежка 20 состоит из двух частей 23, 24, каждая из которых содержит поверхность крепления 25, обращенную к соответствующим частям пленки 12 по сторонам направляющей пластины 18. Открываемая и закрываемая соединительная деталь застежки 20 не показана в деталях. После установки застежки 20 в заданное положение сварочные нагреватели 26, расположенные с обеих сторон направляющей пластины 18, приваривают пленку 12 с обеих сторон направляющей пластины к соответствующим поверхностям крепления 25 застежки 20. Сразу же после сварки застежка 20, занимающая свое положение в комплексе пленка 12/застежка 20,проходит через участок охлаждения, который 4 может состоять из блоков 27 с жидкостным охлаждением, прилегающих к наружным боковым поверхностям пленки 12. В проиллюстрированном варианте реализации сварочные нагреватели и охлаждающие блоки 26, 27 образуют единый узел. После охлаждающих блоков 27 прорезь 22 замыкается скошенным в наружном направлении упором 26, который вызывает разделение двух частей 23, 24 застежки 20, открывая таким образом застежку. Две части 23, 24 застежки 20 теперь попадают в соответствующие продольные желобки 29, 30, поперечное сечение которых предусматривает помещение в них взаимодействующих деталей частей 23, 24 застежки 20. Благодаря этому пленка 12 остается плотно прилегающей к направляющей 18 при сохранении, в целом, совмещения двух частей 23, 24 застежки. После разделения двух частей застежки 20 комбинация пленки и застежки проходит через два расположенных друг против друга застегивающих обжимных и сварочных устройства 31,совмещенных с выемкой 32 в направляющей пластине. Каждое застегивающее обжимное устройство может перемещаться с помощью сжатого воздуха по направлению к направляющей пластине 18 и другому застегивающему обжимному устройству 31 и от них. Застегивающие обжимные устройства 31 выполнены с возможностью нагревания застежки и пленки ультразвуком и снабжены с одной стороны парой упоров 33, предназначенных для взаимодействия с упорами 34 на противоположном застегивающем обжимном устройстве. Располагающиеся друг против друга упоры 33, 34 действуют через углубление 32 для закрытия застежки 20 в заданных местах и сваривания застежки 20, закрытой в этих местах. На практике работа устройства синхронизируется таким образом, что застежка 20 заваривается через одинаковые интервалы по ее длине, причем продольное расстояние между сварными швами ограничивает горловину карманов получаемых в результате пакетов. Кроме того, сварные швы простираются на небольшое расстояние ниже поверхностей крепления 25 застежки 20 по причинам, которые будут разъяснены позднее. Упоры 33 прижимают к упорам 34 гофрированную поверхность, однако упоры 34 имеют,в целом, гладкую поверхность 35 с простирающимся по горизонтали вогнутым желобом, в который помещается застежка 20. Такое сочетание упоров 33, 34 позволяет получить с помощью упоров 34 более гладкую отделку передней стороны пакета. Комбинация пленки и застежки проходит затем через два боковых сварочных участка 37,которые формируют вертикальные боковые швы, протягивающиеся от сгиба 16 на пленке до сварных обжимных швов на застежке 20. Про 5 тяженность сварного обжимного шва на небольшое расстояние ниже застежки 20 гарантирует, что боковой сварной шов легко формируется без помех со стороны застежки, так что пакет оказывается, по существу, воздухонепроницаемым. Затем комбинация перемещается к режущему устройству 38, обрезающему по центру боковые сварные швы и остаток пленки 12, совмещенный с ним, формируя отдельные пакеты 11, каждый с закрываемой застежкой 20, пересекающей его открытую горловину. Открытые пакеты затем переворачивают и по отдельности пропускают в направлении засыпной насадки 39 после дополнительной продувки пакетов сжатым воздухом для устранения любого частичного закрытия застежки 20, которое может иметь место. После заполнения пакеты 11 по отдельности помещают в последовательно расположенные захваты 40 закрывающей застежки головки 41, которая вращается со скоростью, согласованной со скоростью остальной установки. Механические рычажные механизмы 42 заставляют захваты 40 захватывать пакеты 11 ниже застежки 20, в то время как обычный клапан 43 пакета складывается поверх остальной части пакета 11 благодаря попаданию под направляющую поверхность 44. Вращающееся закрывающее устройство 45 застежек действует через зазор в направляющей поверхности 44 и закрывает застежку 20 при краткой остановке закрывающей головки 41. Закрывающее устройство 45 включает в себя вращающийся цилиндрический стержень 46,который взаимодействует с пакетом 11, прилегающим к застежке 20, и прижимает закрытую по всей длине застежку к захватывающему элементу 47 захвата 40. Цилиндрический стержень 46 поворачивается вокруг оси 46 и под воздействием пружины 49 переходит в одно из своих крайних положений, показанное на фиг. 10. Цилиндрический стержень поворачивается под воздействием сжатого воздуха относительно оси 48, преодолевая сопротивление пружины 49, чтобы выполнить свое действие по закрытию застежки,как показано пунктиром на фиг. 10. После закрытия застежки 20 пакет 11 поступает на конвейер 50, предназначенный для доставки его на участок заключительной упаковки (не показан). В процессе формирования пакета 11 пленка 12 фактически протягивается через участок направляющей пластины с помощью вертикальных тянущих валков 51 и натяжного блока 52. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Направляющая пластина, предназначенная для использования в устройстве для производства повторно запечатываемых пакетов для 6 табака, содержащая продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении между пленкой, расположенной с обеих сторон направляющей пластины, причем прорезь замкнута в своем нижнем конце с возможностью открывания повторно закрываемой застежки. 2. Направляющая пластина по п.1, в которой после замкнутого конца прорези с обеих сторон пластины расположен желобок для приема соответствующих частей повторно закрываемой застежки. 3. Направляющая пластина по п.2, в которой начальные концы желобков выполнены сходящимися в конус в точке, совпадающей с задним концом прорези. 4. Направляющая пластина по п.2 или 3, в которой после расположенных напротив друг друга желобков расположена выемка, выполненная с возможностью закрытия застежки в заданных местах по ее длине. 5. Устройство для изготовления повторно закрываемых пакетов для табака, содержащее средство подачи пленки из термопласта, средство подачи двухсторонней повторно закрываемой застежки, направляющую для пленки,предназначенную для загибания пленки через направляющую пластину и внутренние боковые направляющие стенки, причем указанная направляющая пластина включает в себя продольную кромку, через которую загнута пленка из термопласта, а также продольную прорезь, параллельную указанной кромке и предназначенную для приема повторно закрываемой застежки в закрытом положении, причем прорезь замкнута в своем нижнем конце с возможностью открывания застежки, и сварочное нагревательное средство, расположенное перед концом прорези для крепления двух частей повторно закрываемой застежки к пленке на соответствующих сторонах направляющей пластины. 6. Устройство по п.5, в котором вслед за замкнутым концом прорези с обеих сторон пластины расположен продольный желобок для приема соответствующих частей повторно закрываемой застежки. 7. Устройство по п.6, в котором начальные концы желобка выполнены сходящимися на конус в точке, совпадающей с задним концом прорези. 8. Устройство по п.7, в котором после замкнутого конца прорези расположены зажимающие устройства для застежки, которые сжимают и сваривают концы застежки через заданные интервалы, величина которых зависит от нужной длины пакета. 9. Устройство по п.8, в котором зажимающие устройства выполнены с возможностью воздействия на застежку с использованием вы 7 емки в направляющей пластине, причем выемка расположена после желобков. 10. Устройство по п.9, в котором после устройств, зажимающих застежку, расположены боковые нагреватели для сваривания боковых сторон пакета от сгиба до застежки. 11. Устройство по п.10, в котором после боковых нагревателей расположено режущее устройство для резания вдоль каждого бокового сварного шва перпендикулярно сгибу для получения отдельных пакетов. 12. Устройство по любому из пп.5-11, в котором непосредственно после сварочного нагревательного средства для застежки размещены средства охлаждения. 13. Устройство по п.12, в котором указанные средства охлаждения содержат блоки с жидкостным охлаждением. 14. Устройство по любому из пп.5-13, в котором выполнены передаточные средства, пред 002846 8 назначенные для подачи пакетов к засыпной насадке для подачи табака, а также закрывающие средства, предназначенные для закрытия каждого пакета после заполнения. 15. Устройство по п.14, в котором закрывающее средство содержит шарнирный цилиндрический стержень с вытянутой рабочей поверхностью, выполненный с возможностью последовательного взаимодействия с застежкой по ее длине, принуждая ее закрываться, прижимая к участку передаточного средства. 16. Устройство по п.15, в котором указанная рабочая поверхность выполнена дугообразной, стержень под воздействием пружины возвращается в исходное конечное положение, а цилиндрический стержень выполнен с возможностью смещения с преодолением сопротивления пружины посредством пневматического устройства.
МПК / Метки
МПК: A24F 23/02
Метки: изготовления, пакетов, устройство, запечатываемых, повторно
Код ссылки
<a href="https://eas.patents.su/6-2846-ustrojjstvo-dlya-izgotovleniya-povtorno-zapechatyvaemyh-paketov.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для изготовления повторно запечатываемых пакетов</a>
Повторно закрываемая упаковка и способ ее изготовления
Номер патента: 549
Опубликовано: 28.10.1999
Авторы: Фаббри Эвро, Феррари Джованни, Фонтана Антонио, Федериги Альберто
МПК: B65D 1/09, B29C 37/00
Метки: способ, повторно, закрываемая, упаковка, изготовления
Формула / Реферат:
1. Упаковка (1), содержащая проходящий в продольном направлении полый корпус, выполненный с выходным отверстием (15), а также крышку (4, 20, 23), которая содержит проходящую в основном в поперечном направлении зону, из которой выступает пробка (6, 6b, 6c, 21, 21b, 25) для указанного выходного отверстия (15) на части крышки, направленной к выходному отверстию, причем имеются разрывные элементы, предназначенные для непрерывного соединения...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: заготовки, устройство, шестерни(варианты, цельной, кованой, способ, ковкой, изготовления
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Закрываемая дозирующая упаковка, устройство для образования закрываемого отверстия в дозирующей упаковке и способ и устройство для его изготовления
Номер патента: 1270
Опубликовано: 25.12.2000
Автор: Редмонд Сэнфорд
МПК: B65D 25/42, B29D 22/00
Метки: упаковка, дозирующей, изготовления, закрываемая, отверстия, устройство, упаковке, дозирующая, образования, закрываемого, способ
Формула / Реферат:
1. Устройство для образования отверстия в упаковках или контейнерах, содержащее отрываемую головку, изготовленную из термоформуемой пластмассы и выполненную в виде полого выступа на поверхности, вся линия пересечения которого с этой поверхностью выполнена в виде линии обрыва. 2. Устройство для образования отверстия по п.1, в котором полый выступ имеет форму усеченного конуса. 3. Устройство для образования отверстия по п.1, в котором поверхность,...
Способ изготовления термоизолированной трубы и устройство для его осуществления

Номер патента: 2445
Опубликовано: 25.04.2002
Автор: Мишкович Слободан
МПК: F16L 59/04
Метки: осуществления, способ, устройство, трубы, изготовления, термоизолированной
Формула / Реферат:
1. Способ изготовления термоизолированной трубы, при котором трубопровод (1, 44) для различных текучих сред с дополнительным оборудованием (32) и/или с гибким оборудованием (36), или без них, вталкивают в трубчатый кожух (5, 45) с помощью тележки (34) по горизонтальной направляющей (37) для тележки; на концах трубопровода размещают нижнее приспособление (10, 43) и верхнее приспособление (11, 48); с помощью принимающей тележки (40) и...
Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой
Номер патента: 1743
Опубликовано: 27.08.2001
Автор: Алкио Йоуни Алекси
МПК: B29D 23/00, B29C 45/14, F16L 47/02...
Метки: трубами, соединяемых, устройство, изготовления, пластмассовых, фитингов, электросваркой, способ
Формула / Реферат:
1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем...
Предыдущий патент: Шаровой клапан
Следующий патент: Воздуховодное устройство с ларингеальной маской
Случайный патент: Система теплового двигателя