Способ олигомеризации низших олефинов
Номер патента: 2128
Опубликовано: 24.12.2001
Авторы: Барильчук Михаил Васильевич, Ростанин Николай Николаевич, Ростанина Елена Дмитриевна, Фалькевич Генрих Семёнович

Формула / Реферат
1. Способ каталитической олигомеризации олефинсодержащих углеводородных фракций С3 и С4 или С4 в бензиновые углеводороды, в котором осуществляют контакт сырья с катализатором олигомеризации, содержащим цеолит группы пентасилов, в условиях олигомеризации с образованием потока, обогащенного углеводородами С5+, полученный поток продуктов охлаждают, пропускают через сепаратор и фракционируют жидкую фазу из сепаратора с целью выделения потока, содержащего углеводороды С3+, и потока легких углеводородов и поток, содержащий углеводороды С3+, фракционируют с получением бензина C5+, фракции углеводородов С3 и фракции углеводородов С4, отличающийся тем, что поток легких углеводородов содержит компоненты C1-C4 и часть этого потока и часть фракции углеводородов С4 направляют на смешение с олефинсодержащим сырьем.
2. Способ по п.1, отличающийся тем, что на смешение с олефинсодержащим сырьем направляют часть фракции углеводородов С4 и часть потока легких углеводородов из сепаратора при объемном отношении углеводороды:водород в рецикле от 1:0,3 до 1:2.
3. Способ по п.1, отличающийся тем, что поток, содержащий углеводороды С3+, фракционируют следующим образом: поток направляют в дебутанизатор и выделяют бензин C5+ и поток углеводородов С3-С4, и поток углеводородов С3-С4 направляют в депропанизатор и выделяют фракции С3 и С4.
4. Способ каталитической олигомеризации углеводородных олефинсодержащих фракций С3 и С4 по п.1, отличающийся тем, что поток продуктов частично охлаждают, осуществляя его теплообмен с самоохлажденным пропиленсодержащим сырьем, которое затем смешивают в эжекторе с потоком олефинсодержащего сырья.
5. Способ по п.1, отличающийся тем, что контакт сырья с катализатором прерывают и выжигают кокс, образовавшийся на катализаторе в условиях олигомеризации сырья.
6. Способ по п.5, отличающийся тем, что контакт сырья с катализатором прерывают и осуществляют контакт катализатора с водородсодержащим газом при температуре, на 20-50шС превышающей температуру его контакта с сырьем, до прекращения выделения углеводородов с потоком водородсодержащего газа.
Текст
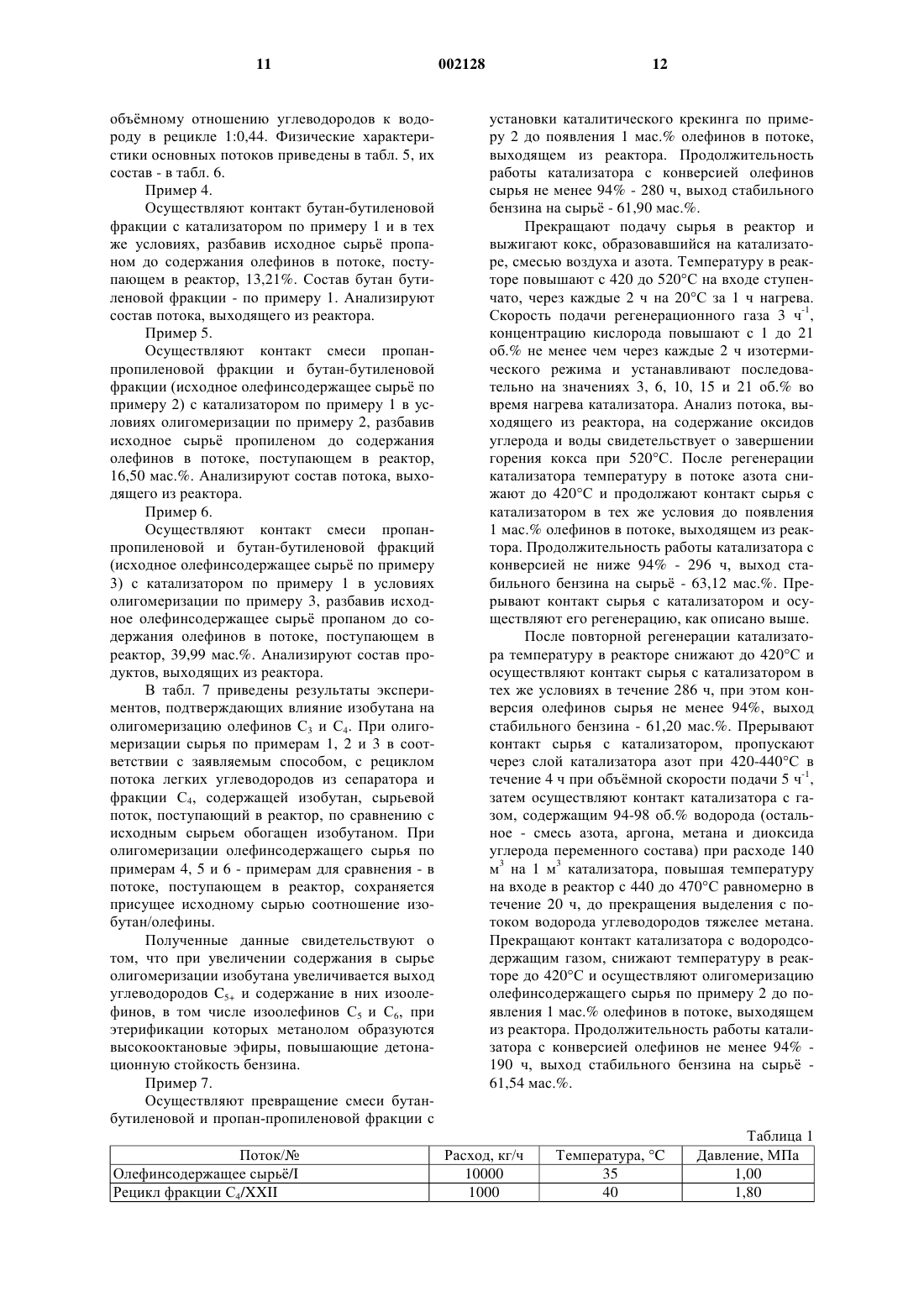
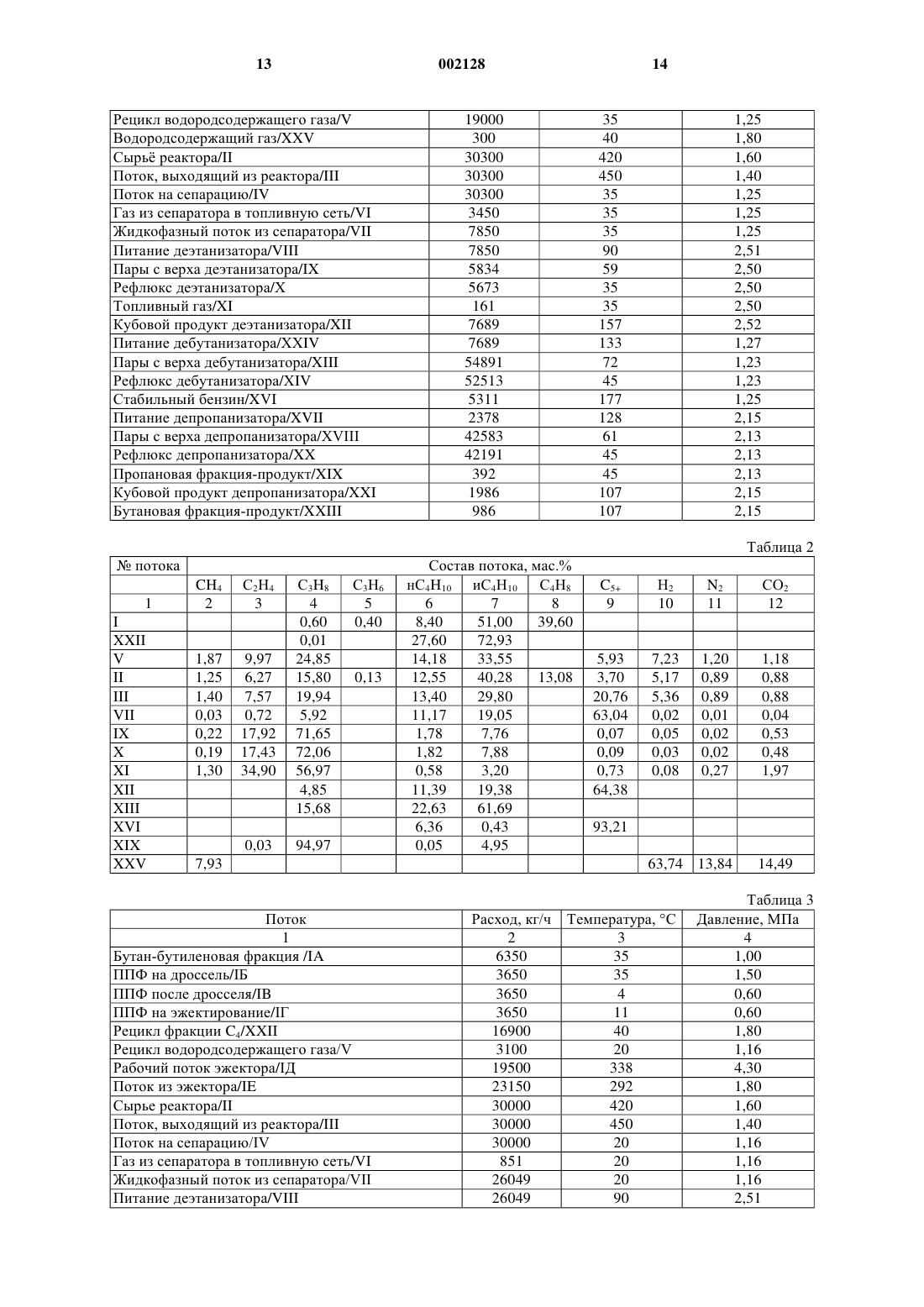
1 Изобретение относится к способам конверсии низших олефинов в бензиновые углеводороды и может быть использовано в нефтепереработке и нефтехимии. В процессах нефтепереработки образуется большое количество газообразных при нормальных условиях смесей парафинов и олефинов, основными источниками которых являются процессы каталитического крекинга и депарафинизации дизтоплива. Одно из направлений решения проблемы использования олефинсодержащих газов получение из олефинов компонентов моторных топлив. Цеолиты группы пентасилов являются эффективными катализаторами конверсии низших олефинов в углеводороды С 5+. При умеренных температурах олигомеризации олефинов получают cмесь олефинсодержащих бензиновых и дизельных фракций, а также масляные фракции. При повышенных температурах увеличивается скорость реакции дегидроциклизации, в жидких продуктах возрастает содержание ароматических и парафиновых углеводородов. Свойства катализатора и особенности технологии позволяют осуществлять олигомеризацию олефинов с высокой селективностью по тому или иному продукту (1). Реакции олигомеризации олефинов сопровождаются выделением тепла, поэтому олефинсодержащее сырь разбавляют, а также охлаждают частично превращенное сырь или реакционную зону. В качестве разбавителя олефинов используют бензиновую фракцию (при получении дизтоплива) или газообразные алканы (при получении бензина), выделенные из потока продуктов. Известен каталитический способ (2) превращения низших олефинов в более тяжелые углеводороды, включающий смешение жидкого олефинсодержащего сырья со сжатым жидким потоком алканов, содержащим в основном парафины С 3 и С 4, нагревание сырья и его контакт с катализатором олигомеризации в условиях превращения основной части олефинов в углеводороды бензина и дизтоплива, охлаждение потока, выходящего из реактора, в ребойлерной секции дебутанизатора, дебутанизацию охлажднного потока с выделением конденсированного потока низших алканов и углеводородов C5+,рецикл хотя бы части конденсированных низших алканов, фракционирование углеводородовC5+ с получением бензина и среднего дистиллята. Часть низших алканов далее может быть фракционирована с получением сжиженного газа, не содержащего этана. Известен способ (3) олигомеризации низших олефинов в жидкие углеводороды, в котором сырь разбавляют жидким потоком алкаков,осуществляют его взаимодействие с катализатором олигомеризации, поток, выходящий из реактора, охлаждают и фракционируют с получением конденсированного рециклового потока 2 низших алифатических углеводородов, жидкого продукта С 3-С 4, жидкого продукта, состоящего в основном из углеводородов С 5+ и газового потока C2-, причем фракционирование осуществляют в следующих последовательных стадиях: дебутанизация потока, выходящего из реактора, с получением углеводородов C5+ и конденсированного потока низших алифатических углеводородов, деэтанизация части низших алифатических углеводородов с получением газообразного этана и потока продукта С 3-С 4, и осуществляют рецикл хотя бы части алифатических углеводородов для разбавления олефинсодержащего сырья. Выходящий из реактора поток могут хотя бы частично охлаждать при теплообмене с сырьевым потоком и в ребойлере деэтанизатора. В описанных способах олигомеризации олефинов в качестве рецикла-разбавителя сырья используют смесь углеводородов C1-C4, обогащенную парафинами С 3 и С 4, полученную при фракционировании потока, выходящего из реактора, с выделением жидкого продукта C5+. Известен способ (4) конверсии лгких олефинов в сжиженный газ и ароматические углеводороды на содержащем галлий катализаторе при температуре менее 425 С, в котором конверсия сырья в ароматические углеводороды такова, что поток, выходящий из реактора, разделяют на продуктовые потоки, один из которых обогащен ароматическими углеводородами С 6-С 8, а другой - парафинами С 3 и С 4 и может быть использован как рецикловый для разбавления олефинсодержащего сырья. При высоком содeржании олефинов в потоке С 3-С 4 он может быть фракционирован с выделением продуктов С 3 и С 4 и их части использованы в качестве рецикла. Описанный способ конверсии олефинов осуществляют также с введением в реакционную зону водорода и циркуляцией водородсодержащего газа. Для разделения продуктов используют две фракционирующие колонны - дебутанизатор, в котором выделяют фракции C6+ и С 3-С 4, и депропанизатор, в котором разделяют фракции С 3 и С 4. В предлагаемой схеме реализации процесса лгкие газы выделяют в двух сепараторах с промежуточным охлаждением. В качестве прототипа выделен способ (5) конверсии олефинов в бензин C5+. Объектами изобретения являются техника отделения компонентов сжиженного газа из потока продуктов,выходящего из реактора, в том числе снижение потерь компонентов С 3 с топливным газом, а также интегрирование процесса олигомеризации газов каталитического крекинга с блоком разделения установки каталитического крекинга. Способ (5) олигомеризации олефинов в бензин C5+ включает контакт углеводородного потока, содержащего олефины С 3 и/или С 4, с селективным среднепористым катализатором в зоне олигомеризации в условиях олигомеризации с получением потока, обогащенного угле 3 водородами C5+, разделение этого потока с выделением потоков, содержащих углеводороды С 3- и С 3+, фракционирование потока С 3+ с получением бензина C5+, потока, обогащенного углеводородами С 4, и потока, обогащенного углеводородами С 3. В предпочтительном варианте разделение потока, выходящего из реактора, на потоки С 3- и С 3+ включает пропускание этого потока через высокотемпературный и/или низкотемпературный сепаратор, подачу газового потока из сепаратора в абсорбер для его деэтанизации и получения отходящего газа С 2-, подачу жидкой фазы из сепаратора в фракционирующую колонну для выделения потока С 3+. Фракционирование потока С 3+ в предпочтительном варианте включает подачу этого потока в депропанизатордебутанизатор и выделение продуктов: бензинаC5+, фракции С 3 и фракции С 4. Предполагаемое изобретение - способ каталитической олигомеризации олефинсодержащих углеводородных фракций С 3 и/или С 4 в бензиновые углеводороды, в котором осуществляют контакт сырья с катализатором олигомеризации, содержащим цеолит группы пентасилов,в условиях олигомеризации с образованием потока, обогащенного углеводородами C5+, полученный поток продуктов охлаждают, пропускают через сепаратор и фракционируют жидкую фазу из сепаратора с целью выделения потока,содержащего углеводороды С 3+ и потока лгких углеводородов, и поток, содержащий углеводороды С 3+, фракционируют с получением бензина C5+, фракции углеводородов С 3 и фракции углеводородов С 4, отличающийся тем, что поток лгких углеводородов содержит углеводородыC1-C4 и часть этого потока и часть фракции углеводородов С 4 направляют на смешение с олефинсодержащим сырьм. Предлагаемый способ олигомеризации олефинсодержащего сырья позволяет решить задачу повышения выхода углеводородов C5+ за счет использования водородсодержащего рецикла, обогащенного изобутаном, содержащимся во фракции С 4. В качестве сырья могут быть использованы смеси углеводородов C1-C5, содержащие в значительном количестве оленины С 3 и С 4 и практически не содержащие диенов, например,пропан-пропиленовая и/или бутан-бутиленовая фракции каталитического крекинга. Поток продуктов, полученный при контакте сырья с катализатором олигомеризации, содержащим цеолит группы пентасилов, в условиях олигомеризации, включает бензиновые углеводороды C5+, образовавшиеся в реакции олигомеризации олефинов и в реакциях вторичных превращений олигомеров и представляющие собой олефины C5-C10, ароматические углеводороды, парафины и циклопарафины, а также непрореагировавшие олефины сырья, парафиныC1-C4, являющиеся компонентами сырья и вновь 4 образовавшиеся, а также водород, выделяющийся в процессе превращения сырья и/или введнный в состав сырья для повышения стабильности работы катализатора. Поток продуктов охлаждают, частично конденсируют и выделяют из конденсата углеводороды С 3+, для чего частично сконденсированный поток пропускают через сепаратор и жидкую фазу из сепаратора деэтанизируют в фракционирующей колонне с получением потока, содержащего углеводороды С 3+. Далее поток, содержащий углеводороды С 3+, фракционируют с выделением бензина C5+, фракции углеводородов С 3 и фракции углеводородов С 4, однако, степень извлечения углеводородов С 3 и С 4 в качестве продуктов процесса снижается в принятой более простой схеме выделения потока, содержащего углеводороды С 3+, поскольку несконденсированные компоненты С 3 и С 4 содержатся в парофазном потоке из сепаратора,часть которого выводят из процесса как топливный газ. Использование в качестве рецикла водородсодержащего газа части парофазного потока из сепаратора, содержащего несконденсированные углеводороды С 3 и С 4, позволяет снизить потери этих углеводородов, неизбежные в принятом способе выделения углеводородов С 3+. В предлагаемом способе олигомеризации олефинсодержащих фракций С 3 и/или С 4 рецикловый поток формируют из водородсодержащего потока лгких углеводородов C1-C4, выделенных в сепараторе из частично сконденсированного потока продуктов, и из фракции углеводородов С 4, содержащей изобутан и выделенной из жидкой фазы сепаратора фракционированием. Таким образом, возможно регулирование состава рецикла. Так, с целью увеличения выхода бензина возможно формирование рецикла, обогащенного по сравнению с известными способами (при равном объме рецикла) изобутаном, что позволяет увеличить вклад реакций алкилирования олефинов сырья изобутаном, конкурирующих с их олигомеризацией. При увеличении разбавления олефинсодержащего сырья изобутаном наблюдается также увеличение конверсии пропилена в сырье и в составе образующегося бензина увеличение доли изоолефинов, в том числе изоолефинов C5 и С 6, активных в реакции этерификации, что позволяет повысить октановое число полученного бензина при этерификации содержащихся в нм олефинов метанолом. Таким образом, предлагаемый способ олигомеризации олефинсодержащих фракций С 3 и/или С 4 упрощает схему выделения углеводородов С 3+ без значительных потерь углеводородов С 3 и С 4 и позволяет регулировать состав рецикла в соответствии со свойствами катализатора и составом сырья с целью повышения выхода бензина. 5 Катализатор, используемый в предлагаемом способе, должен быть активен в олигомеризации низших олефинов, в частности, пропилена и бутиленов, в бензиновые углеводороды и обладать приемлемой для промышленного использования стабильностью. Эффективными катализаторами являются катализаторы на основе цеолитов группы пентасилов и металлосиликатов с аналогичной структурой. Синтез и структура этих материалов описаны в технической литературе и широко известны. Активные в олигомеризации формы цеолитов обладают кислотными свойствами, это водородная и смешанные катионзамещенные формы цеолитов, активированные в процессе высокотемпературной обработки. Катализаторы могут содержать также металлы или их оксиды,а также оксиды фосфора или бора, введнные различными известными методами и влияющие на их каталитические свойства и стабильность. Цеолиты формуют со связующим компонентом, например, гидроксидом алюминия или алюмосиликатом, в виде сфер или экструдатов,подвергают термической обработке для придания им прочности и активации каталитических свойств. Микросферический катализатор содержит, как правило, 25-35 мас.% цеолита, экструдаты - 50-70 мас.%. Контакт сырья с катализатором осуществляют в кипящем слое микросферического катализатора или в стационарном слое гранулированного катализатора. Условия олигомеризации олефинов в бензиновые углеводороды зависят от свойств катализатора и обычно находятся в следующих пределах: температура 280-420 С, давление 1-3 МПа, объмная скорость подачи олефинов 0,5-6,0 ч-1. Условия олигомеризации должны быть достаточно жесткими, чтобы ограничить состав продуктов бензиновыми углеводородами. Величина рецикла определяется из условия допустимого адиабатического повышения температуры в слое катализатора и зависит от теплового эффекта каталитического процесса конверсии олефинсодержащего сырья в выбранных условиях и от конструктивных особенностей реактора, определяющих возможности отвода тепла из зоны реакции. Рецикловый поток состоит из углеводородов С 3-С 4 и водорода. Предпочтительный состав рецикла формируют при объмном соотношении углеводородов и водорода от 1:0,3 до 1:2. Способ осуществляют по технологической схеме, приведнной на фиг. 1, где 1 - сырьевая мкость,2 - теплообменный блок подогрева сырья,3 - печь подогрева сырья,4 - реакторный блок,5, 6, 7 - воздушный холодильник,8, 9, 10, 11 - водяной холодильник,12 - сепаратор,13, 14, 15, 16 - подогреватели,17, 18, 19 - мкость орошения, 002128 6 20 - теплообменник,21 - мкость фракции С 4,22 - циркуляционный компрессор водородсодержащего газа,23 - колонна-деэтанизатор,24 - колонна-дебутанизатор,25 - колонна-депропанизатор,26 - дроссель,I - олефинсодержащее сырь,II - поток, входящий в реактор,III - поток, выходящий из реактора,IV - охлажденный поток продуктов,V - рецикл водородсодержащего газа,VI - газ из сепаратора в топливную сеть,VII - жидкофазный поток из сепаратора,VIII - питание деэтанизатора,IX - пары с верха деэтанизатора,Х - рефлюкс деэтанизатора,XI - головной продукт деэтанизатора,XII - кубовой продукт деэтанизатора,XIII - пары с верха дебутанизатора,XIV - рефлюкс дебутанизатора,XV - головной продукт дебутанизатора,ХVI - стабильный бензин,ХVII - питание депропанизатора,ХVIII - пары с верха депропанизатора,XIX - фракция С 3-продукт,XX - рефлюкс депропанизатора,XXI - кубовой продукт депропанизатора,XXII - рецикл фракции С 4,XXIII - фракция С 4-продукт,ХХIV - питание дебутанизатора,ХХV - водородсодержащий газ. Олефинсодержащее сырь I из сырьевой мкости 1 подают на смешение с водородсодержащим газом ХХV, рециклом водородсодержащего газа V и рециклом фракции С 4 XXII, нагревают в теплообменном блоке 2 и в печи 3 и сырьевой поток II подают в реакторный блок 4,где в условиях олигомеризации осуществляют контакт сырья с цеолитным катализатором олигомеризации. Выходящий из реакторного блока поток продуктов III охлаждают в теплообменном блоке 2, в воздушном холодильнике 5 и в водяном холодильнике 8. Охлажденный и частично сконденсированный поток продуктов подают в сепаратор 12. Часть парофазного потока из сепаратора циркуляционным компрессором подают на смешение с олефинсодержащим сырьм в качестве рецикла водородсодержащего газа, часть выводят с установки как топливный газ VI. Жидкую фазу VII из сепаратора нагревают в теплообменнике 13 и поток VIII подают в колонну-деэтанизатор 23. Колонна оборудована холодильником-конденсатором 9, рефлюксной мкостью 17, подогревателем 14, а также сырьевым, рефлюксным и продуктовым насосами. В колонне выделяют топливный газ XI и кубовой продукт XII, состоящий из углеводородов С 3+. Кубовый продукт XII пропускают через дроссель 26 и охлажденный поток ХХIV подают в дебутанизатор 24. Пары с верха дебутанизато 7 ра XIII, состоящие в основном из углеводородов С 3 и С 4, охлаждают в воздушном 6 и водяном 10 холодильниках и из рефлюксной мкости 18 выводят холодное орошение дебутанизатора ХIV и сжиженную фракцию углеводородов С 3 С 4. Головной продукт дебутанизатора нагревают в теплообменнике 20 и подают в депропанизатор 25 для выделения фракций С 3 и С 4. Кубовой продукт дебутанизатора - стабильный бензин ХVI - охлаждают фракцией С 3-С 4 и выводят с установки как товарный продукт. Депропанизатор оборудован воздушным холодильником 7,рефлюксной емкостью 19 и нагревателем 16. Часть кубового продукта XXI - фракции С 4, содержащей н-бутан и изобутан, охлаждают в водяном холодильнике 11 и направляют в мкость фракции С 4 21 и оттуда поток XXI - рецикл фракции С 4 - на смешение с олефинсодержащим сырьм. Пары ХVIII с верха депропанизатора охлаждают в воздушном холодильнике 7 и из рефлюксной мкости 19 выводят холодное орошение XX депропанизатора и головной продукт депропанизатора фракцию С 3. В качестве продукта с установки выводят также фракцию С 4(поток XXIII). В случае переработки олефинсодержащих фракций С 3 и С 4, т.е. пропан-пропиленовой и бутан-бутиленовой фракций, для охлаждения потока продуктов, выходящих из реактора, может быть использована дросселированная сырьевая пропан-пропиленовая фракция: хотя бы часть пропан-пропиленовой фракции охлаждают при е дросселировании, затем нагревают при теплообмене с потоком продуктов, выходящих из реактора, и смешивают в эжекторе с потоком олефинсодержащего сырья. Использование пропанового холода вместо водяного охлаждения позволяет снизить температуру в сепараторе, где происходит первичное разделение продуктового потока, и уменьшить содержание компонентов С 3+ в газовой фазе сепаратора. На фиг. 2 приведена технологическая схема, по которой осуществляют способ каталитической олигомеризации пропан-пропиленовой и бутан-бутиленовой фракций с использованием для частичного охлаждения потока продуктов теплообмена с самоохлажднным (при дросселировании) пропиленсодержащим сырьм. На схеме обозначены 1 - сырьевая мкость,2 - теплообменный блок подогрева сырья,3 - печь подогрева сырья,4 - реакторный блок,5, 6, 7 - воздушный холодильник,8, 8 А, 8 Б, 8 В - теплообменник,9, 10, 11 - водяной холодильник,12 - сепаратор,13, 14, 15, 16 - подогреватель,17, 18, 19 - мкость орошения,20 - теплообменник,21 - мкость фракции С 4, 002128 8 22 - циркуляционный компрессор водородсодержащего газа,23 - колонна-деэтанизатор,24 - колонна-дебутанизатор,25 - колонна-депропанизатор,26, 27 - дроссель,28 - эжектор,IA - олефинсодержащее сырь,IБ - пропан-пропиленовая фракция на дроссель,IB - пропан-пропиленовая фракция после дросселя,IГ - пропан-пропиленовая фракция на эжектирование,IД - рабочий поток эжектора,IE - поток из эжектора,II - поток, входящий в реактор,III - поток, выходящий из реактора,IV - охлажднный поток продуктов,V - рецикл водородсодержащего газа,VI - газ из сепаратора в топливную сеть,VII - жидкофазный поток из сепаратора,VIII - питание деэтанизатора,IX - пары с верха деэтанизатора,Х - рефлюкс деэтанизатора,XI - головной продукт деэтанизатора,XII - кубовой продукт деэтанизатора,XIII - пары с верха дебутанизатора,XIV - рефюкс дебутанизатора,XV - головной продукт дебутанизатора,XVI - стабильный бензин,XVII - питание депропанизатора,XVIII - пары с верха депропанизатора,XIX - фракция С 3-продукт,XX - рефлюкс депропанизатора,XXI - кубовой продукт депропанизатора,XXII - рецикл фракции С 4,XXIII - фракция С 4-продукт,XXIV - питание дебутанизатора. Из сырьевой мкости 1 смесь сырьевых фракций - олефинсодержащее сырье - поступает на смешение с рециклом фракции С 4 (потокXXII) и в теплообменный блок подогрева сырья 2. Далее частью потока эжектируют пропанпропиленовую фракцию, используемую в качестве хладоагента. Часть сырьевой пропан-пропиленовой фракции (поток IБ) направляют на дроссель 27 и получают охлажднный поток IB, который нагревают при теплообмене с потоком продуктов в теплообменнике 8 А и направляют в эжектoр 28. Поток IГ эжектируют частью смеси олефинсодержащего сырья и рецикла фракции С 4 (поток IД), и полученный поток IЕ вместе с рециклом водородсодержащего газа V направляют на смешение с остатком смеси олефинсодержащего сырья и рецикла фракции С 4. Полученный поток нагревают в теплообменнике 8 и в печи 3. В реакторный блок 4 подают сырьевой поток II,нагретый до температуры начала реакции, осуществляют контакт сырья с катализатором олигомеризации и получают поток продуктов III, 9 обогащенный углеводородами С 5+. Поток продуктов охлаждают в теплообменнике 8 В, в воздушном холодильнике 5 и в теплообменниках 8 Б и 8 А. Частично сконденсированный поток продуктов IV направляют в сепаратор 12. Часть газовой фазы из сепаратора (поток V) циркуляционным компрессором 22 подают на смешение с олефинсодержащим сырьм, часть (поток VI) направляют в топливную сеть. Жидкую фазу VII из сепаратора нагревают в теплообменниках 8 Б,8 В и 13 и разделяют по схеме, приведнной также на фиг. 1 и описанной выше, с получением стабильного бензина, топливного газа, фракции С 3 и фракции С 4. Известно, что катализаторы превращения углеводородного сырья накапливают кокс - полиядерные пространственные структуры, обедннные водородом, заполняющие внутреннюю и внешнюю поверхность катализатора и являющиеся причиной уменьшения его активности. Кокс периодически выжигают в кислородсодержащем газе с образованием оксидов углерода и воды. В качестве регенерирующего газа часто используют смесь азота и воздуха, дозируя содержание кислорода для регулирования интенсивности горения кокса, сопровождающегося значительным выделением тепла, с целью предотвращения структурных изменений катализатора и его необратимой дезактивации. Количество кокса, накапливающееся на катализаторе до снижения его активности ниже приемлемого уровня, зависит от свойств катализатора,а скорость образования кокса зависит также и от состава сырья и условий процесса. Процедура выжигания кокса, образовавшегося на катализаторе, в кислородсодержащей среде (окислительная регенерация катализатора) хорошо известна, но может иметь некоторые особенности, связанные с составом катализатора и его свойствами и не является предметом изобретения. Обычно окислительную регенерацию осуществляют при 350-600 С, со ступенчатым подъмом температуры, при повышении концентрации кислорода в регенерирующем газе от 0,5% до 21 об.%. Выжигание кокса приводит к практически полному восстановлению активности катализатора и может осуществляться периодически, для чего прерывают контакт сырья с катализатором. Известно, что снижение активности катализатора происходит также в результате образования ненасыщенных полимерных углеводородных молекул, не являющихся собственно коксом, но адсорбированных в порах катализатора и блокирующих его активную поверхность. Благоприятные условия для образования таких полимеров реализуются в условиях олигомеризации олефинсодержащего сырья. Известно, что обработка закоксованного катализатора потоком инертного или водородсодержащего газа при повышенной температуре приводит к крекингу таких соединений и к повышению активности 10 катализатора. Периодическая реактивация цеолитсодержащего катализатора олигомеризации олефинов при его контакте с водородсодержащим газом при температуре, на 20-50 С превышающей температуру контакта сырья с катализатором, позволяет увеличить продолжительность работы катализатора между окислительными регенерациями. Продолжительность контакта катализатора с водородсодержащим газом определяется свойствами катализатора и условиями контакта и может составлять от 2 до 10 ч. Ниже приведены примеры реализации предлагаемого способа олигомеризации олефинсодержащего сырья. Пример 1. Олигомеризацию бутан-бутиленовой фракции осуществляют по схеме, приведнной на фиг. 1. Цеолитсодержащий катализатор олигомеризации получают следующим образом: экструдируют катализаторную массу, полученную при смешении аммонийной формы (содержание оксида натрия менее 0,1 мас.%) цеолита группы пентасилов ЦВМ (ТУ 38.401528-85),гидроксида алюминия и азотнокислого цинка,гранулы катализатора провяливают, сушат при 120 С 5 ч, прокаливают в муфельной печи при 520-550 С в течение 5 ч. Получают катализатор следующего состава (мас.%): цеолит - 69, оксид алюминия - 29, оксид цинка - 2. Контакт сырья с катализатором осуществляют при температуре на входе в реактор 420 С,давлении 1,6 МПа, объмной скорости подачи сырья 3,4 ч-1. Концентрация водорода в рецикле 66,6 об.%, что соответствует объмному соотношению углеводородов и водорода в рецикле 1:2. Физические характеристики основных потоков приведены в табл. 1, состав основных потоков - в табл. 2. Пример 2. Осуществляют олигомеризацию смеси пропан-пропиленовой фракции (ППФ) и бутанбутиленовой фракции по схеме, приведнной на фиг. 2. Используют катализатор по примеру 1. Контакт сырья с катализатором осуществляют при температуре на входе в реактор 420 С, давлении 1,6 МПа, объмной скорости подачи сырья 3,9 ч-1. Концентрация водорода в рецикле 23,1 об.%, что соответствует объмному соотношению углеводороды : водород 1:0,3. Физические характеристики основных потоков приведены в табл. 3, состав основных потоков - в табл. 4. Пример 3. Осуществляют олигомеризацию смеси пропан-пропиленовой и бутан-бутиленовой фракции по схеме, представленной на фиг. 2. Используют катализатор по примеру 1. Условия олигомеризации: температура на входе в реактор 420 С, давление 1,6 МПа, объмная скорость подачи сырья 3,0 ч-1. Концентрация водорода в рецикле 30,4 об.%, что соответствует 11 объмному отношению углеводородов к водороду в рецикле 1:0,44. Физические характеристики основных потоков приведены в табл. 5, их состав - в табл. 6. Пример 4. Осуществляют контакт бутан-бутиленовой фракции с катализатором по примеру 1 и в тех же условиях, разбавив исходное сырь пропаном до содержания олефинов в потоке, поступающем в реактор, 13,21%. Состав бутан бутиленовой фракции - по примеру 1. Анализируют состав потока, выходящего из реактора. Пример 5. Осуществляют контакт смеси пропанпропиленовой фракции и бутан-бутиленовой фракции (исходное олефинсодержащее сырь по примеру 2) с катализатором по примеру 1 в условиях олигомеризации по примеру 2, разбавив исходное сырь пропиленом до содержания олефинов в потоке, поступающем в реактор,16,50 мас.%. Анализируют состав потока, выходящего из реактора. Пример 6. Осуществляют контакт смеси пропанпропиленовой и бутан-бутиленовой фракций(исходное олефинсодержащее сырь по примеру 3) с катализатором по примеру 1 в условиях олигомеризации по примеру 3, разбавив исходное олефинсодержащее сырь пропаном до содержания олефинов в потоке, поступающем в реактор, 39,99 мас.%. Анализируют состав продуктов, выходящих из реактора. В табл. 7 приведены результаты экспериментов, подтверждающих влияние изобутана на олигомеризацию олефинов С 3 и С 4. При олигомеризации сырья по примерам 1, 2 и 3 в соответствии с заявляемым способом, с рециклом потока легких углеводородов из сепаратора и фракции С 4, содержащей изобутан, сырьевой поток, поступающий в реактор, по сравнению с исходным сырьем обогащен изобутаном. При олигомеризации олефинсодержащего сырья по примерам 4, 5 и 6 - примерам для сравнения - в потоке, поступающем в реактор, сохраняется присущее исходному сырью соотношение изобутан/олефины. Полученные данные свидетельствуют о том, что при увеличении содержания в сырье олигомеризации изобутана увеличивается выход углеводородов C5+ и содержание в них изоолефинов, в том числе изоолефинов С 5 и С 6, при этерификации которых метанолом образуются высокооктановые эфиры, повышающие детонационную стойкость бензина. Пример 7. Осуществляют превращение смеси бутанбутиленовой и пропан-пропиленовой фракции с Поток/ Олефинсодержащее сырь/I Рецикл фракции С 4/XXII 12 установки каталитического крекинга по примеру 2 до появления 1 мас.% олефинов в потоке,выходящем из реактора. Продолжительность работы катализатора с конверсией олефинов сырья не менее 94% - 280 ч, выход стабильного бензина на сырь - 61,90 мас.%. Прекращают подачу сырья в реактор и выжигают кокс, образовавшийся на катализаторе, смесью воздуха и азота. Температуру в реакторе повышают с 420 до 520 С на входе ступенчато, через каждые 2 ч на 20 С за 1 ч нагрева. Скорость подачи регенерационного газа 3 ч-1,концентрацию кислорода повышают с 1 до 21 об.% не менее чем через каждые 2 ч изотермического режима и устанавливают последовательно на значениях 3, 6, 10, 15 и 21 об.% во время нагрева катализатора. Анализ потока, выходящего из реактора, на содержание оксидов углерода и воды свидетельствует о завершении горения кокса при 520 С. После регенерации катализатора температуру в потоке азота снижают до 420 С и продолжают контакт сырья с катализатором в тех же условия до появления 1 мас.% олефинов в потоке, выходящем из реактора. Продолжительность работы катализатора с конверсией не ниже 94% - 296 ч, выход стабильного бензина на сырь - 63,12 мас.%. Прерывают контакт сырья с катализатором и осуществляют его регенерацию, как описано выше. После повторной регенерации катализатора температуру в реакторе снижают до 420 С и осуществляют контакт сырья с катализатором в тех же условиях в течение 286 ч, при этом конверсия олефинов сырья не менее 94%, выход стабильного бензина - 61,20 мас.%. Прерывают контакт сырья с катализатором, пропускают через слой катализатора азот при 420-440 С в течение 4 ч при объмной скорости подачи 5 ч-1,затем осуществляют контакт катализатора с газом, содержащим 94-98 об.% водорода (остальное - смесь азота, аргона, метана и диоксида углерода переменного состава) при расходе 140 м 3 на 1 м 3 катализатора, повышая температуру на входе в реактор с 440 до 470 С равномерно в течение 20 ч, до прекращения выделения с потоком водорода углеводородов тяжелее метана. Прекращают контакт катализатора с водородсодержащим газом, снижают температуру в реакторе до 420 С и осуществляют олигомеризацию олефинсодержащего сырья по примеру 2 до появления 1 мас.% олефинов в потоке, выходящем из реактора. Продолжительность работы катализатора с конверсией олефинов не менее 94% 190 ч, выход стабильного бензина на сырь 61,54 мас.%. Рецикл водородсодержащего газа/V Водородсодержащий газ/XXV Сырь реактора/II Поток, выходящий из реактора/III Поток на сепарацию/IV Газ из сепаратора в топливную сеть/VI Жидкофазный поток из сепаратора/VII Питание деэтанизатора/VIII Пары с верха деэтанизатора/IX Рефлюкс деэтанизатора/Х Топливный газ/XI Кубовой продукт деэтанизатора/XII Питание дебутанизатора/ХХIV Пары c верха дебутанизатора/XIII Рефлюкс дебутанизатора/ХIV Стабильный бензин/XVI Питание депропанизатора/XVII Пары с верха депропанизатора/ХVIII Рефлюкс депропанизатора/XX Пропановая фракция-продукт/XIX Кубовой продукт депропанизатора/XXI Бутановая фракция-продукт/XXIII Поток 1 Бутан-бутиленовая фракция /IA ППФ на дроссель/IБ ППФ после дросселя/IB ППФ на эжектирование/IГ Рецикл фракции C4/XXII Рецикл водородсодержащего газа/V Рабочий поток эжектора/IД Поток из эжектора/IE Сырье реактора/II Поток, выходящий из реактора/III Поток на сепарацию/IV Газ из сепаратора в топливную сеть/VI Жидкофазный поток из сепаратора/VII Питание деэтанизатора/VIII Поток/ 1 Олефинсодержащее сырь/IA ППФ на дроссель/IБ ППФ после дросселя/IB ППФ на эжектирование/IГ Рецикл фракции С 4/XXII Рецикл водородсодержащего газа/V Рабочий поток эжектора/IД Поток из эжектора/IE Сырь ректора/II Поток, выходящий из реактора /III Поток на сепарацию/IV Газ из сепаратора в топливную сеть/VI Жидкофазный поток из сепаратора/VII Питание деэтанизатора/VIII Пары с верха деэтанизатора/IX Топливный газ/XI Рефлюкс деэтанизатора/Х Кубовый продукт деэтанизатора/XII Питание дебутанизаторa/ХХIV Пары с верха дебутанизатора/XIII-состав углеводородов С 5+,мас.%: н-олефины 12,91 22,54 изо-олефины 53,62 43,50 в том числе 2 Ме бутен-1 4,32 2,50 2 Ме бутен-2 12,20 7, 90 2 Ме пентен-2 1,72 1,63 3 Ме пентен-2 4,45 4,00 2,3 диМе бутен-1 0,30 0,18 2,3 диМе бутен-2 0,57 0,37 всего изо-олефины С 5 и С 6,активные в этерификации 23,56 16,58 в потоке продуктов, выходящем из реактора ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ каталитической олигомеризации олефинсодержащих углеводородных фракций С 3 и С 4 или С 4 в бензиновые углеводороды, в котором осуществляют контакт сырья с катализатором олигомеризации, содержащим цеолит группы пентасилов, в условиях олигомеризации с образованием потока, обогащенного углеводо 19 родами С 5+, полученный поток продуктов охлаждают, пропускают через сепаратор и фракционируют жидкую фазу из сепаратора с целью выделения потока, содержащего углеводороды С 3+, и потока легких углеводородов и поток,содержащий углеводороды С 3+, фракционируют с получением бензина C5+, фракции углеводородов С 3 и фракции углеводородов С 4, отличающийся тем, что поток легких углеводородов содержит компоненты C1-C4 и часть этого потока и часть фракции углеводородов С 4 направляют на смешение с олефинсодержащим сырьем. 2. Способ по п.1, отличающийся тем, что на смешение с олефинсодержащим сырьем направляют часть фракции углеводородов С 4 и часть потока легких углеводородов из сепаратора при объемном отношении углеводороды:водород в рецикле от 1:0,3 до 1:2. 3. Способ по п.1, отличающийся тем, что поток, содержащий углеводороды С 3+, фракционируют следующим образом: поток направляют в дебутанизатор и выделяют бензин C5+ и поток углеводородов С 3-С 4, и поток углеводородов С 3 С 4 направляют в депропанизатор и выделяют фракции С 3 и С 4. 4. Способ каталитической олигомеризации углеводородных олефинсодержащих фракций С 3 и С 4 по п.1, отличающийся тем, что поток продуктов частично охлаждают, осуществляя его теплообмен с самоохлажденным пропиленсодержащим сырьем, которое затем смешивают в эжекторе с потоком олефинсодержащего сырья. 5. Способ по п.1, отличающийся тем, что контакт сырья с катализатором прерывают и выжигают кокс, образовавшийся на катализаторе в условиях олигомеризации сырья. 6. Способ по п.5, отличающийся тем, что контакт сырья с катализатором прерывают и осуществляют контакт катализатора с водородсодержащим газом при температуре, на 20-50 С превышающей температуру его контакта с сырьем, до прекращения выделения углеводородов с потоком водородсодержащего газа.
МПК / Метки
МПК: C07C 2/12, C10G 50/00
Метки: низших, олигомеризации, олефинов, способ
Код ссылки
<a href="https://eas.patents.su/11-2128-sposob-oligomerizacii-nizshih-olefinov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ олигомеризации низших олефинов</a>
Способ получения олефинов из остаточного сырья и других тяжелых рецикловых продуктов.
Номер патента: 1136
Опубликовано: 30.10.2000
Авторы: Пэрриш Майкл Р., Вейзенбергер Ханс А., Сейманди Ноель, Ченг Тоуни Т., Джакобсон Митчелл, Дейвис Марк С., Ладвиг Пол К., Ружиска Филип А., Пейджел Джон Ф., Серранд Виллибалд
МПК: C10G 9/32
Метки: тяжелых, других, способ, получения, олефинов, рецикловых, продуктов, сырья, остаточного
Формула / Реферат:
1. Способ получения олефинов из остаточного сырья, который состоит в конверсии сырья в технологической установке, включающей (I) зону нагрева, в которую из отпарной зоны поступают переносящие тепло твердые частицы, содержащие находящиеся на них углеродистые отложения, и нагреваются в присутствии газообразного окислителя, (II) реакционную зону кратковременного контактирования паров, содержащую слой псевдоожиженных твердых частиц,...
Способ полимеризации олефинов в газовой фазе.

Номер патента: 26
Опубликовано: 26.02.1998
Автор: Шэн Жан-Клод
Метки: фазе, газовой, полимеризации, олефинов, способ
Формула / Реферат:
1. Способ непрерывной газофазной полимеризации олефина(ов) в реакторе, содержащем псевдоожиженный и/или механически перемешиваемый слой, включающий твердый полимер, катализатор и реакционную газовую смесь, содержащую подвергаемый полимеризации олефин(ы) и проходящую через реактор под давлением, превышающим атмосферное давление, отличающийся тем, что в нем на стадии удаления полимера из реактора часть псевдоожиженного и/или механически...
Способ непрерывного карбонилирования олефинов
Номер патента: 279
Опубликовано: 25.02.1999
Авторы: Дрент Эйт, Хасселар Мелис
МПК: C07C 67/38
Метки: карбонилирования, олефинов, непрерывного, способ
Формула / Реферат:
1. Способ непрерывного карбонилирования олефинов путем взаимодействия олефина с оксидом углерода и нуклеофильным соединением в присутствии каталитической системы на основе:(а) источника катионов металла VIII группы,(в) алифатического дифосфина, и (с) карбоновой кислоты, являющейся продуктом гидрокарбоксилирования олефина, и добавляемой непрерывно либо периодически или получаемой in situ при непрерывном или периодическом добавлении воды.2. Способ...
Способ получения спиртов и/или альдегидов из олефинов
Номер патента: 1754
Опубликовано: 27.08.2001
Авторы: Пачилло Рокко, Шваб Петер, Хён Артур
МПК: C07C 29/32
Метки: спиртов, получения, способ, альдегидов, олефинов
Формула / Реферат:
1. Способ получения спиртов и/или альдегидов из олефинов путем перекрестного метатезиса олефинов спиртами, которые в молекуле содержат, как минимум, одну С=С двойную связь, на катализаторе общей формулы X1X2L1L2Ru=CR1R2 (I) где R1, R2 означают водород, или органические радикалы, или силильные радикалы, Х1, Х2 означают анионные лиганды, L1, L2 означают электронодонорные лиганды, с последующим, при необходимости, гидрированием и/или...
Способ полимеризации олефинов и распылительная форсунка для осуществления этого способа

Номер патента: 2084
Опубликовано: 24.12.2001
Авторы: Пауэр Майкл Бернард, Ньютон Дейвид
МПК: B01J 8/24, B05B 1/14, B05D 1/26...
Метки: способ, полимеризации, способа, этого, осуществления, форсунка, олефинов, распылительная
Формула / Реферат:
1. Способ полимеризации олефинов в газовой фазе в реакторе с псевдоожиженным слоем мономера олефина, выбранного из а) этилена, б) пропилена, в) смесей этилена и пропилена и г) одного или нескольких альфа-олефинов, смешанных с а), б) или в), путем непрерывной прокачки через псевдоожиженный слой реактора в присутствии катализатора при определенных, обеспечивающих протекание реакции полимеризации условиях циркулирующего газообразного потока,...
Предыдущий патент: Композиция для окрашивания in vivo, способ ее получения и способы ее применения для идентификации диспластической ткани
Следующий патент: Способы получения арил-&beta-дикетонов и интермедиатов для получения соединений для защиты посевов.
Случайный патент: Эластичные, диспергируемые в воде полиуретановые пены и содержащие их изделия