Ультразвуковые устройства с фазированной решеткой для контроля изделий из нержавеющей стали
Формула / Реферат
1. Способ контроля нержавеющего стального материала, при котором
используют ультразвуковой зонд с фазированной решеткой, причем зондом управляют так, чтобы изменять угол луча и чтобы обеспечивать работу в режиме продольной волны;
помещают зонд на поверхность нержавеющего стального материала, подвергающегося контролю, под таким углом, чтобы при изменении угла луча в режиме продольной волны обеспечивать сканирование, по существу, всего материала под этой поверхностью, и
управляют зондом для сканирования потенциальных дефектов в материале.
2. Способ по п.1, в котором угол луча изменяют от 20 до 70ш.
3. Способ по п.1, в котором угол зонда составляет между 60 и 80ш.
4. Способ по п.1, в котором материал под поверхностью содержит по меньшей мере один из следующих элементов: соединительный фитинг патрубка, сварной шов с разделкой кромок и полным проваром, при необходимости с усиливающей галтелью.
5. Способ по п.4, в котором соединительный фитинг патрубка расположен между скошенным выпускным фитингом и по меньшей мере одним из следующих элементов: коллектором статической заливки и модифицированным тройником.
6. Способ по п.1, в котором дефект выбран из группы, содержащей трещину, непровар, неполный провар, поднутрение, пористость поверхности и обнаженное включение шлака.
7. Способ по п.1, в котором материал под поверхностью имеет толщину по меньшей мере 25 мм.
8. Способ по п.1, в котором материал под поверхностью содержит нержавеющую сталь, пригодную для работы в условиях высокого давления.
9. Способ обнаружения потенциального дефекта в сварном шве в нержавеющем стальном материале, включающий этапы на которых
управляют ультразвуковым зондом с фазированной решеткой так, чтобы изменять угол луча и зонд работал в режиме продольной волны; осуществляют управление зондом в режиме продольной волны;
устанавливают зонд на поверхность нержавеющего стального материала под таким углом, чтобы изменение угла луча в режиме продольной волны обеспечивало сканирование, по существу, всего материала под этой поверхностью, и
осуществляют управление зондом для сканирования потенциальных дефектов в материале, причем оператору на каждом этапе способа предоставляют соответствующую информацию для выполнения упомянутого этапа способа.
10. Способ по п.9, в котором угол луча изменяют от 20 до 70ш.
11. Способ по п.9, в котором угол зонда составляет между 60 и 80ш.
12. Способ по п.9, в котором материал под поверхностью содержит по меньшей мере один из следующих элементов: соединительный фитинг патрубка, сварной шов с разделкой кромок и полным проваром, при необходимости с усиливающей галтелью.
13. Способ по п.12, в котором соединительный фитинг патрубка расположен между скошенным выпускным фитингом и по меньшей мере одним из следующих элементов: коллектором статической заливки и модифицированным тройником.
14. Способ по п.9, в котором дефект выбран из группы, содержащей трещину, непровар, неполный провар, поднутрение, пористость поверхности и обнаженное включение шлака.
Текст
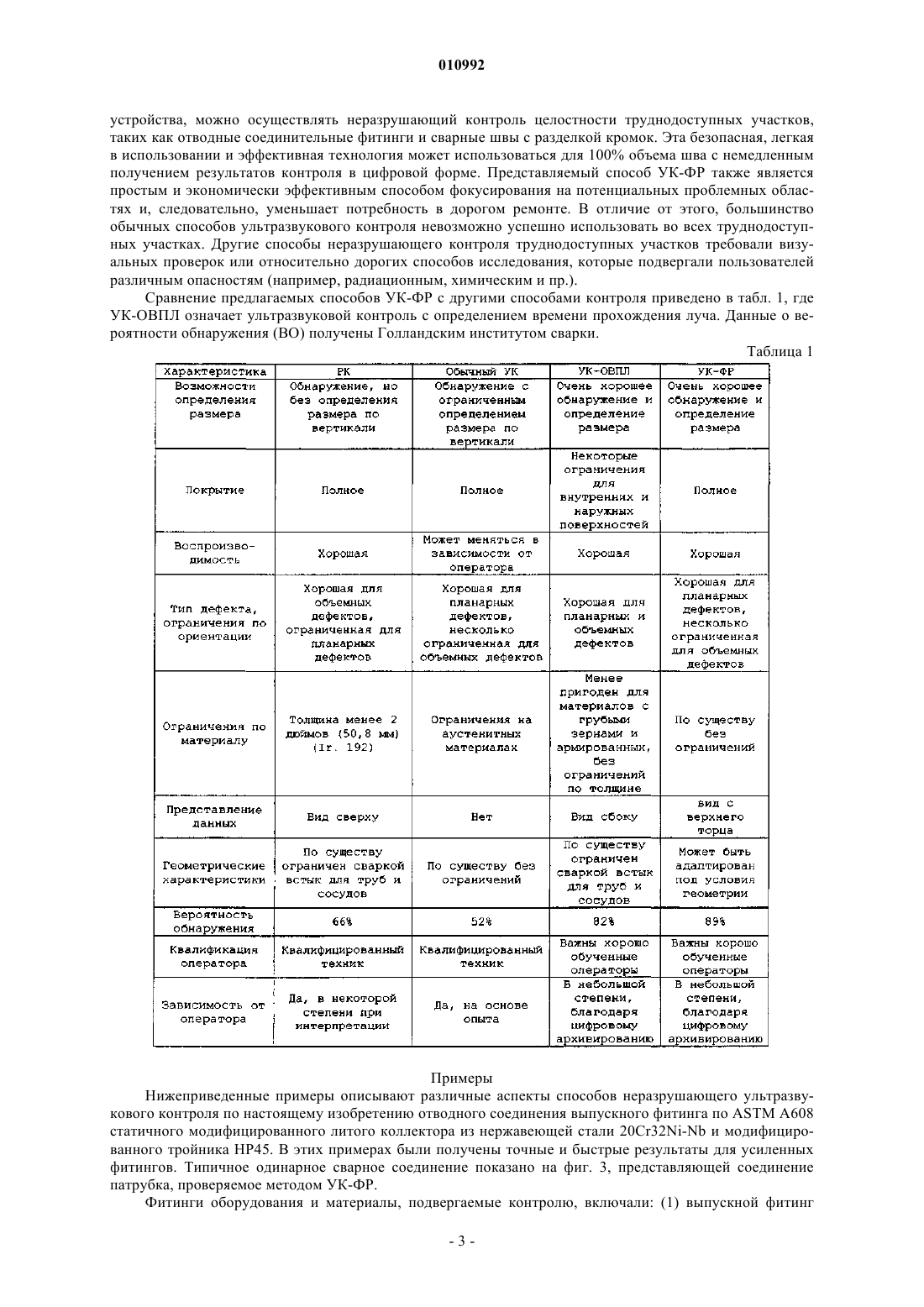
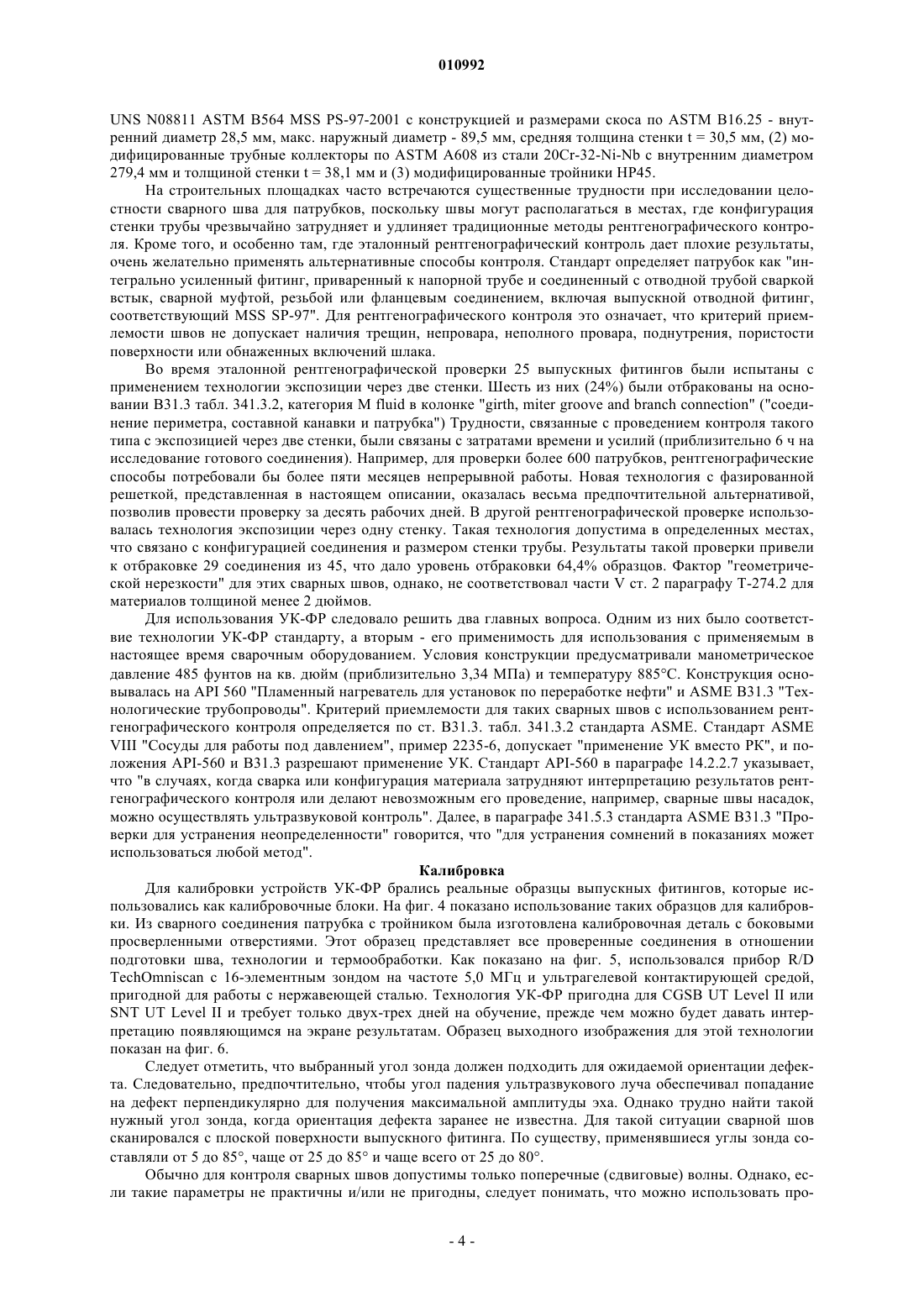
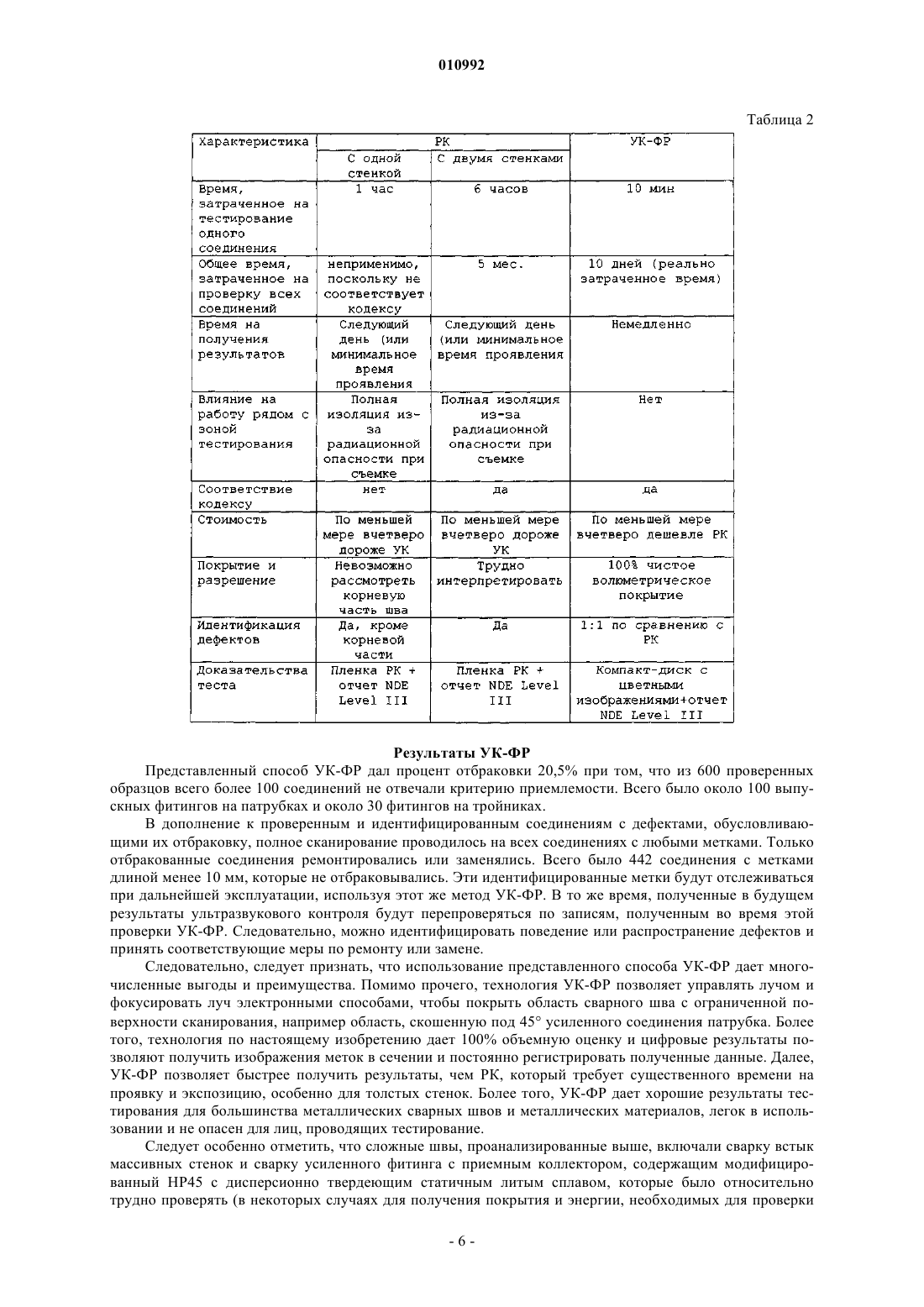
010992 Для настоящей заявки испрашивается приоритет по предварительной заявке 60/646038, поданной 21 января 2005 г. и которая включена в настоящее описание посредством отсылки. Область техники Настоящее изобретение относится к области ультразвукового контроля и особенно контроля труднодоступных сварных швов в нержавеющей стали. Предпосылки создания изобретения Сварные швы в нержавеющей стали обычно трудно поддаются контролю методами ультразвукового контроля (УК), поскольку относительно большие анизотропные зерна, обычно содержащиеся в аустенитном металле сварного шва, часто искажают и/или рассеивают ультразвуковой луч. Чаще всего такие вредные эффекты являются комбинацией волнового преобразования и затухания луча, вызываемых изменениями скорости звука, проходящего через зерна разной ориентации и в разных положениях. Волновое преобразование является эффектом, обычным для ультразвукового контроля, который часто возникает, когда ультразвуковой луч под косым углом попадает на поверхность раздела между двумя материалами с разными акустическими скоростями. Когда луч сталкивается с такой поверхностью раздела, он расщепляется на отраженный и преломленный лучи с разными видами колебаний и с волнами разных классов (например, продольные, поперечные и поверхностные волны). Волновые преобразования обычно расщепляют падающий луч, уменьшая его мощность, и создают нежелательные отражения, которые приводят к ошибочной индикации. Кроме того, анизотропия нержавеющей стали, которая приводит к волновым преобразованиям,также может искажать луч, вызывая затухание и рассеивание ультразвукового луча, когда он движется сквозь материал. Затухание, по существу, относится к поглощению звуковой энергии при прохождении через материал, что приводит к выделению тепла. Когда звук поглощается, отношение сигнал/шум уменьшается, затрудняя выделение сигнала из шума. Рассеивание сигнала - это отведение небольших количеств акустической энергии от основного ультразвукового луча. Такое отведение является результатом взаимодействий между звуковым лучом и неоднородностями в материале, такими как границы зерен, включения и дефекты (рассеивание в большой степени зависит от отношения размера зерен и длины ультразвуковой волны). И затухание, и рассеивание луча являются хорошо известными проблемами в области ультразвукового контроля участков сварных швов в нержавеющей стали. По меньшей мере часть эффектов волнового преобразования и искажения луча можно свести к минимуму, используя соответствующие зонды и методы анализа. Например, известен метод уменьшения нежелательных эффектов затухания путем применения зондов пониженной частоты. Однако использование зондов пониженной частоты обычно приводит к уменьшению чувствительности и разрешающей способности. С низким отношением сигнал/шум, обусловленным рассеиванием, можно бороться, используя фокусирующие зонды. К сожалению, когда сфокусированные лучи используются со стандартными двухкристальными зондами, время, затрачиваемое на контроль, резко увеличивается, поскольку такая обработка часто требует большого количества зондов с различными углами и фокальными точками. Следовательно, хотя некоторые трудности, связанные с ультразвуковым контролем нержавеющей стали, можно преодолеть, по крайней мере, до определенной степени, все или почти все такие улучшения требуют высококвалифицированных специалистов и/или значительного увеличения времени, затрачиваемого на контроль. Таким образом, несмотря на то, что известны многочисленные способы и устройства для ультразвукового контроля, все или почти все они имеют те или иные недостатки. Поэтому существует потребность в создании улучшенных устройств и способов для ультразвукового контроля. Краткое описание изобретения Настоящее изобретение направлено на конфигурации и способы ультразвукового контроля, в которых используется зонд с фазированной решеткой, где зондом управляют для изменения угла луча, при этом зонд далее работает в режиме продольной волны. На другом шаге зонд помещают на поверхность контролируемого нержавеющего стального материала под таким углом, чтобы изменяя угол луча в режиме продольной волны, можно было просканировать, по существу, весь материал под поверхностью. В другом аспекте предмета настоящего изобретения предлагается способ инструктажа оператора для обнаружения потенциальных дефектов в сварном шве нержавеющего стального материала, содержащий этап, при котором предоставляют информацию для использования ультразвукового зонда с фазированной решеткой, причем зонд сконфигурирован и управляется так, чтобы угол луча можно было менять. На другом этапе выдается информация для работы зонда в режиме продольной волны. На еще одном этапе выдается информация для помещения зонда на поверхность материала нержавеющей стали под таким углом, чтобы, изменяя угол луча в режиме продольной волны, можно было просканировать,по существу, весь материал под поверхностью, и на следующем этапе выдают информацию для работы зонда для сканирования потенциального дефекта в материале нержавеющей стали. Более предпочтительно угол луча изменяется между 20 и 70, а угол зонда - между 60 и 80. Типично, контролируемый материал под поверхностью содержит отводной соединительный фитинг (например,между скошенным выпускным соединением и статичным литым коллектором и/или модифицированным тройником), и/или сварной шов с разделкой кромок, с полным проваром, который далее может включать-1 010992 усиливающую галтель. К другим предусмотренным материалам относятся материалы, применяемые при высоких давлениях (например, абсолютное давление 100 фунтов на кв. дюйм или приблизительно 690 кПа) и/или высоких температурах (т.е. выше 300 С). Чаще всего такие материалы включают различные марки нержавеющей стали и другие металлические сплавы. Таким образом, дефекты, обнаруживаемые предлагаемыми способами, особенно включают трещины, непровар, неполный провар, поднутрение, пористость поверхности и обнаженные шлаковые включения в материалах (и, в частности, сварных швах) для промышленного применения, включая трубопроводы, бойлеры и т.д., где дефект можно обнаружить на глубине до 25 мм и более типично по меньшей мере до 30 мм. Различные объекты, признаки, аспекты и преимущества настоящего изобретения будут очевидны из последующего подробного описания предпочтительных вариантов со ссылками на прилагаемые чертежи, где изображено на фиг. 1 - схематическое представление путей ультразвуковой волны и углов зонда с монокристаллическим преобразователем (слева) и зонда с фазированной решеткой преобразователей; на фиг. 2 - схематическое представление влияния задержки включения преобразователей в фазированной решетке на угол луча и фокусное расстояние; на фиг. 3 - фотография иллюстративного сварного соединения, обозначающего сканируемую поверхность; на фиг. 4 - схематическое сечение сварного соединения по фиг. 3; на фиг. 5 - фотография иллюстративной конструкции по настоящему изобретению; на фиг. 6 - иллюстративный экран сканирования, где угол луча меняется между 20 и 75. Подробное описание Авторами было обнаружено, что ультразвуковой контроль можно существенно улучшить, используя зонд с фазированной решеткой, где множеством предающих элементов управляют скоординировано для получения заранее определенного положения точки и/или положения фокусировки. Наиболее предпочтительно зонд с фазированной решеткой работает с использованием продольных волн и имеет угол положения зонда относительно поверхности, который позволяет выполнить, по существу, полную развертку ультразвукового луча в контролируемом материале. Наиболее типично зонд с фазированной решеткой работает так, чтобы угол луча можно было существенно изменять. Иллюстративное сравнение с известным зондом, имеющим единственный передающий элемент,приведено на фиг. 1. Слева показан однокристальный, а справа - многоэлементный зонды. Однокристальный зонд имеет фиксированную фокальную точку и может обнаруживать дефекты, ориентация которых дает достаточное отражение назад. В отличие от этого, многоэлементные зонды по настоящему изобретению способны регулировать фокальную точку и управлять ультразвуковым лучом для обнаружения и оценки размеров трещин, проходящих в большинстве ориентации и на большинстве глубин. Поскольку отдельные элементы работают в управляемой фазе относительно друг друга, контроль с помощью предлагаемых зондов и методов также именуется УК-ФР (ультразвуковой контроль фазированной решеткой). В другой модификации технология УК-ФР основана на размещении множества пьезоэлектрических элементов, которыми управляют индивидуально для создания синхронизированных и управляемых звуковых волн. На фиг. 2 показан пример форм результирующих волн, полученных с помощью управляемой задержки между отдельными элементами. На верхнем эскизе задержка в срабатывании элементов увеличивается от крайних элементов к центральным, что позволяет получить сфокусированный луч, тогда как на нижнем эскизе задержка увеличивается нелинейно от левых элементов к правым, что позволяет получить наклонный луч. Следует понимать, что такие расширенные возможности УК-ФР дают более высокое разрешение с улучшенными характеристиками калибровки и съемки, которые выполняются значительно быстрее, чем в известных способах ультразвукового контроля. Более того, следует также понимать, что предлагаемые способы позволяют проверять целостность труднодоступных швов, включая отводные фитинги и сварные швы с разделкой кромок и с полным проваром, с усиливающей галтелью. Контроль швов такого типа необходим для электрогенерирующих, нефтяных и газовых установок, в частности, для тех, которые работают при высоком давлении и температуре и в агрессивной среде. Исторически использовались визуальный контроль швов и рентгенографический контроль (РК), но эти способы являются дорогими, требующими много времени и часто не дают преимуществ, которые имеет новый способ УК-ФР. Предлагаемые способы УК-ФР, по существу, требуют меньше времени, чем обычный ультразвуковой контроль, не столь опасны, как РК, и обеспечивают стопроцентный объемный контроль. К другим преимуществам предлагаемых способов УК-ФР относятся легкость в использовании,повышенная точность и возможность немедленного создания цифровых отчетов о контроле для отслеживания распространения дефекта в будущем. Авторы обнаружили, что помимо других материалов, ультразвуковой контроль с фазированной решеткой является подходящим способом для контроля литой нержавеющей стали, и, в частности, модифицированной по ASTM A608 нержавеющей стали 20Cr-32Ni-Nb. Используя предлагаемые способы и-2 010992 устройства, можно осуществлять неразрушающий контроль целостности труднодоступных участков,таких как отводные соединительные фитинги и сварные швы с разделкой кромок. Эта безопасная, легкая в использовании и эффективная технология может использоваться для 100% объема шва с немедленным получением результатов контроля в цифровой форме. Представляемый способ УК-ФР также является простым и экономически эффективным способом фокусирования на потенциальных проблемных областях и, следовательно, уменьшает потребность в дорогом ремонте. В отличие от этого, большинство обычных способов ультразвукового контроля невозможно успешно использовать во всех труднодоступных участках. Другие способы неразрушающего контроля труднодоступных участков требовали визуальных проверок или относительно дорогих способов исследования, которые подвергали пользователей различным опасностям (например, радиационным, химическим и пр.). Сравнение предлагаемых способов УК-ФР с другими способами контроля приведено в табл. 1, где УК-ОВПЛ означает ультразвуковой контроль с определением времени прохождения луча. Данные о вероятности обнаружения (ВО) получены Голландским институтом сварки. Таблица 1 Примеры Нижеприведенные примеры описывают различные аспекты способов неразрушающего ультразвукового контроля по настоящему изобретению отводного соединения выпускного фитинга по ASTM А 608 статичного модифицированного литого коллектора из нержавеющей стали 20Cr32Ni-Nb и модифицированного тройника НР 45. В этих примерах были получены точные и быстрые результаты для усиленных фитингов. Типичное одинарное сварное соединение показано на фиг. 3, представляющей соединение патрубка, проверяемое методом УК-ФР. Фитинги оборудования и материалы, подвергаемые контролю, включали: (1) выпускной фитингUNS N08811 ASTM B564 MSS PS-97-2001 с конструкцией и размерами скоса по ASTM B16.25 - внутренний диаметр 28,5 мм, макс. наружный диаметр - 89,5 мм, средняя толщина стенки t = 30,5 мм, (2) модифицированные трубные коллекторы по ASTM A608 из стали 20Cr-32-Ni-Nb с внутренним диаметром 279,4 мм и толщиной стенки t = 38,1 мм и (3) модифицированные тройники НР 45. На строительных площадках часто встречаются существенные трудности при исследовании целостности сварного шва для патрубков, поскольку швы могут располагаться в местах, где конфигурация стенки трубы чрезвычайно затрудняет и удлиняет традиционные методы рентгенографического контроля. Кроме того, и особенно там, где эталонный рентгенографический контроль дает плохие результаты,очень желательно применять альтернативные способы контроля. Стандарт определяет патрубок как "интегрально усиленный фитинг, приваренный к напорной трубе и соединенный с отводной трубой сваркой встык, сварной муфтой, резьбой или фланцевым соединением, включая выпускной отводной фитинг,соответствующий MSS SP-97". Для рентгенографического контроля это означает, что критерий приемлемости швов не допускает наличия трещин, непровара, неполного провара, поднутрения, пористости поверхности или обнаженных включений шлака. Во время эталонной рентгенографической проверки 25 выпускных фитингов были испытаны с применением технологии экспозиции через две стенки. Шесть из них (24%) были отбракованы на основании В 31.3 табл. 341.3.2, категория М fluid в колонке "girth, miter groove and branch connection" ("соединение периметра, составной канавки и патрубка") Трудности, связанные с проведением контроля такого типа с экспозицией через две стенки, были связаны с затратами времени и усилий (приблизительно 6 ч на исследование готового соединения). Например, для проверки более 600 патрубков, рентгенографические способы потребовали бы более пяти месяцев непрерывной работы. Новая технология с фазированной решеткой, представленная в настоящем описании, оказалась весьма предпочтительной альтернативой,позволив провести проверку за десять рабочих дней. В другой рентгенографической проверке использовалась технология экспозиции через одну стенку. Такая технология допустима в определенных местах,что связано с конфигурацией соединения и размером стенки трубы. Результаты такой проверки привели к отбраковке 29 соединения из 45, что дало уровень отбраковки 64,4% образцов. Фактор "геометрической нерезкости" для этих сварных швов, однако, не соответствовал части V ст. 2 параграфу Т-274.2 для материалов толщиной менее 2 дюймов. Для использования УК-ФР следовало решить два главных вопроса. Одним из них было соответствие технологии УК-ФР стандарту, а вторым - его применимость для использования с применяемым в настоящее время сварочным оборудованием. Условия конструкции предусматривали манометрическое давление 485 фунтов на кв. дюйм (приблизительно 3,34 МПа) и температуру 885 С. Конструкция основывалась на API 560 "Пламенный нагреватель для установок по переработке нефти" и ASME B31.3 "Технологические трубопроводы". Критерий приемлемости для таких сварных швов с использованием рентгенографического контроля определяется по ст. В 31.3. табл. 341.3.2 стандарта ASME. Стандарт ASMEVIII "Сосуды для работы под давлением", пример 2235-6, допускает "применение УК вместо РК", и положения API-560 и В 31.3 разрешают применение УК. Стандарт API-560 в параграфе 14.2.2.7 указывает,что "в случаях, когда сварка или конфигурация материала затрудняют интерпретацию результатов рентгенографического контроля или делают невозможным его проведение, например, сварные швы насадок,можно осуществлять ультразвуковой контроль". Далее, в параграфе 341.5.3 стандарта ASME B31.3 "Проверки для устранения неопределенности" говорится, что "для устранения сомнений в показаниях может использоваться любой метод". Калибровка Для калибровки устройств УК-ФР брались реальные образцы выпускных фитингов, которые использовались как калибровочные блоки. На фиг. 4 показано использование таких образцов для калибровки. Из сварного соединения патрубка с тройником была изготовлена калибровочная деталь с боковыми просверленными отверстиями. Этот образец представляет все проверенные соединения в отношении подготовки шва, технологии и термообработки. Как показано на фиг. 5, использовался прибор R/DTechOmniscan с 16-элементным зондом на частоте 5,0 МГц и ультрагелевой контактирующей средой,пригодной для работы с нержавеющей сталью. Технология УК-ФР пригодна для CGSB UT Level II илиSNT UT Level II и требует только двух-трех дней на обучение, прежде чем можно будет давать интерпретацию появляющимся на экране результатам. Образец выходного изображения для этой технологии показан на фиг. 6. Следует отметить, что выбранный угол зонда должен подходить для ожидаемой ориентации дефекта. Следовательно, предпочтительно, чтобы угол падения ультразвукового луча обеспечивал попадание на дефект перпендикулярно для получения максимальной амплитуды эха. Однако трудно найти такой нужный угол зонда, когда ориентация дефекта заранее не известна. Для такой ситуации сварной шов сканировался с плоской поверхности выпускного фитинга. По существу, применявшиеся углы зонда составляли от 5 до 85, чаще от 25 до 85 и чаще всего от 25 до 80. Обычно для контроля сварных швов допустимы только поперечные (сдвиговые) волны. Однако, если такие параметры не практичны и/или не пригодны, следует понимать, что можно использовать про-4 010992 дольные (прямые) волны, чтобы получить требуемую ширину сканирования в разрезе. Сдвиговые волны имеют длину, приблизительно вдвое меньшую, чем продольные волны, и угол покрытия для них составляет только 30-35. В отличие от них, продольные волны могут дать вдвое более широкий угол покрытия, как показано на фиг. 4 (образец соединения, используемый как "калибровочный блок" для оборудования УК-ФР). Следовательно, следует признать, что при использовании продольных волн можно получить сектор покрытия от 10 до 80 и более типично от 20 до 75. В комбинации с соответствующим углом зонда можно получить, по существу, полное покрытие области сканирования. Термины "по существу полное" и "по существу все", используемые в настоящем описании, означают по меньшей мере 90%,более типично по меньшей мере 95% и наиболее типично по меньшей мере 97-100%. Сканирование предусмотрено в приращениях по 1 мм ультразвукового луча и при угловом разрешении 0,8 мм. Было определено, что зерна материала сварного шва имеют средний размер 8 на основе ASTM Е 112-96, табл. 4 (детали разрезались перпендикулярно к оси сварки, чтобы показать структуру и грани поверхности шва). В зонах сплавления были соответственно просверлены отверстия. Целью калибровки по зоне сплавления и материалу сварного шва была компенсация эффектов структуры сварного шва. На фиг. 6 показан вид экрана, полученного в соединении, на котором была обнаружена максимальная амплитуда, показывающий покрытие решетки, которое в данном примере составляет от 20 до 75. Он также показывает угол, на котором максимальная энергия отражалась от объекта, 67 продольной волны. Масштаб глубины экрана нельзя использовать для определения глубины, поскольку наклон влияет на расстояние, в зависимости от положения зонда относительно сварного соединения. Кроме того, изменение скорости в материале сварного шва также могут уменьшить точность. Однако в результирующих таблицах приведено оценочное расстояние от наружной поверхности, которое основано на том, где появилась отметка в решетке. На основе этих относительно коротких звуковых путей отметок можно считать, что они расположены в зоне сварки на сварной стороне соединения. Размеры дефекта оценивались по сечению решетки (прибл. 10-12 мм) на цели. Оценочные размеры непосредственно и пропорционально взяты с изображений. Чувствительность определяется в основном размером просверленных боковых отверстий, диаметр которых составлял 3,2 мм в соответствии с требованиями В 31.3 для толщины сварного шва 30,5 мм. Калибровка чувствительности производилась по отверстиям диаметром 3,2 мм при сканировании с дополнительной чувствительностью 6 дБ для определения размера меток. Для оценки меток и сбора данных эти дополнительные 6 дБ убирались. Корреляция УТ-ФР и РК Согласно критериям приемлемости при ультразвуковом контроле по параграфу 344.6.2 ст. В 31.3 стандарта ASME линейная прерывистость неприемлема, если амплитуда метки превышает опорный уровень и ее длина превышает 10,2 мм. Это равно 10 мм длины для полевых условий, где неопределенность измерения составляет 0,2 мм. В результате должны соблюдаться два критерия. Во-первых, дефект должен отображаться на 80% или более высоты полного экрана и, во-вторых, дефект должен иметь размер 10 мм и более, чтобы считаться браком. Длина 10,2 мм выведена по формуле F=T/3, где Т - номинальная толщина стенки самого тонкого компонента из соединяемых сваркой. Для разрывов линейного типа, если амплитуда метки превышает опорный уровень и ее длина превышает Т/3 для толщин от 19 до 59 мм (фактическая толщина составляла 30,5 мм), образец отбраковывается. (Если бы в качестве основного критерия приемлемости был принятASME Section VIII Division I, то критерии приемлемости были бы такими же, что и по ASME B31.3). Попытка найти корреляцию между РК и УК-ФР была предпринята на партии из 25 соединений патрубков. Это дало 100% корреляцию сигнала или в некоторых случаях метки доказали, что УК-ФП обнаруживает больше дефектов, чем РК. Когда к этим 25 соединениям был применен строгий критерий стандарта, УК-ФР позволил отбраковать на 8% больше деталей, чем РК (28% для УК-ФР и 20% для РК). Следует отметить, что отбраковка в УК-ФР базировалась на длине дефекта, как определено в В 31.3, параграф 344.6.2, тогда как отбраковка по РК базировалась на длине и ширине дефекта, как определено в В 31.3, табл. 344.3.2. Поэтому было принято решение продолжить проверку всех других швов методом УК-ФР. Образцы данных по корреляционным тестам для УК-ФР и РК приведены. Анализ корреляции УК-ФР и РК доказывает эффективность и точность УК-ФР, основанных на положении и размере дефектов. В табл. 2 приведены свойства для обоих использованных способов. Результаты УК-ФР Представленный способ УК-ФР дал процент отбраковки 20,5% при том, что из 600 проверенных образцов всего более 100 соединений не отвечали критерию приемлемости. Всего было около 100 выпускных фитингов на патрубках и около 30 фитингов на тройниках. В дополнение к проверенным и идентифицированным соединениям с дефектами, обусловливающими их отбраковку, полное сканирование проводилось на всех соединениях с любыми метками. Только отбракованные соединения ремонтировались или заменялись. Всего было 442 соединения с метками длиной менее 10 мм, которые не отбраковывались. Эти идентифицированные метки будут отслеживаться при дальнейшей эксплуатации, используя этот же метод УК-ФР. В то же время, полученные в будущем результаты ультразвукового контроля будут перепроверяться по записям, полученным во время этой проверки УК-ФР. Следовательно, можно идентифицировать поведение или распространение дефектов и принять соответствующие меры по ремонту или замене. Следовательно, следует признать, что использование представленного способа УК-ФР дает многочисленные выгоды и преимущества. Помимо прочего, технология УК-ФР позволяет управлять лучом и фокусировать луч электронными способами, чтобы покрыть область сварного шва с ограниченной поверхности сканирования, например область, скошенную под 45 усиленного соединения патрубка. Более того, технология по настоящему изобретению дает 100% объемную оценку и цифровые результаты позволяют получить изображения меток в сечении и постоянно регистрировать полученные данные. Далее,УК-ФР позволяет быстрее получить результаты, чем РК, который требует существенного времени на проявку и экспозицию, особенно для толстых стенок. Более того, УК-ФР дает хорошие результаты тестирования для большинства металлических сварных швов и металлических материалов, легок в использовании и не опасен для лиц, проводящих тестирование. Следует особенно отметить, что сложные швы, проанализированные выше, включали сварку встык массивных стенок и сварку усиленного фитинга с приемным коллектором, содержащим модифицированный НР 45 с дисперсионно твердеющим статичным литым сплавом, которые было относительно трудно проверять (в некоторых случаях для получения покрытия и энергии, необходимых для проверки-6 010992 и корня, и тела шва, угол зонда необходимо было менять на приблизительно 70 и менять волну на продольную). Таким образом, и особенно на основе прекрасных результатов, полученных на массивных и тонкостенных НР 45, следует признать, что УК-ФР пригоден для многочисленных других металлических сплавов, и особенно для углеродистой стали, низколегированных сплавов и нержавеющей стали. Более того, среди различных других применений для предусмотренных материалов УК-ФР считается особенно полезным для сварных швов, относящихся к врезным, стыковым и выходным соединениям, применяемым на сосудах и оборудовании, работающих под давлением. Таким образом, следует признать, что УК-ФР является надежным способом контроля там, где нельзя использовать РК. Например, новый способ УК-ФР дает более точные результаты с прекрасным представлением записей, которые легко читать и поддерживать в будущем планово-предупредительный ремонт. Более того, затраты на обучение и интерпретацию результатов минимальны и соответствие нормативным требованиям может быть достигнуто с большей уверенностью, чем при других способах РК. Следовательно, авторы разработали способ контроля материала нержавеющей стали, имеющий один этап, на котором используют ультразвуковой зонд с фазированной решеткой, где зондом управляют так, что угол луча меняется, и где зондом далее управляют в режиме продольной волны. На другом этапе зонд устанавливают на поверхность контролируемого материала нержавеющей стали под таким углом,чтобы путем изменения угла луча в режиме продольной волны просканировать весь материал под этой поверхностью. С другой точки зрения, авторы разработали способ инструктажа оператора для обнаружения потенциальных дефектов в сварном шве в материале нержавеющей стали, содержащий шаг, при котором выдают информацию на использование ультразвукового зонда с фазированной решеткой, где зонд выполнен и управляется с возможностью изменения угла луча. На другом этапе выдают информацию на использование зонда в режиме продольной волны. На следующем этапе выдают информацию на установку зонда на поверхность материала нержавеющей стали под таким углом, чтобы изменением угла луча в режиме продольной волны можно было просканировать, по существу, весь материал под этой поверхностью, а на следующем этапе выдают информацию на включение зонда так, чтобы он сканировал материал нержавеющей стали для обнаружения потенциального дефекта. Таким образом, выше были раскрыты конкретные варианты и способы применения неразрушающего ультразвукового контроля с фазированной решеткой материала нержавеющей стали. Однако специалистам должно быть очевидно, что возможно множество других модификаций, не выходящих за пределы изложенной выше изобретательской концепции, помимо уже описанных. Следовательно, предмет изобретения не должен ограничиваться ничем, кроме приложенной формулы изобретения. Более того, при толковании описания и формулы изобретения все термины следует толковать в наиболее широком смысле, не противоречащем контексту. В частности, термины "содержит" и "содержащий" следует толковать, как относящиеся к элементам, компонентам, или этапам неисключительным образом, указывая что такие элементы, компоненты или этапы могут присутствовать, использоваться или комбинироваться с другими элементами, компонентами или этапами, которые прямо не упомянуты. Кроме того, если определение или использование термина в источнике, включенного в настоящий документ путем отсылки, не соответствует или противоречит определению этого термина, данному в настоящем документе, к этому термину следует применять определение, данное в настоящем документе, а не в упоминаемом источнике. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ контроля нержавеющего стального материала, при котором используют ультразвуковой зонд с фазированной решеткой, причем зондом управляют так, чтобы изменять угол луча и чтобы обеспечивать работу в режиме продольной волны; помещают зонд на поверхность нержавеющего стального материала, подвергающегося контролю,под таким углом, чтобы при изменении угла луча в режиме продольной волны обеспечивать сканирование, по существу, всего материала под этой поверхностью, и управляют зондом для сканирования потенциальных дефектов в материале. 2. Способ по п.1, в котором угол луча изменяют от 20 до 70. 3. Способ по п.1, в котором угол зонда составляет между 60 и 80. 4. Способ по п.1, в котором материал под поверхностью содержит по меньшей мере один из следующих элементов: соединительный фитинг патрубка, сварной шов с разделкой кромок и полным проваром, при необходимости с усиливающей галтелью. 5. Способ по п.4, в котором соединительный фитинг патрубка расположен между скошенным выпускным фитингом и по меньшей мере одним из следующих элементов: коллектором статической заливки и модифицированным тройником. 6. Способ по п.1, в котором дефект выбран из группы, содержащей трещину, непровар, неполный провар, поднутрение, пористость поверхности и обнаженное включение шлака. 7. Способ по п.1, в котором материал под поверхностью имеет толщину по меньшей мере 25 мм. 8. Способ по п.1, в котором материал под поверхностью содержит нержавеющую сталь, пригодную-7 010992 для работы в условиях высокого давления. 9. Способ обнаружения потенциального дефекта в сварном шве в нержавеющем стальном материале, включающий этапы на которых управляют ультразвуковым зондом с фазированной решеткой так, чтобы изменять угол луча и зонд работал в режиме продольной волны; осуществляют управление зондом в режиме продольной волны; устанавливают зонд на поверхность нержавеющего стального материала под таким углом, чтобы изменение угла луча в режиме продольной волны обеспечивало сканирование, по существу, всего материала под этой поверхностью, и осуществляют управление зондом для сканирования потенциальных дефектов в материале, причем оператору на каждом этапе способа предоставляют соответствующую информацию для выполнения упомянутого этапа способа. 10. Способ по п.9, в котором угол луча изменяют от 20 до 70. 11. Способ по п.9, в котором угол зонда составляет между 60 и 80. 12. Способ по п.9, в котором материал под поверхностью содержит по меньшей мере один из следующих элементов: соединительный фитинг патрубка, сварной шов с разделкой кромок и полным проваром, при необходимости с усиливающей галтелью. 13. Способ по п.12, в котором соединительный фитинг патрубка расположен между скошенным выпускным фитингом и по меньшей мере одним из следующих элементов: коллектором статической заливки и модифицированным тройником. 14. Способ по п.9, в котором дефект выбран из группы, содержащей трещину, непровар, неполный провар, поднутрение, пористость поверхности и обнаженное включение шлака.
МПК / Метки
МПК: G01N 29/00
Метки: нержавеющей, фазированной, ультразвуковые, устройства, стали, решеткой, контроля, изделий
Код ссылки
<a href="https://eas.patents.su/11-10992-ultrazvukovye-ustrojjstva-s-fazirovannojj-reshetkojj-dlya-kontrolya-izdelijj-iz-nerzhaveyushhejj-stali.html" rel="bookmark" title="База патентов Евразийского Союза">Ультразвуковые устройства с фазированной решеткой для контроля изделий из нержавеющей стали</a>
Применение устройства связи, способ аутентификации изделий, блок и система для аутентификации изделий и устройство аутентификации
Номер патента: 5698
Опубликовано: 28.04.2005
Авторы: Амон Морис, Розумек Оливье, Мюллер Эдгар, Бремон Оливье, Блейкольм Антон
МПК: G07D 7/04
Метки: блок, способ, система, устройство, связи, устройства, изделий, аутентификации, применение
Формула / Реферат:
1. Применение устройства мобильной связи, выбранного из группы, состоящей из мобильного телефона, карманного компьютера и электронной записной книжки в соединении с устройством аутентификации, для аутентификации защитной маркировки на изделии. 2. Устройство мобильной связи для аутентификации защитной маркировки на изделии, в котором по меньшей мере один элемент, выбранный из группы, состоящей из средств обработки и хранения данных, средств...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Кумино Джузеппе, Бартери Массимо
МПК: C22C 38/44, C21D 8/00
Метки: мартенситная, способом, сталь, изготовленное, этой, стали, коррозионной, способ, нержавеющая, изделие, этим, механической, стойкостью, изделий, изготовления, прочностью, высокой
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ контроля конической резьбы и соответствующие устройства для его осуществления
Номер патента: 2698
Опубликовано: 29.08.2002
Авторы: Ноэль Тьерри, Ассенс Жилль
МПК: G01B 3/38
Метки: контроля, конической, соответствующие, осуществления, резьбы, способ, устройства
Формула / Реферат:
1. Способ контроля охватываемой конической резьбы (3), расположенной на наружной периферийной части охватываемого элемента (1), расположенного на конце металлической трубы (101) и содержащего, по меньшей мере, одно средство (5, 7) герметизации, расположенное в непосредственной близости от этого конца, в соответствии с которым контролируют средний диаметр (D1) резьбы в заданной плоскости (Р1) измерения, расположенной на расстоянии L1 от плоскости...
Способ и устройство для оптимизации управления процессом, а также контроля за процессом в установке для изготовления макаронных изделий
Номер патента: 4529
Опубликовано: 24.06.2004
Авторы: Агарвал Мукул, Брювилер Марсель, Зайлер Вернер, Густер Франц, Тоблер Ханс
МПК: F26B 21/06
Метки: изделий, установке, устройство, оптимизации, управления, процессом, изготовления, также, контроля, способ, макаронных
Формула / Реферат:
1. Способ оптимизации управления процессом, а также контроля за процессом изготовления макаронных изделий, в частности изготовления длинных или коротких макаронных изделий, при котором сырье интенсивно месят в смесителе/мешалке, и заготовки макаронных изделий, покидающие прессующий шнек (3) в виде влажно-пластичных тестовых жгутов, направляют до окончательной сушки через по-разному нагретые и/или влажные климатические зоны сушилки, а затем...
Устройство для переработки пластмассовых изделий с целью повторного использования и способ использования такого устройства
Номер патента: 10531
Опубликовано: 30.10.2008
Автор: Мот Жакуес
МПК: B01F 7/04, B01F 7/18, B01F 15/00...
Метки: использования, повторного, целью, изделий, пластмассовых, устройство, переработки, способ, такого, устройства
Формула / Реферат:
1. Устройство для перемешивания пластмассовых изделий, которое содержит камеру перемешивания (4); вход продукта (2) и выход продукта (3); винтовой транспортер для выгрузки (8); по меньшей мере один ротор (5) в камере перемешивания (4), оборудованный ножами (6), отличающееся тем, что указанные ножи (6) установлены перпендикулярно оси ротора (5') и ориентированы относительно своей оси под углом в диапазоне от 0 до 180ш. 2. Устройство для...
Предыдущий патент: Бытовой прибор с осветительным устройством и способ управления его включением
Следующий патент: Беспроводная магистраль для соединения беспроводных ячеек
Случайный патент: Способ приготовления продуктов на основе мяса с непосредственным введением оливкового масла и добавлением сыра типа фета