Имплантант с прикрепленным к нему элементом и способ изготовления такого имплантанта
Номер патента: 4285
Опубликовано: 26.02.2004
Авторы: Ломбарди Сильви, Гамер Вальтер, Суппер Вольфганг, Брист Арне

Формула / Реферат
1. Трубчатый имплантант, имеющий аксиальный торец, к которому прикреплено кольцо из ложечек, выполненных из материала, отличающегося от материала имплантанта.
2. Имплантант по п.1, отличающийся тем, что ложечки изготовлены из тантала.
3. Имплантант по п.1, отличающийся тем, что имплантант выполнен из нержавеющей стали.
4. Имплантант по п.1, отличающийся тем, что ложечки приварены к имплантанту с помощью лазерной сварки.
5. Имплантант по п.1, отличающийся тем, что имплантант выполнен из никель-титанового сплава с памятью формы.
6. Имплантант по п.1, отличающийся тем, что ложечки соединены с имплантантом, с использованием охватывающих-охватываемых ответных сопрягающихся частей.
7. Имплантант по п.6, отличающийся тем, что каждая ложечка имеет первый конец, содержащий указанную ответную сопрягающуюся часть, и второй конец, выполненный изогнутым так, что он имеет выпуклую форму по отношению к внешнему пространству.
8. Имплантант по п.1, отличающийся тем, что стент выполнен с возможностью расширения при переходе из конфигурации его введения в конфигурацию его установки с большим диаметром, чем диаметр в конфигурации введения.
9. Имплантант по п.8, отличающийся тем, что каждая ложечка содержит основную поверхность просвета и основную поверхность, устанавливаемую без просвета по отношению к тканям тела, причем указанные основные поверхности выполнены изогнутыми и находятся в пределах цилиндрической огибающей кривой, соответствующей нерасширенной конфигурации имплантанта при его введении.
10. Имплантант по п.9, отличающийся тем, что каждая ложечка проходит вдоль дуги, несколько меньшей одной четверти окружности трубки, образующей имплантант.
11. Имплантант по п.10, отличающийся тем, что каждая из ложечек имеет параллельные прямые боковые кромки и каждая боковая кромка расположена смежно с обращенной к ней боковой кромкой соседней ложечки, когда имплантант находится в нерасширенной конфигурации при его введении, и, по существу, расходятся на большее расстояние друг от друга, когда имплантант находится в расширенной конфигурации при его установке.
12. Имплантант по п.1, отличающийся тем, что ложечки представляют собой радионепрозрачные маркеры.
13. Имплантант по п.6, отличающийся тем, что охватывающие-охватываемые части ложечек и имплантанта, соответственно имеют ответные конические сопрягающиеся поверхности, которые располагаются в плоскости, включающей длинную ось трубки, образующей имплантант.
14. Имплантант по п.13, отличающийся тем, что конические сопрягающиеся поверхности ложечек составляют охватывающую часть охватывающего-охватываемого соединения.
15. Имплантант по п.14, отличающийся тем, что каждая коническая сопрягающаяся поверхность имплантанта имеет форму наконечника стрелы.
16. Способ присоединения элементов к осевому торцу трубчатого имплантанта, содержащий этапы
формирования указанных элементов на одном конце трубки основы, радиус которой, по существу, равен радиусу имплантанта в его нерасширенной конфигурации,
установку встык имплантанта и элементов,
закрепление элементов на имплантанте и
отделение элементов от трубки основы.
17. Имплантант, изготовленный из проволоки или листового материала в форме металлической трубки (10), имеющий поверхность (28) просвета и поверхность (26), устанавливаемую без просвета по отношению к тканям тела, причем на имплантанте в пределах толщины радиальной стенки между указанными поверхностями закреплен элемент (20), изготовленный из материала, отличающегося от материала, из которого сформирован имплантант, отличающийся тем, что элемент и имплантант имеют ответные конические сопрягающиеся поверхности (32, 30), образующие соединение элемента на имплантанте.

Текст
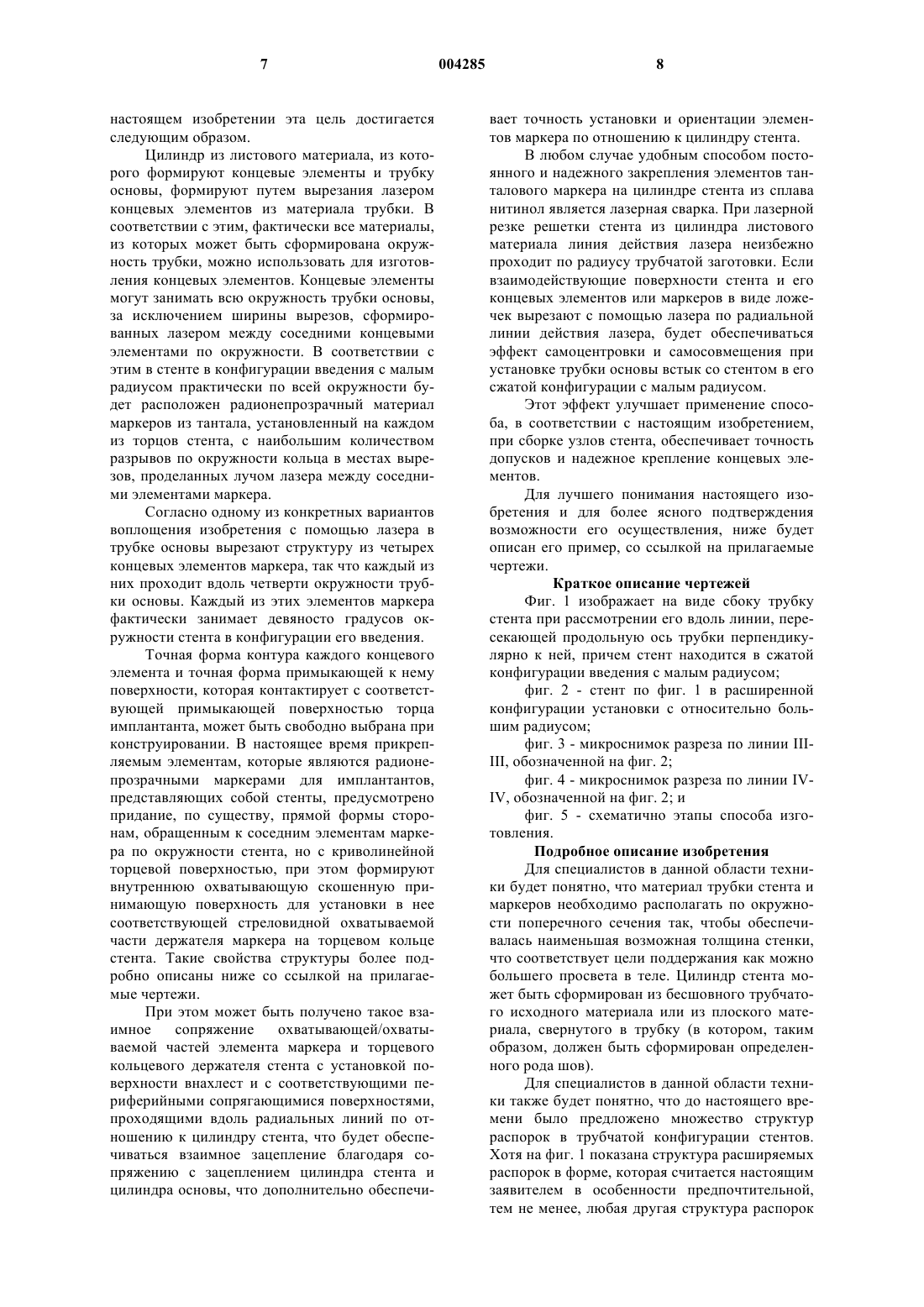
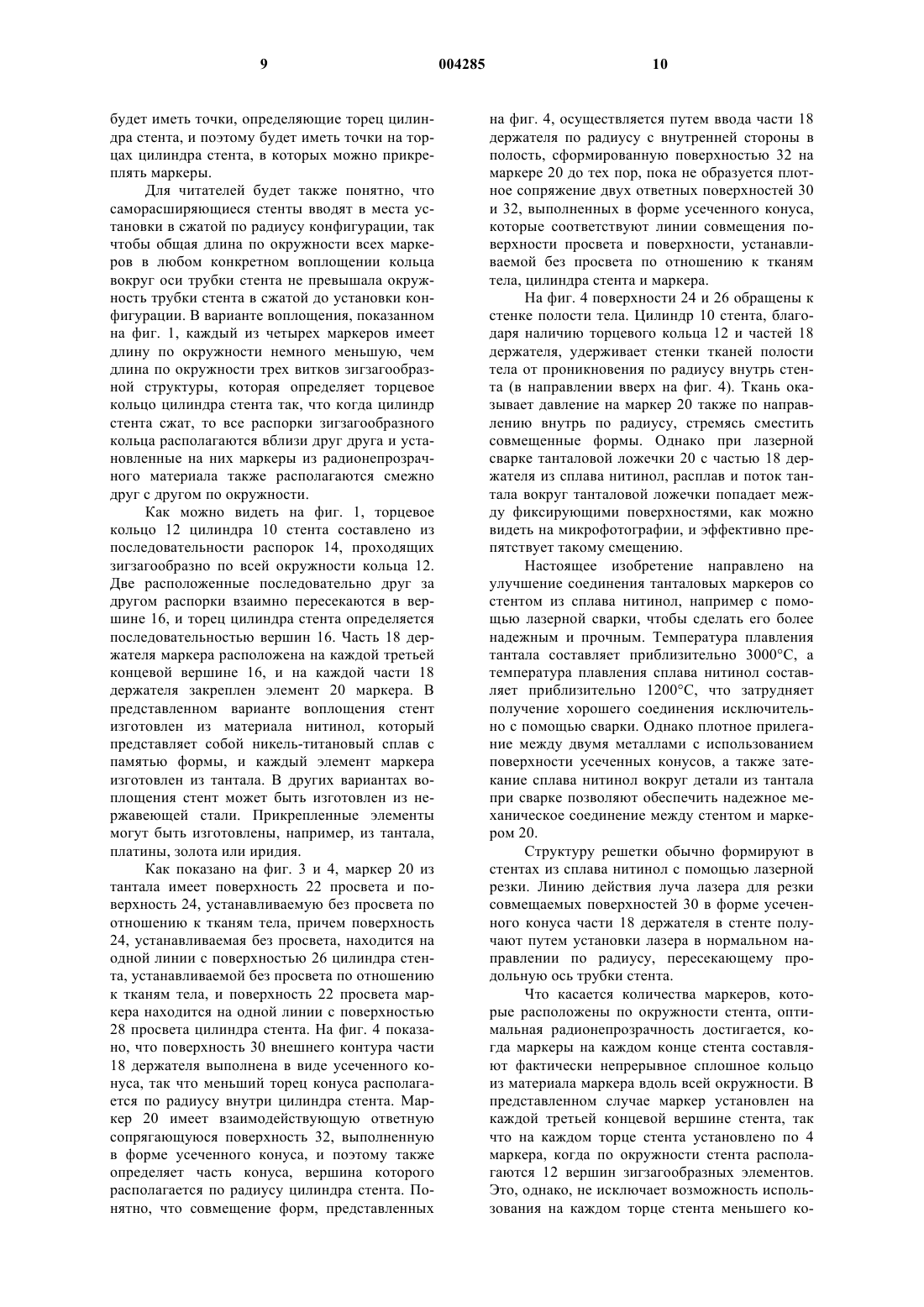
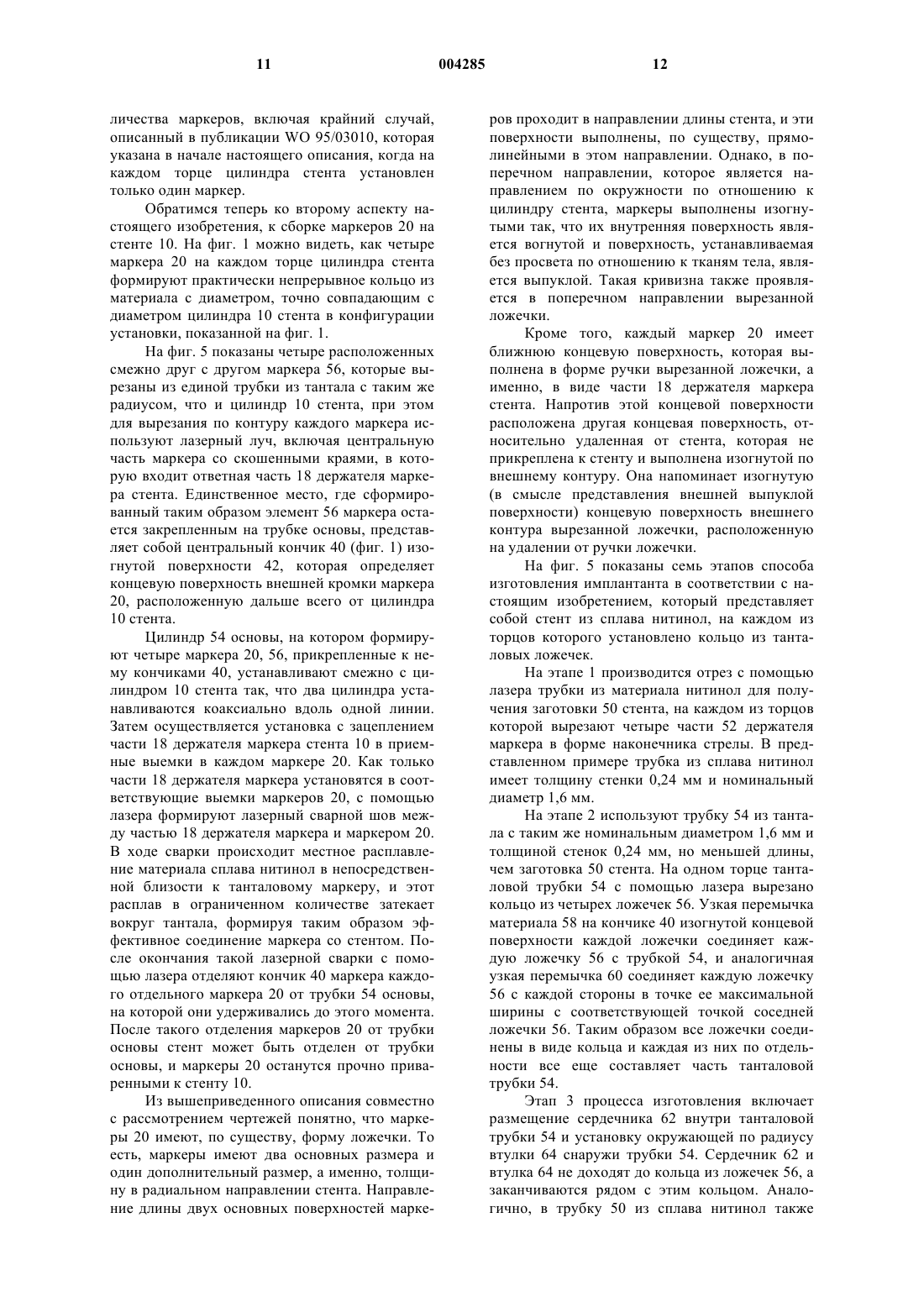
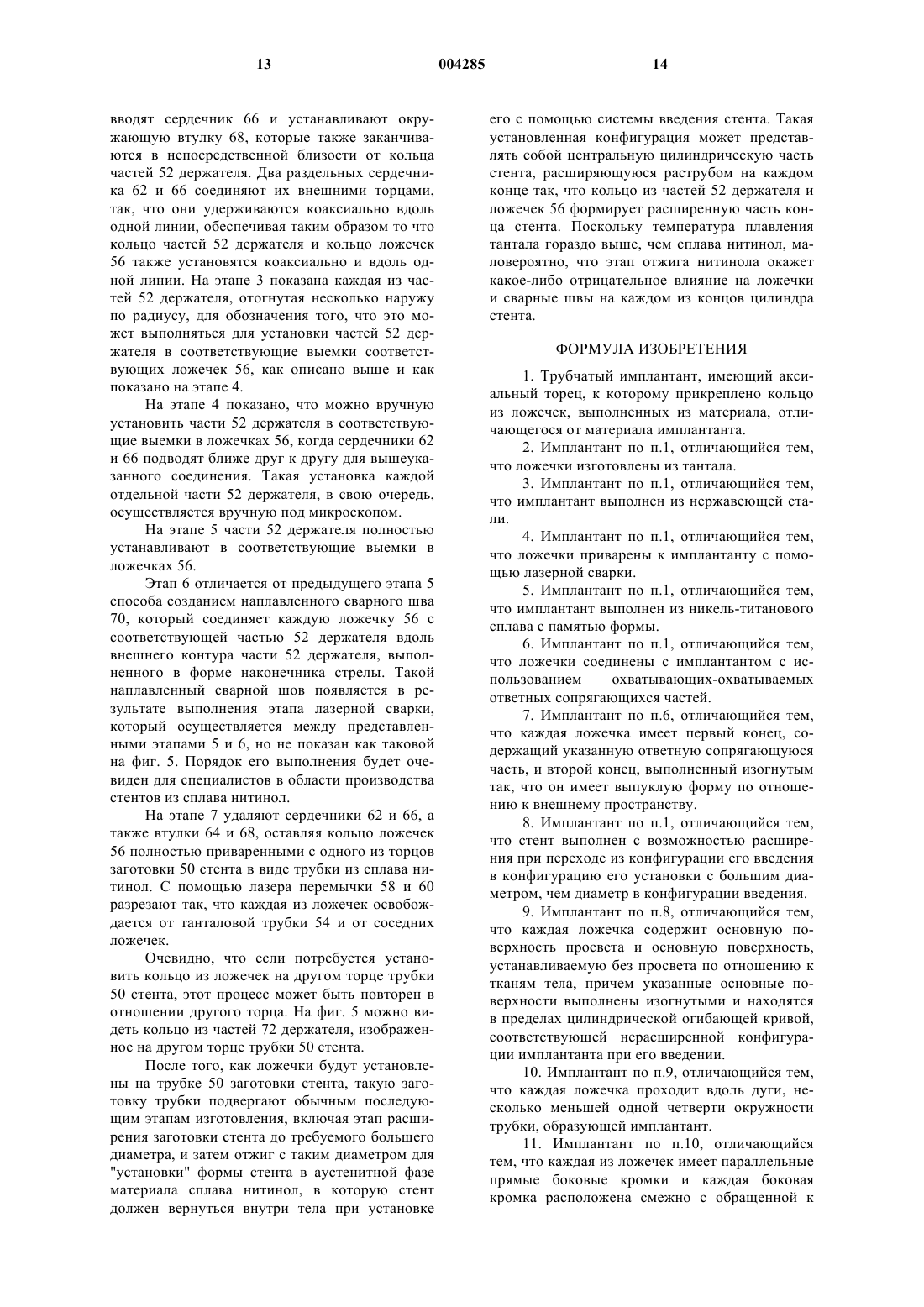
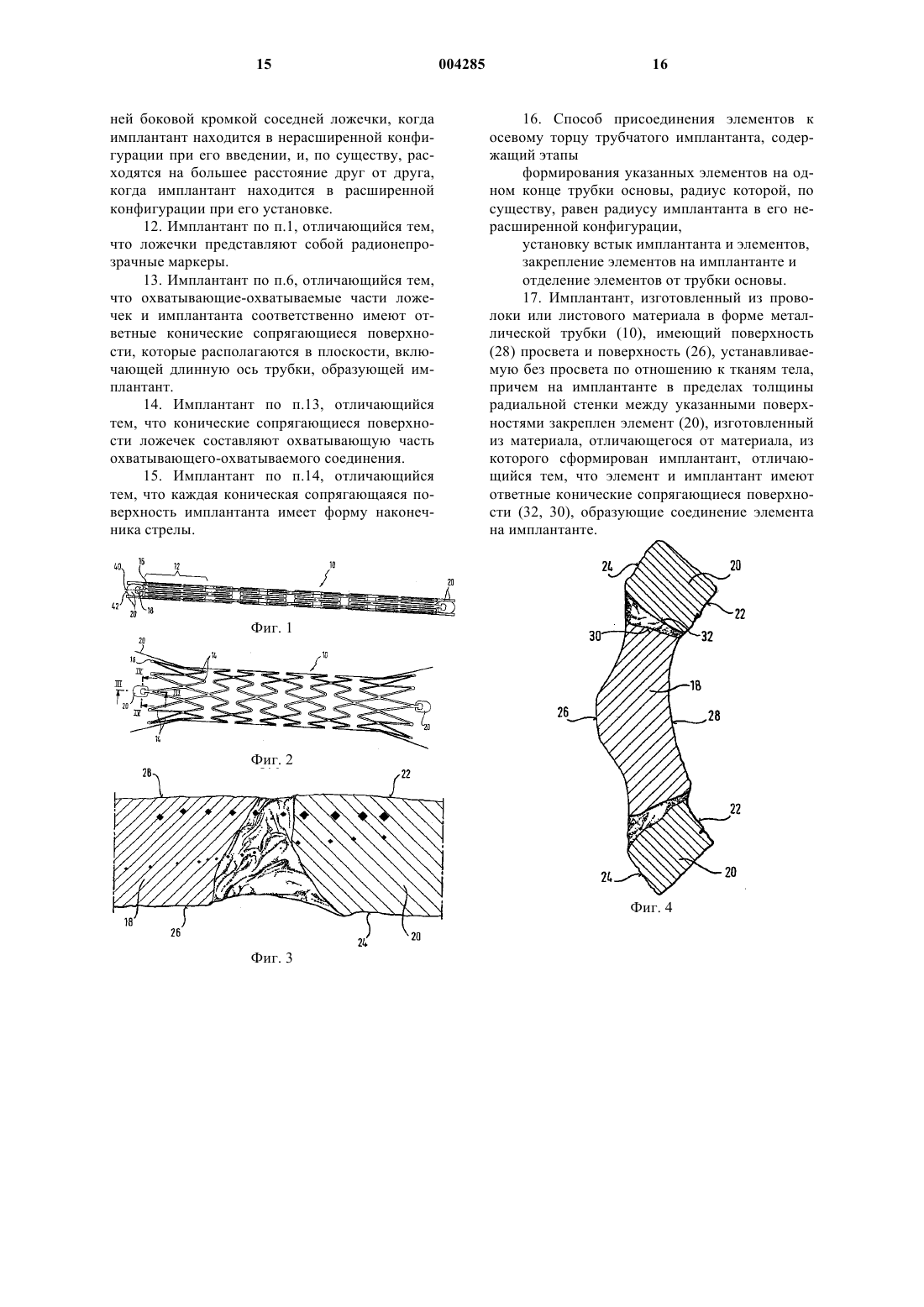
1 Область техники Настоящее изобретение относится к имплантанту, такому как стент, к которому прикреплен по меньшей мере один элемент, такой как маркер, изготовленный из материала, отличающегося от материала стента, например из материала с более высокой степенью радионепрозрачности, чем материал имплантанта. Настоящее изобретение также относится к способу изготовления такого имплантанта. Хотя настоящее изобретение в особенности предназначено для прикрепления радионепрозрачных маркеров к стентам, кроме стентов оно также может применяться для других имплантантов (например, для фильтров) и для других элементов, кроме маркеров. Такие элементы могут действовать, например, как носители для введения лекарственного препарата, ингибиторы травмы или соединители для связи имплантанта с другим имплантантом или с инструментом для удаления имплантанта. Известный уровень техники В публикации WO-A-95/03010 описан стент в форме металлической трубки, имеющей длинную ось, поверхность просвета и поверхность, устанавливаемую без просвета по отношению к тканям тела, причем в толщине стенки трубки расположен радионепрозрачный маркер,изготовленный из металла, который является в большей степени радионепрозрачным, чем металл, из которого сформирована трубка. Стент в соответствии с публикацией WO 95/03010 изготовлен из плоского листа материала, например из нержавеющей стали, с использованием фотохимического травления выделенных областей листа металла, так что формируется открытая решетчатая структура, которую затем сворачивают, придавая ей форму трубки. С каждого конца решетки формируют небольшое круглое отверстие. В каждое из этих отверстий (которые называются "ушки") может быть запрессован радионепрозрачный маркер, выполненный из такого материала, как золото,платина, вольфрам или иридий. Маркеры закрепляют в ушках с помощью обжима. Публикация ЕР-А-800800 также направлена на решение проблемы плохой радионепрозрачности стентов, но в ней используется другое решение. В стенте из никель-титанового сплава с памятью формы предложено устанавливать по меньшей мере на одном торце цилиндра, из которого формируется стент, по меньшей мере один элемент детектирования, который имеет форму язычка, проходящего, по существу, в продольном направлении стента, причем этот элемент детектирования имеет ширину в направлении окружности цилиндра стента большую, чем характеристическая ширина в направлении окружности стента каждой из распорок,которые составляют решетчатую структуру стента. Большая ширина по окружности язычка 2 придает ему большую радионепрозрачность,чем более тонкие распорки решетки стента. В публикации ЕР-А-847733, принадлежащей компании Biotronik, описан стент, который представляет собой цилиндр из титана с отверстиями, к каждому из концов которого приварено кольцо из тантала, выполненное в форме меандра. Радионепрозрачность тантала намного выше, чем у титана, причем такая конструкция позволяет радиоскопически определять расположение концов цилиндра стента. Документ WO-A-00/64375 ACS был опубликован 2 ноября 2000 года, то есть после даты приоритета настоящего описания. В нем описан стент, изготовленный из проволоки или трубки,с оконечными кольцами из материала, который является в большей степени радионепрозрачным, чем продольная центральная секция. Материалы, используемые для центральной секции, включают никель-титановый (Ni-Ti) сплав(нитинол) с памятью формы и нержавеющую сталь. Материалы, используемые для оконечных колец, содержат тантал, платину, золото и платино-иридиевый сплав. Для закрепления оконечных колец на центральной секции, кроме прочих способов, предполагается использовать лазерную сварку. В публикации ЕР-А-709068 компанииMedinol описано формирование на концах стента "выступов, содержащих достаточное количество металла, так чтобы они были видимыми в рентгеновских лучах". В качестве материалов,которые являются в большей степени видимыми при освещении рентгеновскими лучами, чем металл типа нержавеющей стали, из которого изготовлен стент, упоминаются золото и тантал. Описание американского патента US-A6022374 аналогично публикации WO-A95/03010, описанной выше, в том, что в нем описан вкладыш из радионепрозрачного материала, устанавливаемый в ушко, сформированное в стенте. В качестве радионепрозрачных материалов указаны золото, платина и их сплавы. В публикации DE-U-29904817 описан стент с проходящими вдоль оси выступами,сформированными по меньшей мере на одном конце. Эти выступы могут быть выполнены с утолщениями на внешних свободных концах. Эту концепцию можно сравнить с описанием в публикации ЕР-А-800800, указанной выше. В американском патенте US-A-5741327 автора Frantzen описан стент с радионепрозрачными маркерами, закрепленными на концах корпуса стента. В одном из вариантов воплощения на каждом конце стента закреплен непрерывно проходящий по окружности ленточный элемент маркера. Такой элемент маркера может быть изготовлен из золота, серебра, платины или их сплавов. В данной публикации описано,что корпус стента может быть изготовлен из никель-титанового сплава. Маркер, установлен 3 ный вдоль окружности, может расширяться в радиальном направлении вдоль корпуса стента. Кольцевой маркер прикрепляют к концу корпуса стента, используя одну из множества технологий, включая пайку твердым припоем, механическое крепление, переплетение или склеивание эпоксидным клеем. Конкретная система крепления предполагает использование "приемников", которые проходят вдоль концов корпуса стента. Эти приемники сконфигурированы таким образом, что в них входят "лапки", сформированные на кольце маркера. Каждая лапка содержит шейку и головку на конце шейки, и эта головка входит во взаимодействующее закругленное пространство в приемнике на корпусе стента. Для обеспечения местного расплава используется лазер, с помощью которого приемник и лапку сплавляют вместе. Описание публикации WO 97/33534 аналогично описанию WO 95/03010 в том, что в нем используют радионепрозрачные заклепки, установленные в стенте из материала с меньшей степенью радионепрозрачности. Краткое описание изобретения Одним из объектов настоящего изобретения является имплантант, такой как стент, на котором надежно закреплен элемент из материала, отличающегося от материала стента. Более конкретно, настоящее изобретение направлено на стент из никель-титанового сплава с памятью формы с радионепрозрачным маркером, который совместим со сплавом стента и является биологически приемлемым, а также является более эффективным и надежным, чем известные стенты. В соответствии с одним из аспектов настоящее изобретение направлено на имплантант, как определено в пункте 1 формулы изобретения, приведенной ниже. Во втором аспекте настоящее изобретения направлено на имплантант в соответствии с пунктом 17 формулы изобретения и в третьем аспекте предложен способ крепления элементов к имплантанту, как описано в пункте 16 формулы изобретения. Благодаря кольцу из элементов, выполненных в форме ложечек, закрепленных на одном из торцов трубчатого имплантанта, такого как стент, при введении стента в радиально компактной конфигурации формируется, по существу, полное кольцо из прикрепленного материала, что обеспечивает потенциально лучшую радионепрозрачность. Даже в развернутой конфигурации стента, относительно небольшое количество широких плоских ложечек, например четыре, обеспечивает относительно хорошую радионепрозрачность. Однако радоинепрозрачность в сжатой конфигурации получается особенно высокой, так что настоящее изобретение открывает возможность исключить использование ранее обязательного кольца из радионепрозрачного маркера в системе подачи стента, которое позволяет определять расположение кон 004285 4 ца стента. Это, в свою очередь, дает возможность использовать системы подачи более простой конструкции, чем системы, использовавшиеся до настоящего времени. Если формы взаимодействующих концов стента и прикрепляемых элементов будут вырезаны с помощью лазера так, что линия действия луча всегда будет расположена радиально по отношению к цилиндру стента, то соединение между стентом и каждым прикрепленным элементом получается в форме усеченного конуса,что улучшает надежность крепления и точность расположения каждого элемента, прикрепленного к стенту. Такая форма соединения в виде усеченного конуса является в особенности удобной, когда она выполнена таким образом, что разъединение в месте сопряжения происходит при перемещении элемента в направлении наружу по радиусу цилиндра стента. Благодаря этому при расширении стента в установленную конфигурацию на прикрепленный элемент прикладывается направленное внутрь по радиусу давление со стороны окружающих тканей тела, что предотвращает его отсоединение от стента. Такое сопротивление дополняет и усиливает другие элементы системы, используемые для закрепления элемента на стенте. Системы, предназначенные для закрепления элемента на имплантанте, могут включать сварку, пайку твердым припоем, пайку, закрепление с помощью клея, сварку трением или вариации механических конфигураций взаимного зацепления и установки с помощью обжима. При формировании решеток стента из листового материала трубчатый листовой исходный материал считается предпочтительным. Однако в некоторых системах также является предпочтительным плоский листовой материал, из которого элемент стента сворачивают как ковер. При разрезе с помощью лазера плоского листа для формирования решетки легко получается вышеуказанная форма соединения в виде усеченного конуса. В особенно предпочтительном варианте воплощения стент формируют из листового материала в форме трубки и на каждом из ее торцов формируют множество держателей маркера,на каждом из которых устанавливают радионепрозрачный маркер, выполненный из радионепрозрачного материала в форме ложечки. Каждый из держателей содержит поверхность, устанавливаемую с просветом по отношению к тканям тела, и поверхность, устанавливаемую без просвета по отношению к тканям тела, а также концевую поверхность по толщине трубки стента. Именно на этой концевой поверхности формируют одну из двух взаимодействующих ответных поверхностей, используемых для соединения стента и маркера. Маркер содержит две основные поверхности, одна из которых является поверхностью, 5 устанавливаемой с просветом по отношению к тканям тела, а другая является поверхностью,устанавливаемой без просвета по отношению к тканям тела, а также поверхность внешнего контура, проходящую вокруг основных поверхностей. Однако в пределах основных поверхностей содержится область полости. Контур этой полости определяет охватывающий элемент,предназначенный для соединения с охватываемой частью держателя маркера, сформированного на трубке стента, при этом охватывающая и охватываемая поверхности внешнего контура формируют ответные конические поверхности формы соединения. Предпочтительно, каждое такое кольцо из маркеров содержит четыре ложечки маркеров. Увеличение их количества свыше четырех приводит к уменьшению размера каждого из маркеров. В расширенной конфигурации стента видимость стента повышается при увеличении физической площади, занимаемой каждым из отдельных маркеров, так что крупные маркеры являются предпочтительными, поскольку они делают более видимым стент в расширенной конфигурации. Предпочтительно, чтобы маркеры вместе составляли, по существу, непрерывное кольцо вокруг стента, когда он находится в конфигурации с малым диаметром перед установкой и расширением. В соответствии со вторым аспектом настоящего изобретения предложен способ изготовления трубчатого имплантанта из листового материала, такого как стент, который расширяется при его установке, переходя из конфигурации введения с меньшим радиусом в установленную конфигурацию с большим радиусом,причем это способ содержит следующие этапы: 1) установку, по меньшей мере, одного концевого элемента на одном конце листового материала держателя, из которого сформирован цилиндр с радиусом в конфигурации введения; 2) расположение трубчатого имплантанта в конфигурации с меньшим радиусом встык с основой, так чтобы концевой элемент упирался в имплантант; 3) установку концевого элемента на имплантанте и 4) отделение концевого элемента от основы. Одна из проблем, связанная с закреплением радионепрозрачных маркеров на стентах состоит в трудности совмещения маркеров со стентом для закрепления маркера на стенте в точно требуемой ориентации и положении по отношению к самому стенту. Во втором аспекте настоящего изобретения эта проблема решена благодаря формированию маркеров в виде концевых элементов на одном конце цилиндрической основы из листового материала, которая имеет такой же радиус, что и стент в его нерасширенной конфигурации. 6 Это возможно из-за того, что относительно проще установить на одной линии цилиндр стента и цилиндр основы, когда оба этих элемента имеют одинаковый радиус, при этом торцевая поверхность цилиндра основы упирается в цилиндрическую торцевую поверхность стента. Теперь, если цилиндрическая торцевая поверхность основы содержит множество концевых элементов, которые предназначены для формирования элементов, прикрепляемых к стенту, процесс закрепления этих маркеров на стенте может быть выполнен путем сварки этих элементов с торцом стента, пока они находятся в непосредственном контакте встык с торцом стента. Затем, после завершения этапа сварки,требуется простой дополнительный этап отделения элементов маркера от цилиндра основы с помощью, например, лазерной резки через толщину листового материала, который формирует основу. Следует понимать, что концевые элементы будут иметь кривизну цилиндра основы, причем эта кривизна соответствует кривизне стента в конфигурации его введения. Таким образом,когда стент расширяется, переходя в конфигурацию установки, а кривизна концевых элементов останется прежней, эти элементы будут иметь несколько меньший радиус кривизны,чем радиус расширенного цилиндра стента. Однако такое несоответствие кривизны не существенно, поскольку концевые элементы будут, по существу, введены в ткани тела, образующие стенку полости, в которой установлен стент. Действительно, эти элементы могут вообще не иметь какую-либо кривизну. Это может быть в случае, если, например, стент изготовлен из плоского листового материала, так что он имеет плоскую форму, с последующим сворачиванием решетки стента для установки в систему подачи. Этап сворачивания придает кривизну стенту, но не обязательно прикрепленным элементам. Настоящее изобретение в особенности применимо в области техники изготовления стентов из сплава с памятью формы, в частности изготовленных из сплава нитинол, и прикреплению к ним концевых элементов маркера из тантала. Для того чтобы с помощью танталовых маркеров сделать стенты из сплава нитинол лучше видимыми при излучении, желательно придать элементам из тантала большую массу,без какого-либо увеличения толщины стенок стента в местах расположения маркеров. Идеальный стент имеет минимальную толщину стенки, не только для поддержания возможно большего просвета в теле, в котором закреплен стент, так чтобы он был открыт для жидкости,но также для обеспечения возможности использования системы подачи стента с как можно меньшим профилем поперечного сечения. В 7 настоящем изобретении эта цель достигается следующим образом. Цилиндр из листового материала, из которого формируют концевые элементы и трубку основы, формируют путем вырезания лазером концевых элементов из материала трубки. В соответствии с этим, фактически все материалы,из которых может быть сформирована окружность трубки, можно использовать для изготовления концевых элементов. Концевые элементы могут занимать всю окружность трубки основы,за исключением ширины вырезов, сформированных лазером между соседними концевыми элементами по окружности. В соответствии с этим в стенте в конфигурации введения с малым радиусом практически по всей окружности будет расположен радионепрозрачный материал маркеров из тантала, установленный на каждом из торцов стента, с наибольшим количеством разрывов по окружности кольца в местах вырезов, проделанных лучом лазера между соседними элементами маркера. Согласно одному из конкретных вариантов воплощения изобретения с помощью лазера в трубке основы вырезают структуру из четырех концевых элементов маркера, так что каждый из них проходит вдоль четверти окружности трубки основы. Каждый из этих элементов маркера фактически занимает девяносто градусов окружности стента в конфигурации его введения. Точная форма контура каждого концевого элемента и точная форма примыкающей к нему поверхности, которая контактирует с соответствующей примыкающей поверхностью торца имплантанта, может быть свободно выбрана при конструировании. В настоящее время прикрепляемым элементам, которые являются радионепрозрачными маркерами для имплантантов,представляющих собой стенты, предусмотрено придание, по существу, прямой формы сторонам, обращенным к соседним элементам маркера по окружности стента, но с криволинейной торцевой поверхностью, при этом формируют внутреннюю охватывающую скошенную принимающую поверхность для установки в нее соответствующей стреловидной охватываемой части держателя маркера на торцевом кольце стента. Такие свойства структуры более подробно описаны ниже со ссылкой на прилагаемые чертежи. При этом может быть получено такое взаимное сопряжение охватывающей/охватываемой частей элемента маркера и торцевого кольцевого держателя стента с установкой поверхности внахлест и с соответствующими периферийными сопрягающимися поверхностями,проходящими вдоль радиальных линий по отношению к цилиндру стента, что будет обеспечиваться взаимное зацепление благодаря сопряжению с зацеплением цилиндра стента и цилиндра основы, что дополнительно обеспечи 004285 8 вает точность установки и ориентации элементов маркера по отношению к цилиндру стента. В любом случае удобным способом постоянного и надежного закрепления элементов танталового маркера на цилиндре стента из сплава нитинол является лазерная сварка. При лазерной резке решетки стента из цилиндра листового материала линия действия лазера неизбежно проходит по радиусу трубчатой заготовки. Если взаимодействующие поверхности стента и его концевых элементов или маркеров в виде ложечек вырезают с помощью лазера по радиальной линии действия лазера, будет обеспечиваться эффект самоцентровки и самосовмещения при установке трубки основы встык со стентом в его сжатой конфигурации с малым радиусом. Этот эффект улучшает применение способа, в соответствии с настоящим изобретением,при сборке узлов стента, обеспечивает точность допусков и надежное крепление концевых элементов. Для лучшего понимания настоящего изобретения и для более ясного подтверждения возможности его осуществления, ниже будет описан его пример, со ссылкой на прилагаемые чертежи. Краткое описание чертежей Фиг. 1 изображает на виде сбоку трубку стента при рассмотрении его вдоль линии, пересекающей продольную ось трубки перпендикулярно к ней, причем стент находится в сжатой конфигурации введения с малым радиусом; фиг. 2 - стент по фиг. 1 в расширенной конфигурации установки с относительно большим радиусом; фиг. 3 - микроснимок разреза по линии IIIIII, обозначенной на фиг. 2; фиг. 4 - микроснимок разреза по линии IVIV, обозначенной на фиг. 2; и фиг. 5 - схематично этапы способа изготовления. Подробное описание изобретения Для специалистов в данной области техники будет понятно, что материал трубки стента и маркеров необходимо располагать по окружности поперечного сечения так, чтобы обеспечивалась наименьшая возможная толщина стенки,что соответствует цели поддержания как можно большего просвета в теле. Цилиндр стента может быть сформирован из бесшовного трубчатого исходного материала или из плоского материала, свернутого в трубку (в котором, таким образом, должен быть сформирован определенного рода шов). Для специалистов в данной области техники также будет понятно, что до настоящего времени было предложено множество структур распорок в трубчатой конфигурации стентов. Хотя на фиг. 1 показана структура расширяемых распорок в форме, которая считается настоящим заявителем в особенности предпочтительной,тем не менее, любая другая структура распорок 9 будет иметь точки, определяющие торец цилиндра стента, и поэтому будет иметь точки на торцах цилиндра стента, в которых можно прикреплять маркеры. Для читателей будет также понятно, что саморасширяющиеся стенты вводят в места установки в сжатой по радиусу конфигурации, так чтобы общая длина по окружности всех маркеров в любом конкретном воплощении кольца вокруг оси трубки стента не превышала окружность трубки стента в сжатой до установки конфигурации. В варианте воплощения, показанном на фиг. 1, каждый из четырех маркеров имеет длину по окружности немного меньшую, чем длина по окружности трех витков зигзагообразной структуры, которая определяет торцевое кольцо цилиндра стента так, что когда цилиндр стента сжат, то все распорки зигзагообразного кольца располагаются вблизи друг друга и установленные на них маркеры из радионепрозрачного материала также располагаются смежно друг с другом по окружности. Как можно видеть на фиг. 1, торцевое кольцо 12 цилиндра 10 стента составлено из последовательности распорок 14, проходящих зигзагообразно по всей окружности кольца 12. Две расположенные последовательно друг за другом распорки взаимно пересекаются в вершине 16, и торец цилиндра стента определяется последовательностью вершин 16. Часть 18 держателя маркера расположена на каждой третьей концевой вершине 16, и на каждой части 18 держателя закреплен элемент 20 маркера. В представленном варианте воплощения стент изготовлен из материала нитинол, который представляет собой никель-титановый сплав с памятью формы, и каждый элемент маркера изготовлен из тантала. В других вариантах воплощения стент может быть изготовлен из нержавеющей стали. Прикрепленные элементы могут быть изготовлены, например, из тантала,платины, золота или иридия. Как показано на фиг. 3 и 4, маркер 20 из тантала имеет поверхность 22 просвета и поверхность 24, устанавливаемую без просвета по отношению к тканям тела, причем поверхность 24, устанавливаемая без просвета, находится на одной линии с поверхностью 26 цилиндра стента, устанавливаемой без просвета по отношению к тканям тела, и поверхность 22 просвета маркера находится на одной линии с поверхностью 28 просвета цилиндра стента. На фиг. 4 показано, что поверхность 30 внешнего контура части 18 держателя выполнена в виде усеченного конуса, так что меньший торец конуса располагается по радиусу внутри цилиндра стента. Маркер 20 имеет взаимодействующую ответную сопрягающуюся поверхность 32, выполненную в форме усеченного конуса, и поэтому также определяет часть конуса, вершина которого располагается по радиусу цилиндра стента. Понятно, что совмещение форм, представленных 10 на фиг. 4, осуществляется путем ввода части 18 держателя по радиусу с внутренней стороны в полость, сформированную поверхностью 32 на маркере 20 до тех пор, пока не образуется плотное сопряжение двух ответных поверхностей 30 и 32, выполненных в форме усеченного конуса,которые соответствуют линии совмещения поверхности просвета и поверхности, устанавливаемой без просвета по отношению к тканям тела, цилиндра стента и маркера. На фиг. 4 поверхности 24 и 26 обращены к стенке полости тела. Цилиндр 10 стента, благодаря наличию торцевого кольца 12 и частей 18 держателя, удерживает стенки тканей полости тела от проникновения по радиусу внутрь стента (в направлении вверх на фиг. 4). Ткань оказывает давление на маркер 20 также по направлению внутрь по радиусу, стремясь сместить совмещенные формы. Однако при лазерной сварке танталовой ложечки 20 с частью 18 держателя из сплава нитинол, расплав и поток тантала вокруг танталовой ложечки попадает между фиксирующими поверхностями, как можно видеть на микрофотографии, и эффективно препятствует такому смещению. Настоящее изобретение направлено на улучшение соединения танталовых маркеров со стентом из сплава нитинол, например с помощью лазерной сварки, чтобы сделать его более надежным и прочным. Температура плавления тантала составляет приблизительно 3000 С, а температура плавления сплава нитинол составляет приблизительно 1200 С, что затрудняет получение хорошего соединения исключительно с помощью сварки. Однако плотное прилегание между двумя металлами с использованием поверхности усеченных конусов, а также затекание сплава нитинол вокруг детали из тантала при сварке позволяют обеспечить надежное механическое соединение между стентом и маркером 20. Структуру решетки обычно формируют в стентах из сплава нитинол с помощью лазерной резки. Линию действия луча лазера для резки совмещаемых поверхностей 30 в форме усеченного конуса части 18 держателя в стенте получают путем установки лазера в нормальном направлении по радиусу, пересекающему продольную ось трубки стента. Что касается количества маркеров, которые расположены по окружности стента, оптимальная радионепрозрачность достигается, когда маркеры на каждом конце стента составляют фактически непрерывное сплошное кольцо из материала маркера вдоль всей окружности. В представленном случае маркер установлен на каждой третьей концевой вершине стента, так что на каждом торце стента установлено по 4 маркера, когда по окружности стента располагаются 12 вершин зигзагообразных элементов. Это, однако, не исключает возможность использования на каждом торце стента меньшего ко 11 личества маркеров, включая крайний случай,описанный в публикации WO 95/03010, которая указана в начале настоящего описания, когда на каждом торце цилиндра стента установлен только один маркер. Обратимся теперь ко второму аспекту настоящего изобретения, к сборке маркеров 20 на стенте 10. На фиг. 1 можно видеть, как четыре маркера 20 на каждом торце цилиндра стента формируют практически непрерывное кольцо из материала с диаметром, точно совпадающим с диаметром цилиндра 10 стента в конфигурации установки, показанной на фиг. 1. На фиг. 5 показаны четыре расположенных смежно друг с другом маркера 56, которые вырезаны из единой трубки из тантала с таким же радиусом, что и цилиндр 10 стента, при этом для вырезания по контуру каждого маркера используют лазерный луч, включая центральную часть маркера со скошенными краями, в которую входит ответная часть 18 держателя маркера стента. Единственное место, где сформированный таким образом элемент 56 маркера остается закрепленным на трубке основы, представляет собой центральный кончик 40 (фиг. 1) изогнутой поверхности 42, которая определяет концевую поверхность внешней кромки маркера 20, расположенную дальше всего от цилиндра 10 стента. Цилиндр 54 основы, на котором формируют четыре маркера 20, 56, прикрепленные к нему кончиками 40, устанавливают смежно с цилиндром 10 стента так, что два цилиндра устанавливаются коаксиально вдоль одной линии. Затем осуществляется установка с зацеплением части 18 держателя маркера стента 10 в приемные выемки в каждом маркере 20. Как только части 18 держателя маркера установятся в соответствующие выемки маркеров 20, с помощью лазера формируют лазерный сварной шов между частью 18 держателя маркера и маркером 20. В ходе сварки происходит местное расплавление материала сплава нитинол в непосредственной близости к танталовому маркеру, и этот расплав в ограниченном количестве затекает вокруг тантала, формируя таким образом эффективное соединение маркера со стентом. После окончания такой лазерной сварки с помощью лазера отделяют кончик 40 маркера каждого отдельного маркера 20 от трубки 54 основы,на которой они удерживались до этого момента. После такого отделения маркеров 20 от трубки основы стент может быть отделен от трубки основы, и маркеры 20 останутся прочно приваренными к стенту 10. Из вышеприведенного описания совместно с рассмотрением чертежей понятно, что маркеры 20 имеют, по существу, форму ложечки. То есть, маркеры имеют два основных размера и один дополнительный размер, а именно, толщину в радиальном направлении стента. Направление длины двух основных поверхностей марке 004285 12 ров проходит в направлении длины стента, и эти поверхности выполнены, по существу, прямолинейными в этом направлении. Однако, в поперечном направлении, которое является направлением по окружности по отношению к цилиндру стента, маркеры выполнены изогнутыми так, что их внутренняя поверхность является вогнутой и поверхность, устанавливаемая без просвета по отношению к тканям тела, является выпуклой. Такая кривизна также проявляется в поперечном направлении вырезанной ложечки. Кроме того, каждый маркер 20 имеет ближнюю концевую поверхность, которая выполнена в форме ручки вырезанной ложечки, а именно, в виде части 18 держателя маркера стента. Напротив этой концевой поверхности расположена другая концевая поверхность, относительно удаленная от стента, которая не прикреплена к стенту и выполнена изогнутой по внешнему контуру. Она напоминает изогнутую(в смысле представления внешней выпуклой поверхности) концевую поверхность внешнего контура вырезанной ложечки, расположенную на удалении от ручки ложечки. На фиг. 5 показаны семь этапов способа изготовления имплантанта в соответствии с настоящим изобретением, который представляет собой стент из сплава нитинол, на каждом из торцов которого установлено кольцо из танталовых ложечек. На этапе 1 производится отрез с помощью лазера трубки из материала нитинол для получения заготовки 50 стента, на каждом из торцов которой вырезают четыре части 52 держателя маркера в форме наконечника стрелы. В представленном примере трубка из сплава нитинол имеет толщину стенки 0,24 мм и номинальный диаметр 1,6 мм. На этапе 2 используют трубку 54 из тантала с таким же номинальным диаметром 1,6 мм и толщиной стенок 0,24 мм, но меньшей длины,чем заготовка 50 стента. На одном торце танталовой трубки 54 с помощью лазера вырезано кольцо из четырех ложечек 56. Узкая перемычка материала 58 на кончике 40 изогнутой концевой поверхности каждой ложечки соединяет каждую ложечку 56 с трубкой 54, и аналогичная узкая перемычка 60 соединяет каждую ложечку 56 с каждой стороны в точке ее максимальной ширины с соответствующей точкой соседней ложечки 56. Таким образом все ложечки соединены в виде кольца и каждая из них по отдельности все еще составляет часть танталовой трубки 54. Этап 3 процесса изготовления включает размещение сердечника 62 внутри танталовой трубки 54 и установку окружающей по радиусу втулки 64 снаружи трубки 54. Сердечник 62 и втулка 64 не доходят до кольца из ложечек 56, а заканчиваются рядом с этим кольцом. Аналогично, в трубку 50 из сплава нитинол также 13 вводят сердечник 66 и устанавливают окружающую втулку 68, которые также заканчиваются в непосредственной близости от кольца частей 52 держателя. Два раздельных сердечника 62 и 66 соединяют их внешними торцами,так, что они удерживаются коаксиально вдоль одной линии, обеспечивая таким образом то что кольцо частей 52 держателя и кольцо ложечек 56 также установятся коаксиально и вдоль одной линии. На этапе 3 показана каждая из частей 52 держателя, отогнутая несколько наружу по радиусу, для обозначения того, что это может выполняться для установки частей 52 держателя в соответствующие выемки соответствующих ложечек 56, как описано выше и как показано на этапе 4. На этапе 4 показано, что можно вручную установить части 52 держателя в соответствующие выемки в ложечках 56, когда сердечники 62 и 66 подводят ближе друг к другу для вышеуказанного соединения. Такая установка каждой отдельной части 52 держателя, в свою очередь,осуществляется вручную под микроскопом. На этапе 5 части 52 держателя полностью устанавливают в соответствующие выемки в ложечках 56. Этап 6 отличается от предыдущего этапа 5 способа созданием наплавленного сварного шва 70, который соединяет каждую ложечку 56 с соответствующей частью 52 держателя вдоль внешнего контура части 52 держателя, выполненного в форме наконечника стрелы. Такой наплавленный сварной шов появляется в результате выполнения этапа лазерной сварки,который осуществляется между представленными этапами 5 и 6, но не показан как таковой на фиг. 5. Порядок его выполнения будет очевиден для специалистов в области производства стентов из сплава нитинол. На этапе 7 удаляют сердечники 62 и 66, а также втулки 64 и 68, оставляя кольцо ложечек 56 полностью приваренными с одного из торцов заготовки 50 стента в виде трубки из сплава нитинол. С помощью лазера перемычки 58 и 60 разрезают так, что каждая из ложечек освобождается от танталовой трубки 54 и от соседних ложечек. Очевидно, что если потребуется установить кольцо из ложечек на другом торце трубки 50 стента, этот процесс может быть повторен в отношении другого торца. На фиг. 5 можно видеть кольцо из частей 72 держателя, изображенное на другом торце трубки 50 стента. После того, как ложечки будут установлены на трубке 50 заготовки стента, такую заготовку трубки подвергают обычным последующим этапам изготовления, включая этап расширения заготовки стента до требуемого большего диаметра, и затем отжиг с таким диаметром для"установки" формы стента в аустенитной фазе материала сплава нитинол, в которую стент должен вернуться внутри тела при установке 14 его с помощью системы введения стента. Такая установленная конфигурация может представлять собой центральную цилиндрическую часть стента, расширяющуюся раструбом на каждом конце так, что кольцо из частей 52 держателя и ложечек 56 формирует расширенную часть конца стента. Поскольку температура плавления тантала гораздо выше, чем сплава нитинол, маловероятно, что этап отжига нитинола окажет какое-либо отрицательное влияние на ложечки и сварные швы на каждом из концов цилиндра стента. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Трубчатый имплантант, имеющий аксиальный торец, к которому прикреплено кольцо из ложечек, выполненных из материала, отличающегося от материала имплантанта. 2. Имплантант по п.1, отличающийся тем,что ложечки изготовлены из тантала. 3. Имплантант по п.1, отличающийся тем,что имплантант выполнен из нержавеющей стали. 4. Имплантант по п.1, отличающийся тем,что ложечки приварены к имплантанту с помощью лазерной сварки. 5. Имплантант по п.1, отличающийся тем,что имплантант выполнен из никель-титанового сплава с памятью формы. 6. Имплантант по п.1, отличающийся тем,что ложечки соединены с имплантантом с использованием охватывающих-охватываемых ответных сопрягающихся частей. 7. Имплантант по п.6, отличающийся тем,что каждая ложечка имеет первый конец, содержащий указанную ответную сопрягающуюся часть, и второй конец, выполненный изогнутым так, что он имеет выпуклую форму по отношению к внешнему пространству. 8. Имплантант по п.1, отличающийся тем,что стент выполнен с возможностью расширения при переходе из конфигурации его введения в конфигурацию его установки с большим диаметром, чем диаметр в конфигурации введения. 9. Имплантант по п.8, отличающийся тем,что каждая ложечка содержит основную поверхность просвета и основную поверхность,устанавливаемую без просвета по отношению к тканям тела, причем указанные основные поверхности выполнены изогнутыми и находятся в пределах цилиндрической огибающей кривой,соответствующей нерасширенной конфигурации имплантанта при его введении. 10. Имплантант по п.9, отличающийся тем,что каждая ложечка проходит вдоль дуги, несколько меньшей одной четверти окружности трубки, образующей имплантант. 11. Имплантант по п.10, отличающийся тем, что каждая из ложечек имеет параллельные прямые боковые кромки и каждая боковая кромка расположена смежно с обращенной к 15 ней боковой кромкой соседней ложечки, когда имплантант находится в нерасширенной конфигурации при его введении, и, по существу, расходятся на большее расстояние друг от друга,когда имплантант находится в расширенной конфигурации при его установке. 12. Имплантант по п.1, отличающийся тем,что ложечки представляют собой радионепрозрачные маркеры. 13. Имплантант по п.6, отличающийся тем,что охватывающие-охватываемые части ложечек и имплантанта соответственно имеют ответные конические сопрягающиеся поверхности, которые располагаются в плоскости, включающей длинную ось трубки, образующей имплантант. 14. Имплантант по п.13, отличающийся тем, что конические сопрягающиеся поверхности ложечек составляют охватывающую часть охватывающего-охватываемого соединения. 15. Имплантант по п.14, отличающийся тем, что каждая коническая сопрягающаяся поверхность имплантанта имеет форму наконечника стрелы. 16 16. Способ присоединения элементов к осевому торцу трубчатого имплантанта, содержащий этапы формирования указанных элементов на одном конце трубки основы, радиус которой, по существу, равен радиусу имплантанта в его нерасширенной конфигурации,установку встык имплантанта и элементов,закрепление элементов на имплантанте и отделение элементов от трубки основы. 17. Имплантант, изготовленный из проволоки или листового материала в форме металлической трубки (10), имеющий поверхность(28) просвета и поверхность (26), устанавливаемую без просвета по отношению к тканям тела,причем на имплантанте в пределах толщины радиальной стенки между указанными поверхностями закреплен элемент (20), изготовленный из материала, отличающегося от материала, из которого сформирован имплантант, отличающийся тем, что элемент и имплантант имеют ответные конические сопрягающиеся поверхности (32, 30), образующие соединение элемента на имплантанте.
МПК / Метки
МПК: A61F 2/06
Метки: имплантант, элементом, изготовления, способ, такого, нему, прикрепленным, имплантанта
Код ссылки
<a href="https://eas.patents.su/10-4285-implantant-s-prikreplennym-k-nemu-elementom-i-sposob-izgotovleniya-takogo-implantanta.html" rel="bookmark" title="База патентов Евразийского Союза">Имплантант с прикрепленным к нему элементом и способ изготовления такого имплантанта</a>
Электрод для электролитического рафинирования или электролитической экстракции и способ изготовления такого электрода
Номер патента: 1476
Опубликовано: 23.04.2001
Автор: Марттила Том
МПК: C25C 7/02
Метки: изготовления, электрод, способ, электролитической, электролитического, экстракции, рафинирования, такого, электрода
Формула / Реферат:
1. Электрод для электролитического рафинирования или электролитической экстракции, содержащий рейку (3, 23, 43) подвески, прикрепленную к краю основой пластины, другие края (4, 5, 6; 24, 30, 31; 44, 49, 50) которой защищены краевыми накладками (11, 12, 13; 29, 32, 33; 48, 51, 52), изготовленными из изоляционного материала, причем, по меньшей мере, часть краевых накладок, по меньшей мере, частично помещена в паз (7, 25, 45), образованный в крае...
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04C 2/38, E04B 1/343
Метки: рамного, также, зданий, изготовления, такого, элемента, качестве, использования, элемент, способ, модульного, конструкции, рамный
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Тонкопленочное покрытие костного имплантанта
Номер патента: 399
Опубликовано: 24.06.1999
Авторы: Савич Вадим Викторович, Ксеневич Евгений Антонович, Доста Анатолий Дмитриевич
МПК: A61L 27/00
Метки: тонкопленочное, костного, покрытие, имплантанта
Формула / Реферат:
1. Тонкопленочное покрытие, содержащее беспористый титановый подслой, прилегающий к основе, биоактивный слой и промежуточный слой, состоящий из смеси материалов, входящих в состав подслоя и биоактивного слоя, отличающееся тем, что биоактивный слой состоит преимущественно из окислов титана различного стехиометрического состава, например TiO2, TiO, Ti2O3, поверхность основы имеет избыточное число активных атомов, причем концентрация окислов титана...
Способ и приспособление, снабженное выравнивающим элементом, для доставки асимметричного медицинского приспособления с обеспечением предварительно заданной ориентации в месте доставки
Номер патента: 3973
Опубликовано: 25.12.2003
Авторы: Афремов Михаил, Амплатц Курт
МПК: A61B 17/00
Метки: снабженное, предварительно, месте, способ, элементом, обеспечением, заданной, приспособления, выравнивающим, приспособление, асимметричного, медицинского, доставки, ориентации
Формула / Реферат:
1. Доставочное приспособление, выполненное с возможностью доставки складного медицинского приспособления в выбранную область в теле пациента, включающее удлиненный катетер-толкатель, имеющий первый конец и второй конец, при этом второй конец содержит оконечность, снабженную радиальным выравнивающим элементом, выполненным с возможностью соединения с соединительным элементом складного медицинского приспособления, при этом ориентация выравнивающего...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: заготовки, цельной, способ, изготовления, шестерни(варианты, кованой, устройство, ковкой
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Гидравлический аккумулятор колонны бурильных труб
Следующий патент: Игла для медицинского инструмента и инструмент с иглой
Случайный патент: Ингибиторы бета-секретазы