Устройство и способ для изготовления конструкции многоканального кабелепровода
Формула / Реферат
1. Устройство для изготовления конструкции многоканального кабелепровода включает:
(a) крейцкопфную пресс-форму, имеющую канал для смолы внешнего трубопровода и выходное отверстие, способное экструдировать расплавленную массу термопластичной смолы для внешнего трубопровода, причем упомянутая крейцкопфная пресс-форма также имеет канал для введения внутренних трубопроводов, способный подавать несколько подпрессованных внутренних трубопроводов по центру через упомянутый канал для смолы для внешнего трубопровода; и
(b) средство прессовки для формования гофрированного внешнего трубопровода, которое содержит пресс-форму с гофрированным туннелем, приводное средство для приведения в движение упомянутой пресс-формы, стационарную камеру всасывания, которая соединима с источником всасывания, располагаемым так, чтобы сообщаться с упомянутым гофрированным туннелем, и стационарную камеру охлаждения, которая соединима с источником охлаждающей текучей среды, расположенным так, чтобы сообщаться с упомянутыми узлами пресс-формы;
(c) в упомянутом устройстве упомянутый канал для введения внутренних трубопроводов имеет форму поперечного сечения, соответствующую контуру пучка трубопроводов, включая несколько направляющих канавок и несколько направляющих гребней, которые по своему контуру соответствуют контуру соединения внешних периферийных поверхностей упомянутых внутренних трубопроводов, введенных в непосредственном контакте друг с другом параллельно.
2. Устройство для изготовления конструкции многоканального кабелепровода по п.1, кроме того, содержащее канал с режущими стойками, который соединен с выходным концом упомянутого канала для введения внутренних трубопроводов и имеет такую же форму поперечного сечения, как и упомянутый канал для введения внутренних трубопроводов, за тем исключением, что он имеет несколько режущих стоек, выступающих из центральных участков упомянутых направляющих канавок по направлению к центральной оси.
3. Устройство для изготовления конструкции многоканального кабелепровода по п.2, кроме того содержащее средство нагревания для предварительного нагревания канала с режущими стойками, которое установлено на внешней стороне упомянутого канала с режущими стойками.
4. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутой пресс-формой является пара дополнительных прессовочных узлов с гофрированным каналом, каждый из которых содержит бесконечный ряд шарнирно соединенных прессовочных блоков.
5. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутой пресс-формой является трубчатая форма круглого сечения, которая опирается с возможностью поворота на несколько держателей и снабжена туннелем со спиралевидными гофрами на ее внутренней поверхности, проходящим по ее центральной оси.
6. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, круглую форму поперечного сечения.
7. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, эллипсоидную форму поперечного сечения.
8. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, треугольную форму поперечного сечения со скругленными углами.
9. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, четырехугольную форму поперечного сечения со скругленными углами.
10. Способ изготовления конструкции многоканального кабелепровода включает в себя следующие стадии:
(a) сборку нескольких подпрессованных внутренних трубопроводов для образования пучка труб, находящихся в непосредственном контакте друг с другом, параллельно друг другу;
(b) непрерывную подачу упомянутого пучка удлиненных внутренних трубопроводов по каналу для введения внутренних трубопроводов, тогда как расплавленная масса полиэтилена, вытекающая из канала для смолы для внешнего трубопровода, выдавливается из выходного отверстия, чтобы экструдировать внешний трубопровод вокруг упомянутого пучка внутренних трубопроводов;
(c) совместную непрерывную подачу упомянутых подпрессованных внутренних трубопроводов и упомянутого расплава внешнего трубопровода в пресс-форму вакуумного типа с гофрированным туннелем;
(d) конфигурацию, охлаждение и отверждение упомянутого расплавленного внешнего трубопровода для получения гофрированной трубчатой секции, включающей несколько смежных гребней и впадин, проходящих по всей длине в упомянутой пресс-форме с гофрированным туннелем.
11. Способ изготовления конструкции многоканального кабелепровода по п.10, кроме того, включает в себя стадию предварительного нагрева упомянутых подпрессованных внутренних трубопроводов по их периферийным внешним поверхностям во время прохождения упомянутого канала для введения внутренних трубопроводов.
12. Способ изготовления конструкции многоканального кабелепровода по п.11, кроме того, включает стадию выполнения нарезок на упомянутых подпрессованных внутренних трубопроводах по их периферийным внешним поверхностям во время прохождения упомянутого канала для введения внутренних трубопроводов.

Текст
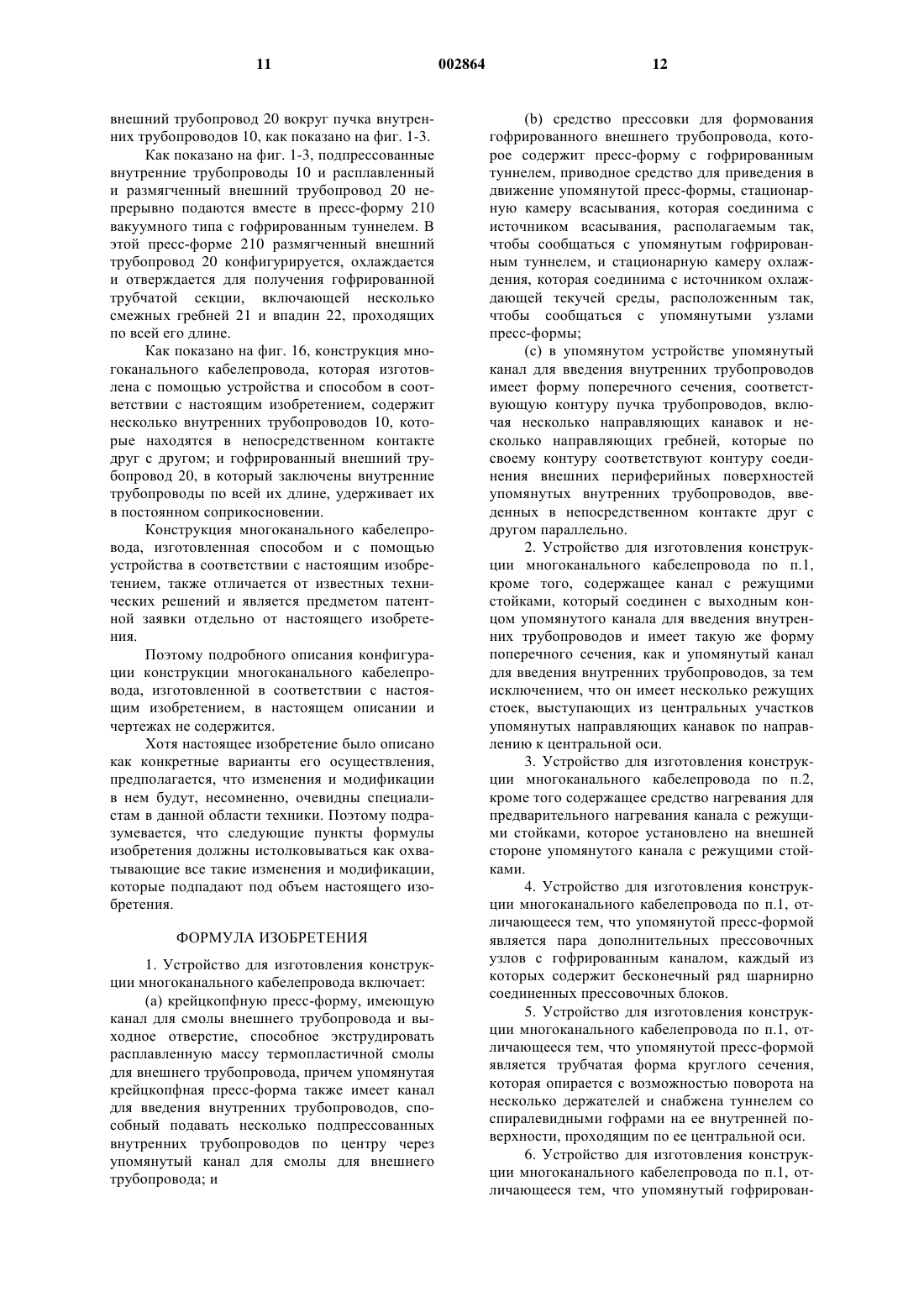
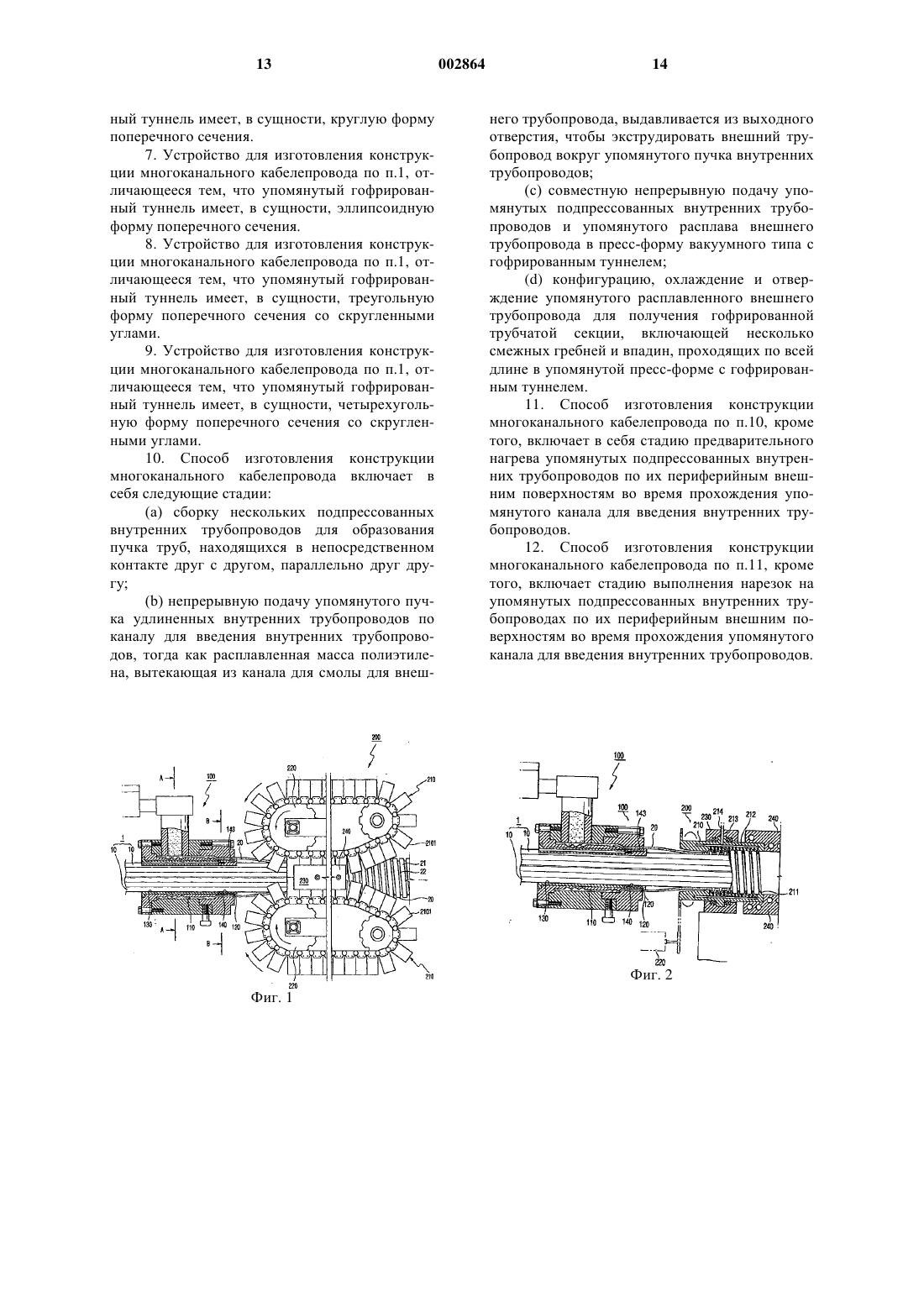
1 Область техники Настоящее изобретение относится к устройству и способу для изготовления кабелепровода, который предназначен для содержания длинных отрезков волоконно-оптических кабелей, электрических проводов и т.д., располагаемых в подземных сетях. Более конкретно изобретение относится к устройству и способу изготовления конструкции многоканального кабелепровода, которая включает несколько смежных трубопроводов, предназначенных для размещения длинных отрезков волоконнооптических кабелей, электрических проводов и т.п. Уровень техники В отрасли обустройства подземных сетей правильная конструкция и монтаж волоконнооптических кабелей или электрических проводов имеют очень важное значение для сохранения целостности информации или электрической энергии, передаваемой по таким кабелям. Из-за утонченного характера самих волоконнооптических кабелей или электрических проводов необходимо защитить волокна или электрические провода от внешних источников напряжения, таких как температура, давление и контакт с загрязняющими веществами. В результате, большинство новых технических решений в этой отрасли направлены на изобретение определенных комбинаций покрытий, которые окружают оптические волокна или электрические провода. Поэтому за этим последует краткое описание способа прокладки волоконнооптического кабеля. Многоканальный кабелепровод, раскрытый в патенте США 4,741,593, содержит несколько гофрированных внутренних трубопроводов, смежных, проходящих в одном направлении, в сущности, параллельных, находящихся в непосредственном контакте друг с другом,причем каждый из упомянутых внутренних трубопроводов имеет серию окружающих их извилин, проходящих по всей длине и состоящих из смежных гребней и впадин; и гибкую оболочку из синтетической смолы, представляющую собой кожух из жесткого полихлорвинила толщиной от 5 до 15 милов, причем упомянутая оболочка из жесткого полихлорвинила охватывает гофрированные внутренние трубопроводы в виде кожуха по всей их длине, чтобы удерживать их в соприкосновении. Вышеуказанный документ говорит о том,что этот тип многоканального кабелепровода гибкий и может быть намотан на относительно большие барабаны. Упомянутый многоканальный кабелепровод большой длины может быть намотан на барабан для укладки в подземную коммуникационную трубу или может быть уложен непосредственно в траншею для засыпки. Этот тип многоканального кабелепровода позволяет снизить расходы на монтаж волоконнооптических кабелей, а коллекторный аспект 2 системы поддерживает высокую конструкционную целостность по всей длине трубных секций и обеспечивает повышенную защиту от влаги всей системы посредством примененной оболочки. Эти преимущества являются наиболее желательными признаками кабелепровода для волоконно-оптических кабелей, электрических проводов и т.п. Однако изобретателю не удалось найти этот тип многоканального кабелепровода среди предлагающихся сейчас к продаже. Причиной,по мнению изобретателя, является то, что этот тип многоканального кабелепровода, в действительности, имеет очень серьезные недостатки в отношении прочности и гибкости, которые не были раскрыты изобретателем с самого начала. Хорошо известно, что хотя внутренний пластиковый трубопровод относительно небольшого диаметра, даже если он и не гофрирован, настолько гибкий, что он может быть намотан на транспортные барабаны, негофрированный внешний пластиковый трубопровод относительно большого диаметра не настолько гибок,чтобы его можно было намотать на транспортные барабаны. Вышеописанный многоканальный кабелепровод содержит несколько гофрированных внутренних пластиковых трубопроводов и негофрированный внешний пластиковый трубопровод. Поэтому легко понять, что вышеописанный многоканальный кабелепровод не настолько гибок, что его можно намотать на транспортные барабаны. Изобретатель полагает,что этот недостаток является одной из причин,почему многоканальный кабелепровод этого типа нельзя найти на реальном кабельном рынке. Существующий способ монтажа волоконно-оптического кабеля раскрыт в патенте США 5,027,864. Этот документ содержит использование пустотелого внешнего трубопровода,обычно выполненного из поливинилхлорида(ПВХ) в отрезках по 40 футов, который обеспечивает первый уровень защиты от воздействий под землей. Этот внешний трубопровод действует в качестве трубы для прохождения ряда меньших труб или внутренних кабелепроводов, обычно выполненных из полиэтилена непрерывной большой длины, которые обеспечивают второй уровень защиты от подземных воздействий. Каждый из этих внутренних кабелепроводов имеет ряд внешних гребней, проходящих по всей длине, и каждый внутренний кабелепровод может содержать один волоконнооптический кабель или несколько таких кабелей. Этот способ монтажа кабелей сначала требует введения внутренних трубопроводов во внешний трубопровод путем протягивания внутренних трубопроводов с катушки, расположенной на поверхности. В зоне подземных работ к одному концу каждого внутреннего тру 3 бопровода подсоединяется захват, после чего внутренние трубопроводы протягиваются через внешний трубопровод до их полного вхождения в данный внешний трубопровод. После того как внутренние трубопроводы будут установлены на место, через каждый из внутренних трубопроводов протягивается волоконно-оптический кабель с помощью тяговой струны, проходящей через каждый из внутренних трубопроводов. Получившаяся конструкция поэтому содержит один волоконно-оптический кабель или несколько волоконно-оптических кабелей в каждом из нескольких внутренних трубопроводов,которые заключены во внешний защитный трубопровод. Ребристая конструкция внутренних трубопроводов должна облегчать монтаж и удаление кабелей при необходимости их технического обслуживания и ремонта. Хотя описанный выше способ монтажа и помещения в кожух волоконно-оптических кабелей действительно обеспечивает определенный уровень удобства для техников по обслуживанию и строительных рабочих, а также защиту самих кабелей, некоторые недостатки очевидны. Во-первых, материал, используемый для изготовления внешних трубопроводов, т.е. ПВХ, не обеспечивает гибкости при использовании с катушками, вмещающими длину более 40 футов. Таким образом, трудозатраты на соединение сегментов внешнего трубопровода через каждые 40 футов весьма увеличивают сумму общего бюджета проекта. Во-вторых,каждое место соединения внешнего трубопровода добавляет точку конструкционной нестабильности к серии сегментов, а также является местом возможного проникновения загрязняющих веществ из подземных источников. Кроме того, введение внутренних трубопроводов во внешний трубопровод приводит к существенному увеличению расходов на монтаж в смысле трудозатрат. Другой тип многоканального кабелепровода раскрыт в патенте США 5,692,545. В этом документе рассматривается кабелепровод для защиты кабеля связи, содержащий удлиненную часть, имеющую первый конец и второй конец,кроме того, основная часть включает продольную ось, проходящую между первым концом и вторым концом, и, по меньшей мере, два канала,образованных полностью в основной части и проходящих, в сущности, параллельно продольной оси, причем каждый из каналов имеет площадь поперечного сечения, достаточную для того, чтобы свободно вмещать, по меньшей мере, один кабель связи; в данной конструкции упомянутая основная часть выполнена из материалов, включающих пластик и резиновую крошку. Этот тип многоканального кабелепровода полностью устраняет необходимость во внутренних трубопроводах, позволяя выдавливать 4 трубопровод на гораздо большую длину и монтировать такие кабелепроводы с катушек. Поэтому этот тип кабелепровода также имеет преимущества, заключающиеся в минимизации количества соединений между сегментами трубопровода и другими защитными признаками трубопровода, и обеспечивает целостность передачи данных и самих кабелей. Однако этот тип кабелепровода может иметь недостатки, присущие его конструкции из-за сочетания материалов, включающих пластик и резиновую крошку. Как указано в описании к упомянутому изобретению, если для упомянутого кабелепровода требуется повышенная жесткость, можно добавить больший процент пластика. И наоборот, если желательна повышенная гибкость, ее может обеспечить добавление большего процента резиновой крошки. Поэтому в этом типе многоканального кабелепровода трудно удовлетворить жесткие требования к прочности и гибкости одновременно. Кроме того, легко предвидеть, что у этого типа многоканального кабелепровода с большим содержанием резиновой крошки внутренние поверхности каналов будут иметь большую шероховатость. Эти причины могут представлять собой очень важные недостатки в области кабелепроводов, через которые пропускаются волоконно-оптические кабели, электрические провода и т.п. Описание изобретения Целью настоящего изобретения является создание устройства и способа для изготовления конструкции многоканального кабелепровода,которая обеспечивает быстрый монтаж волоконно-оптических кабелей, электрических проводов и т.п., этим существенно снижая трудозатраты и расходы на материалы по сравнению с существующим уровнем техники. Еще одной целью настоящего изобретения является создание устройства и способа для изготовления конструкции многоканального кабелепровода, в которой уменьшено количество соединений между самими сегментами трубопровода и которая обладает повышенной прочностью, а также одновременно повышенной гибкостью. Еще одной целью настоящего изобретения является создание устройства и способа для изготовления конструкции многоканального кабелепровода, которая включает в себя внутренние трубопроводы с достаточно гладкими внутренними поверхностями. Эти и другие цели и преимущества настоящего изобретения будут, несомненно, очевидны специалистам в данной области техники после прочтения нижеследующего описания вариантов осуществления изобретения, которые содержатся в тексте и иллюстрируются различными фигурами чертежей. 5 Краткое описание чертежей Фиг. 1 является частичным видом в разрезе устройства согласно варианту осуществления изобретения, иллюстрирующим способ изготовления конструкции многоканального кабелепровода в соответствии с настоящим изобретением. Фиг. 2 является частичным видом в разрезе еще одного устройства согласно еще одному варианту осуществления изобретения, иллюстрирующим способ изготовления конструкции многоканального кабелепровода. Фиг. 3 является перспективным изображением с пространственным разделением деталей канала для введения внутреннего трубопровода и канала с режущими стойками, иллюстрирующим стадии введения и выполнения нарезок на пучке внутренних трубопроводов. Фиг. 4 является видом в разрезе пучка подпрессованных внутренних трубопроводов,вводимых раздельно. Фиг. 5 является видом в разрезе пучка подпрессованных внутренних трубопроводов,соединенных гибкими соединительными перегородками. Фиг. 6 является видом в разрезе в увеличенном масштабе по линии А-А на фиг. 1, иллюстрирующим стадию введения пучка внутренних трубопроводов. Фиг. 7 является видом в разрезе в увеличенном масштабе по линии В-В на фиг. 1, иллюстрирующим стадию выполнения нарезок на пучке внутренних трубопроводов. Фиг. 8, 9 и 10 являются видами в разрезе различных каналов для введения внутренних трубопроводов, имеющих различные формы поперечного сечения. Фиг. 11 является перспективным изображением с пространственным разделением пары блоков пресс-формы, введенной в устройство согласно варианту осуществления изобретения. Фиг. 12 является видом в разрезе прессформы с круглым секционным гофрированным туннелем, введенным в устройство согласно варианту осуществления изобретения. Фиг. 13, 14 и 15 являются видами в разрезе пресс-форм с некруглыми секционными гофрированными туннелями. Фиг. 16 является видом в разрезе конструкции многоканального кабелепровода, изготовленного с помощью устройства и по методу настоящего изобретения. Предпочтительный вариант осуществления изобретения Устройство для изготовления конструкции многоканального кабелепровода включает в себя, в общем, крейцкопфную пресс-форму 100 и средство прессовки 200. Как показано на фиг. 1, устройство, используемое для непрерывного изготовления конструкции многоканального кабелепровода, имеет крейцкопфную прессформу 100, содержащую проход 110 для смолы, 002864 6 образующей внешний трубопровод, и выходное отверстие 120, способное экструдировать расплавленную массу для внешнего трубопровода из термопластичной смолы. Крейцкопфная пресс-форма 100 также имеет канал 130 для введения внутреннего трубопровода, упомянутый канал 130 способен подавать несколько удлиненных внутренних трубопроводов 10, которые были раздельно подпрессованы из термопластичной смолы, центрально через канал для смолы внешнего трубопровода. Согласно способу изготовления настоящего изобретения пучок удлиненных внутренних трубопроводов 10 непрерывно подается через канал 130 для введения внутренних трубопроводов, а расплавленная масса термопластичной смолы, вытекающая из канала 110 для внешнего трубопровода, вытекает из выходного отверстия 120, чтобы экструдировать внешний трубопровод вокруг пучка внутренних трубопроводов 10,как показано на фиг. 1. Предпочтительно, чтобы внутренние трубопроводы 10 собирались или складывались для образования пучка труб 1 в непосредственном контакте друг с другом, параллельно, до того как внутренние трубопроводы будут поданы через канал 130 для введения пучка внутренних трубопроводов. Пучок труб 1 может быть образован путем сборки раздельно экструдированных внутренних трубопроводов, как показано на фиг. 4, или путем складывания внутренних трубопроводов, соединенных гибкими перегородками, как показано на фиг. 5. Предпочтительно, чтобы канал 130 для введения внутренних трубопроводов имел форму поперечного сечения, соответствующую пучку, включая несколько направляющих канавок 131 и направляющих гребней 132, которые оконтурены внешней линией, соединяющей периферии внутренних трубопроводов 10, находящихся в непосредственном контакте друг с другом и параллельно, как показано на фиг. 3. Эта форма поперечного сечения канала 130 для введения внутренних трубопроводов служит для того, чтобы направлять несколько удлиненных внутренних трубопроводов 10, которые должны быть введены через канал 130 для введения внутренних трубопроводов параллельно, находясь в соприкосновении друг с другом. Форма поперечного сечения канала 130 для введения внутренних трубопроводов может иметь различные конструкции, в зависимости от контура пучка внутренних трубопроводов, как показано на фиг. 8-10. Предпочтительно, чтобы канал 140 с режущими стойками, который имеет такую же форму поперечного сечения, что и канал 130 для введения внутренних трубопроводов, за исключением наличия нескольких режущих стоек 142, выступающих из их центральных позиций направляющих канавок 141 по направлению к 7 центральной оси, был связан с выходным концом канала 130 для введения внутренних трубопроводов, как показано на фиг. 3 и 7. Также предпочтительно, чтобы средство 143 нагрева для предварительного нагрева канала с режущими стойками было установлено на внешней стороне канала 140 с режущими стойками, как показано на фиг. 3. Режущие стойки 142 и средство 143 нагрева служат для нанесения вырезов и предварительного нагрева внешних периферийных поверхностей внутренних трубопроводов 10, пропускаемых по каналу для введения внутренних трубопроводов, этим образуя вырезанные канавки 11 на внешних периферийных поверхностях внутренних трубопроводов 10. Вырезанные канавки 11 облегчают сварку расплавленного внешнего трубопровода и подпрессованных внутренних трубопроводов в тех частях, где впадины внешнего трубопровода и внешние поверхности внутренних трубопроводов находятся в контакте, как показано на фиг. 16. Смола 20 внешнего трубопровода сразу же после ее экструдирования из выходного отверстия 120 крейцкопфной пресс-формы 100 не находится в непосредственном контакте с внешней периферийной стенкой внутренних трубопроводов 10, который возникает центрально от крейцкопфной пресс-формы 100, как показано на фиг. 1 и 2. Перед тем как подпрессованные внутренние трубопроводы 10 и расплавленный внешний трубопровод 20, подаваемый из крейцкопфной пресс-формы 100, подаются в средство прессовки 200, как показано на фиг. 1 и 2, внешняя периферийная поверхность внешнего трубопровода 20 охлаждается окружающим воздухом, находящимся с ним в контакте, что переводит внешний трубопровод 20 из расплавленного состояния в более стабильное размягченное состояние. Таким образом, предотвращается избыточная деформация внешнего трубопровода 20 из-за его текучести. Как показано на фиг. 1 и 2, подпрессованные внутренние трубопроводы 10 и размягченный внешний трубопровод 20 непрерывно подаются вместе в средство прессовки с гофрированным туннелем. В этом средстве прессовки 200 размягченный внешний трубопровод 20 конфигурируется, охлаждается и отверждается для получения гофрированной трубчатой секции с несколькими смежными гребнями 21 и впадинами 22, проходящими по всей его длине. Впадины 22 внешнего трубопровода конфигурируются так, чтобы находиться в постоянном соприкосновении с внутренними трубопроводами 10, как показано на фиг. 16. Предпочтительно, чтобы внешний трубопровод 20 и внутренние трубопроводы 10 были соединены сваркой на смежных участках, где внутренние поверхности впадин 22 и внешние поверхности внутрен 002864 8 них трубопроводов 10 находились в контакте,как показано на фиг. 16. Нарезанные канавки 11 облегчают сварку внутренних трубопроводов 10 и расплавленного внешнего трубопровода 20 на участках, где впадины 22 внешнего трубопровода и внешние поверхности внутренних трубопроводов 10 контактировали, как показано на фиг. 16. Средство прессовки 200 для прессования гофрированного внешнего трубопровода может иметь любую конструкцию, поскольку ее прессформа 210 имеет гофрированный туннель и также может охлаждать и отверждать внешний трубопровод 20, при формовании гофрированной трубки из размягченного внешнего трубопровода. Хотя известны различные типы средства прессовки 200 для изготовления различных типов гофрированных пластиковых труб, для удобства ниже описываются два типа средств прессовки. Один тип средства прессовки 200 для формования гофрированного внешнего трубопровода 20, который показан на фиг. 1, содержит пару дополнительных узлов пресс-формы 210, каждый из которых имеет бесконечный ряд шарнирно связанных прессовочных блоков 1210; приводное средство 220 для приведения прессовочных блоков 1210 каждого узла пресс-формы 210 в синхронизм с прессовочными блоками 1210 другого узла пресс-формы 210 при ходе вперед, при котором прессовочные блоки узлов пресс-формы находятся в совместном сцеплении, чтобы обеспечить распространяющийся по оси гофрированный туннель, и, наоборот, при движении назад; стационарную камеру всасывания 230, которая соединима с источником всасывания, расположенным так, чтобы сообщаться с упомянутым гофрированным туннелем при движении прессовочных блоков вперед; стационарную камеру охлаждения 240, которая соединима с источником охлаждающей текучей среды, расположенным так, чтобы сообщаться с упомянутыми узлами пресс-формы. Как показано на фиг. 11, каждый прессовочный блок 1210 включает внутреннюю втулку 211, которая изготовлена из пористого материала, что позволяет проходить через нее текучей среде, например воздуху. Внутренняя поверхность втулки 211 имеет гофры, и каналы 212 расположены за втулкой,причем эти каналы сообщаются через каналы 213 с отверстиями 214 во внешних поверхностях прессовочного блока 1210. Таким образом, каналы 213, каналы 212,поры во втулке 211 вместе составляют каналы всасывания, которые проходят между прессовочным туннелем, определяющим поверхности прессовочного блока 1210, и отверстиями 214 в соответствующих внешних поверхностях блока. Другой тип средства прессовки 200 для формования гофрированного внешнего трубопровода 10, как показано на фиг. 2, содержит 9 круглую трубчатую пресс-форму 210, которая опирается с возможностью поворота на несколько держателей и снабжена туннелем со спиралевидными гофрами на ее внутренней поверхности через ее центральную ось; приводное средство 220 для приведения в действие круглой трубчатой пресс-формы в направлении вращения; стационарную камеру всасывания,которая соединима с источником всасывания,расположенным так, чтобы сообщаться с упомянутым гофрированным туннелем во время вращения упомянутой пресс-формы; стационарную камеру охлаждения 240, которая соединима с источником охлаждающей текучей среды,расположенным так, чтобы сообщаться с упомянутой пресс-формой. Как показано на фиг. 2, круглая трубчатая пресс-форма 210 содержит внутреннюю втулку 211, которая имеет соответствующие отверстия,позволяющие проход через них текучей среды,например воздуха. Внутренняя поверхность втулки 211 имеет гофры, и каналы 212 находятся за втулкой, причем эти каналы сообщаются через каналы 213 с отверстиями 214 во внешних поверхностях пресс-формы 220. Таким образом,каналы 213, каналы 212, отверстия во втулке 211 вместе образуют каналы всасывания, которые проходят между гофрированным туннелем,определяющим внутренние поверхности прессформы, и отверстиями 214 в соответствующих внешних поверхностях пресс-формы. В средстве прессовки 200 вышеупомянутых конструкций размягченный внешний трубопровод 20, экструдируемый из крейцкопфной пресс-формы, подается в гофрированный туннель в пресс-форме 210 и вынужденно конфигурируется в гофрированный туннель в прессформе 210. Поскольку каналы 212 вокруг гофрированного туннеля в пресс-форме отводятся, внешний трубопровод 20 притягивается силой всасывания через отверстия к гофрированному туннелю, когда упомянутый внешний трубопровод движется через него. Гофрированный внешний трубопровод 20 также охлаждается и отверждается охлаждающей текучей средой, протекающей вокруг гофрированного туннеля. В результате этого, в конструкции многоканального кабелепровода, изготовленного таким образом, внешний трубопровод регулируется с точностью до внутренней конфигурации гофрированного туннеля и внутренние поверхности впадин 22 внешнего трубопровода 20 находятся в непосредственном контакте или сварены с внешними периферийными поверхностями внутренних трубопроводов 10. Охлаждающей текучей средой, протекающей вокруг пресс-формы, может являться охлаждающий газ, охлаждающая вода и т.д. Хотя предпочтительно, чтобы пресс-форма 210 имела гофрированный туннель с попереч 002864 10 ным сечением обычной, точно круглой конфигурации, возможно, чтобы пресс-форма имела гофрированный туннель с поперечным сечением спиралевидной конфигурации. Также возможно, чтобы узел пресс-формы 210 имел гофрированный туннель с таким поперечным сечением, как квадрат со скругленными углами, треугольник со скругленными углами или эллипс,как показано на фиг. 13-15. Настоящее изобретение заключается в том,что несколько подпрессованных внутренних трубопроводов 10 подаются в крейцкопфную пресс-форму 100, и расплавленный внешний трубопровод 20 экструдируется вокруг внутренних трубопроводов 10 из крейцкопфной пресс-формы 100, и затем подпрессованные внутренние трубопроводы 10 и расплавленный внешний трубопровод 20 подаются в гофрированный туннель пресс-формы 210, в котором расплавленный внешний трубопровод 20 формуется для образования гофров, этим приобретая форму конструкции многоканального кабелепровода, которая включает в себя несколько удлиненных внутренних трубопроводов 10 и гофрированный внешний трубопровод 20, в котором внутренние трубопроводы 10 заключены по всей их длине и удерживаются им. Этот способ непрерывного изготовления конструкции многоканального кабелепровода путем использования экструзионной формовочной машины с крейцкопфной пресс-формой 100 и средством прессовки 200 до настоящего времени известен не был. Пример способа изготовления конструкции многоканального кабелепровода в соответствии с настоящим изобретением будет описан ниже. Пять подпрессованных внутренних трубопроводов 10, выполненных из полиэтилена, собираются в пучок труб, находящихся в непосредственном контакте друг с другом, расположенных параллельно, перед тем как внутренние трубопроводы 10 подаются через канал 130 крейцкопфной пресс-формы 100 для введения внутренних трубопроводов, как показано на фиг. 1-3. Подпрессованные внутренние трубопроводы 10 предварительно нагреваются и на них наносятся нарезки по их внешним периферийным поверхностям во время прохождения через канал 130 для введения внутренних трубопроводов, чтобы дать возможность их внешним периферийным поверхностям быть легко соединенным сваркой с впадинами 22 гофрированного внешнего трубопровода 20, как показано на фиг. 7. Пучок удлиненных внутренних трубопроводов 10 непрерывно подается через канал 130 для введения внутренних трубопроводов, тогда как расплавленная масса полиэтилена, вытекающая из канала 110 для смолы внешнего трубопровода, выдавливается из выходного отверстия 120, чтобы экструдировать 11 внешний трубопровод 20 вокруг пучка внутренних трубопроводов 10, как показано на фиг. 1-3. Как показано на фиг. 1-3, подпрессованные внутренние трубопроводы 10 и расплавленный и размягченный внешний трубопровод 20 непрерывно подаются вместе в пресс-форму 210 вакуумного типа с гофрированным туннелем. В этой пресс-форме 210 размягченный внешний трубопровод 20 конфигурируется, охлаждается и отверждается для получения гофрированной трубчатой секции, включающей несколько смежных гребней 21 и впадин 22, проходящих по всей его длине. Как показано на фиг. 16, конструкция многоканального кабелепровода, которая изготовлена с помощью устройства и способом в соответствии с настоящим изобретением, содержит несколько внутренних трубопроводов 10, которые находятся в непосредственном контакте друг с другом; и гофрированный внешний трубопровод 20, в который заключены внутренние трубопроводы по всей их длине, удерживает их в постоянном соприкосновении. Конструкция многоканального кабелепровода, изготовленная способом и с помощью устройства в соответствии с настоящим изобретением, также отличается от известных технических решений и является предметом патентной заявки отдельно от настоящего изобретения. Поэтому подробного описания конфигурации конструкции многоканального кабелепровода, изготовленной в соответствии с настоящим изобретением, в настоящем описании и чертежах не содержится. Хотя настоящее изобретение было описано как конкретные варианты его осуществления,предполагается, что изменения и модификации в нем будут, несомненно, очевидны специалистам в данной области техники. Поэтому подразумевается, что следующие пункты формулы изобретения должны истолковываться как охватывающие все такие изменения и модификации,которые подпадают под объем настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для изготовления конструкции многоканального кабелепровода включает:(a) крейцкопфную пресс-форму, имеющую канал для смолы внешнего трубопровода и выходное отверстие, способное экструдировать расплавленную массу термопластичной смолы для внешнего трубопровода, причем упомянутая крейцкопфная пресс-форма также имеет канал для введения внутренних трубопроводов, способный подавать несколько подпрессованных внутренних трубопроводов по центру через упомянутый канал для смолы для внешнего трубопровода; и(b) средство прессовки для формования гофрированного внешнего трубопровода, которое содержит пресс-форму с гофрированным туннелем, приводное средство для приведения в движение упомянутой пресс-формы, стационарную камеру всасывания, которая соединима с источником всасывания, располагаемым так,чтобы сообщаться с упомянутым гофрированным туннелем, и стационарную камеру охлаждения, которая соединима с источником охлаждающей текучей среды, расположенным так,чтобы сообщаться с упомянутыми узлами пресс-формы;(c) в упомянутом устройстве упомянутый канал для введения внутренних трубопроводов имеет форму поперечного сечения, соответствующую контуру пучка трубопроводов, включая несколько направляющих канавок и несколько направляющих гребней, которые по своему контуру соответствуют контуру соединения внешних периферийных поверхностей упомянутых внутренних трубопроводов, введенных в непосредственном контакте друг с другом параллельно. 2. Устройство для изготовления конструкции многоканального кабелепровода по п.1,кроме того, содержащее канал с режущими стойками, который соединен с выходным концом упомянутого канала для введения внутренних трубопроводов и имеет такую же форму поперечного сечения, как и упомянутый канал для введения внутренних трубопроводов, за тем исключением, что он имеет несколько режущих стоек, выступающих из центральных участков упомянутых направляющих канавок по направлению к центральной оси. 3. Устройство для изготовления конструкции многоканального кабелепровода по п.2,кроме того содержащее средство нагревания для предварительного нагревания канала с режущими стойками, которое установлено на внешней стороне упомянутого канала с режущими стойками. 4. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутой пресс-формой является пара дополнительных прессовочных узлов с гофрированным каналом, каждый из которых содержит бесконечный ряд шарнирно соединенных прессовочных блоков. 5. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутой пресс-формой является трубчатая форма круглого сечения,которая опирается с возможностью поворота на несколько держателей и снабжена туннелем со спиралевидными гофрами на ее внутренней поверхности, проходящим по ее центральной оси. 6. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрирован 13 ный туннель имеет, в сущности, круглую форму поперечного сечения. 7. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, эллипсоидную форму поперечного сечения. 8. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, треугольную форму поперечного сечения со скругленными углами. 9. Устройство для изготовления конструкции многоканального кабелепровода по п.1, отличающееся тем, что упомянутый гофрированный туннель имеет, в сущности, четырехугольную форму поперечного сечения со скругленными углами. 10. Способ изготовления конструкции многоканального кабелепровода включает в себя следующие стадии:(a) сборку нескольких подпрессованных внутренних трубопроводов для образования пучка труб, находящихся в непосредственном контакте друг с другом, параллельно друг другу;(b) непрерывную подачу упомянутого пучка удлиненных внутренних трубопроводов по каналу для введения внутренних трубопроводов, тогда как расплавленная масса полиэтилена, вытекающая из канала для смолы для внеш 002864 14 него трубопровода, выдавливается из выходного отверстия, чтобы экструдировать внешний трубопровод вокруг упомянутого пучка внутренних трубопроводов;(c) совместную непрерывную подачу упомянутых подпрессованных внутренних трубопроводов и упомянутого расплава внешнего трубопровода в пресс-форму вакуумного типа с гофрированным туннелем;(d) конфигурацию, охлаждение и отверждение упомянутого расплавленного внешнего трубопровода для получения гофрированной трубчатой секции, включающей несколько смежных гребней и впадин, проходящих по всей длине в упомянутой пресс-форме с гофрированным туннелем. 11. Способ изготовления конструкции многоканального кабелепровода по п.10, кроме того, включает в себя стадию предварительного нагрева упомянутых подпрессованных внутренних трубопроводов по их периферийным внешним поверхностям во время прохождения упомянутого канала для введения внутренних трубопроводов. 12. Способ изготовления конструкции многоканального кабелепровода по п.11, кроме того, включает стадию выполнения нарезок на упомянутых подпрессованных внутренних трубопроводах по их периферийным внешним поверхностям во время прохождения упомянутого канала для введения внутренних трубопроводов.
МПК / Метки
МПК: B29C 47/02
Метки: устройство, кабелепровода, конструкции, многоканального, изготовления, способ
Код ссылки
<a href="https://eas.patents.su/10-2864-ustrojjstvo-i-sposob-dlya-izgotovleniya-konstrukcii-mnogokanalnogo-kabeleprovoda.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство и способ для изготовления конструкции многоканального кабелепровода</a>
Конструкция многоканального кабелепровода
Номер патента: 2860
Опубликовано: 31.10.2002
Автор: Бьюн Му-Вон
МПК: G02B 6/44, H02G 3/04, F16L 11/11...
Метки: конструкция, кабелепровода, многоканального
Формула / Реферат:
1. Конструкция для многоканального кабелепровода, включающая (a) несколько пластиковых внутренних трубопроводов, прилегающих друг к другу, проходящих в одном направлении, в сущности параллельных, в соприкосновении друг с другом, причем каждый из упомянутых внутренних трубопроводов имеет площадь поперечного сечения, достаточную для того, чтобы вмещать, по меньшей мере, один кабель; и (b) пластиковый внешний трубопровод, в который заключены...
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04B 1/343, E04C 2/38
Метки: рамный, качестве, элемент, рамного, конструкции, зданий, также, изготовления, такого, элемента, способ, использования, модульного
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Устройство и способ подключения подводного гибкого стояка к конструкции на поверхности
Номер патента: 822
Опубликовано: 24.04.2000
Авторы: Кочи Казухико, Тейксейра Марсело Жозе Барбоза
МПК: E21B 43/01, F16L 1/12
Метки: устройство, поверхности, гибкого, способ, подводного, подключения, конструкции, стояка
Формула / Реферат:
1. Устройство для подключения подводного гибкого стояка к конструкции на поверхности, причем указанный подводный гибкий стояк (14) имеет конечное соединение (15), закрепленное на его соединительном конце, и тяговую головку (16), подключенную к указанному конечному соединению (15), при этом указанное устройство включает в себя соединительное устройство (8), закрепленное на одном конце подводного гибкого стояка (14), и направляющее устройство (1;...
Устройство для крепления стеневой панели на опорной конструкции
Номер патента: 272
Опубликовано: 25.02.1999
Автор: Рантакюля Кари
МПК: E04B 1/61, E04F 13/08
Метки: конструкции, стеневой, крепления, опорной, панели, устройство
Формула / Реферат:
1. Устройство для крепления на опорной конструкции (5) стеновой панели, включающей, по меньшей мере, внешний облицовочный слой (1) и теплоизоляцию (6), расположенную под вышеуказанным внешним облицовочным слоем, и имеющей, по меньшей мере, одну из кромок внешнего облицовочного слоя, по форме соответствующую элементу шпунтового соединения (7), служащего для соединения панели с соседней панелью, при этом указанное устройство для крепления включает...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: кованой, способ, устройство, заготовки, ковкой, изготовления, шестерни(варианты, цельной
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Способ подачи жидкости в псевдоожиженный слой
Следующий патент: Проволочная структура
Случайный патент: Применение производных триазина для производства лекарственного средства, обладающего заживляющим или ангиогенным эффектом