Полипропиленовая пленка с вспомогательным элементом для открывания
Номер патента: 23195
Опубликовано: 31.05.2016
Авторы: Хенне Маркус, Штайнбрехер Йорг, Штуппи Патрик, Винтрих Лео, Шпайт-Херфурт Ангела
Формула / Реферат
1. Двухосно-ориентированная пленка из полипропилена, снабженная двумя линиями перфорации, которые проходят параллельно друг другу и находятся на расстоянии от 0,5 до 8 мм, причем перфорации двух этих линий расположены со смещением друг относительно друга, отличающаяся тем, что между перфорациями имеются расстояния из неперфорированной пленки, длина которых составляет от 10 до 90% относительно длины перфораций, которые имеют длину от 2 до 4 мм, причем две параллельно проходящие, расположенные со смещением линии перфорации образуют место заданного разрушения пленки, при этом перфорация представляет собой сквозное отверстие в пленке.
2. Полипропиленовая пленка по п.1, отличающаяся тем, что перфорации образованы посредством иглы и имеют круглую или эллиптическую форму или форму пропеллера.
3. Полипропиленовая пленка по п.1, отличающаяся тем, что перфорации образованы посредством ножа и имеют форму ромба или прямоугольника.
4. Полипропиленовая пленка по п.1, отличающаяся тем, что пленка является многослойной и имеет общую толщину от 5 до 250 мкм.
5. Применение перфорированной пленки по любому из пп.1-4 для упаковки штучных товаров, имеющих форму прямоугольного параллелепипеда.
6. Применение по п.5, отличающееся тем, что штучные товары являются пачками сигарет.
7. Блок сигарет, содержащий уложенные в стопу пачки сигарет, которые упакованы в пленку по любому из пп.1-4.

Текст
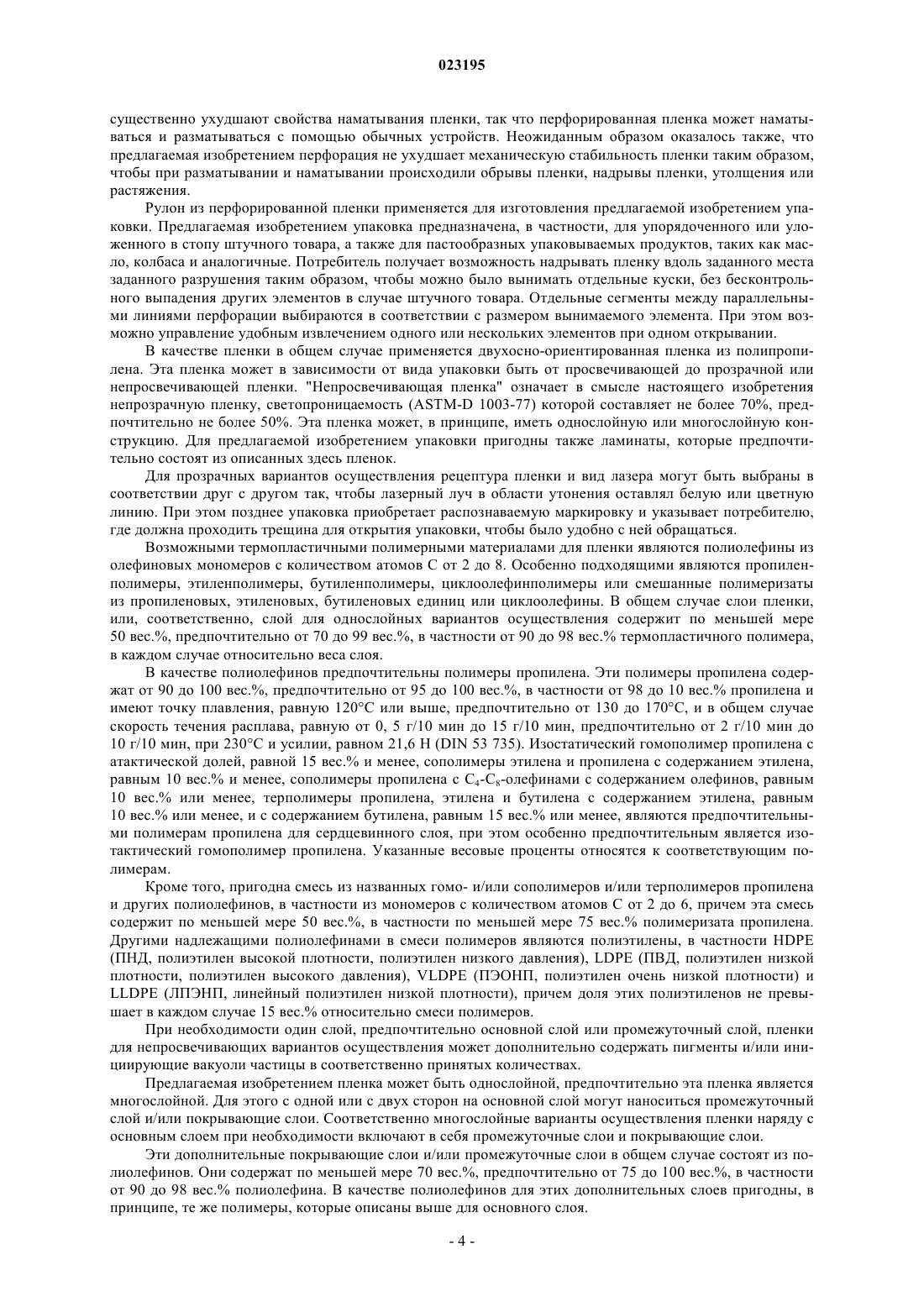
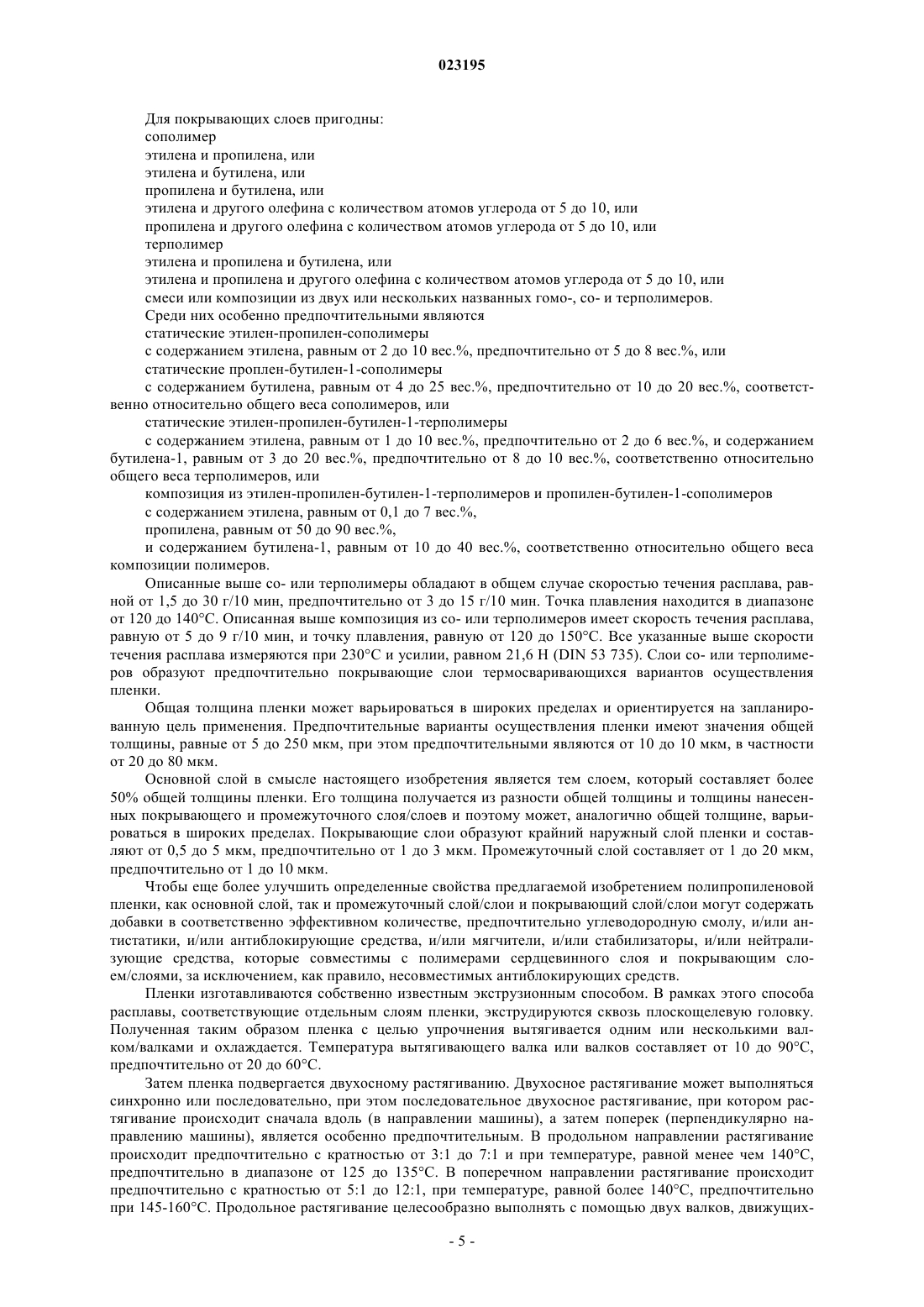
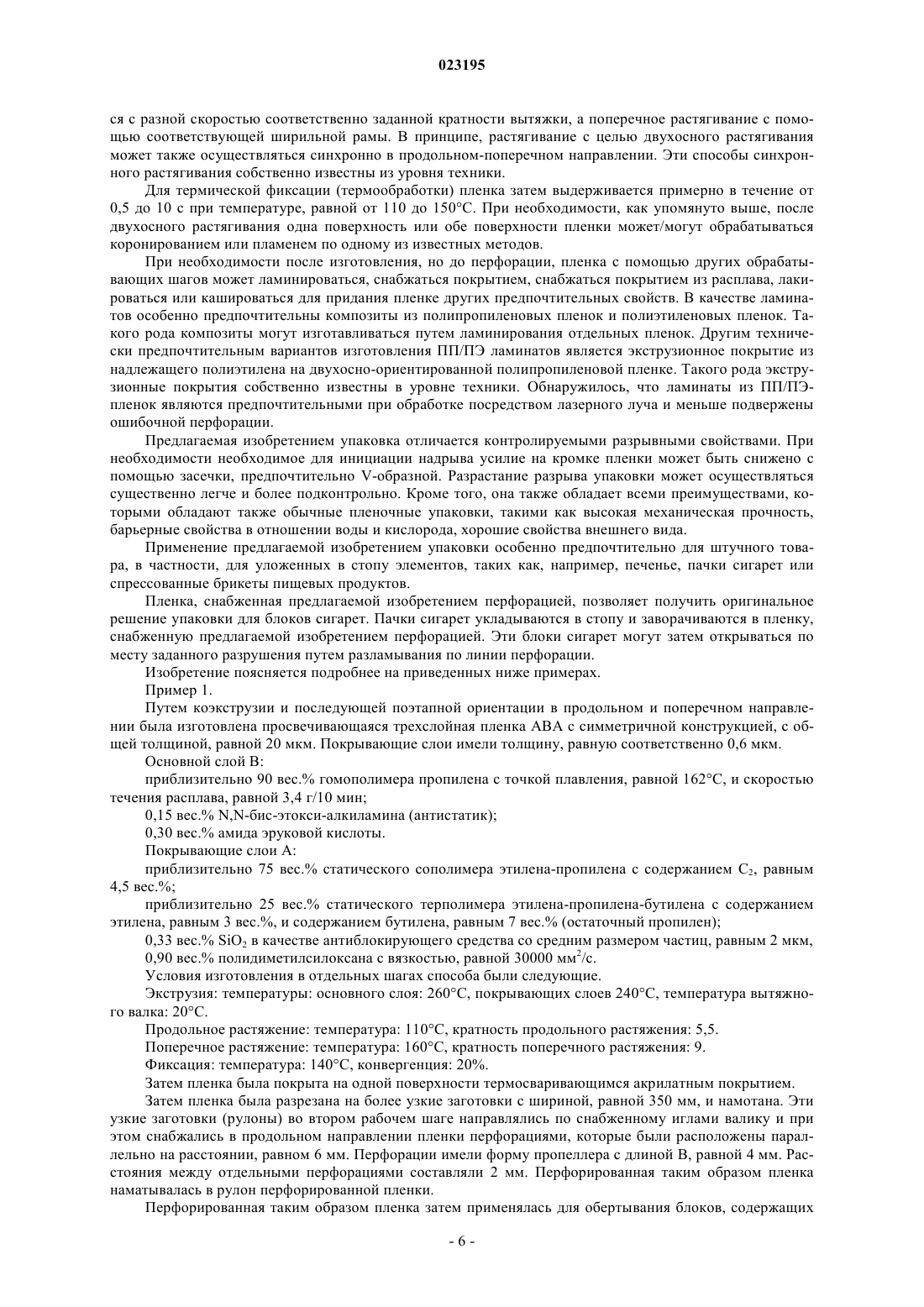
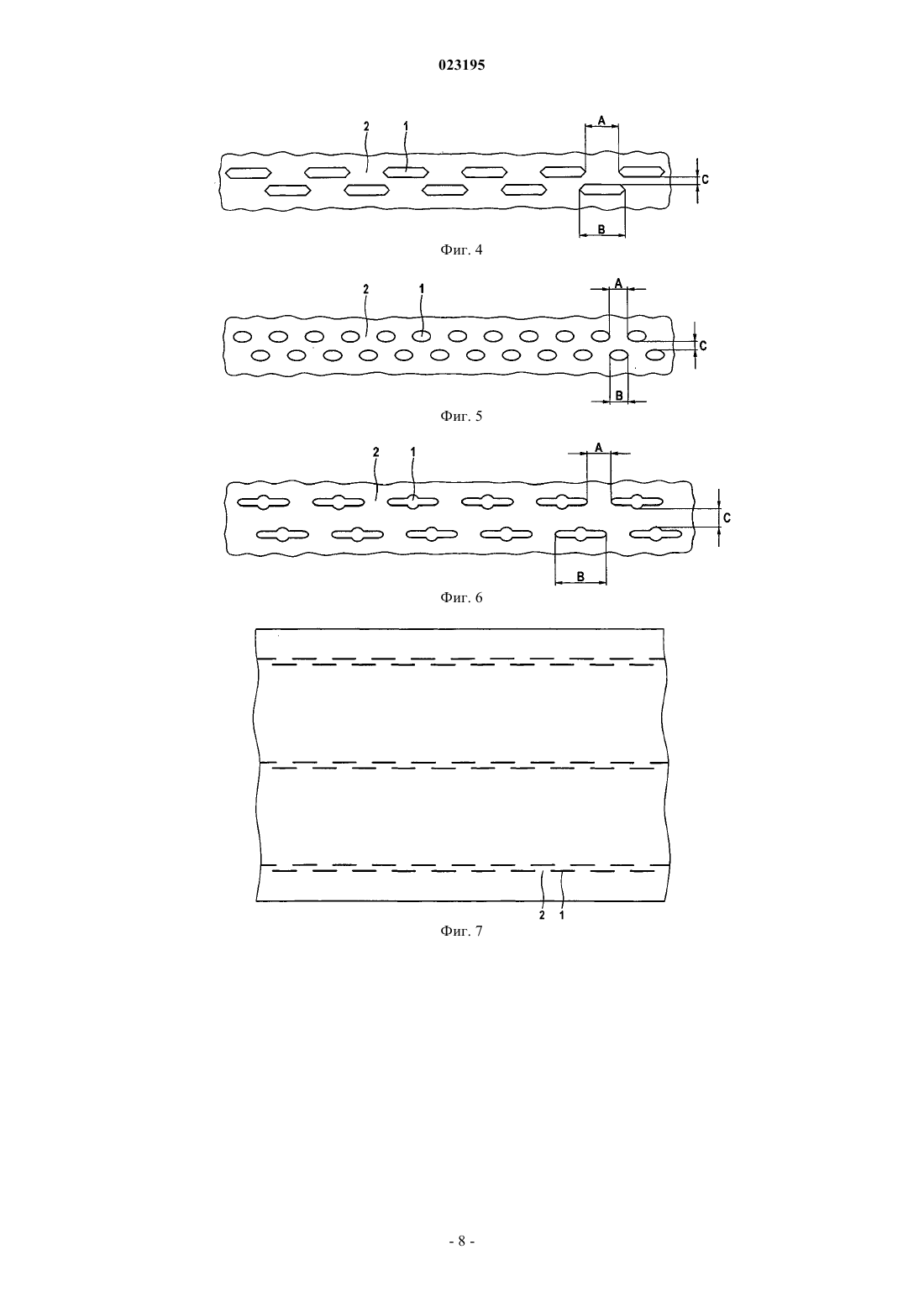
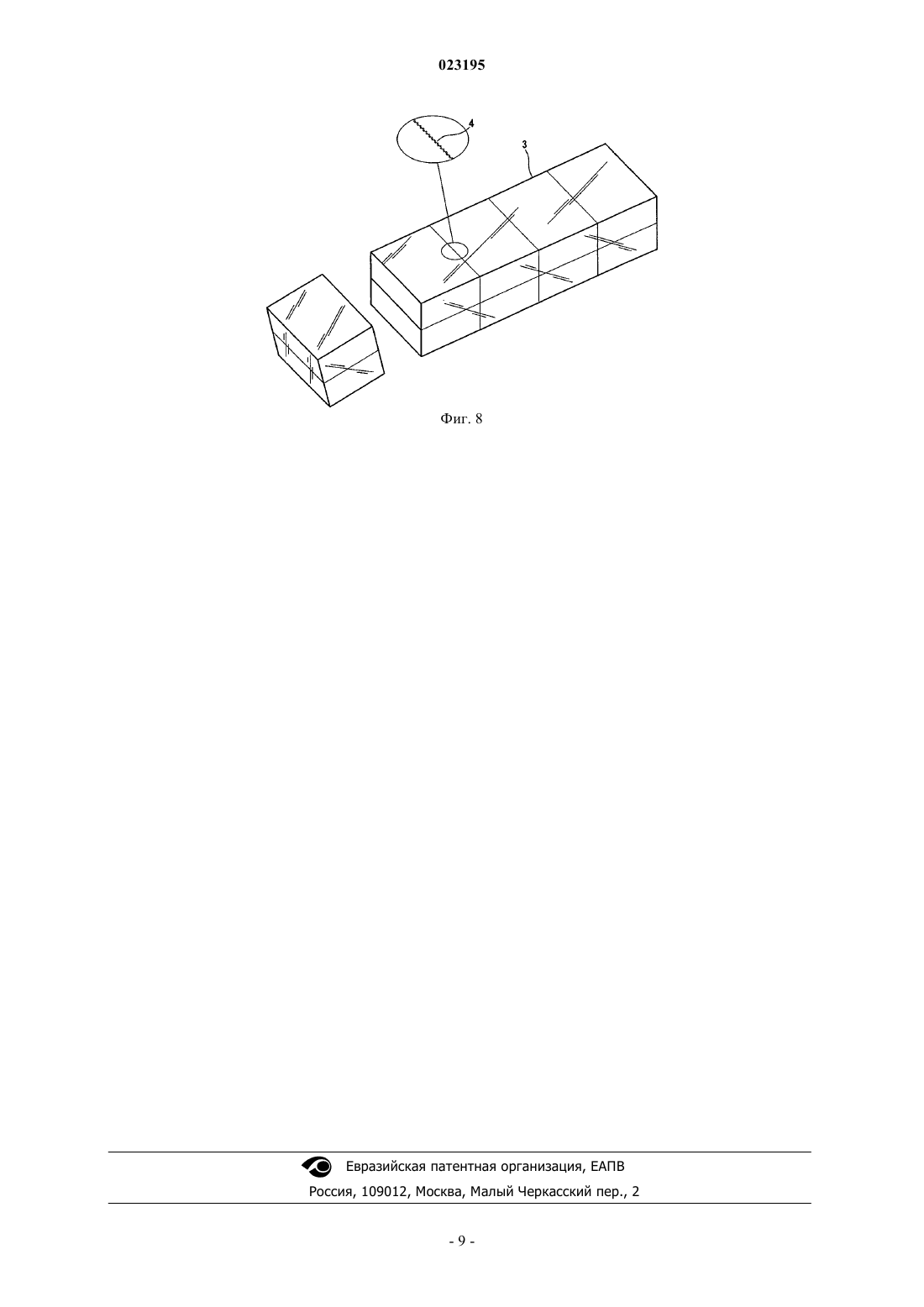
ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА С ВСПОМОГАТЕЛЬНЫМ ЭЛЕМЕНТОМ ДЛЯ ОТКРЫВАНИЯ Рассматривается двухосно-ориентированная пленка (2) из полипропилена, снабженная линиями перфорации. Пленка снабжена по меньшей мере двумя линиями перфорации, которые проходят параллельно друг другу и находятся на расстоянии не более 10 мм. Перфорации (1) двух этих линий расположены со смещением друг относительно друга.(71)(73) Заявитель и патентовладелец: ТРЕОФАН ДЖЕРМАНИ ГМБХ УНД КО. КГ (DE) Настоящее изобретение касается двухосно-ориентированной полипропиленовой пленки, снабженной перфорацией, и упаковки из двухосно-ориентированной полипропиленовой пленки, снабженной перфорацией для облегчения открывания. Успех двухосно-ориентированных полимерных пленок, в частности пленок из термопластичных полимеров, в частности двухосно-ориентированных полипропиленовых пленок, основан, по существу, на их замечательных свойствах механической прочности в сочетании со сравнительно малым весом, хорошими барьерными свойствами и хорошей свариваемостью. Полиолефиновая пленка защищает упакованный товар от быстрого высыхания или соответственно от потери ароматов при очень малой материалоемкости. Потребность потребителя в гигиеничной, внешне привлекательной, прочно закрытой и износостойкой упаковке противоречит желанию легкого и контролируемого открывания. Отсутствие последнего вызывает недовольство потребителей упаковок из полиолефиновых пленок и рассматривается как недостаток по сравнению с упаковками из бумаги. Одноосно-ориентированные пленки обнаруживают низкое сопротивление надрыву в направлении ориентации и могут в этом направлении без затруднений подконтрольно подвергаться надрыву и дальнейшему разрыванию. Однако применение одноосно-ориентированных пленок невозможно для многих областей, в том числе по причине недостаточных механических прочностных свойств в поперечном направлении. Двухосная ориентация создает, с одной стороны, желаемые высокие прочностные свойства(модули) в двух направлениях; с другой стороны, предпочтительные направления при этом также уравниваются. В результате для открытия пленочной упаковки (например, пакета с печеньем) сначала необходимо преодолеть высокое усилие, чтобы надорвать пленку. Однако если пленка однажды повреждена или соответственно надорвана, то трещина бесконтрольно распространяется уже при приложении очень низких растягивающих усилий. Эти неудовлетворительные потребительские свойства, обусловленные слишком высокой сопротивляемостью надрыву в сочетании с очень низкой прочностью при разрастании разрыва, снижают - несмотря на уже упомянутые преимущества - привлекательность пленочных упаковок на рынке конечных потребителей. В уровне техники предлагалось снабжать пленку местом заданного разрушения. При открытии пленка надрывается в этом месте заданного разрушения. Трещина все же часто распространяется очень бесконтрольно, так как эти решения, хотя и облегчают надрыв, но в действительности не помогают в подконтрольном разрастании разрыва. Другим известным возможным решением является механическая интеграция места заданного разрушения в виде перфорации или насечек по воображаемой линии открытия. Но часто и такая перфорация не гарантирует подконтрольного разрыва. При открытии трещина только вначале следует линии перфорации, а затем распространяется в материале, отклоняясь произвольным образом. Это свойство бесконтрольного разрастания разрыва, в частности, является проблематичным у двухосно-ориентированных полипропиленовых пленок, так как сопротивление разрастанию разрыва у этого материала является особенно слабым. Эта проблема особенно актуальна для упаковок со штучным товаром, который упакован не россыпью, а упорядоченно, как, например, в блоках сигарет, печенья из хлопьев (Weetabix), хрустящих хлебцев, кондитерских рулетов и аналогичных им товаров. Эти виды упаковки особенно нацелены на то, что потребитель захочет вынуть сначала только отдельные куски, а остаток хранить в упаковке, чтобы вынуть другие части в более поздний момент времени. В этом случае применения бесконтрольное разрастание разрыва пленочной упаковки особенно неприятно для потребителя. В WO 98/2312 описываются упаковки, которые надрезаны лазерным лучом. Эти упаковки имеют многослойную конструкцию. В частности, предусмотрен металлический промежуточный слой, который должен препятствовать тому, чтобы лазерный луч прорезал пленку насквозь. Эта упаковка является трудоемкой и дорогой из-за ламинирования металлическим слоем. О точной конфигурации упаковки в описании ничего не сказано. Дополнительно перфорированная пленка должна обладать достаточной механической стабильностью, чтобы эта перфорированная пленка могла применяться для упаковки штучных товаров. В уровне техники описаны способы, в которых перфорация интегрирована в упаковочный процесс в качестве обрабатывающего шага. Это решение предотвращает любые механические нагрузки на перфорированную пленку, например при наматывании и разматывании. Интеграция перфорации возможна, однако, не при всех упаковочных процессах. С одной стороны, пространственные условия у имеющейся установки часто таковы, что просто нет места для встраивания такого устройства. Кроме того, упаковочные процессы в сигаретной промышленности протекают с очень высокими скоростями, которые, возможно, являются слишком быстрыми для перфорации. Поэтому не всегда можно интегрировать в установку для обертывания блоков сигаретных пачек устройство, служащее для перфорации пленки. Достаточная механическая стабильность пленки противоречит, однако, одновременному желанию более легко открывающейся упаковки. Поэтому задача настоящего изобретения заключается в том, чтобы предоставить усовершенствованную упаковку для упорядоченного штучного товара. Положенная в основу изобретения задача решается с помощью упаковки из двухосно-1 023195 ориентированной пленки из полипропилена, которая содержит штучный товар, при этом пленка снабжена по меньшей мере двумя линиями перфорации, которые проходят параллельно друг другу и находятся на расстоянии не более 10 мм, и перфорации двух этих линий расположены со смещением друг относительно друга. Эта задача решается также с помощью способа обертывания штучного товара, при котором перфорированная пленка разматывается с рулона и используется для упаковки штучных товаров. На фиг. 1 показан один из вариантов осуществления пленки (2), снабженной круглыми перфорациями (1) с длиной (диаметром) В. Длина расстояний между перфорациями соответствует длине А. Две параллельно проходящие линии перфорации расположены на расстоянии С друг от друга. В варианте осуществления, показанном на фиг. 1, расстояния А имеют такую же длину, что и длина перфораций В. Линии перфорации расположены со смещением друг относительно друга так, что середина каждой перфорации находится на одной прямой с серединой противолежащего расстояния. На фиг. 2 показана пленка, снабженная круглыми перфорациями, длина В которой больше, чем расстояния А. На фиг. 3 показаны перфорации с прямоугольной геометрией, при этом здесь также ВА. На фиг. 4 показана пленка с ромбовидными перфорациями, которые, например, создаются с помощью вращающихся ножей. На фиг. 5 показана пленка с эллиптическими перфорациями. Здесь также ВА. На фиг. 6 показана возможная геометрия перфорации иглами, при которой образуются перфорации в виде пропеллера. На фиг. 7 показана полоса пленки, которая снабжена несколькими двойными линиями перфорации в продольном направлении. На фиг. 8 показана упаковка (3) штучного товара, которая открывается путем разламывания по двойной линии (4) перфорации. У всех этих вариантов осуществления, показанных на фиг. 1-8, общим является то, что расстояния А между перфорациями имеют такой же размер или меньше, чем длина В самих перфораций. Две параллельно проходящие, расположенные со смещением линии перфорации образуют в пленке место заданного разрушения, в котором трещина после надрыва распространяется очень подконтрольно. Трещина после надрыва подконтрольно продолжается по одной из линий перфорации или между двумя параллельно расположенными линиями перфорации. Пленочная упаковка открывается только настолько,насколько это желательно. Предлагаемая изобретением упаковка предназначена, в частности, для упорядоченного или уложенного в стопу штучного товара, например сигаретных пачек, а также для пастообразных упаковываемых продуктов, таких как масло, колбаса и аналогичные. Потребитель получает возможность надрывать пленку вдоль заданного места заданного разрушения таким образом, чтобы можно было вынимать отдельные куски, без бесконтрольного выпадения других элементов в случае штучного товара. Отдельные сегменты между параллельными линиями перфорации выбираются в соответствии с размером вынимаемого элемента. При этом возможно управление удобным извлечением одного или нескольких элементов при одном открывании. Линии перфорации могут быть выполнены на полосе пленки по надлежащему рисунку. Предпочтительно эти линии проходят прямо. Однако возможно также нанесение линии любой геометрической формы, чтобы место заданного разрушения позднее соответствовало этой форме и размерам упакованного штучного товара. Линии перфорации могут создаваться путем механической перфорации, например, посредством игл или ножей или с помощью лазерного луча или иным образом, так чтобы в пленке образовывалось сквозное отверстие. Под перфорациями в смысле настоящего изобретения понимаются, однако, также тонкие места, в которых в пленке не создается сквозное отверстие, но пленка только становится тоньше в соответствующих местах за счет снятия материала, например, с помощью лазерного луча, который проникает только до заданной глубины. В этих вариантах осуществления в области тонкого места остаются до 10 до 80% первоначальной толщины пленки, предпочтительно от 20 до 60% первоначальной толщины пленки. Таким образом, сохраняется закрытая упаковка, которая также соответствует всем гигиеническим требованиям и барьерные свойства которой не ухудшаются. По линии перфорации за отверстиями, надрезами или тонкими местами (перфорации В) попеременно следуют неповрежденные участки пленки, длина А которых задается расстоянием между перфорациями. Эти расстояния в смысле настоящего изобретения представляют собой, таким образом, области неповрежденной пленки, которые распространяются от конца одной перфорации до начала следующей за ней перфорации по одной и той же линии перфорации. Геометрическая форма перфорации может варьироваться и зависит от метода перфорации. Для перфорации могут применяться иглы или вращающиеся ножи. Для линий перфорации, состоящих из несквозных тонких мест, предпочтительны лазер или ультразвук. При перфорации иглами создаются круглые или эллиптические или пропеллерные формы, которые возникают за счет того, что иглы и пленка при перфорации находятся в контакте и двигаются друг относительно друга. При перфорации ножами образуются больше прямоугольные или ромбовидные надрезы или тонкие места. Лазерные и ультразвуковые методы позволяют получать разные геометрические формы. Кроме круглых перфораций все перфорации имеют более длинную протяженность в одном из двух основных направлений (продольном направлении), которое ориентировано по линии перфорации. Эти перфорации в указанном продольном направлении в общем случае имеют длину В, равную 0,18 мм, предпочтительно от 0,3 до 6 мм, в частности от 0,5 до 3 мм. Протяженность перфораций поперек этого направления соответственно меньше и составляет в общем случае от 5 до 80%, предпочтительно до 10 до 50% их протяженности в продольном направлении. Это относится не только к круглым перфорациям. Круглые и примерно круглые перфорации имеют диаметр, равный 0,1-6 мм, предпочтительно от 0,3 до 5 мм, при этом в этом случае диаметр соответствует длине В перфорации. Для особенно низкого усилия надрыва предпочтительны, в частности, перфорации с длиной, равной от 1 до 6 мм, в частности, подходят также длины, равные от 1,5 до 6 мм или от 2 до 4 мм. Неожиданным образом даже при этих сравнительно больших или длинных перфорациях механические прочностные свойства пленки не ухудшаются. Эти варианты осуществления также замечательно могут наматываться с получением рулона пленки и без затруднений снова разматываться в упаковочной машине. Длина А участков, т.е. неповрежденной пленки между перфорациями, составляет от 0,05 до 8 мм,предпочтительно от 1 до 6 мм. Для вариантов осуществления с длинными перфорациями, составляющими, например, от 1,5 до 6 мм, предпочтительны расстояния, равные от 4 до 10 мм. Размеры расстояний А выбираются по отношению к длине В перфорации так, чтобы эта длина В перфораций была по меньшей мере такого же размера или больше, чем расстояния А. В общем случае длина или диаметр перфорации по меньшей мере на 10% больше, чем длина этих расстояний. В общем случае длина А расстояний 10 составляет от 10 до 90% длины В перфораций, предпочтительно от 20 до 85%. Указанные размеры перфораций и расстояний относятся равным образом также к перфорациям в виде несквозных тонких мест, которые, со своей стороны, точно так же могут быть выполнены круглыми, эллиптическими или продолговатыми. По одной линии размеры расстояний между перфорациями в общем случае постоянны или варьируются только в небольшой степени в рамках обычной точности изготовления. Таким же образом размер отдельных перфораций по одной линии не варьируется или варьируется только в небольшой степени (до 10%), т.е., например, диаметр отверстий или длина перфорации является постоянной. Так же перфорации и расстояния обеих параллельных линий перфорации снабжены местом заданного разрушения примерно одинаковых размеров. Для изобретения существенно, что предусмотренное место заданного разрушения образуется из двух параллельно проходящих линий перфорации, которые расположены на расстоянии С, равном не более 10 мм. Предпочтительно расстояние С между двумя этими линиями составляет от 0,5 до 8 мм, в частности от 0,8 до 5 мм. Вторым существенным для изобретения признаком места заданного разрушения является расположение перфораций двух параллельно проходящих линий перфорации друг относительно друга. Выяснилось, что смещенное расположение перфораций двух этих линий неожиданным образом улучшает контроль распространения трещины. При этом смещенном расположении перфорация второй линии начинается не на той же высоте, что и противолежащая перфорация первой линии. Благодаря этому перфорация второй линии, по меньшей мере частично, перекрывает расстояние первой линии перфорации. В предпочтительных вариантах осуществления, в частности тех, в которых перфорации больше расстояний,участки одной линии перфорации полностью перекрываются перфорациями противолежащих линий. В одном из предпочтительных вариантов осуществления середина участков первой линии перфорации находится на одной прямой с серединой соответствующих противолежащих перфораций второй линии перфорации, так что получается симметричный рисунок перфорации. Неожиданным образом расположение двух параллельных, смещенных друг относительно друга линий перфорации значительно улучшает контроль прохождения трещины. Изобретение позволяет также разламывать упаковку по месту заданного разрушения по кромкам штучного товара, если этот штучный товар обладает соответствующей механической стабильностью, и штучный товар расположен в упаковке так, что его кромка проходит на высоте двойной линии. Линии перфорации в обще случае расположены в направлении движения пленки в машине. Перфорация может одновременно комбинироваться с раскроем пленки на пленки более узкой ширины и таким образом выполняться в одном рабочем шаге. Альтернативно перфорация может также осуществляться до или после раскроя на ширину готовой пленки. Во всех этих вариантах способа пленка с целью ее перфорации может, например, направляться по валикам, снабженным надлежащими перфорационными инструментами, например, эти валики могут быть укомплектованы иглами или ножевыми лезвиями. В случае лазера или ультразвуковых перфораций соответствующие инструменты расположены ниже или выше полосы пленки. В этих способах предназначенная для перфорации пленка разматывается с рулона, выполняются предлагаемые изобретением перфорации, и затем перфорированная пленка снова наматывается, и этот рулон применяется в установках для упаковки штучных товаров, т.е. разматывается и используется для обертывания товаров. Неожиданным образом перфорации не ухудшают или только не-3 023195 существенно ухудшают свойства наматывания пленки, так что перфорированная пленка может наматываться и разматываться с помощью обычных устройств. Неожиданным образом оказалось также, что предлагаемая изобретением перфорация не ухудшает механическую стабильность пленки таким образом,чтобы при разматывании и наматывании происходили обрывы пленки, надрывы пленки, утолщения или растяжения. Рулон из перфорированной пленки применяется для изготовления предлагаемой изобретением упаковки. Предлагаемая изобретением упаковка предназначена, в частности, для упорядоченного или уложенного в стопу штучного товара, а также для пастообразных упаковываемых продуктов, таких как масло, колбаса и аналогичные. Потребитель получает возможность надрывать пленку вдоль заданного места заданного разрушения таким образом, чтобы можно было вынимать отдельные куски, без бесконтрольного выпадения других элементов в случае штучного товара. Отдельные сегменты между параллельными линиями перфорации выбираются в соответствии с размером вынимаемого элемента. При этом возможно управление удобным извлечением одного или нескольких элементов при одном открывании. В качестве пленки в общем случае применяется двухосно-ориентированная пленка из полипропилена. Эта пленка может в зависимости от вида упаковки быть от просвечивающей до прозрачной или непросвечивающей пленки. "Непросвечивающая пленка" означает в смысле настоящего изобретения непрозрачную пленку, светопроницаемость (ASTM-D 1003-77) которой составляет не более 70%, предпочтительно не более 50%. Эта пленка может, в принципе, иметь однослойную или многослойную конструкцию. Для предлагаемой изобретением упаковки пригодны также ламинаты, которые предпочтительно состоят из описанных здесь пленок. Для прозрачных вариантов осуществления рецептура пленки и вид лазера могут быть выбраны в соответствии друг с другом так, чтобы лазерный луч в области утонения оставлял белую или цветную линию. При этом позднее упаковка приобретает распознаваемую маркировку и указывает потребителю,где должна проходить трещина для открытия упаковки, чтобы было удобно с ней обращаться. Возможными термопластичными полимерными материалами для пленки являются полиолефины из олефиновых мономеров с количеством атомов С от 2 до 8. Особенно подходящими являются пропиленполимеры, этиленполимеры, бутиленполимеры, циклоолефинполимеры или смешанные полимеризаты из пропиленовых, этиленовых, бутиленовых единиц или циклоолефины. В общем случае слои пленки,или, соответственно, слой для однослойных вариантов осуществления содержит по меньшей мере 50 вес.%, предпочтительно от 70 до 99 вес.%, в частности от 90 до 98 вес.% термопластичного полимера,в каждом случае относительно веса слоя. В качестве полиолефинов предпочтительны полимеры пропилена. Эти полимеры пропилена содержат от 90 до 100 вес.%, предпочтительно от 95 до 100 вес.%, в частности от 98 до 10 вес.% пропилена и имеют точку плавления, равную 120 С или выше, предпочтительно от 130 до 170 С, и в общем случае скорость течения расплава, равную от 0, 5 г/10 мин до 15 г/10 мин, предпочтительно от 2 г/10 мин до 10 г/10 мин, при 230 С и усилии, равном 21,6 Н (DIN 53 735). Изостатический гомополимер пропилена с атактической долей, равной 15 вес.% и менее, сополимеры этилена и пропилена с содержанием этилена,равным 10 вес.% и менее, сополимеры пропилена с С 4-С 8-олефинами с содержанием олефинов, равным 10 вес.% или менее, терполимеры пропилена, этилена и бутилена с содержанием этилена, равным 10 вес.% или менее, и с содержанием бутилена, равным 15 вес.% или менее, являются предпочтительными полимерам пропилена для сердцевинного слоя, при этом особенно предпочтительным является изотактический гомополимер пропилена. Указанные весовые проценты относятся к соответствующим полимерам. Кроме того, пригодна смесь из названных гомо- и/или сополимеров и/или терполимеров пропилена и других полиолефинов, в частности из мономеров с количеством атомов С от 2 до 6, причем эта смесь содержит по меньшей мере 50 вес.%, в частности по меньшей мере 75 вес.% полимеризата пропилена. Другими надлежащими полиолефинами в смеси полимеров являются полиэтилены, в частности HDPE(ПНД, полиэтилен высокой плотности, полиэтилен низкого давления), LDPE (ПВД, полиэтилен низкой плотности, полиэтилен высокого давления), VLDPE (ПЭОНП, полиэтилен очень низкой плотности) иLLDPE (ЛПЭНП, линейный полиэтилен низкой плотности), причем доля этих полиэтиленов не превышает в каждом случае 15 вес.% относительно смеси полимеров. При необходимости один слой, предпочтительно основной слой или промежуточный слой, пленки для непросвечивающих вариантов осуществления может дополнительно содержать пигменты и/или инициирующие вакуоли частицы в соответственно принятых количествах. Предлагаемая изобретением пленка может быть однослойной, предпочтительно эта пленка является многослойной. Для этого с одной или с двух сторон на основной слой могут наноситься промежуточный слой и/или покрывающие слои. Соответственно многослойные варианты осуществления пленки наряду с основным слоем при необходимости включают в себя промежуточные слои и покрывающие слои. Эти дополнительные покрывающие слои и/или промежуточные слои в общем случае состоят из полиолефинов. Они содержат по меньшей мере 70 вес.%, предпочтительно от 75 до 100 вес.%, в частности от 90 до 98 вес.% полиолефина. В качестве полиолефинов для этих дополнительных слоев пригодны, в принципе, те же полимеры, которые описаны выше для основного слоя. Для покрывающих слоев пригодны: сополимер этилена и пропилена, или этилена и бутилена, или пропилена и бутилена, или этилена и другого олефина с количеством атомов углерода от 5 до 10, или пропилена и другого олефина с количеством атомов углерода от 5 до 10, или терполимер этилена и пропилена и бутилена, или этилена и пропилена и другого олефина с количеством атомов углерода от 5 до 10, или смеси или композиции из двух или нескольких названных гомо-, со- и терполимеров. Среди них особенно предпочтительными являются статические этилен-пропилен-сополимеры с содержанием этилена, равным от 2 до 10 вес.%, предпочтительно от 5 до 8 вес.%, или статические проплен-бутилен-1-сополимеры с содержанием бутилена, равным от 4 до 25 вес.%, предпочтительно от 10 до 20 вес.%, соответственно относительно общего веса сополимеров, или статические этилен-пропилен-бутилен-1-терполимеры с содержанием этилена, равным от 1 до 10 вес.%, предпочтительно от 2 до 6 вес.%, и содержанием бутилена-1, равным от 3 до 20 вес.%, предпочтительно от 8 до 10 вес.%, соответственно относительно общего веса терполимеров, или композиция из этилен-пропилен-бутилен-1-терполимеров и пропилен-бутилен-1-сополимеров с содержанием этилена, равным от 0,1 до 7 вес.%,пропилена, равным от 50 до 90 вес.%,и содержанием бутилена-1, равным от 10 до 40 вес.%, соответственно относительно общего веса композиции полимеров. Описанные выше со- или терполимеры обладают в общем случае скоростью течения расплава, равной от 1,5 до 30 г/10 мин, предпочтительно от 3 до 15 г/10 мин. Точка плавления находится в диапазоне от 120 до 140 С. Описанная выше композиция из со- или терполимеров имеет скорость течения расплава,равную от 5 до 9 г/10 мин, и точку плавления, равную от 120 до 150 С. Все указанные выше скорости течения расплава измеряются при 230 С и усилии, равном 21,6 Н (DIN 53 735). Слои со- или терполимеров образуют предпочтительно покрывающие слои термосваривающихся вариантов осуществления пленки. Общая толщина пленки может варьироваться в широких пределах и ориентируется на запланированную цель применения. Предпочтительные варианты осуществления пленки имеют значения общей толщины, равные от 5 до 250 мкм, при этом предпочтительными являются от 10 до 10 мкм, в частности от 20 до 80 мкм. Основной слой в смысле настоящего изобретения является тем слоем, который составляет более 50% общей толщины пленки. Его толщина получается из разности общей толщины и толщины нанесенных покрывающего и промежуточного слоя/слоев и поэтому может, аналогично общей толщине, варьироваться в широких пределах. Покрывающие слои образуют крайний наружный слой пленки и составляют от 0,5 до 5 мкм, предпочтительно от 1 до 3 мкм. Промежуточный слой составляет от 1 до 20 мкм,предпочтительно от 1 до 10 мкм. Чтобы еще более улучшить определенные свойства предлагаемой изобретением полипропиленовой пленки, как основной слой, так и промежуточный слой/слои и покрывающий слой/слои могут содержать добавки в соответственно эффективном количестве, предпочтительно углеводородную смолу, и/или антистатики, и/или антиблокирующие средства, и/или мягчители, и/или стабилизаторы, и/или нейтрализующие средства, которые совместимы с полимерами сердцевинного слоя и покрывающим слоем/слоями, за исключением, как правило, несовместимых антиблокирующих средств. Пленки изготавливаются собственно известным экструзионным способом. В рамках этого способа расплавы, соответствующие отдельным слоям пленки, экструдируются сквозь плоскощелевую головку. Полученная таким образом пленка с целью упрочнения вытягивается одним или несколькими валком/валками и охлаждается. Температура вытягивающего валка или валков составляет от 10 до 90 С,предпочтительно от 20 до 60 С. Затем пленка подвергается двухосному растягиванию. Двухосное растягивание может выполняться синхронно или последовательно, при этом последовательное двухосное растягивание, при котором растягивание происходит сначала вдоль (в направлении машины), а затем поперек (перпендикулярно направлению машины), является особенно предпочтительным. В продольном направлении растягивание происходит предпочтительно с кратностью от 3:1 до 7:1 и при температуре, равной менее чем 140 С,предпочтительно в диапазоне от 125 до 135 С. В поперечном направлении растягивание происходит предпочтительно с кратностью от 5:1 до 12:1, при температуре, равной более 140 С, предпочтительно при 145-160 С. Продольное растягивание целесообразно выполнять с помощью двух валков, движущих-5 023195 ся с разной скоростью соответственно заданной кратности вытяжки, а поперечное растягивание с помощью соответствующей ширильной рамы. В принципе, растягивание с целью двухосного растягивания может также осуществляться синхронно в продольном-поперечном направлении. Эти способы синхронного растягивания собственно известны из уровня техники. Для термической фиксации (термообработки) пленка затем выдерживается примерно в течение от 0,5 до 10 с при температуре, равной от 110 до 150 С. При необходимости, как упомянуто выше, после двухосного растягивания одна поверхность или обе поверхности пленки может/могут обрабатываться коронированием или пламенем по одному из известных методов. При необходимости после изготовления, но до перфорации, пленка с помощью других обрабатывающих шагов может ламинироваться, снабжаться покрытием, снабжаться покрытием из расплава, лакироваться или кашироваться для придания пленке других предпочтительных свойств. В качестве ламинатов особенно предпочтительны композиты из полипропиленовых пленок и полиэтиленовых пленок. Такого рода композиты могут изготавливаться путем ламинирования отдельных пленок. Другим технически предпочтительным вариантов изготовления ПП/ПЭ ламинатов является экструзионное покрытие из надлежащего полиэтилена на двухосно-ориентированной полипропиленовой пленке. Такого рода экструзионные покрытия собственно известны в уровне техники. Обнаружилось, что ламинаты из ПП/ПЭпленок являются предпочтительными при обработке посредством лазерного луча и меньше подвержены ошибочной перфорации. Предлагаемая изобретением упаковка отличается контролируемыми разрывными свойствами. При необходимости необходимое для инициации надрыва усилие на кромке пленки может быть снижено с помощью засечки, предпочтительно V-образной. Разрастание разрыва упаковки может осуществляться существенно легче и более подконтрольно. Кроме того, она также обладает всеми преимуществами, которыми обладают также обычные пленочные упаковки, такими как высокая механическая прочность,барьерные свойства в отношении воды и кислорода, хорошие свойства внешнего вида. Применение предлагаемой изобретением упаковки особенно предпочтительно для штучного товара, в частности, для уложенных в стопу элементов, таких как, например, печенье, пачки сигарет или спрессованные брикеты пищевых продуктов. Пленка, снабженная предлагаемой изобретением перфорацией, позволяет получить оригинальное решение упаковки для блоков сигарет. Пачки сигарет укладываются в стопу и заворачиваются в пленку,снабженную предлагаемой изобретением перфорацией. Эти блоки сигарет могут затем открываться по месту заданного разрушения путем разламывания по линии перфорации. Изобретение поясняется подробнее на приведенных ниже примерах. Пример 1. Путем коэкструзии и последующей поэтапной ориентации в продольном и поперечном направлении была изготовлена просвечивающаяся трехслойная пленка ABA с симметричной конструкцией, с общей толщиной, равной 20 мкм. Покрывающие слои имели толщину, равную соответственно 0,6 мкм. Основной слой В: приблизительно 90 вес.% гомополимера пропилена с точкой плавления, равной 162 С, и скоростью течения расплава, равной 3,4 г/10 мин; 0,15 вес.% N,N-бис-этокси-алкиламина (антистатик); 0,30 вес.% амида эруковой кислоты. Покрывающие слои А: приблизительно 75 вес.% статического сополимера этилена-пропилена с содержанием С 2, равным 4,5 вес.%; приблизительно 25 вес.% статического терполимера этилена-пропилена-бутилена с содержанием этилена, равным 3 вес.%, и содержанием бутилена, равным 7 вес.% (остаточный пропилен); 0,33 вес.% SiO2 в качестве антиблокирующего средства со средним размером частиц, равным 2 мкм,0,90 вес.% полидиметилсилоксана с вязкостью, равной 30000 мм 2/с. Условия изготовления в отдельных шагах способа были следующие. Экструзия: температуры: основного слоя: 260 С, покрывающих слоев 240 С, температура вытяжного валка: 20 С. Продольное растяжение: температура: 110 С, кратность продольного растяжения: 5,5. Поперечное растяжение: температура: 160 С, кратность поперечного растяжения: 9. Фиксация: температура: 140 С, конвергенция: 20%. Затем пленка была покрыта на одной поверхности термосваривающимся акрилатным покрытием. Затем пленка была разрезана на более узкие заготовки с шириной, равной 350 мм, и намотана. Эти узкие заготовки (рулоны) во втором рабочем шаге направлялись по снабженному иглами валику и при этом снабжались в продольном направлении пленки перфорациями, которые были расположены параллельно на расстоянии, равном 6 мм. Перфорации имели форму пропеллера с длиной В, равной 4 мм. Расстояния между отдельными перфорациями составляли 2 мм. Перфорированная таким образом пленка наматывалась в рулон перфорированной пленки. Перфорированная таким образом пленка затем применялась для обертывания блоков, содержащих 12 пачек сигарет. Пачки располагались так, что кромки пачек находились на высоте линии перфорации. Пачки могли выниматься при разламывании по линии перфорации, без возникновения бесконтрольного распространения трещины в пленке. Сравнительный пример. На описанной в примере 1 пленке таким же валиком с иглами была выполнена однорядная перфорация. Перфорации имели такую же длину и такие же расстояния, что и в примере 1. Пленка применялась таким же образом для обертывания блоков из 12 пачек сигарет. Упаковка не могла открываться путем разламывания. При попытке надорвать пленку по линии перфорации в 3 из 10 попытках происходило бесконтрольное разрастание разрыва рядом с линией перфорации. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Двухосно-ориентированная пленка из полипропилена, снабженная двумя линиями перфорации,которые проходят параллельно друг другу и находятся на расстоянии от 0,5 до 8 мм, причем перфорации двух этих линий расположены со смещением друг относительно друга, отличающаяся тем, что между перфорациями имеются расстояния из неперфорированной пленки, длина которых составляет от 10 до 90% относительно длины перфораций, которые имеют длину от 2 до 4 мм, причем две параллельно проходящие, расположенные со смещением линии перфорации образуют место заданного разрушения пленки, при этом перфорация представляет собой сквозное отверстие в пленке. 2. Полипропиленовая пленка по п.1, отличающаяся тем, что перфорации образованы посредством иглы и имеют круглую или эллиптическую форму или форму пропеллера. 3. Полипропиленовая пленка по п.1, отличающаяся тем, что перфорации образованы посредством ножа и имеют форму ромба или прямоугольника. 4. Полипропиленовая пленка по п.1, отличающаяся тем, что пленка является многослойной и имеет общую толщину от 5 до 250 мкм. 5. Применение перфорированной пленки по любому из пп.1-4 для упаковки штучных товаров, имеющих форму прямоугольного параллелепипеда. 6. Применение по п.5, отличающееся тем, что штучные товары являются пачками сигарет. 7. Блок сигарет, содержащий уложенные в стопу пачки сигарет, которые упакованы в пленку по любому из пп.1-4.
МПК / Метки
МПК: B65D 75/58, B65D 85/10
Метки: элементом, открывания, полипропиленовая, вспомогательным, пленка
Код ссылки
<a href="https://eas.patents.su/10-23195-polipropilenovaya-plenka-s-vspomogatelnym-elementom-dlya-otkryvaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Полипропиленовая пленка с вспомогательным элементом для открывания</a>
Двухосно-ориентированная полипропиленовая пленка и способ ее получения
Номер патента: 16807
Опубликовано: 30.07.2012
Авторы: Штадльбауэр Манфред, Лехмус Петри, Эрнст Эберхард, Якобс Франк, Даниэльс Иво
МПК: C08J 5/18
Метки: двухосно-ориентированная, полипропиленовая, способ, получения, пленка
Формула / Реферат:
1. Двухосно-ориентированная полипропиленовая пленка, которая включает полипропилен, имеющий:a) растворимую в ксилоле фракцию (XS) по меньшей мере 0,5 мас.%;b) индекс деформационного упрочнения (SHI при 1 с-1) от 0,15 до 0,30, измеренный при скорости деформации de/dt 1,00 с-1 при температуре 180°С, где индекс деформационного упрочнения (SHI) определяется наклоном зависимости логарифма с основанием 10 функции роста напряжения при растяжении...
Эластомерная пленка, многослойная эластомерная пленка, ламинат и способы их получения
Номер патента: 21791
Опубликовано: 30.09.2015
Авторы: Маслет Ияд, Отран Жан-Филипп Мари, Канчио Леопольдо В., Блэнд Дэвид Г.
МПК: A61F 13/20, B32B 25/04, A61F 13/15...
Метки: ламинат, пленка, эластомерная, получения, способы, многослойная
Формула / Реферат:
1. Эластомерная пленка, включающая слой, содержащий:(i) по меньшей мере один олефинсодержащий эластомерный полимер и(ii) по меньшей мере один полимер, подвергнутый холодной вытяжке, в количестве от 5 до 25 мас.% от массы слоя эластомерной пленки, выбранный из группы, состоящей из линейного полиэтилена низкой плотности, полиэтилена высокой плотности, гомополимера полипропилена и их смесей,где эластомерная пленка имеет плотность не более 25 г/м2 и...
Выдувная пленка, способ ее получения, применение и изделие
Номер патента: 14159
Опубликовано: 29.10.2010
Авторы: Нидерсзюс Петер, Кирхбергер Манфред, Мюре Оле Ян
МПК: C08L 23/10, C08L 23/14, C08L 23/12...
Метки: выдувная, способ, пленка, получения, изделие, применение
Формула / Реферат:
1. Выдувная пленка, изготовленная из композиции, включающей:а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,отличающаяся тем, что пленка является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10.2. Пленка по п.1, отличающаяся тем, что композиция дополнительно включает:б) гомо- или сополимер этилена (Б).3. Пленка по п.1 или 2, отличающаяся...
Композиция и пленка, содержащая полиолефин, включающий с4-с10 альфа-олефин
Номер патента: 22717
Опубликовано: 29.02.2016
Авторы: Шедениг Тонья, Грайн Кристелль, Глодер Дитрих
МПК: C08J 5/18, C08L 23/08, B32B 27/32...
Метки: с4-с10, включающий, полиолефин, содержащая, альфа-олефин, композиция, пленка
Формула / Реферат:
1. Композиция для изготовления пленки, содержащая:(A) полиэтилен низкой плотности (ПЭНП) в количестве от 15 до 50 мас.% и(B) полимерную смесь в количестве от 50 до 85 мас.%, где полимерная смесь (В) состоит из20-80 мас.% неупорядоченного сополимера пропилена и этилена с содержанием этилена 4 мас.% или менее и80-20 мас.% терполимера пропилена, этилена и С4-10 α-олефина с содержанием этилена не более 2 мас.% и содержанием С4-10...
Полипропиленовая смола, её применение и изделие, включающее смолу
Номер патента: 14272
Опубликовано: 29.10.2010
Авторы: Махль Дорис, Грайн Кристэлле, Бернрайтнер Клаус
МПК: C08L 23/10, C08L 23/16
Метки: включающее, полипропиленовая, смолу, применение, изделие, смола
Формула / Реферат:
1. Полипропиленовая смола, включающая:A) по меньшей мере 40 мас.% и менее чем 70 мас.% пропиленового полимера А, имеющего скорость течения расплава (СТР2) 0,01-100 г/10 мин;Б) более 20 мас.% и не более 35 мас.% этилен-пропиленового сополимера Б, содержащего по крайней мере 40 мас.% пропилена и имеющего характеристическую вязкость 1-3,5 дл/г; иB) по меньшей мере 2 мас.% и менее чем 20 мас.% этиленового полимера В с плотностью 905-930 кг/м3 и...
Предыдущий патент: Варианты глюкоамилазы
Следующий патент: Низколегированная сталь с повышенным пределом текучести и высокой устойчивостью к образованию трещин под действием нагрузки, вызываемой сульфидами
Случайный патент: Микроэлементная добавка в кормовые смеси для животных и птицы в биодоступной форме