Выдувная пленка, способ ее получения, применение и изделие
Номер патента: 14159
Опубликовано: 29.10.2010
Авторы: Нидерсзюс Петер, Кирхбергер Манфред, Мюре Оле Ян

Формула / Реферат
1. Выдувная пленка, изготовленная из композиции, включающей:
а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,
отличающаяся тем, что пленка является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10.
2. Пленка по п.1, отличающаяся тем, что композиция дополнительно включает:
б) гомо- или сополимер этилена (Б).
3. Пленка по п.1 или 2, отличающаяся тем, что она является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,2 до 1:4.
4. Пленка по любому из пп.1-3, отличающаяся тем, что композиция включает от 50 до 90 мас.% гетерофазного сополимера пропилена (А).
5. Пленка по любому из пп.2-4, отличающаяся тем, что композиция включает от 10 до 50 мас.% гомо- или сополимера этилена (Б).
6. Пленка по любому из пп.1-5, отличающаяся тем, что пропиленовый полимер матрицы гетерофазного сополимера пропилена (А) представляет собой гомополимер.
7. Пленка по любому из пп.1-5, отличающаяся тем, что пропиленовый полимер матрицы гетерофазного сополимера пропилена (А) представляет собой сополимер пропилена, включающий этилен в качестве сомономера.
8. Пленка по п.7, отличающаяся тем, что пропиленовый полимер матрицы имеет содержание сомономера этилена от 0,1 до 10 мас.%.
9. Пленка по любому из пп.1-8, отличающаяся тем, что содержание этилен-пропиленового каучука в гетерофазном сополимере пропилена (А) составляет 35 мас.% или менее от общей массы полимера (А).
10. Пленка по любому из пп.1-9, отличающаяся тем, что этилен-пропиленовый каучук гетерофазного сополимера пропилена (А) имеет содержание пропилена от 40 до 80 мас.% от общей массы этилен-пропиленового каучука.
11. Пленка по любому из пп.1-10, отличающаяся тем, что основной гетерофазный сополимер пропилена (А) имеет скорость течения расплава СТР (230°С/2,16 кг) от 0,1 до 15 г/10 мин.
12. Пленка по любому из пп.2-11, отличающаяся тем, что гомо- или сополимер этилена (Б) представляет собой линейный сополимер этилена или гомо- или сополимер этилена низкой плотности.
13. Пленка по п.12, отличающаяся тем, что сомономер линейного сополимера этилена представляет собой С4-C8 альфа-олефин.
14. Пленка по любому из пп.2-13, отличающаяся тем, что гомо- или сополимер этилена (Б) имеет плотность от 0,900 до 0,950 г/см3.
15. Пленка по любому из пп.2-14, отличающаяся тем, что гомо- или сополимер этилена (Б) имеет скорость течения расплава СТР (190°С/2,16 кг) от 0,1 до 10 г/10 мин.
16. Пленка по любому из пп.1-15, отличающаяся тем, что она имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 100% перед стерилизацией.
17. Пленка по любому из пп.1-16, отличающаяся тем, что после ориентирования ее стерилизуют.
18. Пленка по любому из пп.1-17, отличающаяся тем, что после стерилизации она имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 20%.
19. Способ получения моноаксиально ориентированной полипропиленовой выдувной пленки, отличающийся тем, что композицию, включающую:
а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,
формуют в виде пленки путем выдувания, затем эту пленку моноаксиально ориентируют в направлении экструзии со степенью растяжения от 1:1,1 до 1:10.
20. Способ по п.19, отличающийся тем, что после ориентирования пленку стерилизуют.
21. Изделие, включающее пленку по любому из пп.1-18.
22. Изделие по п.21, которое представляет собой устойчивый пакет или липкую ленту.
23. Применение композиции, содержащей:
а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук для производства выдувной пленки, которая является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10.
24. Применение пленки по любому из пп.1-18 для производства изделия.
Текст
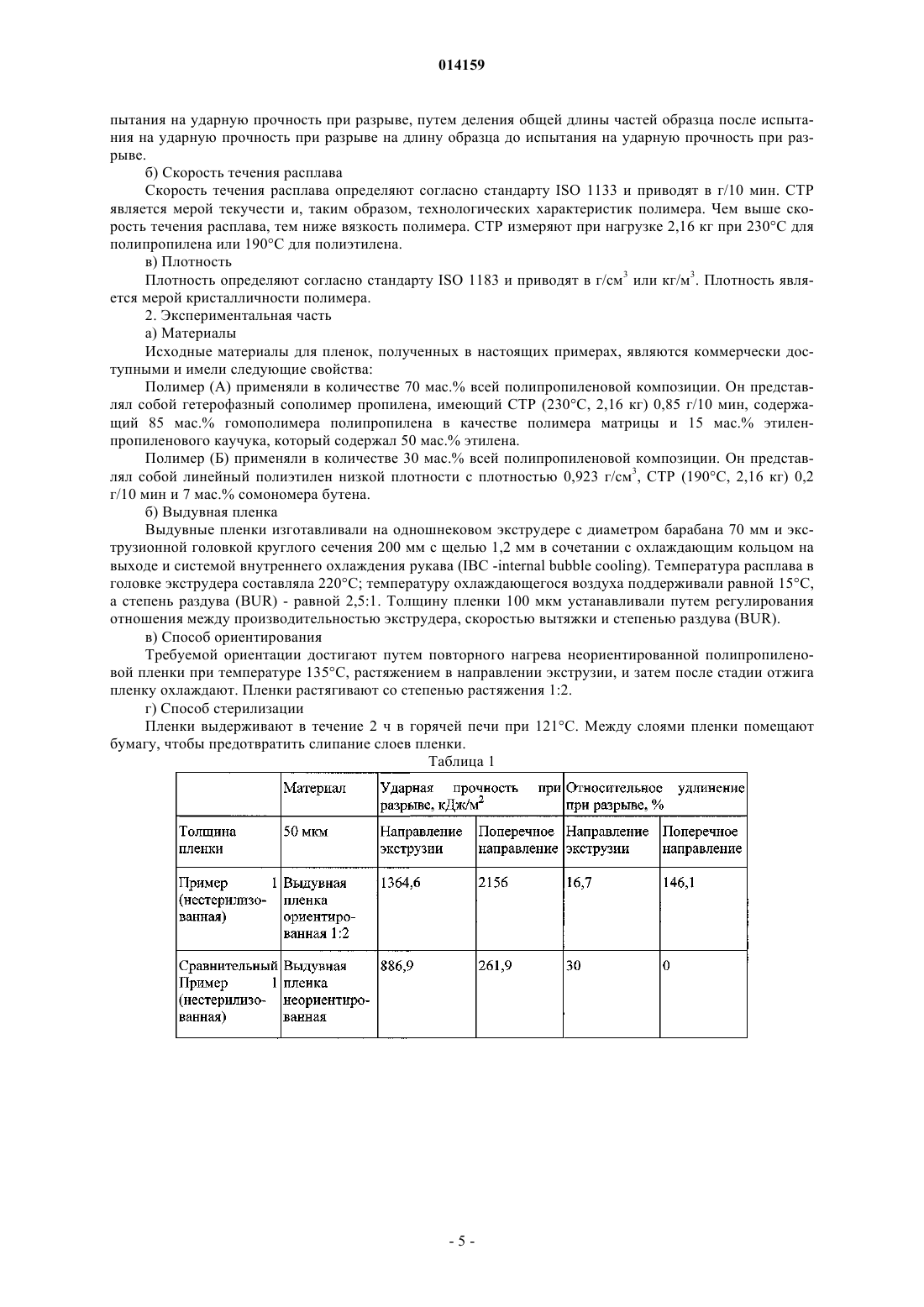
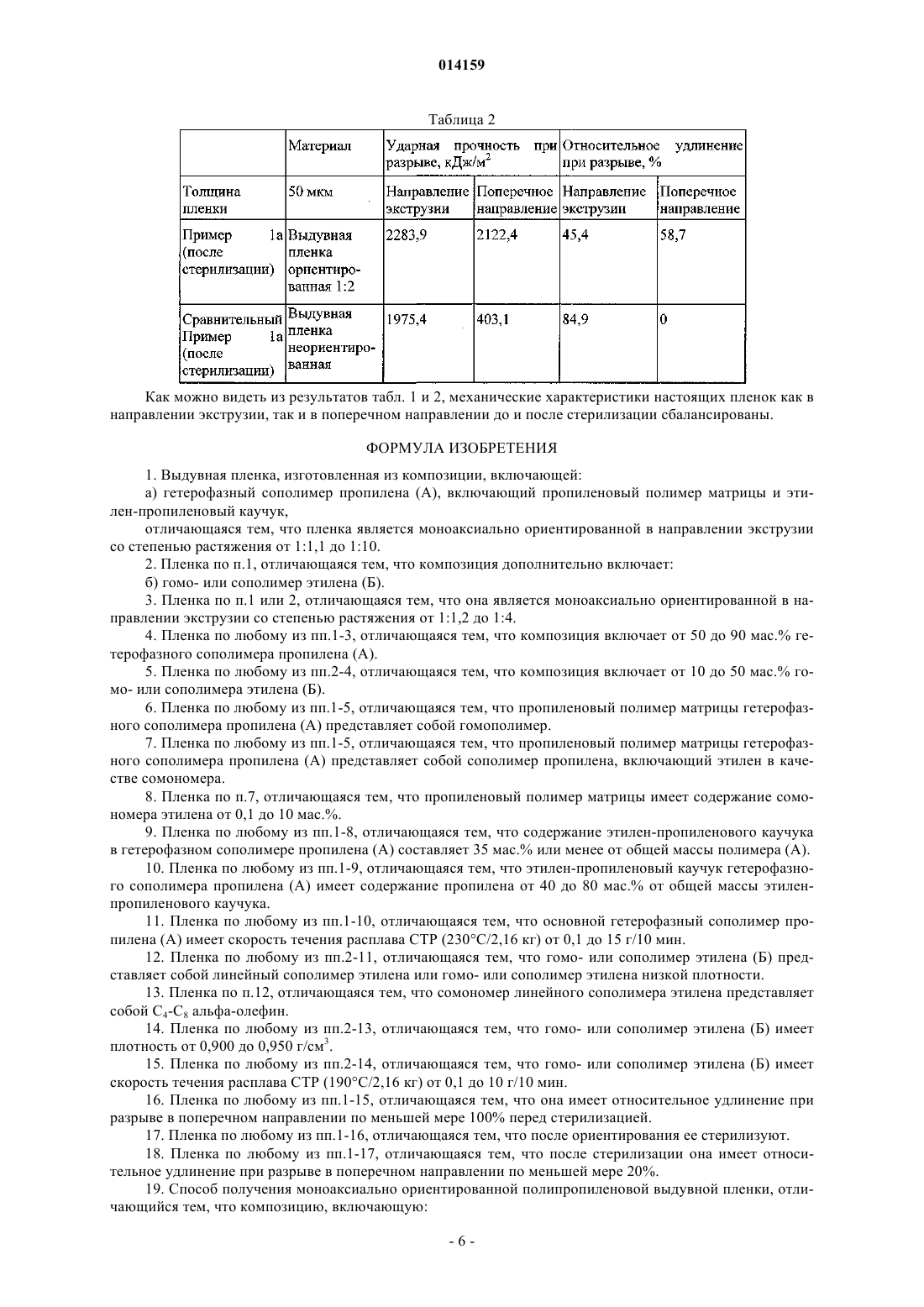
(71)(73) Заявитель и патентовладелец: БОРЕАЛИС ТЕКНОЛОДЖИ ОЙ (FI)(AT), Мюре Оле Ян (NO) Представитель: Настоящее изобретение имеет отношение к выдувной пленке, изготовленной из композиции,включающей гетерофазный сополимер пропилена, включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук (А), отличающейся тем, что пленка является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10, к способу изготовления такой пленки, к применению указанной композиции для изготовления такой пленки и к изделию, включающему такую пленку. 014159 Настоящее изобретение относится к ориентированной выдувной полипропиленовой пленке, включающей гетерофазный сополимер полипропилена, с улучшенным балансом механических свойств. Кроме того, настоящее изобретение относится к изготовлению и применению указанной пленки. Благодаря химической устойчивости и термостойкости, а также механической прочности полипропилена отлитые из раствора и выдувные полипропиленовые пленки используют для различных применений, особенно в медицине и для упаковки пищи, например в стерилизуемых устойчивых пакетах. Однако высокие температуры, применяемые при стерилизации пленок, могут оказывать отрицательное воздействие на хорошие механические свойства полипропилена. Изготовление полипропиленовых пленок часто осуществляют способом литья. При этом способе охлаждение расплава производят при помощи холодного вала, что позволяет получать полипропиленовые пленки с хорошими оптическими и механическими свойствами. Также для производства полипропиленовой пленки применяют способы выдувания пленки, в которых для охлаждения расплава применяют воздушное охлаждение. Независимо от технологии способа, ориентация молекулярных цепей полипропилена в направлении экструзии приводит к снижению механической прочности пленок, в особенности, в поперечном направлении изготавливаемой пленки. Кроме того, в медицине или пищевых отраслях полипропиленовые пленки можно стерилизовать при высокой температуре паром или высокоэнергетическим излучением, в частности, гамма- и бетаизлучением. Однако обычный полипропилен, подвергнутый этому виду обработки, склонен размягчаться и деформироваться или становиться желтым и/или ломким. Согласно публикации WO 01/53079, прочность выдувной пленки может быть улучшена при использовании пленки с многослойной структурой, включающей слой смешанного полипропилена и слой полиэтиленового уплотняющего материала. В публикации WO 01/53078 раскрывается многослойная пленка с одним слоем, который включает комбинированный пропиленовый полимер, и дополнительным слоем, который включает реакторную смесь, по существу, линейного полиэтилена (или гомогенно разветвленного линейного полиэтилена) и линейного полиэтилена низкой плотности, с получением выдувной пленки, имеющей улучшенные механические характеристики. В публикации ЕР 0847420 раскрывается смесь полипропилена и полиэтилена, которая в определенной степени устойчива к излучению и может применяться в медицине и для упаковки продуктов питания. Однако, хотя обычные неориентированные пленки из смолы на основе полипропилена, как описано в вышеупомянутых документах, имеют превосходную устойчивость к действию высокой температуры,ударопрочность этих пленок при низкой температуре мала. Кроме того, известно, что если полипропиленовую пленку растягивают в одном направлении,прочность при разрыве в этом направлении обычно увеличивается, в то время как сопротивление распространению надрыва в направлении растяжения уменьшается. Кроме того, сопротивление распространению надрыва под прямым углом к направлению растяжения обычно увеличивается. Следовательно, ориентирование пленки только в одном направлении обычно приводит к дисбалансу механических характеристик в ориентированном и неориентированном направлениях. В данной области также известна биаксиальное ориентирование полипропиленовой пленки, известной как БОПП (биаксиально ориентированная полипропиленовая) пленка. Например, публикация WO 03/033575 относится к такой БОПП пленке и нацелена на достижение хороших механических характеристик. Однако вследствие предварительной ориентации полипропиленовых цепей, которая имеет место при производстве пленки, биаксиально ориентированные полипропиленовые пленки также проявляют дисбаланс механических характеристик в направлении экструзии и в поперечном направлении. Учитывая вышеупомянутые недостатки, главной задачей настоящего изобретения является создание пленки, имеющей оптимальный баланс между механическими свойствами в направлении экструзии и в поперечном направлении. Еще одной задачей изобретения является то, чтобы пленка проявляла высокую степень механической прочности и жесткости в обоих направлениях. Далее, еще одной задачей изобретения является то, чтобы высокая степень механической прочности и жесткости в обоих направлениях сохранялась после стерилизации. Настоящее изобретение основано на открытии, что вышеупомянутая цель может быть достигнута,если полипропиленовую выдувную пленку ориентируют только в направлении экструзии, то есть моноаксиально в направлении экструзии, применяя определенную степень растяжения, обычно от 1:1,1 до 1:10. Таким образом, в настоящем изобретении предложена выдувная пленка, изготовленная из композиции, включающей: а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,отличающаяся тем, что пленка является моноаксиально ориентированной в направлении экструзии-1 014159 со степенью растяжения от 1:1,1 до 1:10. Как показано ниже, полученные пленки проявляют улучшенные механические характеристики как в направлении экструзии, так и в поперечном направлении, в особенности, по сравнению с неориентированными пленками. В частности, что удивительно, пленка проявляет улучшенные механические свойства также и в направлении, перпендикулярном направлению ориентации, а именно, в поперечном направлении, что приводит к получению пленки с более сбалансированными механическими характеристиками в обоих направлениях. Кроме того, высокий уровень механической прочности и жесткости пленки в направлении экструзии и в поперечном направлении сохраняется также после процесса стерилизации. Более того, неожиданно оказалось, что пленка по настоящему изобретению, хотя и обладает увеличенной механической прочностью и жесткостью, может быть разорвана вручную в поперечном направлении. Поэтому пленку по настоящему изобретению можно использовать в практических применениях в качестве липкой ленты. В предпочтительном воплощении композиция, из которой изготовлена пленка, также включает: б) гомо- или сополимер этилена (Б). Выдувную пленку производят предпочтительно на одношнековом экструдере с предпочтительной степенью раздува (BUR - blow-up ratio) 2,5: 1. Выдувная пленка предпочтительно имеет толщину от 30 до 500 мкм, более предпочтительно от 70 до 150 мкм, еще более предпочтительно от 100 до 180 мкм. Толщина пленки может быть установлена путем регулирования производительности экструдера, скорости оттяжки и степени раздува (BUR). В общем, ориентирование пленки может быть выполнено путем повторного нагрева неориентированной полипропиленовой пленки до температуры, при которой кристаллы частично плавятся, обычно от 120 до 160 С, растяжения в желаемую форму, затем охлаждения ее при растяжении с повторным образованием кристаллов, которые фиксируют ориентацию на месте. Ориентация пленки в направлении экструзии может быть достигнута в автономном режиме или на экструзионной линии. Степень растяжения для данной пленки составляет от 1:1,1 до 1:10, предпочтительно от 1:1,2 до 1:4 и еще более предпочтительно от 1: 1,4 до 1:3,5. Пленка по настоящему изобретению предпочтительно включает от 50 до 90 мас.%, более предпочтительно от 60 до 80 мас.% гетерофазного сополимера пропилена (А) относительно всей композиции. Кроме того, количество гомо- или сополимера этилена (Б) предпочтительно составляет от 50 до 10 мас.%, более предпочтительно от 40 до 20 мас.% относительно всей композиции. Гетерофазный сополимер пропилена (А) по настоящему изобретению включает гомо- или сополимер полипропилена в качестве полимера матрицы и включения этилен-пропиленового каучука. Гетерофазный сополимер пропилена могут получать способом многостадийной полимеризации пропилена и этилена и, возможно, альфа-олефина, например, путем полимеризации в массе, газофазной полимеризации, суспензионной полимеризации, полимеризации в растворе или их комбинации с использованием обычных катализаторов. Гетерофазный сополимер может быть получен в петлевых реакторах или в комбинации петлевого и газофазного реактора. Такие способы хорошо известны специалисту в данной области. Предпочтительным способом является комбинация суспензионного петлевого реактора(ов) для полимеризации в массе и газофазного реактора(ов). Сначала получают матрицу из гомо- или сополимера пропилена в петлевом реакторе(ах) или в комбинации петлевого и газофазного реактора. Полимер, полученный таким образом, переносят в другой реактор, а дисперсную фазу, этиленпропиленовый каучук, получают сополимеризацией смеси этилена и пропилена с помощью той же самой каталитической системы, таким образом, получая гетерофазную систему, состоящую из полукристаллической матрицы с почти аморфным каучуковым компонентом, диспергированным в ней. Предпочтительно эту стадию полимеризации осуществляют путем газофазной полимеризации. Подходящим катализатором для полимеризации гетерофазного сополимера является любой стереоспецифичный катализатор для полимеризации пропилена, который пригоден для полимеризации и сополимеризации пропилена и сомономеров при температуре от 40 до 110 С и давлении от 10 до 100 бар. Подходящими катализаторами являются катализаторы Циглера-Натта, а также металлоценовые катализаторы. Альтернативно получению гетерофазного сополимера последовательным многоступенчатым способом как описано выше, его можно получать путем полимеризации полимера матрицы и этиленпропиленового каучука на отдельных стадиях и смешения расплавов этих двух полимеров."Каучук" и "эластомерный сополимер" в данном контексте используются как синонимы. Этилен-пропиленовый эластомерный сополимер можно получать с помощью известных способов полимеризации, например, полимеризации в растворе, суспензионной и газофазной полимеризации с использованием обычных катализаторов. Подходящими катализаторами являются катализаторы Циглера-Натта, а также металлоценовые катализаторы. Широко применяемым способом является полимеризация в растворе. Этилен, пропилен и каталитические системы полимеризируют в избытке углеводородного растворителя. Если применяют стабили-2 014159 заторы и масла, их добавляют непосредственно после полимеризации. Растворитель и непрореагировавшие мономеры затем испаряют с помощью горячей воды или пара, или путем механического удаления летучих компонентов. Полимер, который представлен в виде крошки, высушивают путем обезвоживания на ситах, в механических прессах или сушильных печах. Крошку формуют в упакованные кипы или экструдируют в виде гранул. Способ суспензионной полимеризации является модификацией полимеризации в массе. Мономеры и каталитическую систему вводят путем инжекции в реактор, заполненный пропиленом. Немедленно происходит полимеризация с образованием крошки полимера, которая нерастворима в пропилене. В завершение способа и полимеризации проводят отгонку пропилена и сомономера. Технология газофазной полимеризации заключается в использовании одного или более вертикального псевдоожиженного слоя. Мономеры и азот в виде газа вместе с катализатором подают в реактор, а твердый продукт периодически удаляют. Теплоту реакции отводят с помощью циркулирующего газа,который также служит для псевдоожижения слоя полимера. Растворители не применяют, что позволяет устранить необходимость в отгонке растворителя, мытье и сушке. Производство этилен-пропиленовых эластомерных сополимеров также описано подробно, например, в публикациях US 3300459, US 5919877, ЕР 0060090 А 1 и в публикации компании EniChem"DUTRAL, Ethylene-Propylene Elastomers", стр. 1-4 (1991). Альтернативно, можно применять эластомерные этилен-пропиленовые сополимеры, которые являются коммерчески доступными и которые соответствуют указанным требованиям. Затем получают гетерофазный сополимер путем смешивания полимера матрицы в виде порошка или гранул и эластомерного сополимера в устройстве для перемешивания расплавов. Если в качестве полимера матрицы для гетерофазного сополимера применяют статистический сополимер полипропилена, сомономеры предпочтительно представляют собой линейные альфа-олефины или разветвленные альфа-олефины, например, этилен, бутен, гексен и т.д. В настоящем изобретении наиболее предпочтительным является этилен. Содержание сомономера предпочтительно составляет 10 мас.% или менее. Согласно одному из аспектов в пленке по изобретению пропиленовый полимер матрицы имеет содержание сомономера этилена от 0,1 до 10 мас.%. Более предпочтительно содержание сомономера составляет от 4 до 8 мас.%, от общего количества статистического сополимера полипропилена. Однако предпочтительно полимер матрицы представляет собой гомополимер полипропилена. Кроме того, гетерофазный сополимер содержит этилен-пропиленовый каучук предпочтительно в количестве, равном или менее 35 мас.%, более предпочтительно от 10 до 20 мас.%, от общей массы полимера (А). Этилен-пропиленовый каучук предпочтительно имеет содержание пропилена от 40 до 80 мас.%,более предпочтительно от 45 до 60 мас.% от общего количества этилен-пропиленового каучука. Этилен-пропиленовый каучук кроме звеньев мономера этилена и пропилена может содержать дополнительные звенья альфа-олефинового мономера. Однако предпочтительно, чтобы этиленпропиленовый каучук состоял из этиленовых и пропиленовых мономерных звеньев. Гетерофазный сополимер пропилена (А) предпочтительно имеет скорость течения расплава(230 С/2,16 кг) (СТР 2) от 0,1 до 15 г/10 мин, более предпочтительно от 0,5 до 10 г/10 мин. Гомо или сополимер этилена (Б) композиции по настоящему изобретению предпочтительно представляет собой линейный сополимер полиэтилена или гомо- или сополимер полиэтилена низкой плотности. Линейный сополимер полиэтилена может быть получен любым известным способом путем полимеризации с катализатором на подложке. Катализатор полимеризации включает координационные соединения переходных металлов, например, катализаторы Циглера-Натта (ЦН), металлоценовые, неметаллоценовые, хромовые катализаторы и т.д. Катализатор может быть нанесенным, например, на обычные носители, включая кварц, А 1-содержащие носители и носители на основе двухлористого магния. Сомономеры линейного сополимера полиэтилена предпочтительно представляют собой С 2-С 20 альфа-олефины, более предпочтительно С 4- С 8 альфа-олефины. В качестве альфа-олефинов могут применять 1-бутен, 1-пентен, 1-гексен, 1-октен, 4-метил-1-пентен, 3-метил-1-пентен и т.п. Линейный сополимер полиэтилена предпочтительно имеет плотность от 0,900 до 0,950 г/см 3, предпочтительно от 0,910 до 0,930 г/см 3. Если в качестве сополимера этилена (Б) применяют сополимер низкой плотности, в качестве сомономера могут применять н-бутилакрилат, метилакрилат или винилацетат. Содержание сомономера предпочтительно составляет от 0,1 до 40 мас.%, более предпочтительно от 3 до 10 мас.%. Полиэтилен низкой плотности получают обычным способом полимеризации при высоком давлении. Полиэтилен низкой плотности отличается своей структурой с сильно разветвленной цепью. Полиэтилен низкой плотности предпочтительно имеет плотность от 0,900 до 0,950 г/см 3, более предпочтительно от 0,910 до 0,930 г/см 3. СТР (скорость течения расплава) (190 С, 2,16 кг) гомо- или сополимера (Б) этилена предпочтительно составляет от 0,1 до 10 г/10 мин, более предпочтительно от 0,5 до 8 г/10 мин.-3 014159 Возможно, могут добавлять к композиции до, в течение или после стадии смешения любым способом, известным в данной области, добавки, традиционно применяемые в пленочных материалах на основе полиолефинов, например антиоксиданты, нейтрализаторы, неорганические наполнители, антиадгезивы, нуклеирующие вещества, лубриканты или антистатики. Как правило, количество таких обычных добавок составляет 10 мас.% или менее относительно всей полимерной композиции, применяемой для производства пленки. Пленка по изобретению предпочтительно имеет ударную вязкость в направлении экструзии по меньшей мере 1300 кДж/м 2, более предпочтительно по меньшей мере 1350 кДж/м 2. Как правило, пленка имеет ударную вязкость в направлении экструзии по меньшей мере 3500 кДж/м 2. Кроме того, пленка предпочтительно имеет ударную вязкость в поперечном направлении по меньшей мере 250 кДж/м 2, предпочтительно по меньшей мере 500 кДж/м 2 и более предпочтительно по меньшей мере 2000 кДж/м 2. Как правило, пленка имеет ударную вязкость в поперечном направлении по меньшей мере 4000 кДж/м 2. Если полипропиленовую пленку применяют в медицине, пленку или изделие можно стерилизовать одним из трех обычных способов: в автоклаве, с помощью этиленоксида, или лучевой обработкой. Часто предпочтительной методикой является лучевая стерилизация, при которой пленку бомбардируют, например, излучением с высокой энергией, например, гамма-лучами или электронным пучком, или пероксидными радикалами, производимыми под действием низкоэнергетического излучения, например, УФ освещения. Процесс стерилизации приводит к ухудшению механических характеристик пленки. Если пленку по изобретению подвергают стерилизации, предпочтительно, чтобы пленку стерилизовали нагретым воздухом или горячим паром. Нестерилизованная пленка по настоящему изобретению предпочтительно имеет относительное удлинение при разрыве в направлении экструзии по меньшей мере 10%, более предпочтительно по меньшей мере 15%. Кроме того, нестерилизованная пленка предпочтительно имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 100%, более предпочтительно по меньшей мере 140%. Высокие значения механической прочности и жесткости в направлении экструзии и в поперечном направлении, в особенности хороший баланс между этими свойствами в направлении экструзии и в поперечном направлении, могут также сохраняться в высокой степени после стерилизации, в то время как в неориентированной поливной или выдувной пленке анизотропное поведение после стерилизации еще ухудшается. Соответственно, после стерилизации пленка по настоящему изобретению предпочтительно имеет относительное удлинение при разрыве в направлении экструзии по меньшей мере 10%, предпочтительно по меньшей мере 40%. Кроме того, после стерилизации пленка по настоящему изобретению предпочтительно имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 20%, предпочтительно по меньшей мере 50%. Настоящее изобретение также относится к способу получения моноаксиально ориентированной полипропиленовой выдувной пленки, отличающемуся тем, что композицию, включающую гетерофазный сополимер пропилена, включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук (А) формируют в виде пленки способом выдувания, где пленку затем ориентируют моноаксиально в направлении экструзии со степенью растяжения от 1:1,1 до 1:10. Если пленку по настоящему изобретению применяют в медицине, пленку после ориентирования можно стерилизовать предпочтительно путем стерилизации с использованием горячего пара. В следующих примерах пленки по настоящему изобретению стерилизовали горячим воздухом. Согласно одному из аспектов изобретение относится к применению композиции, содержащей гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этиленпропиленовый каучук, для производства выдувной пленки, которая является моноаксиально ориентированной в направлении экструзии при относительном удлинении от 1:1,1 до 1:10. Кроме того, пленка по настоящему изобретению применима для различных изделий. Изделия, которые производят из указанной пленки, могут представлять собой устойчивый пакет или липкую ленту и т.п. Примеры 1. Способы измерения а) Ударная прочность при разрыве/относительное удлинение Ударную прочность при разрыве измеряют в испытании на ударную прочность при разрыве согласно стандарту EN ISO 8256:1996 на выдувных пленках толщиной 50 мкм. Размеры образцов для испытаний были: 80 мм 10 мм. Для каждого значения ударной прочности при разрыве в табл. 1 и 2 рассчитывали среднее значение для 10 измерений. Относительное удлинение при разрыве измеряли вручную на разрушенных экземплярах после ис-4 014159 пытания на ударную прочность при разрыве, путем деления общей длины частей образца после испытания на ударную прочность при разрыве на длину образца до испытания на ударную прочность при разрыве. б) Скорость течения расплава Скорость течения расплава определяют согласно стандарту ISO 1133 и приводят в г/10 мин. СТР является мерой текучести и, таким образом, технологических характеристик полимера. Чем выше скорость течения расплава, тем ниже вязкость полимера. СТР измеряют при нагрузке 2,16 кг при 230 С для полипропилена или 190 С для полиэтилена. в) Плотность Плотность определяют согласно стандарту ISO 1183 и приводят в г/см 3 или кг/м 3. Плотность является мерой кристалличности полимера. 2. Экспериментальная часть а) Материалы Исходные материалы для пленок, полученных в настоящих примерах, являются коммерчески доступными и имели следующие свойства: Полимер (А) применяли в количестве 70 мас.% всей полипропиленовой композиции. Он представлял собой гетерофазный сополимер пропилена, имеющий СТР (230 С, 2,16 кг) 0,85 г/10 мин, содержащий 85 мас.% гомополимера полипропилена в качестве полимера матрицы и 15 мас.% этиленпропиленового каучука, который содержал 50 мас.% этилена. Полимер (Б) применяли в количестве 30 мас.% всей полипропиленовой композиции. Он представлял собой линейный полиэтилен низкой плотности с плотностью 0,923 г/см 3, СТР (190 С, 2,16 кг) 0,2 г/10 мин и 7 мас.% сомономера бутена. б) Выдувная пленка Выдувные пленки изготавливали на одношнековом экструдере с диаметром барабана 70 мм и экструзионной головкой круглого сечения 200 мм с щелью 1,2 мм в сочетании с охлаждающим кольцом на выходе и системой внутреннего охлаждения рукава (IBC -internal bubble cooling). Температура расплава в головке экструдера составляла 220 С; температуру охлаждающегося воздуха поддерживали равной 15 С,а степень раздува (BUR) - равной 2,5:1. Толщину пленки 100 мкм устанавливали путем регулирования отношения между производительностью экструдера, скоростью вытяжки и степенью раздува (BUR). в) Способ ориентирования Требуемой ориентации достигают путем повторного нагрева неориентированной полипропиленовой пленки при температуре 135 С, растяжением в направлении экструзии, и затем после стадии отжига пленку охлаждают. Пленки растягивают со степенью растяжения 1:2. г) Способ стерилизации Пленки выдерживают в течение 2 ч в горячей печи при 121 С. Между слоями пленки помещают бумагу, чтобы предотвратить слипание слоев пленки. Таблица 1 Как можно видеть из результатов табл. 1 и 2, механические характеристики настоящих пленок как в направлении экструзии, так и в поперечном направлении до и после стерилизации сбалансированы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Выдувная пленка, изготовленная из композиции, включающей: а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,отличающаяся тем, что пленка является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10. 2. Пленка по п.1, отличающаяся тем, что композиция дополнительно включает: б) гомо- или сополимер этилена (Б). 3. Пленка по п.1 или 2, отличающаяся тем, что она является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,2 до 1:4. 4. Пленка по любому из пп.1-3, отличающаяся тем, что композиция включает от 50 до 90 мас.% гетерофазного сополимера пропилена (А). 5. Пленка по любому из пп.2-4, отличающаяся тем, что композиция включает от 10 до 50 мас.% гомо- или сополимера этилена (Б). 6. Пленка по любому из пп.1-5, отличающаяся тем, что пропиленовый полимер матрицы гетерофазного сополимера пропилена (А) представляет собой гомополимер. 7. Пленка по любому из пп.1-5, отличающаяся тем, что пропиленовый полимер матрицы гетерофазного сополимера пропилена (А) представляет собой сополимер пропилена, включающий этилен в качестве сомономера. 8. Пленка по п.7, отличающаяся тем, что пропиленовый полимер матрицы имеет содержание сомономера этилена от 0,1 до 10 мас.%. 9. Пленка по любому из пп.1-8, отличающаяся тем, что содержание этилен-пропиленового каучука в гетерофазном сополимере пропилена (А) составляет 35 мас.% или менее от общей массы полимера (А). 10. Пленка по любому из пп.1-9, отличающаяся тем, что этилен-пропиленовый каучук гетерофазного сополимера пропилена (А) имеет содержание пропилена от 40 до 80 мас.% от общей массы этиленпропиленового каучука. 11. Пленка по любому из пп.1-10, отличающаяся тем, что основной гетерофазный сополимер пропилена (А) имеет скорость течения расплава СТР (230 С/2,16 кг) от 0,1 до 15 г/10 мин. 12. Пленка по любому из пп.2-11, отличающаяся тем, что гомо- или сополимер этилена (Б) представляет собой линейный сополимер этилена или гомо- или сополимер этилена низкой плотности. 13. Пленка по п.12, отличающаяся тем, что сомономер линейного сополимера этилена представляет собой С 4-C8 альфа-олефин. 14. Пленка по любому из пп.2-13, отличающаяся тем, что гомо- или сополимер этилена (Б) имеет плотность от 0,900 до 0,950 г/см 3. 15. Пленка по любому из пп.2-14, отличающаяся тем, что гомо- или сополимер этилена (Б) имеет скорость течения расплава СТР (190 С/2,16 кг) от 0,1 до 10 г/10 мин. 16. Пленка по любому из пп.1-15, отличающаяся тем, что она имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 100% перед стерилизацией. 17. Пленка по любому из пп.1-16, отличающаяся тем, что после ориентирования ее стерилизуют. 18. Пленка по любому из пп.1-17, отличающаяся тем, что после стерилизации она имеет относительное удлинение при разрыве в поперечном направлении по меньшей мере 20%. 19. Способ получения моноаксиально ориентированной полипропиленовой выдувной пленки, отличающийся тем, что композицию, включающую:-6 014159 а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук,формуют в виде пленки путем выдувания, затем эту пленку моноаксиально ориентируют в направлении экструзии со степенью растяжения от 1:1,1 до 1:10. 20. Способ по п.19, отличающийся тем, что после ориентирования пленку стерилизуют. 21. Изделие, включающее пленку по любому из пп.1-18. 22. Изделие по п.21, которое представляет собой устойчивый пакет или липкую ленту. 23. Применение композиции, содержащей: а) гетерофазный сополимер пропилена (А), включающий пропиленовый полимер матрицы и этилен-пропиленовый каучук для производства выдувной пленки, которая является моноаксиально ориентированной в направлении экструзии со степенью растяжения от 1:1,1 до 1:10. 24. Применение пленки по любому из пп.1-18 для производства изделия.
МПК / Метки
МПК: C08L 23/10, C08L 23/12, C08L 23/14, C08L 23/16
Метки: применение, способ, изделие, пленка, получения, выдувная
Код ссылки
<a href="https://eas.patents.su/8-14159-vyduvnaya-plenka-sposob-ee-polucheniya-primenenie-i-izdelie.html" rel="bookmark" title="База патентов Евразийского Союза">Выдувная пленка, способ ее получения, применение и изделие</a>
Изоляционное изделие, в особенности термоизоляционное изделие, способ его получения и применение
Номер патента: 5522
Опубликовано: 28.04.2005
Авторы: Маюкс Брюно, Эспиар Филипп
МПК: C03C 25/34
Метки: изделие, способ, термоизоляционное, применение, получения, изоляционное, особенности
Формула / Реферат:
1. Изоляционное изделие на основе минеральной ваты, склеенной связующим составом на основе фенолформальдегидной смолы, отличающееся тем, что связующее содержит от 60 до 90 мас.ч. фенолформальдегидного резола с содержанием свободного формальдегида меньшим или равным 25% от массы сухой смолы и с содержанием свободного фенола меньшим или равным 2,5% от массы сухой смолы, полученной конденсацией фенола (P) и формальдегида (F) в основной среде при...
Способ получения пэт-пленок и пленка, получаемая этим способом
Номер патента: 10657
Опубликовано: 30.10.2008
Автор: Эрхардт Вернер
МПК: C08J 5/18
Метки: получения, пэт-пленок, этим, получаемая, пленка, способ, способом
Формула / Реферат:
1. Способ получения ПЭТ-пленок, в котором расплав полиэтилентерефталата переносят на валок и полученную пленку вытягивают в продольном направлении, причем перерабатываемый расплав содержит гомополимер или сополимер полиэтилентерефталата, где сополимер выбран из группы полиэтилентерефталатов, которые, не считая повторяющихся звеньев полиэтилентерефталата, содержат также до 15 мол.%, от всех повторяющихся звеньев полиэтилентерефталата,...
Полиэтиленовая композиция (варианты), ее применение, способ ее получения и изделие, содержащее композицию
Номер патента: 11511
Опубликовано: 28.04.2009
Авторы: Ван Марион Ремко, Ван Праэт Эрик, Бэкман Матс, Густафссон Билль
МПК: C08L 23/04, C08F 2/00, C08F 10/02...
Метки: способ, полиэтиленовая, применение, получения, композиция, композицию, варианты, содержащее, изделие
Формула / Реферат:
1. Полиэтиленовая композиция, содержащая основную смолу, включающую три этиленовые гомо- или сополимерные фракции (А), (Б) и (В) с различной средневзвешенной молекулярной массой Mw, где а) фракция (А) имеет показатель СТР21, равный или меньше чем 20 г/10 мин, б) фракция (Б) имеет меньшую средневзвешенную молекулярную массу, чем фракция (В), в) фракция (В) имеет меньшую средневзвешенную молекулярную массу, чем фракция (А), г) композиция обладает...
Полиэтиленовая композиция для колпачков и крышек, изготавливаемых литьём под давлением (варианты), способ ее получения, изделие, включающее композицию, способ получения изделия и его применение
Номер патента: 11690
Опубликовано: 28.04.2009
Авторы: Норд -Вархёуг Катрин, Эгген Свейн Столь, Фелль Ханс Йорг
МПК: C08F 10/02, C08L 23/06, C08L 23/04...
Метки: способ, включающее, колпачков, изделие, изделия, применение, давлением, полиэтиленовая, литьём, композиция, изготавливаемых, варианты, получения, композицию, крышек
Формула / Реферат:
1. Полиэтиленовая композиция, включающая: (А) первую фракцию этиленового гомо- или сополимера и (Б) вторую фракцию этиленового гомо- или сополимера, где фракция (А) обладает меньшей средней молекулярной массой по сравнению с фракцией (Б), причем (I) композиция имеет скорость течения расплава CTP2 от 0,1 до 100 г/10 мин, (II) индекс уменьшения вязкости при сдвиге УВС(1;100) и log СТР2 композиции удовлетворяют следующему соотношению: УВС(1;100) _...
Применение мультимодальной полиэтиленовой композиции для литьевого формования, изделие из нее и способ его получения
Номер патента: 8508
Опубликовано: 29.06.2007
Авторы: Вальтер Филипп, Фелл Ханс Йёрг
МПК: C08L 23/00, C08F 297/08
Метки: получения, литьевого, полиэтиленовой, изделие, способ, применение, композиции, формования, нее, мультимодальной
Формула / Реферат:
1. Применение мультимодальной полиэтиленовой композиции, имеющей молекулярно-массовое распределение (ММР) от 2 до 10 и включающей в качестве сомономеров этилена по меньшей мере два С4-12 альфа-олефина, в качестве материала в литьевом формовании. 2. Применение по п.1, при котором указанные по меньшей мере два альфа-олефина выбраны из 1-бутена, 1-гексена, 4-метил-1-пентена, 1-октена и 1-децена. 3. Применение по п.2, при котором указанные по...
Предыдущий патент: Производные индолизина, способ их получения и терапевтические композиции на их основе
Следующий патент: Сшиваемые олигомеры, блок-сополимеры, сополимеры и способы их получения
Случайный патент: Способы и композиции для лечения или предупреждения туберкулеза