Этикетка, в частности, для контейнера многоразового использования
Формула / Реферат
1. Этикетка (1), приспособленная для приклеивания к изделию (5) и приспособленная для отделения в промывочной жидкости при температуре промывки в диапазоне температур от 50 до 95°С, которая представляет собой слоистый материал, содержащий, по меньшей мере, следующие слои:
слой (9) полимерной пленки, которая была двухосно растянута в двух направлениях растягивания и которая выполнена с возможностью повторного сжатия в двух направлениях растягивания при температуре промывки;
напечатанный декоративный слой (11) и
клеевой слой (13) для приклеивания этикетки к изделию (5),
отличающаяся тем, что слой (9) полимерной пленки, который может свободно сжиматься в двух направлениях растягивания, выполнен таким образом, чтобы слоистый материал при температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, достигал максимальных степеней сжатия в двух направлениях растягивания, которые равны или которые отличаются друг от друга тем, что меньшая максимальная степень сжатия отличается менее чем на 50% от большей максимальной степени сжатия, и тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки при температуре промывки и в пределах максимального периода времени достигал напряжения сжатия по меньшей мере 0,6 Н/мм2 и степени сжатия по меньшей мере 0,5%.
2. Этикетка по п.1, отличающаяся тем, что она приспособлена для приклеивания к бутылке для напитка.
3. Этикетка по п.1 или 2, отличающаяся тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал при температуре промывки, в пределах максимального периода времени и при свободном сжатии в двух направлениях растягивания слоя полимерной пленки достигал максимальных степеней сжатия ниже 65%.
4. Этикетка по п.3, отличающаяся тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания достигал максимальных степеней сжатия ниже 50%.
5. Этикетка по любому из пп.1-4, отличающаяся тем, что максимальный период времени составляет менее чем 3 мин.
6. Этикетка по любому из пп.1-5, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:
a) при температуре промывки 60°С не превышал напряжения сжатия максимум 3,5 Н/мм2 и степени сжатия максимум 20%, и/или
b) при температуре промывки 70°С не превышал напряжения сжатия максимум 15 Н/мм2 и степени сжатия максимум 55%, и/или
c) при температуре промывки 80°С не превышал напряжения сжатия максимум 18 Н/мм2 и степени сжатия максимум 60%, и/или
d) при температуре промывки 90°С не превышал напряжения сжатия максимум 20 Н/мм2 и степени сжатия максимум 65%.
7. Этикетка по п.6, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:
a) при температуре промывки 60°С не превышал напряжения сжатия максимум 3,5 Н/мм2 и степени сжатия максимум 13%, и/или
b) при температуре промывки 70°С не превышал напряжения сжатия максимум 12 Н/мм2 и степени сжатия максимум 36%, и/или
c) при температуре промывки 80°С не превышал напряжения сжатия максимум 18 Н/мм2 и степени сжатия максимум 46%, и/или
d) при температуре промывки 90°С не превышал напряжения сжатия максимум 20 Н/мм2 и степени сжатия максимум 50%.
8. Этикетка по любому из пп.1-7, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:
a) при температуре промывки по меньшей мере 70°С не превышал напряжение сжатия по меньшей мере 1,5 Н/мм2 и степень сжатия по меньшей мере 4%, и/или
b) при температуре промывки по меньшей мере 80°С не превышал напряжение сжатия по меньшей мере 0,8 Н/мм2 и степень сжатия по меньшей мере 2%.
9. Этикетка по любому из пп.1-8, отличающаяся тем, что слой (9) растянутой полимерной пленки образован из пластика на основе полиэтилентерефталата (PET), или полиэфира, или поливинилхлорида (PVC), или полистирола (PS), или полипропилена (РР), или полиэтилена (РЕ), или полимолочной кислоты (PLA), или циклоолефинового сополимера (СОС).
10. Этикетка по любому из пп.1-9, отличающаяся тем, что слой (9) растянутой полимерной пленки имеет модуль упругости по меньшей мере 2500 МПа.
11. Этикетка по любому из пп.1-10, отличающаяся тем, что слой (9) растянутой полимерной пленки является слоем, состоящим из композитного слоя (19) пленки, в виде ламинированного композитного слоя или соэкструдированного композитного слоя, при этом композитный слой (19) пленки содержит по меньшей мере один дополнительный слой (23) полимерной пленки в виде одноосно или двухосно растянутой полимерной пленки, которая сжимается при воздействии тепла.
12. Этикетка по любому из пп.1-11, отличающаяся тем, что клеевой слой (13) образован из сшивающего полимера и соединяется со слоем слоистого материала, отличным от указанного клеевого слоя (13), с помощью промежуточного слоя (15) из сшивающего ламинирующего адгезива.
13. Этикетка по п.12, отличающаяся тем, что промежуточный слой (15) содержит двухкомпонентный полиуретановый адгезив в качестве основного вещества.
14. Этикетка по п.12 или 13, отличающаяся тем, что клеевой слой (13) содержит в качестве основного вещества адгезив, который приспособлен для инициирования сшивания с помощью излучения.
15. Этикетка по любому из пп.1-14, отличающаяся тем, что слой (9) растянутой полимерной пленки состоит из прозрачного пластика и напечатанный декоративный слой (11) расположен между слоем (9) растянутой полимерной пленки и клеевым слоем (13).
16. Этикетка по любому из пп.1-14, отличающаяся тем, что декоративный слой (11b) и клеевой слой (13b) расположены с противоположных сторон слоя (9b) растянутой полимерной пленки и декоративный слой (11b) расположен между слоем (9b) растянутой полимерной пленки и защитным слоем (27).
17. Этикетка по п.16, отличающаяся тем, что защитный слой (27) выполнен в виде защитного слоя лака или в виде слоя полимерной пленки.
18. Этикетка по п.17, отличающаяся тем, что защитный слой (27) представляет собой слой одноосно- или двухосно растянутой полимерной пленки, выполненный с возможностью сжатия под воздействием тепла.
19. Контейнер в виде бутылки для напитка, отличающийся тем, что к нему приклеена этикетка (1) по любому из пп.1-18.
20. Способ приклеивания этикетки (1) к изделию (5) и отделения этикетки (1) от изделия (5), при этом этикетка (1) приспособлена для приклеивания к изделию (5) и представляет собой слоистый материал, по меньшей мере, со следующими слоями:
слой (9) полимерной пленки, которая была двухосно растянута в двух направлениях растягивания и которая выполнена с возможностью повторного сжатия в двух направлениях растягивания под воздействием тепла;
напечатанный декоративный слой (11) и
клеевой слой (13) для приклеивания к изделию (5),
в котором этикетку (1) приклеивают с помощью клеевого слоя (13) к изделию (5) и обрабатывают с целью отделения этикетки промывочной жидкостью, которая имеет температуру промывки в диапазоне от 50 до 95°С, так чтобы слой (9) полимерной пленки повторно сжимался и при этом преодолевал адгезивное усилие клеевого слоя (13),
отличающийся тем, что слой (9) полимерной пленки, которая может свободно сжиматься в двух направлениях растягивания, выполнен таким образом, чтобы слоистый материал при температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, достигал максимальных степеней сжатия менее чем 65% и достигал максимальных степеней сжатия в двух направлениях растягивания, которые равны или которые отличаются друг от друга тем, что меньшая максимальная степень сжатия отличается менее чем на 50% от большей максимальной степени сжатия, и тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя полимерной пленки при температуре промывки и в пределах максимального периода времени достигал напряжения сжатия по меньшей мере 0,6 Н/мм2 и степени сжатия по меньшей мере 0,5%.
21. Способ по п.20, отличающийся тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:
a) при температуре промывки 60°С не превышал напряжения сжатия максимум 3,5 Н/мм2 и степени сжатия максимум 20%, и/или
b) при температуре промывки 70°С не превышал напряжения сжатия максимум 15 Н/мм2 и степени сжатия максимум 55%, и/или
c) при температуре промывки 80°С не превышал напряжения сжатия максимум 18 Н/мм2 и степени сжатия максимум 60%, и/или
d) при температуре промывки 90°С не превышал напряжения сжатия максимум 20 Н/мм2 и степени сжатия максимум 65%.

Текст
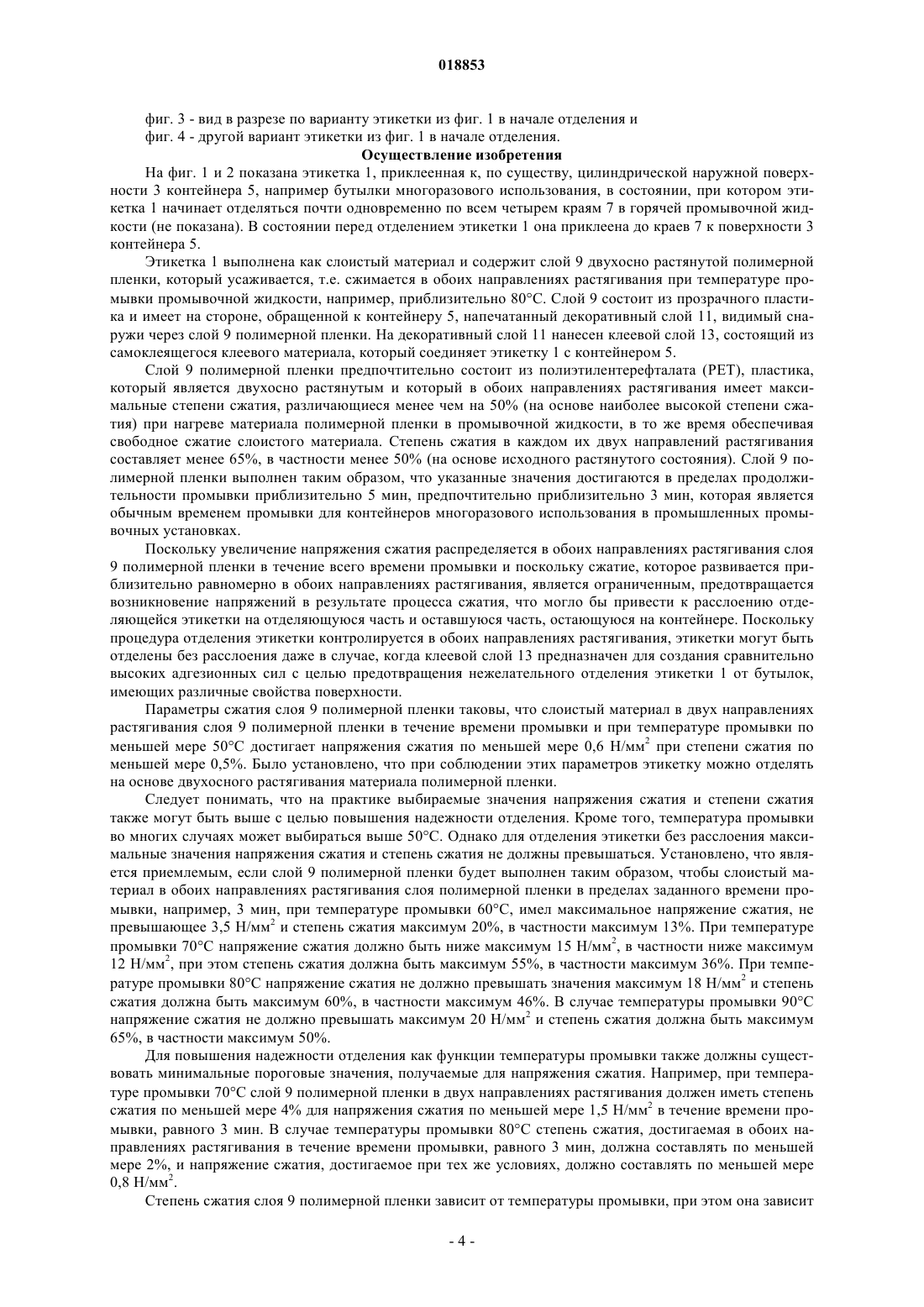
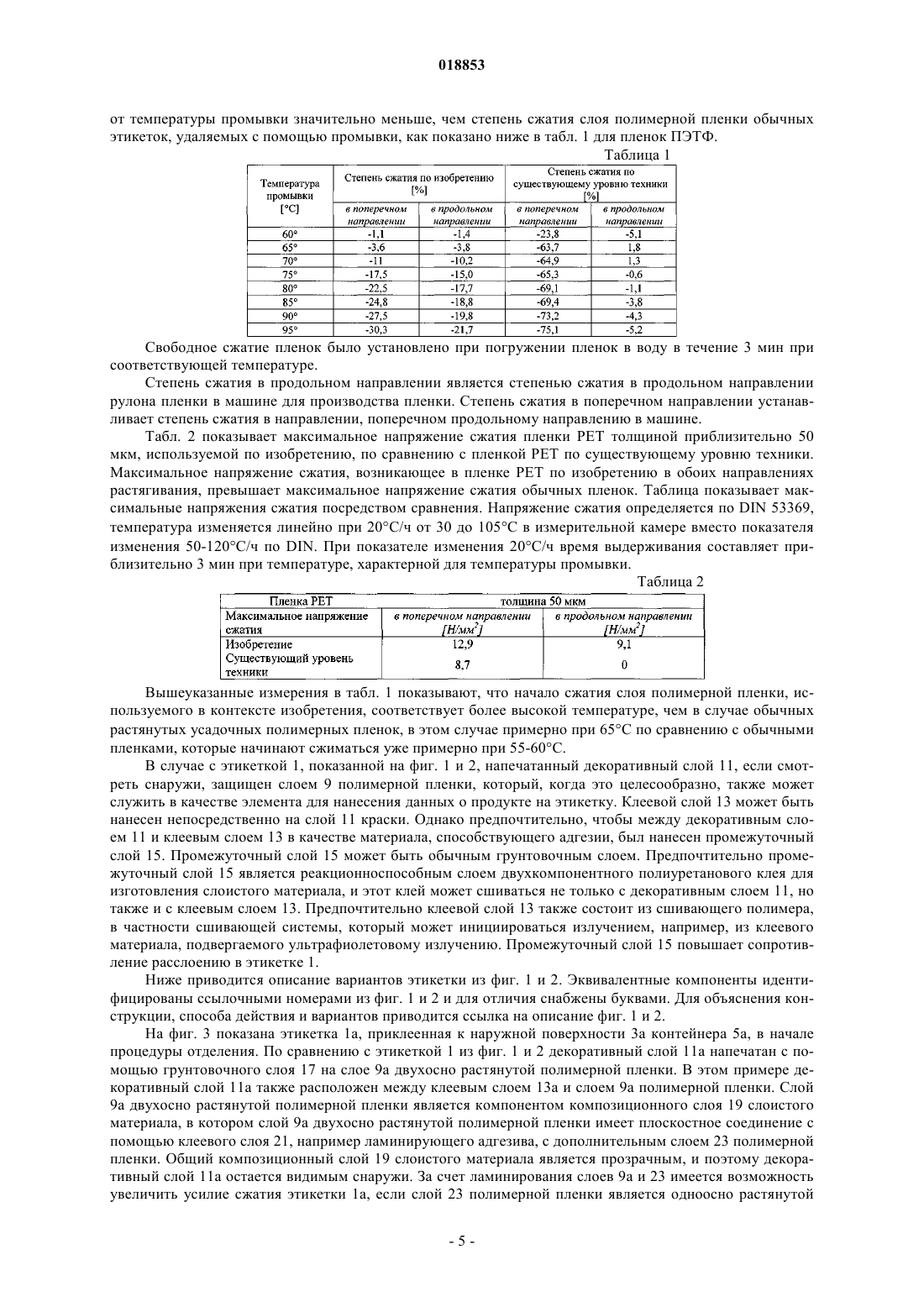
ЭТИКЕТКА, В ЧАСТНОСТИ, ДЛЯ КОНТЕЙНЕРА МНОГОРАЗОВОГО ИСПОЛЬЗОВАНИЯ В изобретении предлагается этикетка (1), которая может приклеиваться к изделию (5), в частности к бутылке для напитка, и может отделяться в промывочной жидкости при температуре промывки по меньшей мере 50 С, представляющая собой слоистый материал, по меньшей мере, со следующими слоями: слой (9) двухосно растянутой полимерной пленки, который усаживается при температуре промывки, напечатанный декоративный слой (11) и клеевой слой (13), в частности самоклеящийся клеевой слой для приклеивания этикетки (1) к изделию (5). Слой (9) полимерной пленки выполнен таким образом, чтобы в слоистом материале при заданной температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, в частности менее 3 мин, он достигал степеней сжатия в двух направлениях растягивания, отличающихся друг от друга менее чем на 50% и составляющих менее 50%. В результате, несмотря на высокое адгезивное усилие, действующее между этикеткой (1) и изделием (5), этикетка (1) может быть отделена от изделия без расслоения.(71)(73) Заявитель и патентовладелец: ССЛ ЛЕЙБЛ МЕЕРАНЕ ГМБХ (DE) Область техники, к которой относится изобретение Настоящее изобретение относится к этикетке, приспособленной для приклеивания к изделию, в частности к бутылке для напитка, и приспособленной для отделения в промывочной жидкости при температуре промывки по меньшей мере 50 С. Уровень техники В производстве напитков, в частности контейнеров, бутылки, например, используются многократно. При каждом возврате эти контейнеры многоразового использования очищаются перед повторным наполнением, и этикетки, приклеенные к контейнеру, удаляются перед наполнением и наклеиванием новых этикеток. Этикетка, пригодная для наклеивания на контейнеры многоразового использования, в частности бутылки для напитков, известна из ЕР 0951004 В 1. Этикетка представляет собой слоистый материал, который содержит слой двухосно растянутой полимерной пленки, усаживаемый при температуре промывки, напечатанный декоративный слой и самоклеящийся клеевой слой для приклеивания этикетки к контейнеру. В горячей промывочной жидкости слой полимерной пленки усаживается, т.е. сжимается, преодолевая удерживающее усилие клеевого слоя, приклеенного к контейнеру, и поэтому этикетка отделяется от контейнера. Адгезив является повторно растворимым адгезивом, который при контакте с промывочной жидкостью нейтрализуется, т.е. теряет адгезионную силу, тем самым, предотвращая повторное крепление этикетки к контейнеру. В этикетке такого типа, который известен из ЕР 0951001 В 1, растянутый слой полимерной пленки начинает усаживаться только при достижении определенной начальной температуры. При возрастании температуры энергия, содержащаяся в растянутой полимерной пленке в результате операции растягивания, частично или полностью высвобождается. Поскольку этикетка прикреплена к контейнеру с помощью адгезионного усилия самоклеящегося адгезива, необходимо обеспечить, чтобы усилие сжатия, создаваемое в полимерной пленке, подверженной воздействию горячей промывочной жидкости, превышало адгезионное усилие, с помощью которого клеевой слой удерживает этикетку на контейнере. На практике было установлено, что контейнеры многоразового использования благодаря различным условиям эрозии и/или коррозии имеют свойства поверхности, которые отличаются друг от друга, в некоторых случаях значительно; в частности, если поверхность контейнеров многоразового использования имеет покрытие, скрывающее существующий износ или уменьшающее последующий износ. Другой фактор состоит в том, что этикетка предназначена для надежного приклеивания к различным поверхностям при различных условиях хранения при температурах, например, 2-55 С и при различных уровнях влажности (например, при относительной влажности 10-100%) или, в случае бутылок с предварительно наклеенными этикетками или бутылок на этапе возврата, даже в условиях заморозков или воздействия солнечного излучения. Для решения этой проблемы самоклеящийся адгезив должен обеспечивать сравнительно высокие уровни адгезивного усилия. Тем не менее, изобретение обеспечивает, что этикетка может быть надежно отделена без использования механических средств отделения, таких как щетки. Раскрытие изобретения Задача изобретения состоит в том, чтобы предложить этикетку, которая может приклеиваться к изделию, в частности к бутылке для напитка, и которая может быть легко отделена в промывочной жидкости при температуре промывки в диапазоне между примерно 50 и примерно 95 С, даже когда адгезионное усилие этикетки таково, что для предотвращения нежелательного отделения этикетки от изделия было необходимо обеспечить способность преодолевать сравнительно большие колебания адгезионного усилия на поверхности изделия, на котором имеется наклейка. Для решения этой задачи изобретение основывается на использовании этикетки, которая приспособлена для приклеивания к изделию, в частности к бутылке для напитка, и приспособлена для отделения в промывочной жидкости при температуре промывки в диапазоне температур от 50 до 95 С. Этикетка представляет собой слоистый материал, содержащий, по меньшей мере, следующие слои: слой полимерной пленки, которая была двухосно растянута в двух направлениях растягивания и которая выполнена с возможностью усаживаться (повторно сжиматься) при температуре промывки; напечатанный декоративный слой и клеевой слой, в частности самоклеящийся клеевой слой, для приклеивания этикетки к изделию. Решение вышеуказанной задачи заключается в том, что слой полимерной пленки, который может свободно сжиматься в двух направлениях растягивания, выполнен таким образом, что слоистый материал при заданной температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, в частности менее 3 мин, достигал максимальных степеней сжатия в двух направлениях растягивания, которые равны, или которые отличаются друг от друга так, что меньшая максимальная степень сжатия отличается менее чем на 50% от большей максимальной степени сжатия, и что слой растянутой полимерной пленки к тому же выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя полимерной пленки при температуре промывки и в пределах максимального периода времени достигал напряжения сжатия по меньшей мере 0,6 Н/мм 2 и степени сжатия по меньшей мере 0,5%. Изобретение основано на полученных данных о том, что важно не только увеличить усилие сжатия слоя растянутой полимерной пленки до уровня, который является достаточным для преодоления адгезивного усилия клеевого слоя, но также соблюдать градиент времени, с которым происходит повторное сжатие слоя полимерной пленки и, таким образом, слоистого материала, т.е. усадка в горячей промывочной жидкости. Важно, чтобы слой полимерной пленки в слоистом материале, если он может свободно сжиматься,усаживался в двух направлениях растягивания, по меньшей мере, приблизительно равномерно, т.е. с различием в степени сжатия менее 50% (на основе более высокой степени сжатия). В пределах максимального периода времени, составляющего менее 5 мин и, в частности, менее 3 мин, по промышленной технологии промывки, степени сжатия в двух направлениях растягивания должны оставаться преимущественно на уровне менее 65%, в частности менее 50% (на основе исходного растянутого состояния). Следует понимать, что значения степени сжатия и напряжения сжатия соответственно, упомянутые здесь и ниже, являются значениями, которые достигаются в пределах заданного максимального периода времени промывки, и также могут превышаться при увеличении периода времени промывки. Рассматриваемые значения, указываемые здесь и ниже для степени сжатия, всегда являются значениями, которые достигаются при свободном сжатии слоистого материала, т.е. в состоянии, при котором слоистый материал не приклеен к изделию. Обычные усадочные наклейки незначительно усаживаются в направлении работы машины, т.е. в продольном направлении растянутой пленки, используемой для производства этикеток, и создают высокую степень сжатия за короткий срок, т.е. в пределах части заданного максимального периода времени,например 3 мин. Например, в поперечном направлении полимерной пленки достигается степень сжатия 70%, что обеспечивает высокое напряжение в слоистом материале. Это может привести к расслаиванию слоистой конструкции этикетки. В случае этикетки по изобретению различие в степенях сжатия между двумя направлениями растягивания ограничивается до менее чем 50%. Предел степеней сжатия в двух направлениях растягивания ограничивается менее чем до 65%, в частности менее чем до 50%. Соответственно обеспечивается, что напряжения в слоистом материале этикетки развиваются не внезапно, а постепенно, и распределяются в течение периода времени промывки, составляющего 5-3 мин. Предполагается, что период времени промывки составляет по меньшей мере 2 мин. Таким образом, исключаются напряжения, расслаивающие слоистый материал, например, в слое краски декоративного слоя, что ведет к тому, что, например, остатки краски и самоклеящегося адгезива могут оставаться на изделии после отделения этикетки. Равномерность, с которой усилия сжатия (напряжения сжатия) развиваются в обоих направлениях растягивания, является одним из факторов, способствующих возможности отделения этикетки в обоих направлениях растягивания в пределах периода времени промывки в промышленных установках промывки, составляющего 3 мин, например, без расслаивания этикетки в сборе, несмотря на степени сжатия,уменьшенные по сравнению со степенями сжатия обычных этикеток. Поскольку степени сжатия в двух направлениях растягивания слоя полимерной пленки, по меньшей мере, приблизительно согласованы друг с другом, красочные материалы декоративного слоя сжимаются при сжатии менее сильно по сравнению, по существу, со слоем одноосно растянутой полимерной пленки, и это содействует возникновению адгезионного усилия красочного материала и предотвращает расслаивание. Было установлено, что минимальное пороговое значение степени сжатия слоя полимерной пленки 0,5% является достаточным для отделения этикетки от контейнера в горячей промывочной жидкости,если в то же время достигается напряжение сжатия по меньшей мере 0,6 Н/мм 2. Однако рассматриваемые значения являются пороговыми значениями, которые могут быть превышены во время операции промывки. Однако для отделения этикетки без расслаивания важно, чтобы постепенное сжатие слоя полимерной пленки осуществлялось регулируемым образом. Установлено, что будет преимуществом, если растягиваемый слой полимерной пленки будет выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя полимерной пленки и в пределах максимального периода времени:a) при температуре промывки 60 С не превышал напряжения сжатия максимум 3,5 Н/мм 2 и степени сжатия максимум 20%, в частности максимум 13%, и/илиb) при температуре промывки 70 С не превышал напряжения сжатия максимум 15 Н/мм 2, в частности максимум 12 Н/мм 2, и степени сжатия максимум 55%, в частности максимум 36%, и/илиc) при температуре промывки 80 С не превышал напряжения сжатия максимум 18 Н/мм 2 и степени сжатия максимум 60%, в частности максимум 46%, и/илиd) при температуре промывки 90 С не превышал напряжения сжатия максимум 20 Н/мм 2 и степени сжатия максимум 65%, в частности максимум 50%. Указанные максимальные значения для напряжения сжатия и для степени сжатия, ограничивающие изгиб для полимерных пленок, пригодных в контексте изобретения, определяют как функцию температуры промывки. Для широкого ряда применений с любым свойством из очень широкого множества различных свойств поверхности изделий слой растянутой полимерной пленки предпочтительно выполнен таким образом, чтобы в слоистом материале в двух его направлениях растягивания при температуре промывки по меньшей мере 70 С и в пределах максимального периода времени достигалась степень сжатия по меньшей мере 4% и напряжение сжатия по меньшей мере 1,5 Н/мм 2. Предпочтительно в данном контексте, если слой растянутой полимерной пленки в слоистом материале в двух его направлениях растягивания при температуре промывки по меньшей мере 60 С и в пределах максимального периода времени достигает степени сжатия по меньшей мере 2% и напряжение сжатия по меньшей мере 0,8 Н/мм 2. В этом контексте имеется возможность использования того факта, что при 80 С адгезионное усилие адгезива будет меньше чем при 70 С. Слой полимерной пленки в обоих направлениях растягивания должен иметь степень сжатия, которая в обоих направлениях растягивания развивается настолько равномерно, насколько это возможно, и должен достигать сравнительно высокого напряжения сжатия при температуре промывки. В частности,доказано, что для этой цели пригодными являются растянутые слои полимерной пленки, изготовленной из пластиков на основе полиэтилентерефталата (PET). Другими пригодными полимерами также являются, например, поливинилхлорид (PVC), полистирол (PS), полипропилен (РР), полиэтилен (РЕ), полиоксипропионовая кислота (PLA) или циклоолефиновые сополимеры (СОС). Слой растянутой полимерной пленки должен состоять из сравнительно жесткого материала с целью особо точного печатания декоративного слоя и последующего размещения этикетки на контейнере с требуемой точностью и скоростью. Предпочтительно слой полимерной пленки имеет модуль упругости по меньшей мере 2500 МПА (в частности, в направлении полосы пленки в машине), который может быть получен, в частности, при использовании пленок PET. Конструкция слоя этикетки обычно может быть образована, например, с помощью слоя растянутой полимерной пленки, являющегося слоем, состоящим из композитного слоя пленки, и присоединенным по меньшей мере к одному дополнительному слою полимерной пленки для образования композитного слоя пленки с целью оптимизации усилия сжатия в этикетке при ее отделении. С этой целью дополнительный слой полимерной пленки может быть не растянутым или одноосно растянутым слоем полимерной пленки, который повторно сжимается при воздействии тепла, но в данном случае дополнительный слой полимерной пленки также предпочтительно является двухосно растянутым. В композитном слое пленки слои полимерной пленки могут быть соединены как слоистый материал, например, с помощью ламинирующего адгезива или чего-то подобного; как вариант, они могут быть соэкструдированы. В предпочтительном варианте выполнения, который может быть использован с этикетками, отличающимися от этикеток, описанных выше, защита от расслоения этикетки во время промывки увеличивается, если клеевой слой состоит, в частности, из самоклеящегося клеевого материала, образованного из сшивающего полимера и соединенного со слоистым материалом с помощью промежуточного слоя, который служит в качестве слоя, способствующего адгезии, и состоит из сшивающего ламинирующего адгезива. В этом варианте ламинирующий адгезив сшивается с клеевым слоем, что увеличивает устойчивость к расслаиванию. Промежуточный слой предпочтительно содержит в качестве основного вещества двухкомпонентный полиуретановый адгезив. Клеевой слой преимущественно содержит в качестве основного вещества адгезив, в частности самоклеящийся адгезив, который может быть подвержен сшиванию с помощью излучения, например с помощью электронных лучей, в частности с помощью ультрафиолетового излучения. Слой полимерной пленки состоит предпочтительно из прозрачного пластика с напечатанным декоративным слоем, расположенным в слоистом материале между слоем полимерной пленки и клеевым слоем, который выполнен предпочтительно в виде самоклеящегося слоя, для защиты декоративного слоя от механического повреждения. Как вариант, декоративный слой и клеевой слой или самоклеящийся клеевой слой могут быть расположены с противоположных сторон слоя растянутой полимерной пленки,и в этом случае декоративный слой располагается предпочтительно между слоем растянутой полимерной пленки и защитным слоем, который завершает этикетку в направлении наружной стороны. Защитный слой может быть слоем полимерной пленки и, в частности, может быть слоем полимерной пленки, который может усаживаться одноосно или двухосно под воздействием тепла. Как вариант, защитный слой может быть слоем лака, в частности, содержащим сшивающий материал и предпочтительно двухкомпонентный материал. По второму аспекту изобретение относится к контейнеру, имеющему приклеенную этикетку по изобретению, и по третьему аспекту изобретение также относится к способу приклеивания этикетки по изобретению к изделию, в частности к бутылке для напитка. Краткое описание чертежей Ниже приводится подробное описание примерных вариантов выполнения по изобретению со ссылкой на чертежи, на которых: фиг. 1 - контейнер с этикеткой по изобретению, приклеенной к наружной периферии, в начале отделения в промывочной жидкости; фиг. 2 - вид в разрезе контейнера и этикетки по линии II-II из фиг. 1; фиг. 3 - вид в разрезе по варианту этикетки из фиг. 1 в начале отделения и фиг. 4 - другой вариант этикетки из фиг. 1 в начале отделения. Осуществление изобретения На фиг. 1 и 2 показана этикетка 1, приклеенная к, по существу, цилиндрической наружной поверхности 3 контейнера 5, например бутылки многоразового использования, в состоянии, при котором этикетка 1 начинает отделяться почти одновременно по всем четырем краям 7 в горячей промывочной жидкости (не показана). В состоянии перед отделением этикетки 1 она приклеена до краев 7 к поверхности 3 контейнера 5. Этикетка 1 выполнена как слоистый материал и содержит слой 9 двухосно растянутой полимерной пленки, который усаживается, т.е. сжимается в обоих направлениях растягивания при температуре промывки промывочной жидкости, например, приблизительно 80 С. Слой 9 состоит из прозрачного пластика и имеет на стороне, обращенной к контейнеру 5, напечатанный декоративный слой 11, видимый снаружи через слой 9 полимерной пленки. На декоративный слой 11 нанесен клеевой слой 13, состоящий из самоклеящегося клеевого материала, который соединяет этикетку 1 с контейнером 5. Слой 9 полимерной пленки предпочтительно состоит из полиэтилентерефталата (PET), пластика,который является двухосно растянутым и который в обоих направлениях растягивания имеет максимальные степени сжатия, различающиеся менее чем на 50% (на основе наиболее высокой степени сжатия) при нагреве материала полимерной пленки в промывочной жидкости, в то же время обеспечивая свободное сжатие слоистого материала. Степень сжатия в каждом их двух направлений растягивания составляет менее 65%, в частности менее 50% (на основе исходного растянутого состояния). Слой 9 полимерной пленки выполнен таким образом, что указанные значения достигаются в пределах продолжительности промывки приблизительно 5 мин, предпочтительно приблизительно 3 мин, которая является обычным временем промывки для контейнеров многоразового использования в промышленных промывочных установках. Поскольку увеличение напряжения сжатия распределяется в обоих направлениях растягивания слоя 9 полимерной пленки в течение всего времени промывки и поскольку сжатие, которое развивается приблизительно равномерно в обоих направлениях растягивания, является ограниченным, предотвращается возникновение напряжений в результате процесса сжатия, что могло бы привести к расслоению отделяющейся этикетки на отделяющуюся часть и оставшуюся часть, остающуюся на контейнере. Поскольку процедура отделения этикетки контролируется в обоих направлениях растягивания, этикетки могут быть отделены без расслоения даже в случае, когда клеевой слой 13 предназначен для создания сравнительно высоких адгезионных сил с целью предотвращения нежелательного отделения этикетки 1 от бутылок,имеющих различные свойства поверхности. Параметры сжатия слоя 9 полимерной пленки таковы, что слоистый материал в двух направлениях растягивания слоя 9 полимерной пленки в течение времени промывки и при температуре промывки по меньшей мере 50 С достигает напряжения сжатия по меньшей мере 0,6 Н/мм 2 при степени сжатия по меньшей мере 0,5%. Было установлено, что при соблюдении этих параметров этикетку можно отделять на основе двухосного растягивания материала полимерной пленки. Следует понимать, что на практике выбираемые значения напряжения сжатия и степени сжатия также могут быть выше с целью повышения надежности отделения. Кроме того, температура промывки во многих случаях может выбираться выше 50 С. Однако для отделения этикетки без расслоения максимальные значения напряжения сжатия и степень сжатия не должны превышаться. Установлено, что является приемлемым, если слой 9 полимерной пленки будет выполнен таким образом, чтобы слоистый материал в обоих направлениях растягивания слоя полимерной пленки в пределах заданного времени промывки, например, 3 мин, при температуре промывки 60 С, имел максимальное напряжение сжатия, не превышающее 3,5 Н/мм 2 и степень сжатия максимум 20%, в частности максимум 13%. При температуре промывки 70 С напряжение сжатия должно быть ниже максимум 15 Н/мм 2, в частности ниже максимум 12 Н/мм 2, при этом степень сжатия должна быть максимум 55%, в частности максимум 36%. При температуре промывки 80 С напряжение сжатия не должно превышать значения максимум 18 Н/мм 2 и степень сжатия должна быть максимум 60%, в частности максимум 46%. В случае температуры промывки 90 С напряжение сжатия не должно превышать максимум 20 Н/мм 2 и степень сжатия должна быть максимум 65%, в частности максимум 50%. Для повышения надежности отделения как функции температуры промывки также должны существовать минимальные пороговые значения, получаемые для напряжения сжатия. Например, при температуре промывки 70 С слой 9 полимерной пленки в двух направлениях растягивания должен иметь степень сжатия по меньшей мере 4% для напряжения сжатия по меньшей мере 1,5 Н/мм 2 в течение времени промывки, равного 3 мин. В случае температуры промывки 80 С степень сжатия, достигаемая в обоих направлениях растягивания в течение времени промывки, равного 3 мин, должна составлять по меньшей мере 2%, и напряжение сжатия, достигаемое при тех же условиях, должно составлять по меньшей мере 0,8 Н/мм 2. Степень сжатия слоя 9 полимерной пленки зависит от температуры промывки, при этом она зависит от температуры промывки значительно меньше, чем степень сжатия слоя полимерной пленки обычных этикеток, удаляемых с помощью промывки, как показано ниже в табл. 1 для пленок ПЭТФ. Таблица 1 Свободное сжатие пленок было установлено при погружении пленок в воду в течение 3 мин при соответствующей температуре. Степень сжатия в продольном направлении является степенью сжатия в продольном направлении рулона пленки в машине для производства пленки. Степень сжатия в поперечном направлении устанавливает степень сжатия в направлении, поперечном продольному направлению в машине. Табл. 2 показывает максимальное напряжение сжатия пленки PET толщиной приблизительно 50 мкм, используемой по изобретению, по сравнению с пленкой PET по существующему уровню техники. Максимальное напряжение сжатия, возникающее в пленке PET по изобретению в обоих направлениях растягивания, превышает максимальное напряжение сжатия обычных пленок. Таблица показывает максимальные напряжения сжатия посредством сравнения. Напряжение сжатия определяется по DIN 53369,температура изменяется линейно при 20 С/ч от 30 до 105 С в измерительной камере вместо показателя изменения 50-120 С/ч по DIN. При показателе изменения 20 С/ч время выдерживания составляет приблизительно 3 мин при температуре, характерной для температуры промывки. Таблица 2 Вышеуказанные измерения в табл. 1 показывают, что начало сжатия слоя полимерной пленки, используемого в контексте изобретения, соответствует более высокой температуре, чем в случае обычных растянутых усадочных полимерных пленок, в этом случае примерно при 65 С по сравнению с обычными пленками, которые начинают сжиматься уже примерно при 55-60 С. В случае с этикеткой 1, показанной на фиг. 1 и 2, напечатанный декоративный слой 11, если смотреть снаружи, защищен слоем 9 полимерной пленки, который, когда это целесообразно, также может служить в качестве элемента для нанесения данных о продукте на этикетку. Клеевой слой 13 может быть нанесен непосредственно на слой 11 краски. Однако предпочтительно, чтобы между декоративным слоем 11 и клеевым слоем 13 в качестве материала, способствующего адгезии, был нанесен промежуточный слой 15. Промежуточный слой 15 может быть обычным грунтовочным слоем. Предпочтительно промежуточный слой 15 является реакционноспособным слоем двухкомпонентного полиуретанового клея для изготовления слоистого материала, и этот клей может сшиваться не только с декоративным слоем 11, но также и с клеевым слоем 13. Предпочтительно клеевой слой 13 также состоит из сшивающего полимера,в частности сшивающей системы, который может инициироваться излучением, например, из клеевого материала, подвергаемого ультрафиолетовому излучению. Промежуточный слой 15 повышает сопротивление расслоению в этикетке 1. Ниже приводится описание вариантов этикетки из фиг. 1 и 2. Эквивалентные компоненты идентифицированы ссылочными номерами из фиг. 1 и 2 и для отличия снабжены буквами. Для объяснения конструкции, способа действия и вариантов приводится ссылка на описание фиг. 1 и 2. На фиг. 3 показана этикетка 1 а, приклеенная к наружной поверхности 3 а контейнера 5 а, в начале процедуры отделения. По сравнению с этикеткой 1 из фиг. 1 и 2 декоративный слой 11 а напечатан с помощью грунтовочного слоя 17 на слое 9 а двухосно растянутой полимерной пленки. В этом примере декоративный слой 11 а также расположен между клеевым слоем 13 а и слоем 9 а полимерной пленки. Слой 9 а двухосно растянутой полимерной пленки является компонентом композиционного слоя 19 слоистого материала, в котором слой 9 а двухосно растянутой полимерной пленки имеет плоскостное соединение с помощью клеевого слоя 21, например ламинирующего адгезива, с дополнительным слоем 23 полимерной пленки. Общий композиционный слой 19 слоистого материала является прозрачным, и поэтому декоративный слой 11 а остается видимым снаружи. За счет ламинирования слоев 9 а и 23 имеется возможность увеличить усилие сжатия этикетки 1 а, если слой 23 полимерной пленки является одноосно растянутой пленкой или, когда это предпочтительно, ослабить напряжения при сборке материалов подобно двухосно растянутой пленке. Следует понимать, что слой 23 полимерной пленки также может быть безусадочным. В этом случае усилие сжатия этикетки 1 а было бы уменьшено. Если слои 9 а и 23, которые сжимаются по-разному, являются ламинированными, на направление перемещения отслоения этикетки при сжатии может оказываться воздействие, и характеристики отделения могут быть улучшены. В этикетках, описанных выше, декоративный слой в слоистом материале расположен между слоем двухосно растянутой полимерной пленки и клеевым слоем. В случае этикетки 1b из фиг. 4 клеевой слой 13b наносится непосредственно, или, если это целесообразно, с помощью клеевого слоя, способствующего адгезии, на слой 9b двухосно растянутой полимерной пленки, в то время как декоративный слой 11 печатается на противоположной стороне слоя 9b полимерной пленки, который здесь также служит в качестве элемента для нанесения данных о продукте. Защитный слой 27 наносится на декоративный слой 11b с помощью клеевого слоя 25, способствующего адгезии, например ламинированного клеевого слоя. Защитный слой 27 может быть слоем защитного лака или другим растягиваемым или не растягиваемым слоем полимерной пленки. Слой полимерной пленки здесь также может быть двухосно или одноосно растягиваемым. Если защитный слой 27 выполнен как слой защитного лака, отпадает необходимость в слое 25, способствующем адгезии, например слое ламинирующего адгезива между защитным слоем 27 и декоративным слоем 11b. Как вариант, можно использовать слой, способствующий адгезии, в форме грунтовки на слое 9b полимерной пленки. В таком случае декоративный слой 11b и слой 25, способствующий адгезии, на фиг. 4 меняются местами друг с другом. Если полимерная пленка используется в качестве защитного слоя 27, декоративный слой 11b также может наноситься на эту полимерную пленку и может быть закреплен на слое 9b полимерной пленки с помощью слоя 25, способствующего адгезии, в частности слоя ламинирующего адгезива. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Этикетка (1), приспособленная для приклеивания к изделию (5) и приспособленная для отделения в промывочной жидкости при температуре промывки в диапазоне температур от 50 до 95 С, которая представляет собой слоистый материал, содержащий, по меньшей мере, следующие слои: слой (9) полимерной пленки, которая была двухосно растянута в двух направлениях растягивания и которая выполнена с возможностью повторного сжатия в двух направлениях растягивания при температуре промывки; напечатанный декоративный слой (11) и клеевой слой (13) для приклеивания этикетки к изделию (5),отличающаяся тем, что слой (9) полимерной пленки, который может свободно сжиматься в двух направлениях растягивания, выполнен таким образом, чтобы слоистый материал при температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, достигал максимальных степеней сжатия в двух направлениях растягивания, которые равны или которые отличаются друг от друга тем, что меньшая максимальная степень сжатия отличается менее чем на 50% от большей максимальной степени сжатия, и тем, что слой (9) растянутой полимерной пленки выполнен таким образом,чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки при температуре промывки и в пределах максимального периода времени достигал напряжения сжатия по меньшей мере 0,6 Н/мм 2 и степени сжатия по меньшей мере 0,5%. 2. Этикетка по п.1, отличающаяся тем, что она приспособлена для приклеивания к бутылке для напитка. 3. Этикетка по п.1 или 2, отличающаяся тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал при температуре промывки, в пределах максимального периода времени и при свободном сжатии в двух направлениях растягивания слоя полимерной пленки достигал максимальных степеней сжатия ниже 65%. 4. Этикетка по п.3, отличающаяся тем, что слой (9) полимерной пленки выполнен таким образом,чтобы слоистый материал в двух направлениях растягивания достигал максимальных степеней сжатия ниже 50%. 5. Этикетка по любому из пп.1-4, отличающаяся тем, что максимальный период времени составляет менее чем 3 мин. 6. Этикетка по любому из пп.1-5, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:a) при температуре промывки 60 С не превышал напряжения сжатия максимум 3,5 Н/мм 2 и степени сжатия максимум 20%, и/илиb) при температуре промывки 70 С не превышал напряжения сжатия максимум 15 Н/мм 2 и степени сжатия максимум 55%, и/илиc) при температуре промывки 80 С не превышал напряжения сжатия максимум 18 Н/мм 2 и степени сжатия максимум 60%, и/илиd) при температуре промывки 90 С не превышал напряжения сжатия максимум 20 Н/мм 2 и степени сжатия максимум 65%. 7. Этикетка по п.6, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:a) при температуре промывки 60 С не превышал напряжения сжатия максимум 3,5 Н/мм 2 и степени сжатия максимум 13%, и/илиb) при температуре промывки 70 С не превышал напряжения сжатия максимум 12 Н/мм 2 и степени сжатия максимум 36%, и/илиc) при температуре промывки 80 С не превышал напряжения сжатия максимум 18 Н/мм 2 и степени сжатия максимум 46%, и/илиd) при температуре промывки 90 С не превышал напряжения сжатия максимум 20 Н/мм 2 и степени сжатия максимум 50%. 8. Этикетка по любому из пп.1-7, отличающаяся тем, что слой (9) растянутой полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:a) при температуре промывки по меньшей мере 70 С не превышал напряжение сжатия по меньшей мере 1,5 Н/мм 2 и степень сжатия по меньшей мере 4%, и/илиb) при температуре промывки по меньшей мере 80 С не превышал напряжение сжатия по меньшей мере 0,8 Н/мм 2 и степень сжатия по меньшей мере 2%. 9. Этикетка по любому из пп.1-8, отличающаяся тем, что слой (9) растянутой полимерной пленки образован из пластика на основе полиэтилентерефталата (PET), или полиэфира, или поливинилхлорида(PVC), или полистирола (PS), или полипропилена (РР), или полиэтилена (РЕ), или полимолочной кислоты (PLA), или циклоолефинового сополимера (СОС). 10. Этикетка по любому из пп.1-9, отличающаяся тем, что слой (9) растянутой полимерной пленки имеет модуль упругости по меньшей мере 2500 МПа. 11. Этикетка по любому из пп.1-10, отличающаяся тем, что слой (9) растянутой полимерной пленки является слоем, состоящим из композитного слоя (19) пленки, в виде ламинированного композитного слоя или соэкструдированного композитного слоя, при этом композитный слой (19) пленки содержит по меньшей мере один дополнительный слой (23) полимерной пленки в виде одноосно или двухосно растянутой полимерной пленки, которая сжимается при воздействии тепла. 12. Этикетка по любому из пп.1-11, отличающаяся тем, что клеевой слой (13) образован из сшивающего полимера и соединяется со слоем слоистого материала, отличным от указанного клеевого слоя(13), с помощью промежуточного слоя (15) из сшивающего ламинирующего адгезива. 13. Этикетка по п.12, отличающаяся тем, что промежуточный слой (15) содержит двухкомпонентный полиуретановый адгезив в качестве основного вещества. 14. Этикетка по п.12 или 13, отличающаяся тем, что клеевой слой (13) содержит в качестве основного вещества адгезив, который приспособлен для инициирования сшивания с помощью излучения. 15. Этикетка по любому из пп.1-14, отличающаяся тем, что слой (9) растянутой полимерной пленки состоит из прозрачного пластика и напечатанный декоративный слой (11) расположен между слоем (9) растянутой полимерной пленки и клеевым слоем (13). 16. Этикетка по любому из пп.1-14, отличающаяся тем, что декоративный слой (11b) и клеевой слой(13b) расположены с противоположных сторон слоя (9b) растянутой полимерной пленки и декоративный слой (11b) расположен между слоем (9b) растянутой полимерной пленки и защитным слоем (27). 17. Этикетка по п.16, отличающаяся тем, что защитный слой (27) выполнен в виде защитного слоя лака или в виде слоя полимерной пленки. 18. Этикетка по п.17, отличающаяся тем, что защитный слой (27) представляет собой слой одноосно- или двухосно растянутой полимерной пленки, выполненный с возможностью сжатия под воздействием тепла. 19. Контейнер в виде бутылки для напитка, отличающийся тем, что к нему приклеена этикетка (1) по любому из пп.1-18. 20. Способ приклеивания этикетки (1) к изделию (5) и отделения этикетки (1) от изделия (5), при этом этикетка (1) приспособлена для приклеивания к изделию (5) и представляет собой слоистый материал, по меньшей мере, со следующими слоями: слой (9) полимерной пленки, которая была двухосно растянута в двух направлениях растягивания и которая выполнена с возможностью повторного сжатия в двух направлениях растягивания под воздействием тепла; напечатанный декоративный слой (11) и клеевой слой (13) для приклеивания к изделию (5),в котором этикетку (1) приклеивают с помощью клеевого слоя (13) к изделию (5) и обрабатывают с целью отделения этикетки промывочной жидкостью, которая имеет температуру промывки в диапазоне от 50 до 95 С, так чтобы слой (9) полимерной пленки повторно сжимался и при этом преодолевал адгезивное усилие клеевого слоя (13),отличающийся тем, что слой (9) полимерной пленки, которая может свободно сжиматься в двух направлениях растягивания, выполнен таким образом, чтобы слоистый материал при температуре промывки и в пределах максимального периода времени, составляющего менее 5 мин, достигал максимальных степеней сжатия менее чем 65% и достигал максимальных степеней сжатия в двух направлениях растягивания, которые равны или которые отличаются друг от друга тем, что меньшая максимальная степень сжатия отличается менее чем на 50% от большей максимальной степени сжатия, и тем, что слой (9) полимерной пленки выполнен таким образом, чтобы слоистый материал в двух направлениях растягивания слоя полимерной пленки при температуре промывки и в пределах максимального периода времени достигал напряжения сжатия по меньшей мере 0,6 Н/мм 2 и степени сжатия по меньшей мере 0,5%. 21. Способ по п.20, отличающийся тем, что слой (9) полимерной пленки выполнен таким образом,чтобы слоистый материал в двух направлениях растягивания слоя (9) полимерной пленки и в пределах максимального периода времени:a) при температуре промывки 60 С не превышал напряжения сжатия максимум 3,5 Н/мм 2 и степени сжатия максимум 20%, и/илиb) при температуре промывки 70 С не превышал напряжения сжатия максимум 15 Н/мм 2 и степени сжатия максимум 55%, и/илиc) при температуре промывки 80 С не превышал напряжения сжатия максимум 18 Н/мм 2 и степени сжатия максимум 60%, и/илиd) при температуре промывки 90 С не превышал напряжения сжатия максимум 20 Н/мм 2 и степени сжатия максимум 65%.
МПК / Метки
Метки: контейнера, многоразового, этикетка, использования, частности
Код ссылки
<a href="https://eas.patents.su/10-18853-etiketka-v-chastnosti-dlya-kontejjnera-mnogorazovogo-ispolzovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Этикетка, в частности, для контейнера многоразового использования</a>
Емкость многоразового использования (варианты), крышка и горловина для емкости многоразового использования
Номер патента: 7688
Опубликовано: 29.12.2006
Авторы: Шаплыко Валерий Иванович, Шаплыко Павел Валерьевич, Карканица Александр Николаевич
МПК: B65D 25/16, B65D 1/20
Метки: многоразового, варианты, емкость, крышка, емкости, использования, горловина
Формула / Реферат:
1. Емкость многоразового использования, содержащая корпус, включающий обечайку, нижнее днище и верхнее днище, в котором выполнен по меньшей мере один люк (4) с крышкой (5), снабженной уплотнительным элементом (9) и средством фиксации (10) крышки по отношению к кромке (15) люка, и размещенную внутри корпуса камеру (13) из эластичного материала, кромочная часть которой зафиксирована, причем между корпусом и камерой сформирована полость (12),...
Геометрия дна бутылок многоразового использования из полиэтилентерефталата
Номер патента: 144
Опубликовано: 29.10.1998
Автор: Зойль Андреас
МПК: B29C 49/18, B65D 1/02
Метки: многоразового, полиэтилентерефталата, геометрия, бутылок, использования, дна
Формула / Реферат:
1. Способ выполнения дна емкости многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с использованием дутьевой формы, отличающийся тем, что в дутьевой форме осуществляют формование дна емкости, при котором ему придают форму усеченного конуса с практически прямолинейной образующей, затем емкость отделяют от дутьевой формы и выдерживают ее до тех пор, пока ее дно не примет форму, существенно отличную от усеченного...
Этикетка и ее применение
Номер патента: 14319
Опубликовано: 29.10.2010
Автор: Торстен Витхольц
МПК: G09F 3/00
Метки: применение, этикетка
Формула / Реферат:
1. Этикетка, включающая по меньшей мере один слой материала, служащего основой (2, 3), и один клеевой слой (1), которая предназначена для наклеивания на твердое тело, в частности на бутылку для напитков (4), и затем отклеивания в горячем промывочном растворе NaOH, под действием которого слой материала, служащий основой, при нагревании до 70°С претерпевает более чем 1%-ное изменение в размере, в результате чего в связи с водопроницаемостью слоя...
Этикетка c удаляемым участком
Номер патента: 7582
Опубликовано: 29.12.2006
Автор: Миллер Пол Энтони
МПК: G09F 3/10
Метки: удаляемым, этикетка, участком
Формула / Реферат:
1. Этикетка для крепления к сосуду для продукта, содержащая лицевой участок для нанесения маркировочных знаков; клейкую подложку, главным образом покрывающую одну сторону лицевого участка; не липкий лист основы, прикрепленный к клейкой подложке; ярлык; часть лицевого участка, образующую ярлык и легко отделяемую от лицевого участка, когда этикетка прикреплена к сосуду, причем часть листа основы отделяется от клейкой подложки так, что другая часть...
Прилипающая этикетка
Номер патента: 86
Опубликовано: 25.06.1998
Автор: Аст Ханс-Петер
МПК: G09F 3/02
Метки: прилипающая, этикетка
Формула / Реферат:
1. Прилипающая этикетка для нанесения на периферическую поверхность батарейки (50) с сухим элементом, которая включает в себя: растянутую, усадочную, прозрачную покрывную пленку (3) с верхней стороной и нижней стороной, находящийся под покрывной пленкой (3) и видимый с верхний стороны оттиск (5) и находящийся под оттиском (5) слой (13) грунтовочного клея, причем прилипающая этикетка (1) вдоль образующей периферической поверхности батарейки (50)...
Предыдущий патент: Наполняющая система и способ наполнения пакетов
Следующий патент: Способ активации целлюлозы
Случайный патент: Защитный элемент, способ его изготовления, содержащая его защитная метка и способ идентификации подлинности изделий, маркированных защитной меткой