Расширительная матрица для изготовления металлических емкостей и система матриц
Формула / Реферат
1. Расширительная матрица для изготовления металлических емкостей, содержащая
рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и
часть с выточкой;
причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы;
причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере приблизительно на 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска, так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью;
причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость, поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости.
2. Матрица по п.1, в которой начальная часть рабочей поверхности имеет геометрию для образования перехода в емкости от части с начальным диаметром к части с увеличенным диаметром.
3. Матрица по п.2, в которой переход является ступенчатым или плавным.
4. Матрица по п.1, в которой поясок имеет размеры для обеспечения увеличенного диаметра заготовки емкости, обработанной рабочей поверхностью.
5. Матрица по п.1, в которой по меньшей мере часть рабочей поверхности имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм).
6. Система матриц, содержащая
две или более расширительные матрицы, причем по меньшей мере одна из двух или более расширительных матриц содержит рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и
часть с выточкой;
причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы;
причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере приблизительно на 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска, так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью;
причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость, поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости.
7. Система по п.6, дополнительно содержащая по меньшей мере одну обжимающую матрицу.
8. Система по п.6, в которой наружный диаметр пояска является, по существу, постоянным по длине.
9. Система по п.1, в которой, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм).
10. Система по п.6, в которой по меньшей мере часть рабочей поверхности имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм).
11. Система по п.6, в которой, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм).

Текст
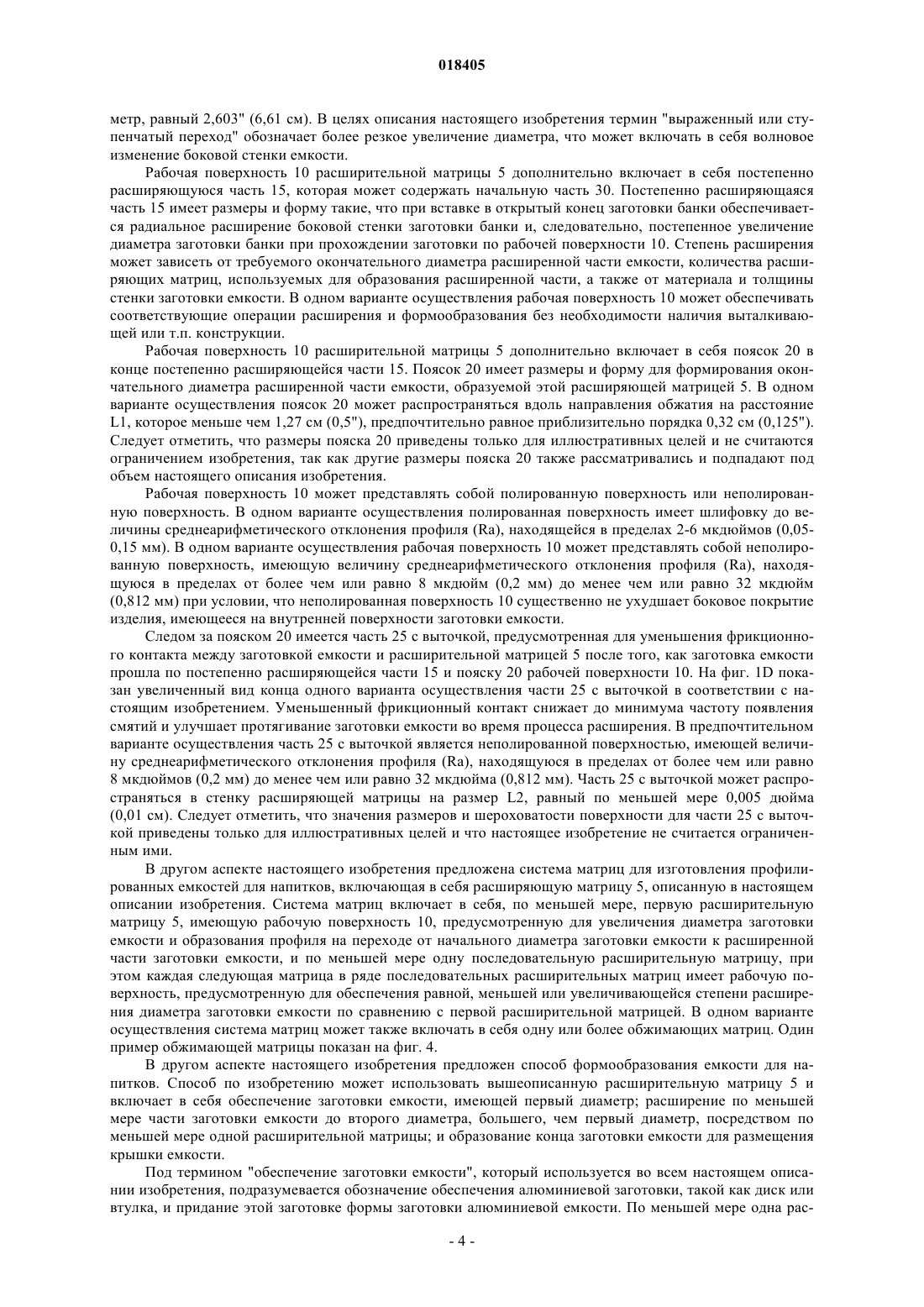
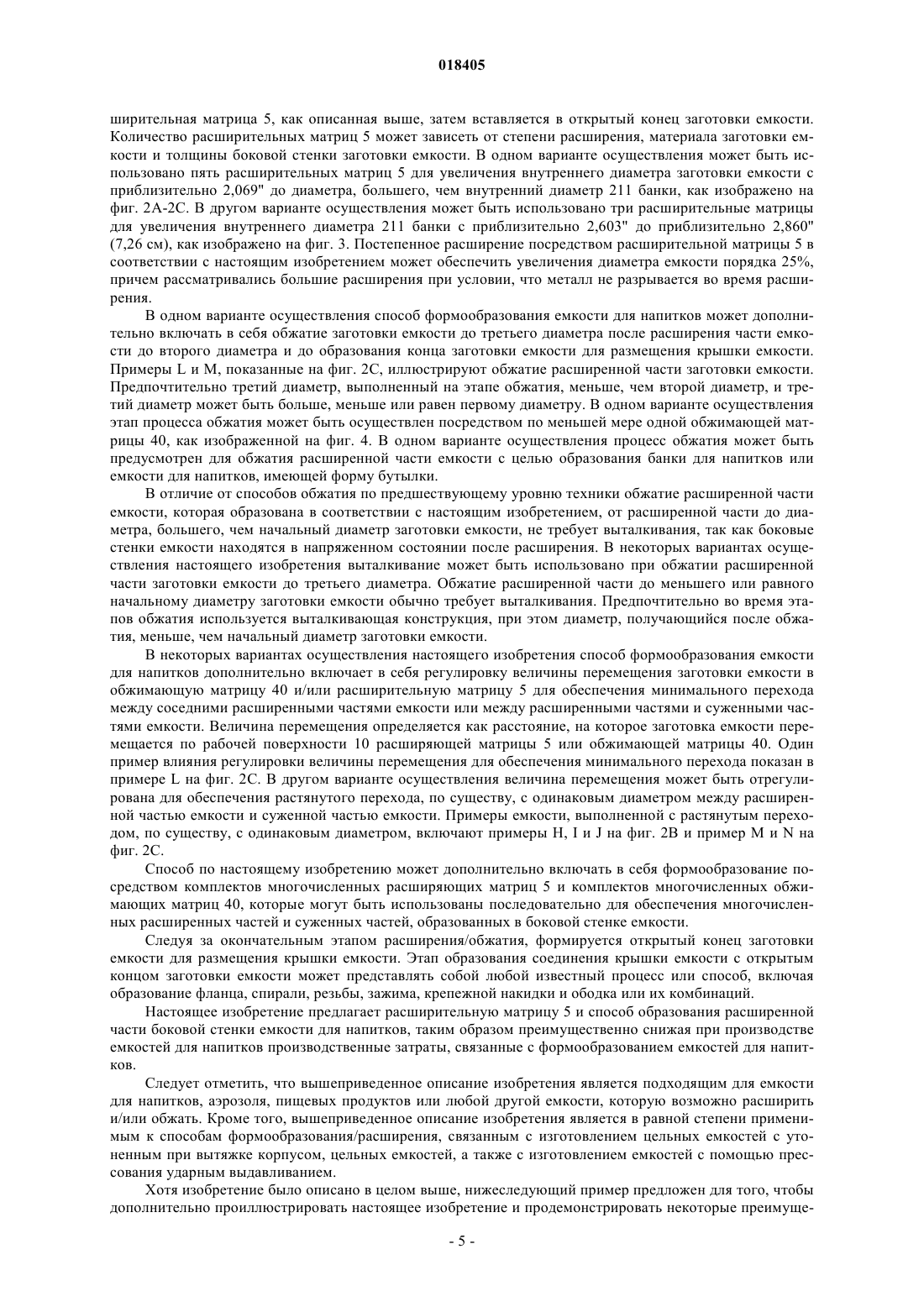
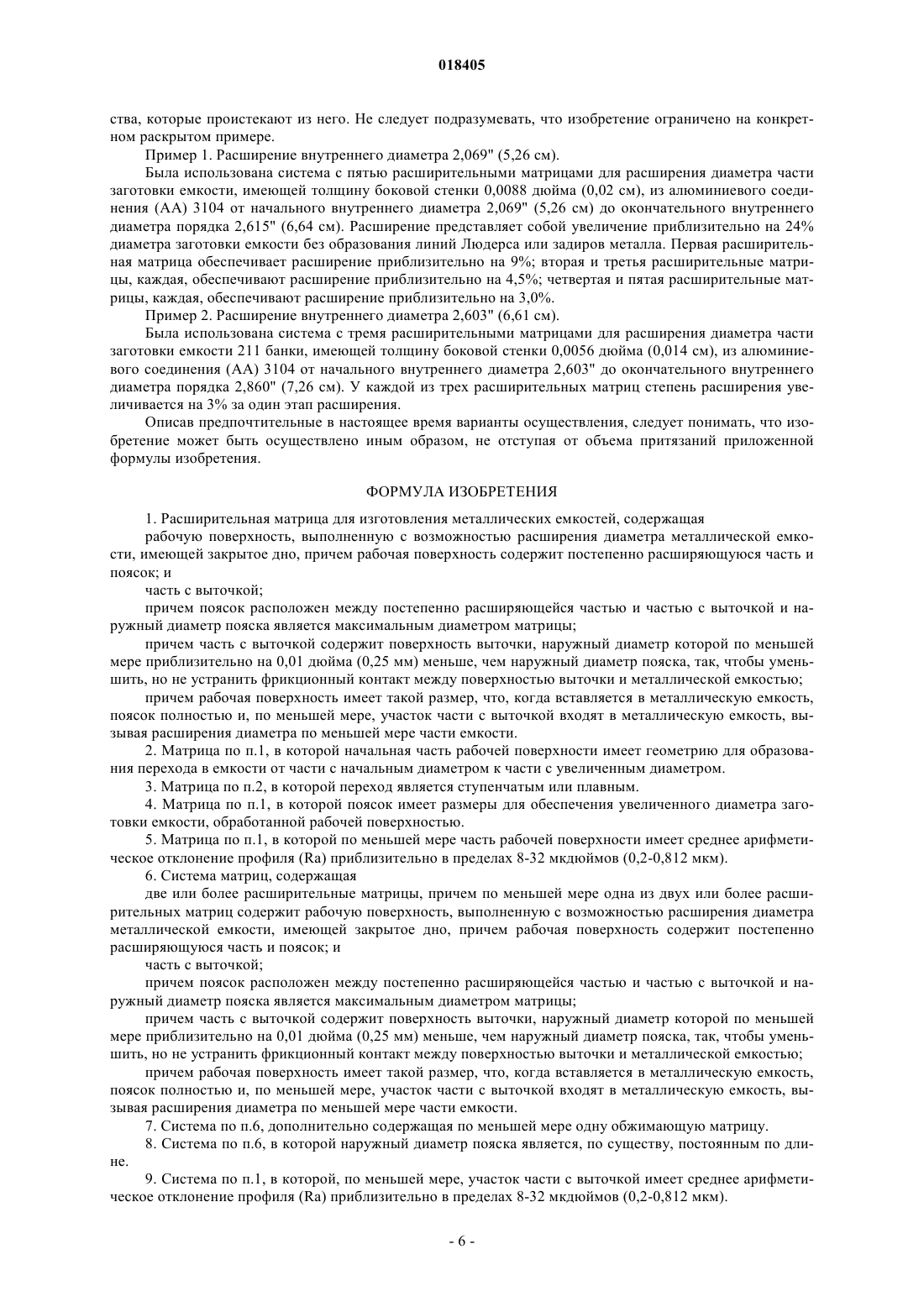
РАСШИРИТЕЛЬНАЯ МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ И СИСТЕМА МАТРИЦ Настоящее изобретение относится к расширительной матрице для изготовления металлических емкостей и системе матриц, расширительная матрица содержит рабочую поверхность,выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и часть с выточкой; причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы; причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере на приблизительно 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска так,чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью; причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость, поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости. Система матриц содержит две или более расширительные матрицы. Область техники, к которой относится изобретение Настоящее изобретение относится к расширительным матрицам для формообразования емкостей для напитков. Предшествующий уровень техники Емкости для напитков для различных безалкогольных напитков или пива обычно выполняют по технологии изготовления цельных емкостей с утоненным при вытяжке корпусом (т.е. DI банка), при которой корпус емкости (или часть боковой стенки) и дно емкости полностью выполнены посредством раскатки и вытяжки с утонением листа металла, такого как лист из алюминиевого сплава или стальной лист со специально обработанной поверхностью. В промышленности эти емкости для напитков изготавливают в больших количествах и относительно экономически эффективно, по существу, одинаковой формы. Так как емкости изготавливаются, по существу, одинаковой формы, они не могут быть в достаточной мере различны или дифференцированы друг от друга по их внешнему виду. Так как емкости для напитков изготавливаются в больших количествах и относительно экономически эффективно, у производителей напитков имеется серьезная необходимость в экономически эффективных емкостях для напитков с уникальными формами для того, чтобы улучшить различимость их продукции. В попытке удовлетворить запросы производителей напитков многие производители емкостей пытаются добавить улучшения в свою производственную технологию, и к настоящему времени некоторое количество способов изменения формы корпуса емкости было предложено. Один пример способа изменения формы по предшествующему уровню техники, который обеспечивает изготовление корпуса емкости, имеющего увеличенный диаметр, включает в себя технологию формовки в сочетании со средством расширения, которое находится внутри корпуса емкости. Средство расширения вызывает радиальное расширение корпуса емкости из его внутренней части до формовочной поверхности, имеющей геометрию, которая соответствует требуемой форме. Средство расширения может включать сжатый воздух или азот, несжимаемую жидкость или может быть обеспечено радиально действующими пальцеобразными элементами. Изменение формы или расширение корпусов емкостей посредством технологии формовки имеет некоторое количество недостатков. Более конкретно, формовка корпусов емкостей увеличивает время изготовления и, следовательно, затраты, связанные с изготовлением емкостей для напитков. Формовку нелегко внедрить в поточный процесс, следовательно, требуется, чтобы этап формовки был отдельным от поточного процесса формообразования корпусов емкостей, использующего технологию изготовления цельных емкостей с утоненным при вытяжке корпусом. Еще один недостаток заключается в том, что степень расширения, которая может быть обеспечена,используя формовку, существенно ограничена, особенно, учитывая, что цельные банки с утоненным при вытяжке корпусом подвергались интенсивной металлообработке, т.е. операциям раскатки и вытяжки с утонением, и могут больше не сохранять достаточной пластичности для того, чтобы заметная форма для обеспечения желаемых результатов была достижимой, не приводя к разрушению банки или возникновению трещин в металле. В одном типичном случае емкость с алюминиевым корпусом, имеющая толщину стенки порядка приблизительно 0,01 см (0,0040"), может быть максимально радиально расширена на 10% по сравнению с начальным диаметром корпуса емкости при использовании одного этапа формовки. Исходя из вышесказанного, существует потребность в обеспечении более экономически эффективного способа обеспечения емкостей для напитков, имеющих часть с увеличенным диаметром, при этом способ легко внедряется в поточный процесс. Краткое изложение сущности изобретения Говоря в общем, в соответствии с изобретением предложен способ изготовления профилированной емкости с боковой стенкой, имеющей по меньшей мере одну часть с увеличенным диаметром, при этом расширенная часть выполнена посредством по меньшей мере одной расширительной матрицы. Способ включает в себя обеспечение заготовки емкости, имеющей первый диаметр; расширение по меньшей мере части заготовки емкости до второго диаметра посредством по меньшей мере одной расширительной матрицы; образование конца заготовки емкости для размещения крышки емкости. Расширительная матрица является вставляемой в открытый конец заготовки емкости, при этом рабочая поверхность расширительной матрицы постепенно отклоняется от осевой линии расширительной матрицы. Когда расширительная матрица вставляется в открытый конец заготовки емкости, рабочая поверхность расширительной матрицы радиально деформирует боковые стенки заготовки емкости для обеспечения части с увеличенным диаметром. В одном варианте осуществления способ может дополнительно включать в себя обжатие заготовки емкости посредством по меньшей мере одной обжимающей матрицы до третьего диаметра, следующее за этапом расширения и до этапа образования конца заготовки емкости для размещения крышки емкости. В одном варианте осуществления способ может дополнительно включать в себя этап регулировки величины перемещения заготовки емкости в обжимающую матрицу и/или расширительную матрицу для обеспечения минимального перехода между расширенной частью емкости и суженной частью емкости или растянутого перехода, по существу, с одинаковым диаметром между расширенной частью и суженной частью емкости. В другом аспекте настоящего изобретения предложена расширительная матрица для изготовления металлических емкостей с радиально увеличенным диаметром. Расширительная матрица включает в себя рабочую поверхность, имеющую постепенно расширяющуюся часть и поясок; и часть с выточкой, размещающуюся следом за пояском рабочей поверхности. Начальная часть рабочей поверхности имеет форму для образования перехода боковой стенки корпуса емкости от части с начальным диаметром к части с увеличенным диаметром. В другом аспекте настоящего изобретения предложена система матриц, включающая в себя вышеописанную расширительную матрицу для изготовления профилированной емкости, имеющей по меньшей мере одну часть с радиально увеличенным диаметром. Система матриц включает в себя первую расширительную матрицу, имеющую рабочую поверхность, предусмотренную для увеличения диаметра заготовки емкости и образования профиля на переходе от начального диаметра заготовки емкости к расширенной части заготовки емкости, и по меньшей мере одну последовательную расширительную матрицу, при этом каждая следующая матрица по меньшей мере одной последовательной расширительной матрицы имеет рабочую поверхность, предусмотренную для обеспечения равной, меньшей или увеличивающейся степени расширения диаметра заготовки емкости по сравнению с первой расширительной матрицей. Таким образом, согласно изобретению предложена расширительная матрица для изготовления металлических емкостей, содержащая рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и часть с выточкой; причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы; причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере на приблизительно 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью; и причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость,поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости. Предпочтительно начальная часть рабочей поверхности имеет геометрию для образования перехода в емкости от части с начальным диаметром к части с увеличенным диаметром. Предпочтительно переход является ступенчатым или плавным. Предпочтительно поясок имеет размеры для обеспечения увеличенного диаметра заготовки емкости, обработанной рабочей поверхностью. Предпочтительно по меньшей мере часть рабочей поверхности имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). Также согласно изобретению предложена система матриц, содержащая две или более расширительные матрицы, причем по меньшей мере одна из двух или более расширительных матриц содержит рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и часть с выточкой; причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы; причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере на приблизительно 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью; и причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость,поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости. Предпочтительно система дополнительно содержит по меньшей мере одну обжимающую матрицу. Предпочтительно наружный диаметр пояска является, по существу, постоянным по длине. Предпочтительно, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). Предпочтительно по меньшей мере часть рабочей поверхности имеет среднее арифметическое от-2 018405 клонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). Предпочтительно, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). Краткое описание чертежей Нижеследующее подробное описание, данное в качестве примера и не предназначенное для ограничения изобретения только на нем, в наилучшем виде будет понято в сочетании с сопровождающими чертежами, где аналогичные числовые обозначения указывают на аналогичные элементы и части, на которых: фиг. 1 А - боковой продольный разрез одного варианта осуществления расширительной матрицы в соответствии с настоящим изобретением; фиг. 1 В - боковой продольный разрез другого варианта осуществления расширительной матрицы в соответствии с настоящим изобретением; фиг. 1 С - боковой продольный разрез другого варианта осуществления расширительной матрицы в соответствии с настоящим изобретением; фиг. 1D - увеличенный продольный разрез кольцевой канавки, изображенной на фиг. 1 А, 1 В и 1 С; фиг. 2 А-2 С - графические представления некоторых вариантов осуществления банки для напитков(емкости для напитков) с внутренним диаметром 5,26 см (2,069"), имеющей по меньшей мере одну часть с диаметром, большим, чем диаметр 211 банки для напитков, увеличенным, применяя способ в соответствии с настоящим изобретением; фиг. 3 - графические представления некоторых вариантов осуществления 211 банки для напитков(емкости для напитков), имеющей по меньшей мере одну часть с внутренним диаметром, расширенную от диаметра 6,61 см (2,603") до внутреннего диаметра, большего чем 7,26 см (2,860"), применяя способ в соответствии с настоящим изобретением; фиг. 4 - боковой продольный разрез обжимающей матрицы, используемой в соответствии с настоящим изобретением. Подробное описание предпочтительных вариантов осуществления На фиг. 1A-1D изображена расширительная матрица 5, применяемая для изготовления профилированной емкости для напитков, имеющей по меньшей мере одну расширенную часть, у которой диаметр емкости для напитков увеличен в радиальном направлении. Предпочтительно профилированная емкость для напитков может, в общем смысле, иметь форму банки для напитков или может, в общем смысле,иметь форму бутылки для напитков, но также рассматривались другие формы, которые подпадают под объем настоящего изобретения. Предпочтительно емкость для напитков выполнена из металла, более предпочтительно из алюминиевого сплава, такого как алюминиевое соединение (АА) 3104. Расширительная матрица 5 настоящего изобретения включает в себя рабочую поверхность 10, содержащую постепенно расширяющуюся часть 15 и поясок 20; и часть 25 с выточкой, размещающуюся следом за пояском 20 рабочей поверхности 10. Начальная часть 30 рабочей поверхности 10 имеет форму для образования перехода боковой стенки емкости от части с начальным диаметром к части с увеличенным диаметром. В одном варианте осуществления расширительная матрица 5 создана, как показано на фиг. 1 А, у которой начальная часть 30 рабочей поверхности 10 имеет угол, предусмотренный для обеспечения плавного перехода между начальным диаметром емкости и расширенной частью боковой стенки емкости, у которой диаметр емкости увеличен в радиальном направлении. Примеры емкостей для напитков,имеющих плавный переход, показаны в примерах А, В, С, D и Е на фиг. 2 А и в примере K на фиг. 2 С,которые иллюстрируют некоторые варианты осуществления банки для напитков (емкости для напитков) с внутренним диаметром 2,069" (5,26 см), имеющей по меньшей мере одну часть с диаметром, большим,чем диаметр 211 банки для напитков, имеющей внутренний диаметр, равный 2,603" (6,61 см). В целях описания настоящего изобретения термин "плавный переход" обозначает постепенное увеличение диаметра. В одном предпочтительном варианте осуществления расширительная матрица 5, имеющая рабочую поверхность 10 для образования плавного перехода, создана для изготовления емкости, имеющей форму, которая подобна форме высокого, расширяющегося кверху стакана для пива. В другом варианте осуществления расширительная матрица 5 создана, как показано на фиг. 1 В и 1 С, у которой начальная часть 30 рабочей поверхности 10 имеет изгиб, предусмотренный для обеспечения более выраженного или ступенчатого перехода между начальным диаметром емкости и расширенной частью емкости, у которой диаметр емкости увеличен в радиальном направлении. В одном варианте осуществления изгиб начальной части 30 рабочей поверхности 10 может быть выполнен с одним радиусом R1. В другом варианте осуществления изгиб начальной части 30 рабочей поверхности 10 может быть выполнен с двумя противоположными радиусами R2, R3 таким образом, что требуемое расширение осуществляется при обеспечении боковой стенки с выраженным или ступенчатым переходом. Примеры емкостей для напитков, имеющих выраженный или ступенчатый переход, показаны в примерах G, Н, I иJ на фиг. 2 В и в примерах L, М и N на фиг. 2 С, которые иллюстрируют некоторые варианты осуществления банки для напитков (емкости для напитков) с внутренним диаметром 2,069" (5,26 см), имеющей по меньшей мере одну часть с диаметром, большим, чем диаметр 211 напитка, имеющего внутренний диа-3 018405 метр, равный 2,603" (6,61 см). В целях описания настоящего изобретения термин "выраженный или ступенчатый переход" обозначает более резкое увеличение диаметра, что может включать в себя волновое изменение боковой стенки емкости. Рабочая поверхность 10 расширительной матрицы 5 дополнительно включает в себя постепенно расширяющуюся часть 15, которая может содержать начальную часть 30. Постепенно расширяющаяся часть 15 имеет размеры и форму такие, что при вставке в открытый конец заготовки банки обеспечивается радиальное расширение боковой стенки заготовки банки и, следовательно, постепенное увеличение диаметра заготовки банки при прохождении заготовки по рабочей поверхности 10. Степень расширения может зависеть от требуемого окончательного диаметра расширенной части емкости, количества расширяющих матриц, используемых для образования расширенной части, а также от материала и толщины стенки заготовки емкости. В одном варианте осуществления рабочая поверхность 10 может обеспечивать соответствующие операции расширения и формообразования без необходимости наличия выталкивающей или т.п. конструкции. Рабочая поверхность 10 расширительной матрицы 5 дополнительно включает в себя поясок 20 в конце постепенно расширяющейся части 15. Поясок 20 имеет размеры и форму для формирования окончательного диаметра расширенной части емкости, образуемой этой расширяющей матрицей 5. В одном варианте осуществления поясок 20 может распространяться вдоль направления обжатия на расстояниеL1, которое меньше чем 1,27 см (0,5"), предпочтительно равное приблизительно порядка 0,32 см (0,125"). Следует отметить, что размеры пояска 20 приведены только для иллюстративных целей и не считаются ограничением изобретения, так как другие размеры пояска 20 также рассматривались и подпадают под объем настоящего описания изобретения. Рабочая поверхность 10 может представлять собой полированную поверхность или неполированную поверхность. В одном варианте осуществления полированная поверхность имеет шлифовку до величины среднеарифметического отклонения профиля (Ra), находящейся в пределах 2-6 мкдюймов (0,050,15 мм). В одном варианте осуществления рабочая поверхность 10 может представлять собой неполированную поверхность, имеющую величину среднеарифметического отклонения профиля (Ra), находящуюся в пределах от более чем или равно 8 мкдюйм (0,2 мм) до менее чем или равно 32 мкдюйм(0,812 мм) при условии, что неполированная поверхность 10 существенно не ухудшает боковое покрытие изделия, имеющееся на внутренней поверхности заготовки емкости. Следом за пояском 20 имеется часть 25 с выточкой, предусмотренная для уменьшения фрикционного контакта между заготовкой емкости и расширительной матрицей 5 после того, как заготовка емкости прошла по постепенно расширяющейся части 15 и пояску 20 рабочей поверхности 10. На фиг. 1D показан увеличенный вид конца одного варианта осуществления части 25 с выточкой в соответствии с настоящим изобретением. Уменьшенный фрикционный контакт снижает до минимума частоту появления смятий и улучшает протягивание заготовки емкости во время процесса расширения. В предпочтительном варианте осуществления часть 25 с выточкой является неполированной поверхностью, имеющей величину среднеарифметического отклонения профиля (Ra), находящуюся в пределах от более чем или равно 8 мкдюймов (0,2 мм) до менее чем или равно 32 мкдюйма (0,812 мм). Часть 25 с выточкой может распространяться в стенку расширяющей матрицы на размер L2, равный по меньшей мере 0,005 дюйма(0,01 см). Следует отметить, что значения размеров и шероховатости поверхности для части 25 с выточкой приведены только для иллюстративных целей и что настоящее изобретение не считается ограниченным ими. В другом аспекте настоящего изобретения предложена система матриц для изготовления профилированных емкостей для напитков, включающая в себя расширяющую матрицу 5, описанную в настоящем описании изобретения. Система матриц включает в себя, по меньшей мере, первую расширительную матрицу 5, имеющую рабочую поверхность 10, предусмотренную для увеличения диаметра заготовки емкости и образования профиля на переходе от начального диаметра заготовки емкости к расширенной части заготовки емкости, и по меньшей мере одну последовательную расширительную матрицу, при этом каждая следующая матрица в ряде последовательных расширительных матриц имеет рабочую поверхность, предусмотренную для обеспечения равной, меньшей или увеличивающейся степени расширения диаметра заготовки емкости по сравнению с первой расширительной матрицей. В одном варианте осуществления система матриц может также включать в себя одну или более обжимающих матриц. Один пример обжимающей матрицы показан на фиг. 4. В другом аспекте настоящего изобретения предложен способ формообразования емкости для напитков. Способ по изобретению может использовать вышеописанную расширительную матрицу 5 и включает в себя обеспечение заготовки емкости, имеющей первый диаметр; расширение по меньшей мере части заготовки емкости до второго диаметра, большего, чем первый диаметр, посредством по меньшей мере одной расширительной матрицы; и образование конца заготовки емкости для размещения крышки емкости. Под термином "обеспечение заготовки емкости", который используется во всем настоящем описании изобретения, подразумевается обозначение обеспечения алюминиевой заготовки, такой как диск или втулка, и придание этой заготовке формы заготовки алюминиевой емкости. По меньшей мере одна рас-4 018405 ширительная матрица 5, как описанная выше, затем вставляется в открытый конец заготовки емкости. Количество расширительных матриц 5 может зависеть от степени расширения, материала заготовки емкости и толщины боковой стенки заготовки емкости. В одном варианте осуществления может быть использовано пять расширительных матриц 5 для увеличения внутреннего диаметра заготовки емкости с приблизительно 2,069" до диаметра, большего, чем внутренний диаметр 211 банки, как изображено на фиг. 2 А-2 С. В другом варианте осуществления может быть использовано три расширительные матрицы для увеличения внутреннего диаметра 211 банки с приблизительно 2,603" до приблизительно 2,860"(7,26 см), как изображено на фиг. 3. Постепенное расширение посредством расширительной матрицы 5 в соответствии с настоящим изобретением может обеспечить увеличения диаметра емкости порядка 25%,причем рассматривались большие расширения при условии, что металл не разрывается во время расширения. В одном варианте осуществления способ формообразования емкости для напитков может дополнительно включать в себя обжатие заготовки емкости до третьего диаметра после расширения части емкости до второго диаметра и до образования конца заготовки емкости для размещения крышки емкости. Примеры L и М, показанные на фиг. 2 С, иллюстрируют обжатие расширенной части заготовки емкости. Предпочтительно третий диаметр, выполненный на этапе обжатия, меньше, чем второй диаметр, и третий диаметр может быть больше, меньше или равен первому диаметру. В одном варианте осуществления этап процесса обжатия может быть осуществлен посредством по меньшей мере одной обжимающей матрицы 40, как изображенной на фиг. 4. В одном варианте осуществления процесс обжатия может быть предусмотрен для обжатия расширенной части емкости с целью образования банки для напитков или емкости для напитков, имеющей форму бутылки. В отличие от способов обжатия по предшествующему уровню техники обжатие расширенной части емкости, которая образована в соответствии с настоящим изобретением, от расширенной части до диаметра, большего, чем начальный диаметр заготовки емкости, не требует выталкивания, так как боковые стенки емкости находятся в напряженном состоянии после расширения. В некоторых вариантах осуществления настоящего изобретения выталкивание может быть использовано при обжатии расширенной части заготовки емкости до третьего диаметра. Обжатие расширенной части до меньшего или равного начальному диаметру заготовки емкости обычно требует выталкивания. Предпочтительно во время этапов обжатия используется выталкивающая конструкция, при этом диаметр, получающийся после обжатия, меньше, чем начальный диаметр заготовки емкости. В некоторых вариантах осуществления настоящего изобретения способ формообразования емкости для напитков дополнительно включает в себя регулировку величины перемещения заготовки емкости в обжимающую матрицу 40 и/или расширительную матрицу 5 для обеспечения минимального перехода между соседними расширенными частями емкости или между расширенными частями и суженными частями емкости. Величина перемещения определяется как расстояние, на которое заготовка емкости перемещается по рабочей поверхности 10 расширяющей матрицы 5 или обжимающей матрицы 40. Один пример влияния регулировки величины перемещения для обеспечения минимального перехода показан в примере L на фиг. 2 С. В другом варианте осуществления величина перемещения может быть отрегулирована для обеспечения растянутого перехода, по существу, с одинаковым диаметром между расширенной частью емкости и суженной частью емкости. Примеры емкости, выполненной с растянутым переходом, по существу, с одинаковым диаметром, включают примеры Н, I и J на фиг. 2 В и пример М и N на фиг. 2 С. Способ по настоящему изобретению может дополнительно включать в себя формообразование посредством комплектов многочисленных расширяющих матриц 5 и комплектов многочисленных обжимающих матриц 40, которые могут быть использованы последовательно для обеспечения многочисленных расширенных частей и суженных частей, образованных в боковой стенке емкости. Следуя за окончательным этапом расширения/обжатия, формируется открытый конец заготовки емкости для размещения крышки емкости. Этап образования соединения крышки емкости с открытым концом заготовки емкости может представлять собой любой известный процесс или способ, включая образование фланца, спирали, резьбы, зажима, крепежной накидки и ободка или их комбинаций. Настоящее изобретение предлагает расширительную матрицу 5 и способ образования расширенной части боковой стенки емкости для напитков, таким образом преимущественно снижая при производстве емкостей для напитков производственные затраты, связанные с формообразованием емкостей для напитков. Следует отметить, что вышеприведенное описание изобретения является подходящим для емкости для напитков, аэрозоля, пищевых продуктов или любой другой емкости, которую возможно расширить и/или обжать. Кроме того, вышеприведенное описание изобретения является в равной степени применимым к способам формообразования/расширения, связанным с изготовлением цельных емкостей с утоненным при вытяжке корпусом, цельных емкостей, а также с изготовлением емкостей с помощью прессования ударным выдавливанием. Хотя изобретение было описано в целом выше, нижеследующий пример предложен для того, чтобы дополнительно проиллюстрировать настоящее изобретение и продемонстрировать некоторые преимуще-5 018405 ства, которые проистекают из него. Не следует подразумевать, что изобретение ограничено на конкретном раскрытом примере. Пример 1. Расширение внутреннего диаметра 2,069" (5,26 см). Была использована система с пятью расширительными матрицами для расширения диаметра части заготовки емкости, имеющей толщину боковой стенки 0,0088 дюйма (0,02 см), из алюминиевого соединения (АА) 3104 от начального внутреннего диаметра 2,069" (5,26 см) до окончательного внутреннего диаметра порядка 2,615" (6,64 см). Расширение представляет собой увеличение приблизительно на 24% диаметра заготовки емкости без образования линий Людерса или задиров металла. Первая расширительная матрица обеспечивает расширение приблизительно на 9%; вторая и третья расширительные матрицы, каждая, обеспечивают расширение приблизительно на 4,5%; четвертая и пятая расширительные матрицы, каждая, обеспечивают расширение приблизительно на 3,0%. Пример 2. Расширение внутреннего диаметра 2,603" (6,61 см). Была использована система с тремя расширительными матрицами для расширения диаметра части заготовки емкости 211 банки, имеющей толщину боковой стенки 0,0056 дюйма (0,014 см), из алюминиевого соединения (АА) 3104 от начального внутреннего диаметра 2,603" до окончательного внутреннего диаметра порядка 2,860" (7,26 см). У каждой из трех расширительных матриц степень расширения увеличивается на 3% за один этап расширения. Описав предпочтительные в настоящее время варианты осуществления, следует понимать, что изобретение может быть осуществлено иным образом, не отступая от объема притязаний приложенной формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Расширительная матрица для изготовления металлических емкостей, содержащая рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и часть с выточкой; причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы; причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере приблизительно на 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска, так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью; причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость,поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости. 2. Матрица по п.1, в которой начальная часть рабочей поверхности имеет геометрию для образования перехода в емкости от части с начальным диаметром к части с увеличенным диаметром. 3. Матрица по п.2, в которой переход является ступенчатым или плавным. 4. Матрица по п.1, в которой поясок имеет размеры для обеспечения увеличенного диаметра заготовки емкости, обработанной рабочей поверхностью. 5. Матрица по п.1, в которой по меньшей мере часть рабочей поверхности имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). 6. Система матриц, содержащая две или более расширительные матрицы, причем по меньшей мере одна из двух или более расширительных матриц содержит рабочую поверхность, выполненную с возможностью расширения диаметра металлической емкости, имеющей закрытое дно, причем рабочая поверхность содержит постепенно расширяющуюся часть и поясок; и часть с выточкой; причем поясок расположен между постепенно расширяющейся частью и частью с выточкой и наружный диаметр пояска является максимальным диаметром матрицы; причем часть с выточкой содержит поверхность выточки, наружный диаметр которой по меньшей мере приблизительно на 0,01 дюйма (0,25 мм) меньше, чем наружный диаметр пояска, так, чтобы уменьшить, но не устранить фрикционный контакт между поверхностью выточки и металлической емкостью; причем рабочая поверхность имеет такой размер, что, когда вставляется в металлическую емкость,поясок полностью и, по меньшей мере, участок части с выточкой входят в металлическую емкость, вызывая расширения диаметра по меньшей мере части емкости. 7. Система по п.6, дополнительно содержащая по меньшей мере одну обжимающую матрицу. 8. Система по п.6, в которой наружный диаметр пояска является, по существу, постоянным по длине. 9. Система по п.1, в которой, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). 10. Система по п.6, в которой по меньшей мере часть рабочей поверхности имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм). 11. Система по п.6, в которой, по меньшей мере, участок части с выточкой имеет среднее арифметическое отклонение профиля (Ra) приблизительно в пределах 8-32 мкдюймов (0,2-0,812 мкм).
МПК / Метки
МПК: B21D 51/26, B65D 1/16
Метки: матриц, система, изготовления, матрица, емкостей, металлических, расширительная
Код ссылки
<a href="https://eas.patents.su/10-18405-rasshiritelnaya-matrica-dlya-izgotovleniya-metallicheskih-emkostejj-i-sistema-matric.html" rel="bookmark" title="База патентов Евразийского Союза">Расширительная матрица для изготовления металлических емкостей и система матриц</a>
Закупорочная система и крышки для пластиковых или металлических емкостей
Номер патента: 18215
Опубликовано: 28.06.2013
Автор: Хенриксен Ларс
МПК: B65D 1/30, B65D 77/20
Метки: емкостей, система, закупорочная, пластиковых, металлических, крышки
Формула / Реферат:
1. Ряд крышек, образующих непрерывный лист, имеющий продольное направление и выполненный такой формы, что его край образован первыми краевыми частями крышек и обеспечена возможность образования вторых краевых частей двух соседних крышек в ряду крышек одним разрезом в направлении, отличном от перпендикулярного к продольному направлению листа.2. Ряд по п.1, в котором крышки симметричны относительно линии, отличной от продольного направления...
Расширительная система для расширения трубного элемента
Номер патента: 8299
Опубликовано: 27.04.2007
Авторы: Лохбекк Вильхельмус Кристианус Мария, Зейслинг Дюрре Ханс
МПК: B21D 31/04, E21B 43/10, B21D 39/08...
Метки: расширения, система, трубного, расширительная, элемента
Формула / Реферат:
1. Расширительная система для радиального расширения трубного элемента, имеющего нерасширенную часть с первым внутренним диаметром, при этом расширительная система включает расширитель, выполненный с возможностью перемещения между радиально суженным состоянием и радиально расширенным состоянием, при этом расширитель включает расширяющуюся расширительную поверхность, проходящую в осевом направлении расширителя, при этом расширительная поверхность...
Расширительная система для поэтапного расширения трубного элемента
Номер патента: 8298
Опубликовано: 27.04.2007
Авторы: Лохбекк Вильхельмус Кристианус Мария, Зейслинг Дюрре Ханс
МПК: B21D 31/04, B21D 39/08, E21B 43/10...
Метки: элемента, система, расширения, поэтапного, расширительная, трубного
Формула / Реферат:
1. Расширительная система для радиального расширения трубного элемента, имеющего нерасширенную часть с первым внутренним диаметром, при этом расширительная система включает расширитель, выполненный с возможностью перемещения между радиально суженным состоянием и радиально расширенным состоянием, при этом расширитель выполнен с возможностью расширения трубного элемента с первого внутреннего диаметра до второго внутреннего диаметра, превышающего...
Матрица для изготовления таблетированной лекарственной формы и способ лечения
Номер патента: 9810
Опубликовано: 28.04.2008
Автор: Кокеладзе Мераб Ревазович
МПК: A61J 3/10, A61K 31/495, A61K 47/32...
Метки: лечения, формы, изготовления, лекарственной, матрица, таблетированной, способ
Формула / Реферат:
1. Матрица для изготовления таблетированной лекарственной формы с пролонгированным высвобождением триметазидина или его фармацевтически приемлемой соли, отличающаяся тем, что она содержит 20,0-24,7 мас.% гидроксипропилметилцеллюлозы, 2,0-3,0 мас.% гидроксипропилцеллюлозы, 1,3-8,0 мас.% коповидона. 2. Матрица по п.1, отличающаяся тем, что она содержит 15-25% триметазидина или его фармацевтически приемлемой соли. 3. Матрица по п.1, отличающаяся...
Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Коскинен Тайсто, Райамяки Кауко, Коски-Лайне Саара, Линд Ари, Исокютё Мика
МПК: B22D 11/04, C23C 6/00, A44C 21/00...
Метки: слоистых, изготовления, способ, слябов, металлических, слябы, изделий
Формула / Реферат:
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу...