Мембрана, способ и штамповочное средство для её получения
Формула / Реферат
1. Способ получения мембраны (1) путем отверждения одной или нескольких заготовок (39) мембраны, которые содержат по меньшей мере один резиновый слой (40, 41) и по меньшей мере один проницаемый армирующий слой (19), полученный, например, из ткани и размещенный смежно указанному резиновому слою и между двумя или несколькими резиновыми слоями, отличающийся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно, определенные секции (14) мембраны, то есть секции, которые в положении применения не входят в контактное взаимодействие с опорными поверхностями и смещаются или деформируются, получают с формой или конфигурацией, которая отклоняется от конфигурации применения, и тем, что этим секциям мембраны, благодаря вывертыванию их наизнанку, придают требуемые формы в положениях монтажа и применения, соответственно.
2. Способ по п.1, отличающийся тем, что армирующий слой и армирующие слои (19), соответственно, подвергают вытяжке через растяжение резинового слоя в течение отверждения (вулканизации) для реализации в указанной секции (14) мембраны смещения указанного армирующего слоя (19) через часть по меньшей мере одного из указанных резиновых слоев (40, 41) и, следовательно, положения в течения отверждения (вулканизации), которое отклоняется при наращивании заготовки.
3. Способ по п.1 или 2, отличающийся тем, что мембрану (1), имеющую кольцевую секцию (14), которая является выпуклой в положении монтажа или применения, получают с этой секцией, имеющей вогнутую форму, и с резиновым слоем (18), смещенным через армирующий слой (19) к выпуклой получаемой при изготовлении стороне, при этом мембрану впоследствии вывертывают наизнанку для получения выпуклой формы с указанным смещением резинового слоя к вогнутой стороне.
4. Способ по п.1 или 2, отличающийся тем, что в мембране, имеющей кольцевую секцию (14), которая является вогнутой к стороне (17) повышенного давления в положении применения, эту кольцевую секцию получают на верхней части нижней половины (21) пресс-формы, сконструированной, главным образом, как сходящийся усеченный конус, которую приводят во взаимодействие, по существу, с соответственно сконструированной нижней частью верхней половины (31) пресс-формы.
5. Способ по п.4, отличающийся тем, что обеспечивается поверхность оболочки усеченного конуса на основании и/или на верхней части со скосами (26 и 27, соответственно) для создания в армирующем слое (19) растягивающего усилия, направленного к прямолинейной промежуточной части (30), позиционируемой между ними, а также частичного проникновения через нижележащий резиновый слой (41) в течение отверждения (вулканизации).
6. Способ по п.5, отличающийся тем, что нижняя часть верхней половины (31) пресс-формы сконструирована так, чтобы следовать форме в области по меньшей мере одного скоса (26 и 27, соответственно) и /или иметь расширение (37) и утонение, соответственно.
7. Способ по п.1, отличающийся тем, что для получения положения армирования, которое, главным образом, является неизменным в отношении наращивания заготовки, кольцевую часть мембраны, которая является вогнутой в положении монтажа или применения, получают частично в вогнутой, а частично в выпуклой форме, предпочтительно с внутренней частью в вогнутой и с внешней частью в выпуклой части, и тем, что последняя часть в положении монтажа и применения принимает вогнутую форму.
8. Мембрана (1), полученная способом по п.1 из одной или нескольких заготовок (39) посредством их отверждения и которая содержит по меньшей мере один резиновый слой (40, 41) и по меньшей мере один проницаемый армирующий слой (19), позиционируемый смежно последнему резиновому слою и между несколькими резиновыми слоями, соответственно, и полученный, например, из ткани, отличающаяся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и для предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно, определенные секции (14) мембраны, то есть секции, которые в положении применения не приходят в контактное взаимодействие с опорными поверхностями и изменяют положение или деформируются, соответственно, получают в форме, которая отклоняется от формы или конфигурации применения, и сконструированы так, чтобы в положении монтажа и применения, соответственно, при вывертывании наизнанку они принимали требуемые формы или конфигурации.
9. Мембрана по п.8, отличающаяся тем, что армирующий слой и армирующие слои (19), соответственно, в указанной секции (14) мембраны отрегулированы в отношении положения и/или натяжения относительно наращивания заготовки путем смещения через часть по меньшей мере одного из указанных резиновых слоев (40, 41), поскольку они в течение отверждения (вулканизации) подвергаются вытяжке.
10. Мембрана по п.8, отличающаяся тем, что мембрана (1) имеет кольцевую секцию (14), которая в положении монтажа или применения является вогнутой относительно внешней стороны (20), и получена с этой секцией, имеющей вогнутую форму, и со смещением резинового слоя (18) через армирующий слой (19) в вогнутой, получаемой в течение производства, стороне, и тем, что полученную в течение производства секцию (14), имеющую вогнутую форму, вывертывают наизнанку в выпуклую форму с указанным резиновым слоем, смещенным к вогнутой стороне.
11. Мембрана по п.8, отличающаяся тем, что для получения положения армирования, главным образом, неизмененного в отношении наращивания заготовки, кольцевая часть мембраны, которая является вогнутой в положении монтажа или применения, получена частично в вогнутой, а частично в выпуклой форме, предпочтительно с внутренней вогнутой частью и внешней выпуклой частью, и тем, что последняя часть в положении монтажа или в положении применения вывернута наизнанку для придания вогнутой формы.
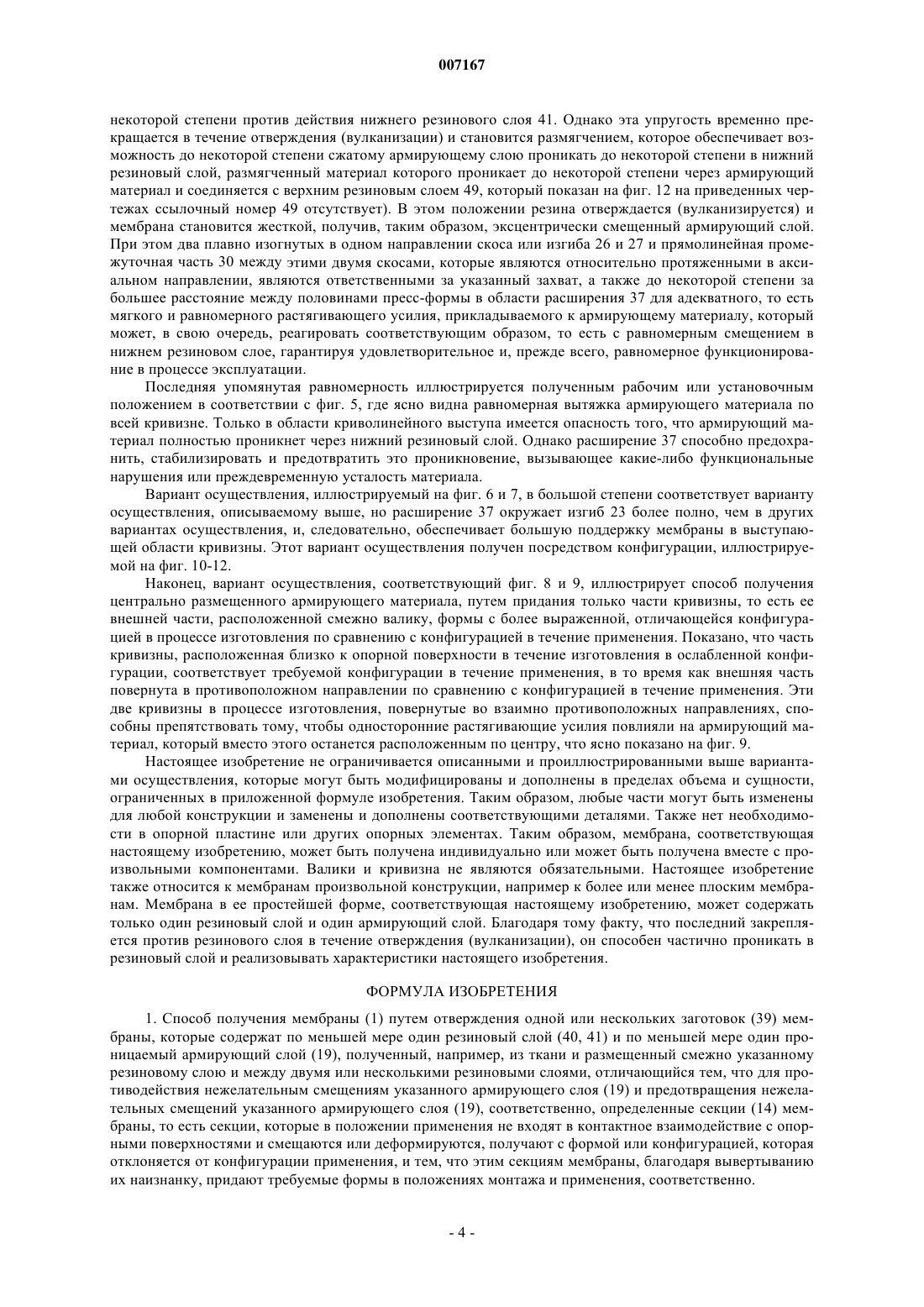
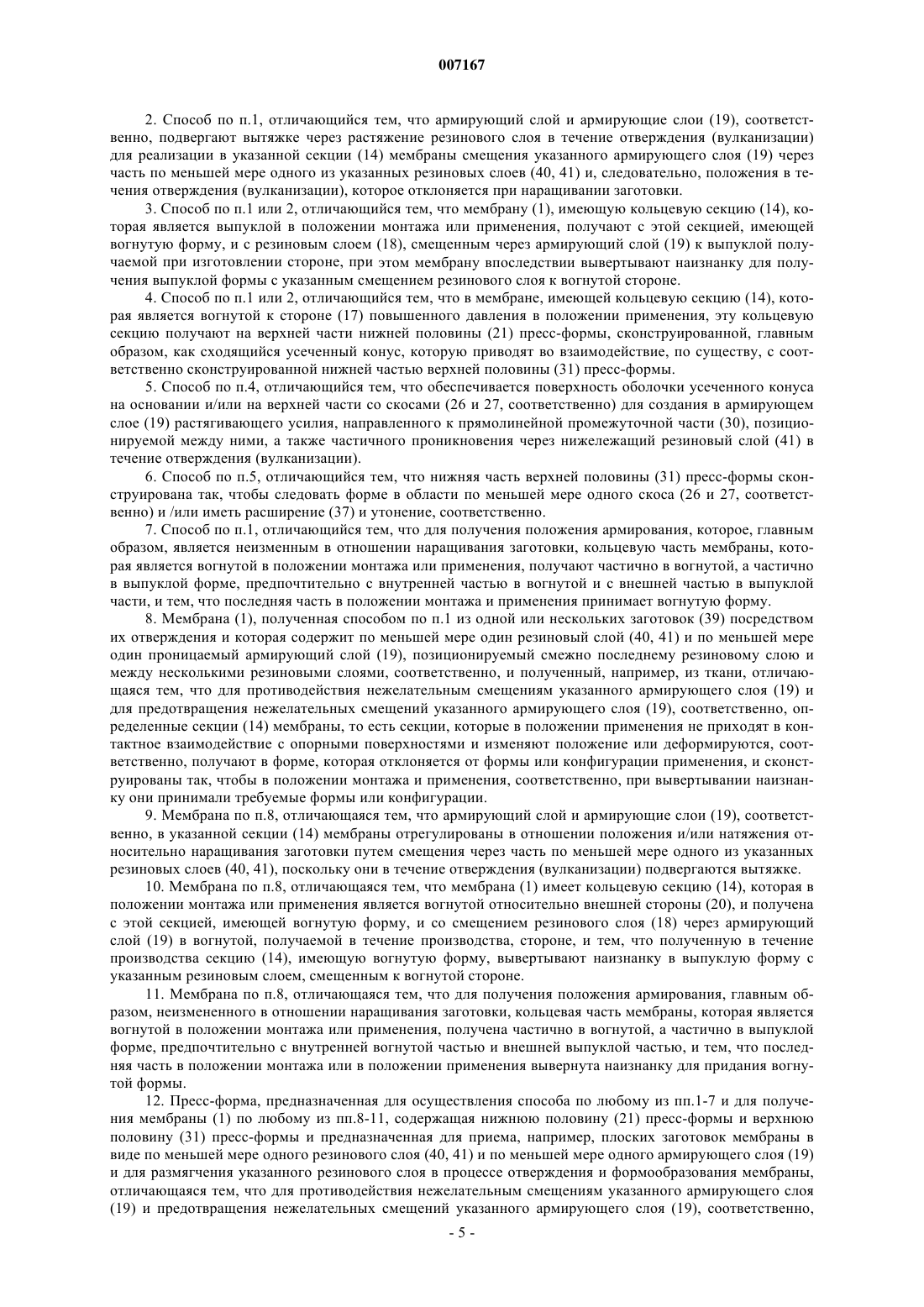
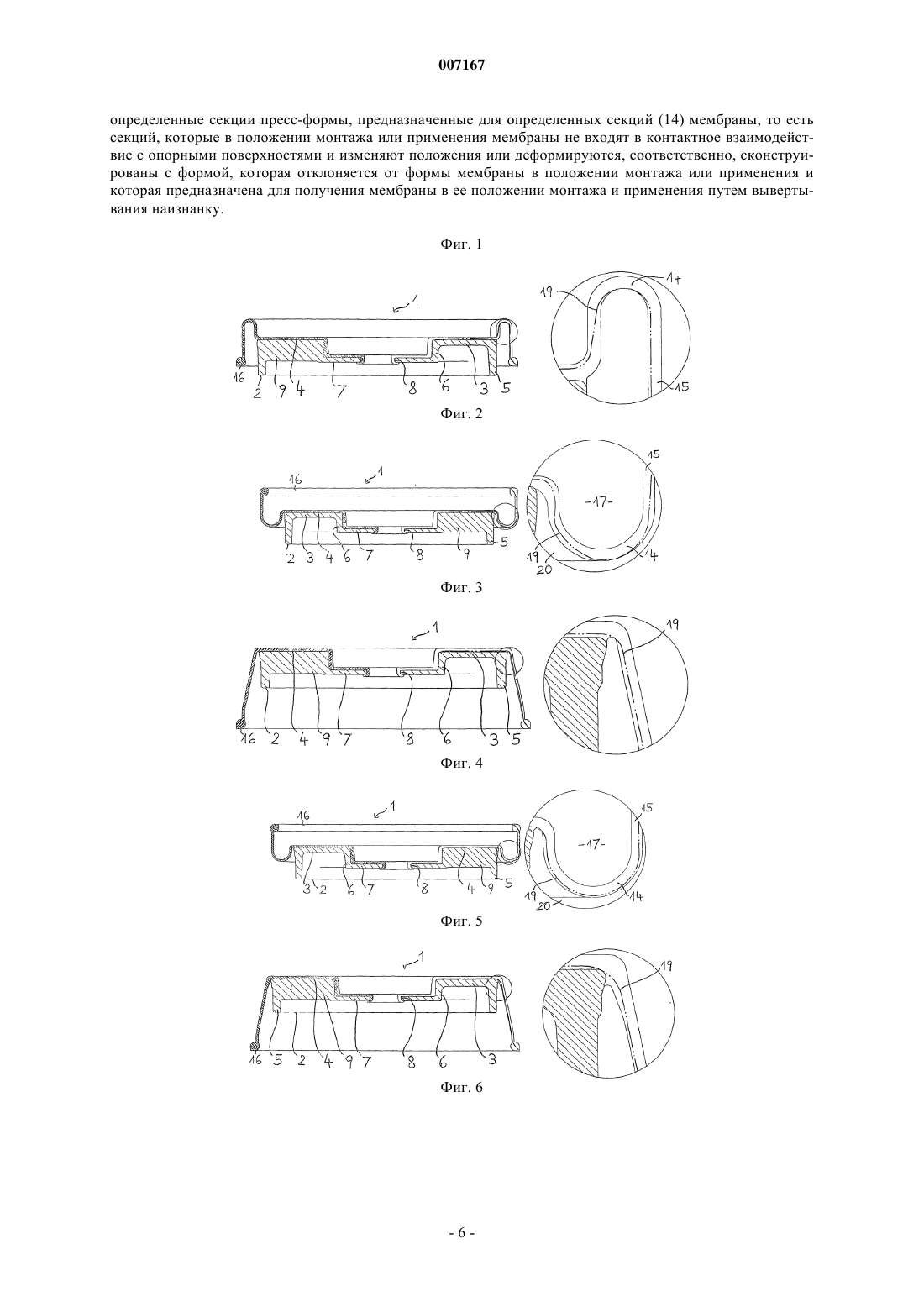
12. Пресс-форма, предназначенная для осуществления способа по любому из пп.1-7 и для получения мембраны (1) по любому из пп.8-11, содержащая нижнюю половину (21) пресс-формы и верхнюю половину (31) пресс-формы и предназначенная для приема, например, плоских заготовок мембраны в виде по меньшей мере одного резинового слоя (40, 41) и по меньшей мере одного армирующего слоя (19) и для размягчения указанного резинового слоя в процессе отверждения и формообразования мембраны, отличающаяся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно, определенные секции пресс-формы, предназначенные для определенных секций (14) мембраны, то есть секций, которые в положении монтажа или применения мембраны не входят в контактное взаимодействие с опорными поверхностями и изменяют положения или деформируются, соответственно, сконструированы с формой, которая отклоняется от формы мембраны в положении монтажа или применения и которая предназначена для получения мембраны в ее положении монтажа и применения путем вывертывания наизнанку.


Текст
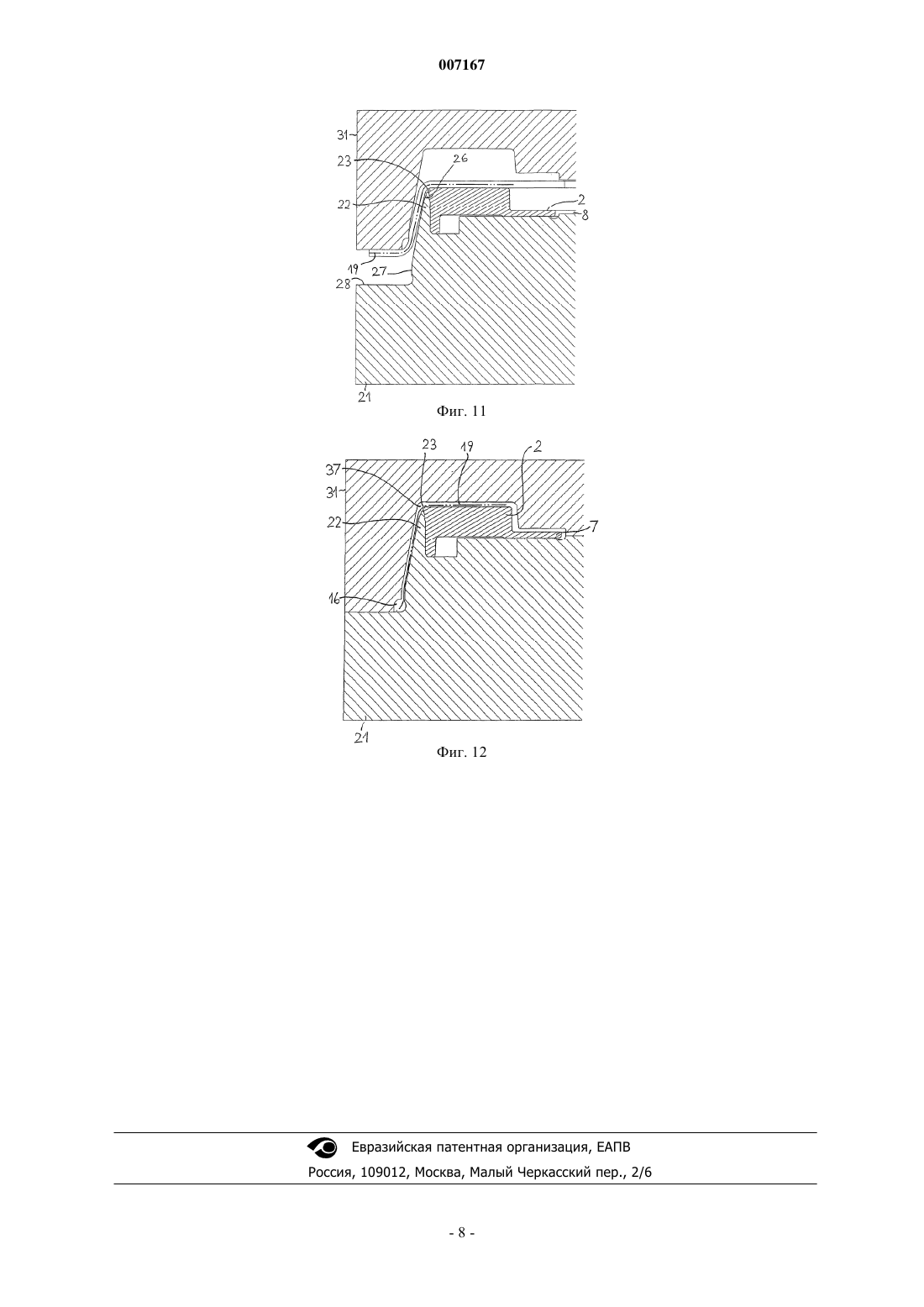
007167 Настоящее изобретение в соответствии с преамбулой п.1 формулы изобретения относится к способу получения мембраны. Настоящее изобретение относится также к мембране в соответствии с преамбулой первого притязания на средство, а также к пресс-форме, предназначенной для осуществления указанного способа и для получения указанной мембраны, соответственно. В соответствии с уже известной технологией при получении основных материалов для армированных мембран один или несколько армирующих слоев, полученных, например, из ткани, размещают между двумя или несколькими слоями упругого резинового материала, в частности резины, и слои соединяют, например, посредством каландрования. В альтернативном варианте, различные слои могут быть размещены поверх друг друга в пресс-форме для получения мембраны. В двух случаях эти слои постоянно соединяют между собой с помощью технологического процесса отверждения. В течение отверждения (вулканизации) резина становится полужидкой и проникает в слой армирующего материала и различные резиновые слои, и если их используется несколько, то они соединяются друг с другом, например, через довольно тонкие ткани. После этого армирующий слой будет, по меньшей мере, главным образом, оставаться в его положении. Однако при отверждении мембраны таким способом конечное формообразование имеет место в одно и тоже время. В течение более акцентуированного формообразования этого типа, например, с острыми изгибами, имеющими небольшой радиус, к армирующему слою, а также к полужидким резиновым слоям прикладывают переменные растягивающие усилия и силы давления. Затем полужидкая резина в одном слое может быть смещена в планарном направлении и/или через армирующий слой в другой резиновый слой, в частности, если армирующий слой состоит из тонкой ткани. После этого армирующий слой перемещается нежелательным образом и размещается в другом положении конечной мембраны, чем требуемое положение. Такое нежелательное смещение армирующего слоя может в типичном случае привести к тому, что армирование будет расположено близко к жидкости или газу повышенного давления, которые проникают в армирующий слой и растягивают резиновый слой на другой стороне в пузырь. Довольно обычные смещения армирования относительно требуемого положения приводят также в результате к опасностям функциональных нарушений, например, вследствие изменений требуемой подвижности мембраны и ее упругой деформации, а также к опасностям ухудшения качества. Задачей настоящего изобретения является предотвращение и, насколько возможно, исключение вышеуказанных недостатков, а также улучшение известного уровня в этой области техники в других отношениях и нахождение новых возможностей применения. Во всех случаях нежелательным смещениям армирующего слоя или армирующих слоев будут противодействовать или нежелательные смещения армирующего слоя или армирующих слоев будут предотвращать требуемым смещением армирующего слоя или армирующих слоев, имеющим место в заготовке или заготовках, или без такого смещения,имеющего место, и/или требуемым растяжением или созданием предварительного напряжения получаемого армирующего слоя или армирующих слоев, при этом результаты зависят от конструкции мембраны и применения, соответственно. В соответствии с настоящим изобретением задачу решают с помощью способа, описанного в отличительной части п.1 формулы изобретения. Решение задачи также получают посредством мембраны,которая сконструирована, главным образом, в соответствии с отличительной частью первого притязания на мембрану формулы изобретения и посредством пресс-формы в соответствии с притязанием на прессформу формулы изобретения, соответственно. Дополнительные характерные элементы и преимущества настоящего изобретения изложены в следующем описании, сделанном со ссылками на сопроводительные чертежи, на которых иллюстрируется несколько предпочтительных, но неограничивающих вариантов осуществления настоящего изобретения. На чертежах приведены детальные диаметральные, частично схематические поперечные сечения, где фиг. 1 - иллюстрация положения получения и положение применения стандартной мембраны; фиг. 2 - иллюстрация положения получения мембраны в соответствии с настоящим изобретением; фиг. 3 - иллюстрация положения применения мембраны в соответствии с фиг. 2; фиг. 4 и 5 - иллюстрация модифицированных положений получения и применения другой мембраны, соответствующей настоящему изобретению; фиг. 6 и 7 - то же для третьей мембраны, соответствующей настоящему изобретению; фиг. 8 и 9 - то же для четвертой мембраны, соответствующей настоящему изобретению; фиг. 10-12 - последовательные этапы изготовления в соответствии с настоящим изобретением мембраны, соответствующей фиг. 4-9, при использовании формообразующего инструмента, соответствующего настоящему изобретению. Как следует из фиг. 1, мембрана 1 предпочтительно получена совместно с отверждением и, возможно, одновременно с отверждением на опорной пластине 2, полученной, например, из металла, в иллюстрируемой конфигурации или форме мембраны, которая также является формой применения. Опорная пластина имеет, например, кольцевую часть 3 с верхней опорной поверхностью 4, которая имеет радиальную протяженность, соединенную с внешним до некоторой степени более протяженным аксиальным фланцем 5 вокруг нее, а также соединенную с внутренней до некоторой степени менее протяженной аксиальной стенкой 6 вокруг нее, край которой, обращенный к опорной поверхности, соединен с нижней-1 007167 частью 7, расположенной в радиальной плоскости и имеющей центральное круглое отверстие 8. Между фланцем 5 и стенкой 6 могут проходить спицы 9. Мембрана 1 нанесена вокруг отверстия 8 для приведения в контактное взаимодействие с нижней стороной нижней части 7 против краевой области вокруг отверстия 8. Затем мембрана следует вдоль стенки отверстия и верхней стороны нижней части, вдоль стенки 6, а также несущей опорной поверхности 4, которая проходит в направлении наружу в форме короткого выступа 10 кольцевой части, имеющего верхний изгиб 11 и нижнюю более акцентуированную или острую ступеньку 12, которая практически необходима для обеспечения возможности соединения части пресс-формы с опорной пластиной. Мембрана следует изгибу и аксиальной внешней стороне 13 выступа и затем продолжается в виде конфигурации, имеющей в поперечном сечения приблизительно круглую дугообразную кривизну 14, проходящую от указанной ступеньки в направлении вниз, а затем вверх, а затем продолжается в форме аксиальной прямолинейной части 15, проходящей в направлении назад относительно первоначальной фазы описанной кривизны на уровне выше или аксиально перед несущей опорной поверхностью, заканчиваясь в виде валика 16, имеющего, по существу, круглое поперечное сечение, который, главным образом, может быть размещен внутри области, охватываемой указанной прямолинейной частью и являющейся ее мнимым продолжением. Описываемая конструкция, безусловно, имеет симметрию вращения, и целью является разрешение валику 16 зажиматься с возможностью уплотнения между, например, двумя неподвижными деталями клапана (не показано), тогда как отверстие 8 и прилегающая часть мембраны будут нанесены, например,на шпиндель клапана (не показано), и могут быть обеспечены смежные нижние специальные опорные или крепежное средства. Остальная часть мембраны совместно с необязательной опорной пластиной смонтирована с возможностью движения в осевом направлении, причем эти движения, главным образом,предназначены для абсорбирования кривизны 14 и прилегающих частей мембраны в течение упругой деформации. В типичном случае, который иллюстрируется на фиг. 1, по меньшей мере, периодически в жидкости или газе может возникать более высокое давление, прикладываемое к верхней или внешней крепежной стороне 17 мембраны, где, таким образом, вогнутая часть кривизны 14, главным образом,подвергается воздействию перепада давления. Сторона 17 является стороной давления при использовании или применении мембраны, а также когда она получена, при этом в последнем случае, поскольку часть пресс-формы, предназначенная для работы в качестве верхней половины пресс-формы, используется для создания кривизны, то нельзя избежать определенного напряженного состояния в плоском исходном слое заготовки мембраны вокруг верхних частей верхнего штампа. На увеличенной части фиг. 1 показано, что в течение отверждения удаляется размягченный резиновый слой 18 мембраны из вогнутой стороны кривизны и через армирующий слой 19 на мембране и к вогнутой стороне, армирующий материал почти заканчивается на поверхности во внутренней стороне кривизны. Это может привести к тому, что находящиеся под повышенным давлением жидкости или газы,которые оказывают влияние на внутреннюю сторону кривизны, почти неконтролируемым образом будут воздействовать через армирующий материал и против резинового слоя на другую сторону армирующего материала, что, безусловно, в результате приведет к усилению функциональных нарушений и, в конечном счете, может разрушить и полностью временно прекратить функционирование. Для устранения этих проблем и уменьшения указанных опасностей в соответствии с настоящим изобретением обеспечивается способ формообразования или конструирования этих секций мембраны,которые при применении мембраны не вступают в контактное взаимодействие с опорными поверхностями и не смещаются или деформируются, будучи нанесенными, соответственно, по меньшей мере, частично, и получения конфигурации или формы, которые отклоняются от формы указанных секций при их применении. Первый вариант осуществления, соответствующий настоящему изобретению, показан на фиг. 2 и 3,причем фиг. 3, по существу, соответствует фиг. 1. Однако при изучении увеличенной части фиг. 3 становится очевидным, что армирующий слой в области с кривизной 14, главным образом, расположен ближе к низу выпуклой стороны. Это означает, что также максимальные расчетные перепады давления не способны выдавливать толстый резиновый слой во внешней стороне 20 мембраны. Это делали путем получения мембраны в положении, иллюстрируемом на фиг. 2, с ее кривизной с выпуклой стороной, обращенной к стороне давления. Изготовление осуществляют способом, который соответствует способу, используемому для проектирования в соответствии с фиг. 1, причем осуществляли изменение положения нижней половины и верхней половины пресс-формы, при этом прямолинейная часть обращена вниз, а не вверх. Когда мембрану отверждали в ее положении, соответствующем фиг. 2, кривизна 14 поворачивалась вниз, а прямолинейная часть 15 - вверх, полученная форма, показанная на фиг. 3, сохраняется, поскольку эта форма мембраны является самостабилизирующейся и позволяет получить более компактный и, следовательно, более упругий валик 16. Однако вследствие вывертывания мембраны, соответствующей настоящему изобретению, наизнанку она имеет определенную характерную упругость, которая склонна расширять кривизну в радиальном направлении наружу. Это необходимо в некоторых случаях принимать во внимание и компенсировать путем выбора кривизны с меньшим радиусом изгиба на стадии изготовления (смотри увеличенную часть-2 007167 на фиг. 2). Затем в течение вывертывания наизнанку в положение применения независимо имеет место расширение до требуемых размеров (смотри увеличенную часть, показанную на фиг. 3). По сравнению со стандартной формой, соответствующей форме, показанной на фиг. 1, которая не подвергается предварительному напряжению, форма, соответствующая форме, показанной на фиг. 3,может в результате приводить к небольшому смещению области выступа кривизны от внешней стороны кольцевой части и фланца, поскольку эта область выступа изогнута почти на 180 по сравнению с полученной формой. Однако это, вероятно, не имеет практического значения. В том случае, если это имеет некоторую важность, то должна быть предпринята контрмера, чтобы сделать мембрану несколько тоньше в области с изгибом 11. Выступ 10 может быть полностью исключен при выборе конструкции, иллюстрируемой на фиг. 2 и 3, поскольку в положении в процессе получения, как показано на фиг. 2, отсутствует требование, чтобы формуемая часть позиционировалась ниже кривизны. Наконец, следует отметить, что радиальная внутренняя часть валика в фазе изготовления будет ее радиальной внешней частью в положении применения. Следовательно, требуемый или существующий изгиб и край, соответственно, монтируют в течение изготовления на противоположной стороне в радиальном направлении относительно требуемого положения в течение монтажа. Однако нет необходимости в получении "перевернутой" кривизны и затем переделывания ее до нужной кривизны путем правильного поворота. Конструкции, соответствующие фиг. 4-7, иллюстрируют способы размещения в течение изготовления секции мембраны для предполагаемой кривизны, главным образом, с прямолинейным отклонением вниз, которое может быть описано простым способом со ссылкой на фиг. 10-12. В этом случае опорную пластину 2 позиционируют в нижней половине 21 или на нижней половине 21 пресс-формы, которая посредством внутренней стороны вертикально выступающего заостренного кольца 22 плотно прижата к внешней стороне аксиального фланца 5. Последний может располагаться смежно кольцевой части 3, образуя ступеньку в радиальном направлении, тогда как в той самой плоскости, что и кольцевая часть, изгиб 23 выступает дополнительно в направлении наружу в радиальном направлении и плавно переходит в несущую опорную поверхность 44. Между изгибом 23 и соединением 24 кольца 22 сделан небольшой вырез 25, который в течение отверждения будет заполняться резиновым материалом. Внешняя сторона кольца 22 отклоняется отчасти и, главным образом, прямолинейно в направлении вниз, но с небольшим скосом или изгибом 26, расположенным смежно заострению,и подобным скосом или изгибом 27, расположенным смежно соответствующей проходящей в радиальном направлении наружу упорной поверхности 28 нижней половины 21 пресс-формы, причем упорная поверхность в ее внутренней части имеет кольцеобразную полость 29, против которой опирается скос или изгиб 27 и которая предназначена для образования одной стороны валика 16. Таким образом, два скоса или изгиба 26 и 27 повернуты в радиальном направлении внутрь под небольшим углом относительно предпочтительно прямолинейной промежуточной части 30 между ними. Верхняя половина 31 пресс-формы является комплиментарной по отношению к нижней ее половине, опирается упорной поверхностью 32 в упорную поверхность 28, имеет полость 33, которая является комплиментарной по отношению к форме валика, и подобно нижней половине пресс-формы предусмотрена со скосом или изгибом 34 на расстоянии, равном толщине мембраны, обращенным к скосу или изгибу 27. Однако верхний скос или изгиб предпочтительно отсутствует, и, вместо этого, прямолинейная часть 35, устанавливаемая на прямолинейной промежуточной части 30 нижней половины на расстоянии,равном толщине мембраны, продолжается непрерывно до верхней поверхности 36, расположенной выше несущей опорной поверхности 4. Последняя и прямолинейная часть 35 соединены между собой плавным изгибом и, таким образом, также обеспечивают пространство для определенного расширения 37 мембраны в области со скосом или изгибом 26. В остальном, половины пресс-формы сконструированы обычным образом для получения требуемой формы мембраны. Как следует из фиг. 10, опорная пластина 2 размещена на нижней половине пресс-формы, так же,как и вырезанная плоская заготовка 39 мембраны, предусмотренная с центральным отверстием 38 и содержащая два резиновых слоя 40 и 41, возможно, соединенных между собой и предпочтительно имеющих равномерную толщину, а между резиновыми слоями размещен армирующий слой 19, полученный,например, до некоторой степени из более тонкой ткани. В соответствии с фиг. 11 верхняя половина пресс-формы опущена на расстояние, равное половине пути до нижней половины пресс-формы, причем уже началась деформация заготовки мембраны. В соответствии с фиг. 12 две половины пресс-формы полностью сведены вместе и в этом положении имеют место отверждение (вулканизация) и соответствующее формообразование мембраны. Благодаря описанной и показанной конструкции уже в течение конечной фазы перехода из положения, соответствующего положению, иллюстрируемому на фиг. 11, в положение, соответствующее положению,иллюстрируемому на фиг. 12, имеет место вытяжка заготовки мембраны от опорной поверхности до валика, поскольку половины пресс-формы между этими двумя областями не движутся прямо друг к другу,а верхняя половина пресс-формы скользит мимо нижней половины в течение их приближения друг к другу. В конечном счете, два нижних скоса или изгиба 27 и 34 и прилегающие края полости удерживают заготовку мембраны в этой области между ними в виде захвата, который тянет и вытягивает мембрану в-3 007167 некоторой степени против действия нижнего резинового слоя 41. Однако эта упругость временно прекращается в течение отверждения (вулканизации) и становится размягчением, которое обеспечивает возможность до некоторой степени сжатому армирующему слою проникать до некоторой степени в нижний резиновый слой, размягченный материал которого проникает до некоторой степени через армирующий материал и соединяется с верхним резиновым слоем 49, который показан на фиг. 12 на приведенных чертежах ссылочный номер 49 отсутствует). В этом положении резина отверждается (вулканизируется) и мембрана становится жесткой, получив, таким образом, эксцентрически смещенный армирующий слой. При этом два плавно изогнутых в одном направлении скоса или изгиба 26 и 27 и прямолинейная промежуточная часть 30 между этими двумя скосами, которые являются относительно протяженными в аксиальном направлении, являются ответственными за указанный захват, а также до некоторой степени за большее расстояние между половинами пресс-формы в области расширения 37 для адекватного, то есть мягкого и равномерного растягивающего усилия, прикладываемого к армирующему материалу, который может, в свою очередь, реагировать соответствующим образом, то есть с равномерным смещением в нижнем резиновом слое, гарантируя удовлетворительное и, прежде всего, равномерное функционирование в процессе эксплуатации. Последняя упомянутая равномерность иллюстрируется полученным рабочим или установочным положением в соответствии с фиг. 5, где ясно видна равномерная вытяжка армирующего материала по всей кривизне. Только в области криволинейного выступа имеется опасность того, что армирующий материал полностью проникнет через нижний резиновый слой. Однако расширение 37 способно предохранить, стабилизировать и предотвратить это проникновение, вызывающее какие-либо функциональные нарушения или преждевременную усталость материала. Вариант осуществления, иллюстрируемый на фиг. 6 и 7, в большой степени соответствует варианту осуществления, описываемому выше, но расширение 37 окружает изгиб 23 более полно, чем в других вариантах осуществления, и, следовательно, обеспечивает большую поддержку мембраны в выступающей области кривизны. Этот вариант осуществления получен посредством конфигурации, иллюстрируемой на фиг. 10-12. Наконец, вариант осуществления, соответствующий фиг. 8 и 9, иллюстрирует способ получения центрально размещенного армирующего материала, путем придания только части кривизны, то есть ее внешней части, расположенной смежно валику, формы с более выраженной, отличающейся конфигурацией в процессе изготовления по сравнению с конфигурацией в течение применения. Показано, что часть кривизны, расположенная близко к опорной поверхности в течение изготовления в ослабленной конфигурации, соответствует требуемой конфигурации в течение применения, в то время как внешняя часть повернута в противоположном направлении по сравнению с конфигурацией в течение применения. Эти две кривизны в процессе изготовления, повернутые во взаимно противоположных направлениях, способны препятствовать тому, чтобы односторонние растягивающие усилия повлияли на армирующий материал, который вместо этого останется расположенным по центру, что ясно показано на фиг. 9. Настоящее изобретение не ограничивается описанными и проиллюстрированными выше вариантами осуществления, которые могут быть модифицированы и дополнены в пределах объема и сущности,ограниченных в приложенной формуле изобретения. Таким образом, любые части могут быть изменены для любой конструкции и заменены и дополнены соответствующими деталями. Также нет необходимости в опорной пластине или других опорных элементах. Таким образом, мембрана, соответствующая настоящему изобретению, может быть получена индивидуально или может быть получена вместе с произвольными компонентами. Валики и кривизна не являются обязательными. Настоящее изобретение также относится к мембранам произвольной конструкции, например к более или менее плоским мембранам. Мембрана в ее простейшей форме, соответствующая настоящему изобретению, может содержать только один резиновый слой и один армирующий слой. Благодаря тому факту, что последний закрепляется против резинового слоя в течение отверждения (вулканизации), он способен частично проникать в резиновый слой и реализовывать характеристики настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения мембраны (1) путем отверждения одной или нескольких заготовок (39)мембраны, которые содержат по меньшей мере один резиновый слой (40, 41) и по меньшей мере один проницаемый армирующий слой (19), полученный, например, из ткани и размещенный смежно указанному резиновому слою и между двумя или несколькими резиновыми слоями, отличающийся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно, определенные секции (14) мембраны, то есть секции, которые в положении применения не входят в контактное взаимодействие с опорными поверхностями и смещаются или деформируются, получают с формой или конфигурацией, которая отклоняется от конфигурации применения, и тем, что этим секциям мембраны, благодаря вывертыванию их наизнанку, придают требуемые формы в положениях монтажа и применения, соответственно.-4 007167 2. Способ по п.1, отличающийся тем, что армирующий слой и армирующие слои (19), соответственно, подвергают вытяжке через растяжение резинового слоя в течение отверждения (вулканизации) для реализации в указанной секции (14) мембраны смещения указанного армирующего слоя (19) через часть по меньшей мере одного из указанных резиновых слоев (40, 41) и, следовательно, положения в течения отверждения (вулканизации), которое отклоняется при наращивании заготовки. 3. Способ по п.1 или 2, отличающийся тем, что мембрану (1), имеющую кольцевую секцию (14), которая является выпуклой в положении монтажа или применения, получают с этой секцией, имеющей вогнутую форму, и с резиновым слоем (18), смещенным через армирующий слой (19) к выпуклой получаемой при изготовлении стороне, при этом мембрану впоследствии вывертывают наизнанку для получения выпуклой формы с указанным смещением резинового слоя к вогнутой стороне. 4. Способ по п.1 или 2, отличающийся тем, что в мембране, имеющей кольцевую секцию (14), которая является вогнутой к стороне (17) повышенного давления в положении применения, эту кольцевую секцию получают на верхней части нижней половины (21) пресс-формы, сконструированной, главным образом, как сходящийся усеченный конус, которую приводят во взаимодействие, по существу, с соответственно сконструированной нижней частью верхней половины (31) пресс-формы. 5. Способ по п.4, отличающийся тем, что обеспечивается поверхность оболочки усеченного конуса на основании и/или на верхней части со скосами (26 и 27, соответственно) для создания в армирующем слое (19) растягивающего усилия, направленного к прямолинейной промежуточной части (30), позиционируемой между ними, а также частичного проникновения через нижележащий резиновый слой (41) в течение отверждения (вулканизации). 6. Способ по п.5, отличающийся тем, что нижняя часть верхней половины (31) пресс-формы сконструирована так, чтобы следовать форме в области по меньшей мере одного скоса (26 и 27, соответственно) и /или иметь расширение (37) и утонение, соответственно. 7. Способ по п.1, отличающийся тем, что для получения положения армирования, которое, главным образом, является неизменным в отношении наращивания заготовки, кольцевую часть мембраны, которая является вогнутой в положении монтажа или применения, получают частично в вогнутой, а частично в выпуклой форме, предпочтительно с внутренней частью в вогнутой и с внешней частью в выпуклой части, и тем, что последняя часть в положении монтажа и применения принимает вогнутую форму. 8. Мембрана (1), полученная способом по п.1 из одной или нескольких заготовок (39) посредством их отверждения и которая содержит по меньшей мере один резиновый слой (40, 41) и по меньшей мере один проницаемый армирующий слой (19), позиционируемый смежно последнему резиновому слою и между несколькими резиновыми слоями, соответственно, и полученный, например, из ткани, отличающаяся тем, что для противодействия нежелательным смещениям указанного армирующего слоя (19) и для предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно, определенные секции (14) мембраны, то есть секции, которые в положении применения не приходят в контактное взаимодействие с опорными поверхностями и изменяют положение или деформируются, соответственно, получают в форме, которая отклоняется от формы или конфигурации применения, и сконструированы так, чтобы в положении монтажа и применения, соответственно, при вывертывании наизнанку они принимали требуемые формы или конфигурации. 9. Мембрана по п.8, отличающаяся тем, что армирующий слой и армирующие слои (19), соответственно, в указанной секции (14) мембраны отрегулированы в отношении положения и/или натяжения относительно наращивания заготовки путем смещения через часть по меньшей мере одного из указанных резиновых слоев (40, 41), поскольку они в течение отверждения (вулканизации) подвергаются вытяжке. 10. Мембрана по п.8, отличающаяся тем, что мембрана (1) имеет кольцевую секцию (14), которая в положении монтажа или применения является вогнутой относительно внешней стороны (20), и получена с этой секцией, имеющей вогнутую форму, и со смещением резинового слоя (18) через армирующий слой (19) в вогнутой, получаемой в течение производства, стороне, и тем, что полученную в течение производства секцию (14), имеющую вогнутую форму, вывертывают наизнанку в выпуклую форму с указанным резиновым слоем, смещенным к вогнутой стороне. 11. Мембрана по п.8, отличающаяся тем, что для получения положения армирования, главным образом, неизмененного в отношении наращивания заготовки, кольцевая часть мембраны, которая является вогнутой в положении монтажа или применения, получена частично в вогнутой, а частично в выпуклой форме, предпочтительно с внутренней вогнутой частью и внешней выпуклой частью, и тем, что последняя часть в положении монтажа или в положении применения вывернута наизнанку для придания вогнутой формы. 12. Пресс-форма, предназначенная для осуществления способа по любому из пп.1-7 и для получения мембраны (1) по любому из пп.8-11, содержащая нижнюю половину (21) пресс-формы и верхнюю половину (31) пресс-формы и предназначенная для приема, например, плоских заготовок мембраны в виде по меньшей мере одного резинового слоя (40, 41) и по меньшей мере одного армирующего слоя (19) и для размягчения указанного резинового слоя в процессе отверждения и формообразования мембраны,отличающаяся тем, что для противодействия нежелательным смещениям указанного армирующего слоя(19) и предотвращения нежелательных смещений указанного армирующего слоя (19), соответственно,-5 007167 определенные секции пресс-формы, предназначенные для определенных секций (14) мембраны, то есть секций, которые в положении монтажа или применения мембраны не входят в контактное взаимодействие с опорными поверхностями и изменяют положения или деформируются, соответственно, сконструированы с формой, которая отклоняется от формы мембраны в положении монтажа или применения и которая предназначена для получения мембраны в ее положении монтажа и применения путем вывертывания наизнанку. Фиг. 1
МПК / Метки
МПК: B29D 31/00
Метки: штамповочное, получения, способ, средство, мембрана
Код ссылки
<a href="https://eas.patents.su/9-7167-membrana-sposob-i-shtampovochnoe-sredstvo-dlya-eyo-polucheniya.html" rel="bookmark" title="База патентов Евразийского Союза">Мембрана, способ и штамповочное средство для её получения</a>
Мембрана из полиуретана на основе сложного полиэфирполиола (варианты), способ получения ламинированной мембраны
Номер патента: 1093
Опубликовано: 30.10.2000
Авторы: Бонк Генри У., Гоулдвассэ Дэвид
МПК: B29C 63/00, B29D 22/00, A43B 13/20...
Метки: мембраны, мембрана, полиэфирполиола, полиуретана, получения, основе, варианты, способ, сложного, ламинированной
Формула / Реферат:
1. Мембрана из полиуретана на основе сложного полиэфирполиола, отличающаяся тем, что она характеризуется скоростью газопередачи по отношению к газообразному азоту не более 15,0, а сложный полиэфирполиол включает в себя продукт взаимодействия карбоновой кислоты, содержащей не более шести атомов углерода с диолом, содержащим не более шести атомов углерода, причем повторяющиеся звенья сложного полиэфирполиола содержат не более восьми атомов...
Мембрана с эпоксисилоксановым покрытием, способ ее изготовления и способ мембранного разделения
Номер патента: 5984
Опубликовано: 25.08.2005
Автор: Чиоу Джеффри Дж.
МПК: B01D 67/00
Метки: покрытием, способ, мембрана, мембранного, разделения, изготовления, эпоксисилоксановым
Формула / Реферат:
1. Способ изготовления асимметричной мембраны с эпоксисилоксановым покрытием, включающий следующие стадии: (a) отливка слоя пористой асимметричной мембраны; (b) сушка слоя пористой асимметричной мембраны с получением сухой пористой асимметричной мембраны; (c) однородное нанесение на пористую асимметричную мембрану покрытия, содержащего разбавленный эпоксисилоксановой раствор, с образованием мембраны с покрытием и (d) облучение покрытой мембраны...
Дезинфицирующее средство и способ его получения
Номер патента: 2646
Опубликовано: 29.08.2002
Автор: Арата Эндрю Б.
МПК: A01N 37/04, A61K 31/19
Метки: получения, способ, средство, дезинфицирующее
Формула / Реферат:
1. Водное дезинфицирующее средство, содержащее водный раствор цитрата серебра, в котором серебро электролитически генерировано в водном растворе лимонной кислоты. 2. Водное дезинфицирующее средство по п.1, в котором электролитически генерированное серебро образует органический комплекс металла с лимонной кислотой. 3. Водное дезинфицирующее средство по п.1, в котором электролитически генерированное серебро образует хелатный органический комплекс...
Анальгетическое средство “тетралгин” и способ его получения
Номер патента: 2501
Опубликовано: 27.06.2002
Авторы: Тужилкин Владимир Васильевич, Колхир Владимир Карлович, Писарев Юрий Андреевич, Воскобойникова Инна Васильевна, Гребнев Виктор Иванович
МПК: A61P 29/00, A61K 31/519
Метки: получения, анальгетическое, способ, средство, тетралгин
Формула / Реферат:
1. Анальгетическое средство "Тетралгин", включающее анальгин, пуриновый алкалоид, фенобарбитал, алкалоид опия, а также магния стеарат и крахмал, отличающееся тем, что в качестве пуринового алкалоида содержит кофеин основание или кофеин бензоат натрий, в качестве алкалоида опия содержит кодеин основание или кодеин фосфат при следующем соотношении компонентов, маc.%: Анальгин 71,25-78,75 Кофеин основание (кофеин бензоат натрий в пересчете на...
Искусственная разделительная мембрана
Номер патента: 300
Опубликовано: 29.04.1999
Авторы: Вехс Фридберт, Рёттгер Хеннинг
МПК: B01D 69/02
Метки: искусственная, разделительная, мембрана
Формула / Реферат:
1. Искусственная разделительная мембрана из полимеров, растворимых в e-капролактаме, имеющая плоскую, трубчатую или половолоконную форму, состоящая из: а) находящегося на поверхности мембраны тонкого разделяющего слоя А с определенным порогом задержки в диапазоне от 500 до 5 000 000 Дальтон, причем разделяющий слой А составляет максимально 20% от общей толщины стенки мембраны и имеет сквозные поры, б) примыкающего к нему грубопористого,...
Предыдущий патент: Способ создания скважины в земном пласте
Следующий патент: Шпренгельная башня-мачта
Случайный патент: Погружной пневмоударник (варианты)