Простёганный композиционный слоистый материал
Формула / Реферат
1. Способ получения композиционного слоистого материала, содержащего по меньшей мере первый и второй лицевые листы (21, 22) волокнистого армирующего материала с заключенным между ними листом материала (5) сердцевины, включающий в себя этапы, на которых укладывают материал (5) сердцевины между первым и вторым лицевыми листами (21, 22) и соединяют первый и второй лицевые листы (21, 22) с материалом (5) сердцевины, отличающийся тем, что первый и второй лицевые листы (21, 22) и материал (5) сердцевины соединяют друг с другом посредством простегивания первого листа (21), сердцевины (5) и второго листа (22) с получением единого целого с использованием, по существу, непрерывного волокнистого армирующего материала, при этом по меньшей мере часть волокнистого армирующего материала проходит в направлении Z слоистого материала.
2. Способ по п.1, отличающийся тем, что волокнистый материал наносят в виде геометрической конфигурации, выбранной из групп трех или четырех или более столбиков волокнистого армирующего материала, проходящего в направлении Z.
3. Способ по п.1 или 2, отличающийся тем, что волокнистый армирующий материал содержит совокупность пучков волокон либо сплетенных или скрученных волокон.
4. Способ по любому из пп.1-3, отличающийся тем, что в качестве волокнистого ворсового стегального материала используют жгуты, нити, пучки, пряжу или ровницу волокнистого армирующего материала.
5. Способ по любому из пп.1-4, отличающийся тем, что в качестве волокнистого ворсового стегального материала используют материал, выбранный из группы волокон естественного происхождения - металлических волокон, минеральных волокон, стеклянных волокон, углеродных волокон, шерсти, хлопка, льна, и т.д., или синтетических волокон, предпочтительно сложных полиэфирных (полиэстровых), полипропиленовых, полиэтиленовых, полиамидных, или смесей двух или более из этих материалов.
6. Способ по любому из пп.1-5, отличающийся тем, что включает в себя этапы, на которых
(1) продвигают материал (5) сердцевины;
(2) продвигают первый и второй лицевые листы (21, 22) вдоль противоположных сторон материала (5) сердцевины для формирования многослойного слоистого материала;
(3) подвергают слоистый материал простегиванию для соединения первого и второго лицевых листов и материала сердцевины друг с другом и для введения волокнистого армирующего материала, проходящего в направлении Z,
(4) пропитывают простеганный слоистый материал пластиком посредством палтрузии.
7. Способ по любому из пп.1-6, отличающийся тем, что в качестве материала (5) сердцевины используют пенопласт, предпочтительно пенополиуретан.
8. Способ по любому из пп.1-7, отличающийся тем, что в качестве материала (5) сердцевины используют по меньшей мере два слоя одинакового или разного пенопласта с заключенным между ними листом, содержащим армирующий материал на основе стеклянных или металлических волокон или смеси таких материалов.
9. Способ по любому из пп.1-8, отличающийся тем, что первый и второй лицевые листы (21, 22) содержат по меньшей мере одну ткань или один мат из волокнистого армирующего материала или стопу из двух или более таких материалов, содержащую волокна одного или более типов, выбранные из группы термопластичных армирующих волокон, металлических волокон, минеральных волокон, углеродного волокна, синтетических волокон или смеси двух или более этих волокон.
10. Способ по любому из пп.1-8, отличающийся тем, что по меньшей мере один из первого и второго лицевых листов (21, 22) содержит лист волокнистого армирующего материала, содержащего металлические волокна.
11. Композиционный слоистый материал, содержащий по меньшей мере первый и второй лицевые листы (21, 22) волокнистого армирующего материала с заключенным между ними листом материала (5) сердцевины, причем первый и второй лицевые листы (21, 22) соединены с материалом (5) сердцевины, отличающийся тем, что первый и второй лицевые листы (21, 22) и материал (5) сердцевины соединены друг с другом посредством ворсового стегального волокнистого армирующего материала, проходящего в направлении Z.
12. Пуленепробиваемая и/или взрывоустойчивая переборка, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11.
13. Заранее изготавливаемая стенка или стена для использования в контейнере или здании, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11, причем стороны слоистых материалов, обращенные друг к другу, выполнены имеющими дополняющие друг друга сцепляемые профили.
14. Шасси летательного аппарата, содержащее совокупность продольных балок, имеющее вогнутую форму, верхнюю поверхность, обращенную к нагрузке, и нижнюю поверхность, соединенную с механизмом привода для смещения балок, при этом по меньшей мере одна продольная балка находится в предварительно напряженном состоянии и содержит композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11, связанный с верхней поверхностью.
15. Мачтовая опора для использования при передаче и распределении электроэнергии или в ветряной мельнице, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11.
16. Применение композиционного слоистого материала, полученного способом по любому из пп.1-10, или композиционного слоистого материла по п.11 в качестве временной верхней поверхности для временных или постоянных взлетно-посадочных полос аэропортов или для моста.
17. Устройство для получения композиционного слоистого материала, содержащее средства для подачи первого и второго листов (21, 22) слоистого армирующего материала с противоположных сторон сердцевины (5) в простегивающее устройство для простегивания первого и второго слоистого материалов и сердцевины с получением единого целого.
18. Устройство по п.17, отличающееся тем, что это устройство содержит палтрузионное устройство (18) для пропитки простеганного композиционного слоистого материала пластиком.
19. Устройство по п.18, отличающееся тем, что это устройство содержит камеру нагревания для отверждения или затвердевания пропитанного композиционного слоистого материала.

Текст
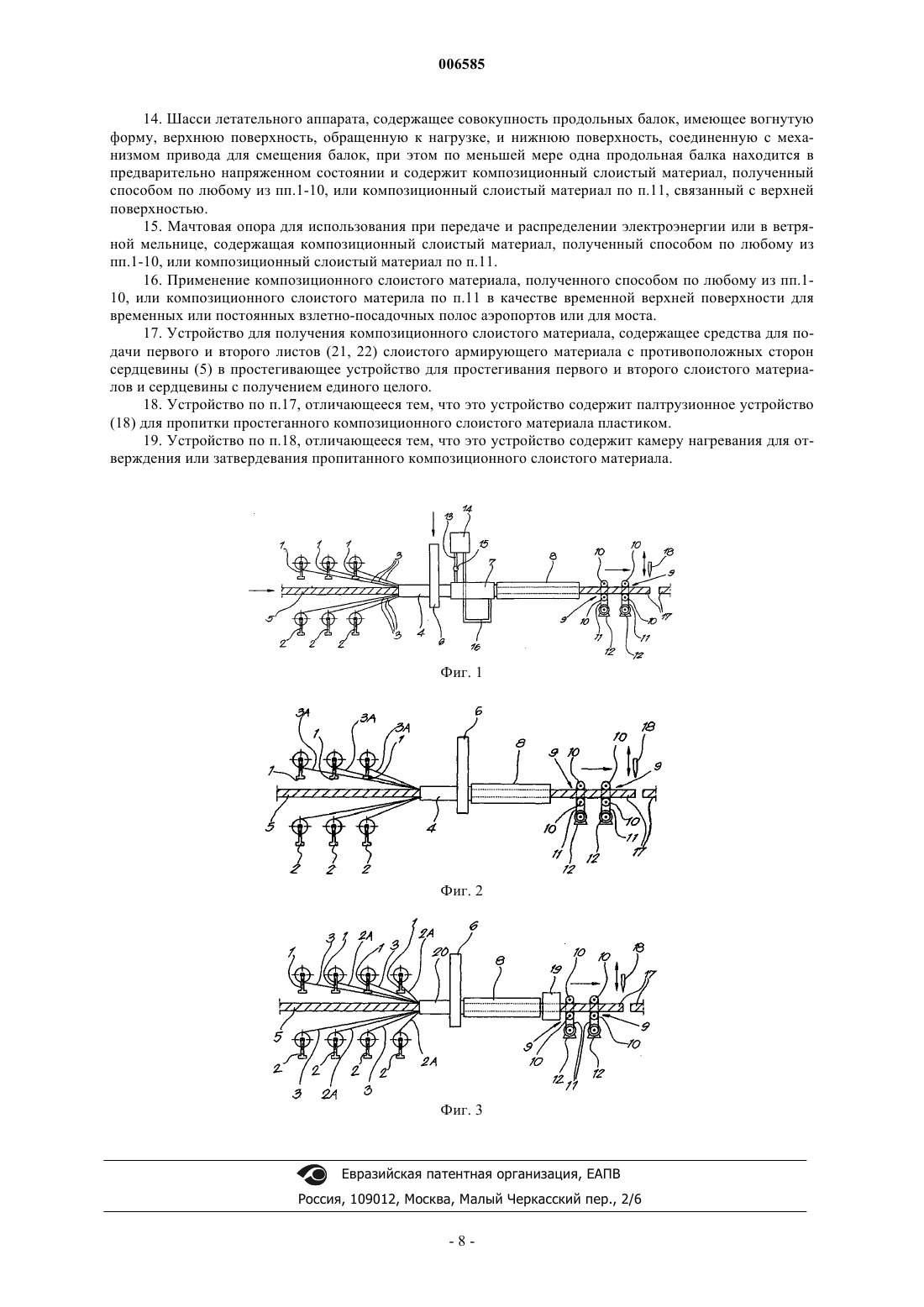
006585 Настоящее изобретение относится к слоистому композиционному материалу, охарактеризованному в ограничительной части первого пункта формулы изобретения. В документе US-A-4876973 раскрыта возможность удовлетворения повышенных требований к рабочим параметрам, накладываемых на аэрокосмические летательные аппараты, в частности - на применяемые в них материалы. Чтобы удовлетворить эти требования, особое внимание стали уделять разработке композиционных материалов, ввиду их высокой удельной прочности. Композиционный материал зачастую состоит из смоляного листа, армированного слоями волокнистого армирующего материала. Сначала возникла необходимость найти оптимальный способ соединения волокнистого армирующего материала со смоляной основой так, чтобы обеспечить поглощение срезающих и растягивающих нагрузок, прикладываемых между оболочкой и несущей субструктурой. Одним из предложенных способов ускорения крепления оболочки к субструктуре является прошивка. Чтобы преодолеть необходимость наличия доступа к обеим сторонам композиционного материала, предложен способ наложения потайных швов. При осуществлении этого способа используют устройство, содержащее иглу, автоматически продевающую нить и установленную на игольном стержне, совершающем вертикальное возвратнопоступательное движение. Игольный стержень осуществляет свое вертикальное возвратнопоступательное движение во время продвижения стопы, состоящей из совокупности наложенных друг на друга, не затвердевших предварительно пропитанных слоистых материалов. При каждом ходе вниз стержня нитка подхватывается иглой и простегивает массу слоистого материала, образуя петлю постоянного размера при извлечении иглы из слоистого материала во время хода вверх. Непрерывный ряд стежков образуется за счет либо продвижения композиционного материала через машину, либо движения машины относительно композиционного материала. Документ US-A-5741574 относится к разработке многослойной структуры, которая прочнее, чем вспененная сердцевина или присутствующие в ней армирующие столбчатые элементы по отдельности,причем эта структура обладает повышенной межслойной прочностью и способностью передавать сжимающую нагрузку, препятствует преждевременному продольному изгибу сердцевины и сочетает в себе преимущества как бандажной, так и вспененной сердцевины. В соответствии с документом US-A5741574 повышенная ударная вязкость и влагостойкость достигаются путем использования вспененной сердцевины; структурная целостность лицевых листов и поверхности раздела лицевой лист - сердцевина улучшается по всей вспененной или бандажной структуре в отдельности за счет внедрения бандажной структуры во вспененную сердцевину и наслаивания волоконных жгутовых элементов внутрь от лицевых листов. Окружение жгутовых элементов пенопластом противодействует продольному изгибу. В соответствии со способом, предложенным в документе US-A-5741574, сцепление одного или более слоев лицевого листа со вспененной сердцевиной осуществляют путем нанесения клея между ними. Поверх лицевых листов укладывают слой тканого поверхностного листа. Жгуты волокон простегивают так, что они проходят сквозь вспененную сердцевину и сцепляются с лицевыми листами. При углах простегивания примерно 20-70 общий разрыв сердцевины определяется разрывом волокон. При углах менее 20 и более 70, жесткость пути загрузки волокон быстро уменьшается, а прочность пенопласта на срез является регулируемой. При углах 0 и 90 волокна имеют нулевую эффективную прочность на срез, а общая прочность на срез и жесткость сердцевины равны соответствующим параметрам пенопласта в отдельности. Когда многослойная структура затвердевает, часть каждой петли стежка наслаивается на лицевые листы, пролегающие между тканым поверхностным слоем и остальным слоистым материалом. Вместе с тем, во всех вышеописанных способах, целью которых является дополнительное армирование вдоль оси Z, применяется способ прошивки слоистого материала, который является трудоемким и отнимает массу времени. Основным достоинством известных способов является то, что соединение листов ограничено линиями прошивки, но при этом промежуток между соседними рядами стежков слишком велик. Вследствие этого, армирование, обеспечиваемое в направлении Z, оказывается недостаточным. Из публикации WO 99/19137 известен трехмерный упрочняющий материал для использования в качестве текстильной арматуры в композитах, при этом текстильный материал принимает форму тканого холста, мата, мембраны, нетканого материала, вязаного материала или их комбинаций. Этот текстильный материал обеспечивает упрочнение в направлении X-Y. Упрочнение в направлении Z достигается за счет наличия ворсовых волокон, внедренных в текстильный материал и проходящих, по существу, в направлении Z. Термин ворсовое волокно понимается как означающий петлеобразное или нитеобразное волокно или пучок волокон, которые могут состоять, например, из стекловолокна, арамидного волокна,углеродного волокна, синтетических волокон, таких, как сложные полиэфирные (полиэстровые), полипропиленовые, полиэтиленовые, полиамидные, а также растительных волокон, таких как льняные, хлопковые, джутовые, животных волокон, таких как шерстяные, и т.п. Композиционный материал получают путем пропитки двух внешних слоев армирующего текстиля смолой, при этом ворсовые волокна или нити простираются внутрь от наружного слоя. Эти ворсовые волокна или нити закрепляются в синтетической смоле или вспененной синтетической смоле, заключенной между наружными армирующими текстильными слоями. Эти композиционные материалы пригодны для применения в пластмассовых изделиях, требующих высокой ударной вязкости, таких как бамперы автомобилей, лодки и т.п. Вместе с тем, в композиционном материале согласно публикации WO 99/19137, прочность на сжа-1 006585 тие и срез в направлении Z является неудовлетворительной, как и межслойная прочность, причем последняя приводит к нежелательному риску расслаивания слоистого материала. Таким образом, существует потребность в способе получения композиционного слоистого материала, обеспечивающем повышенную межслойную прочность и улучшенное армирование в направлении Z,а также менее трудоемком и отнимающем меньше времени, чем известные до сих пор способы. В соответствии с настоящим изобретением это достигается за счет технических признаков, приведенных в отличительной части первого пункта формулы изобретения. Согласно этому изобретению, между первым и вторым лицевыми листами волокнистого армирующего материала заключен центральный слой материала сердцевины. Лицевые листы и материал сердцевины соединены друг с другом, а армирующие волокна, проходящие в направлении Z, введены методом простегивания (тафтинга). В качестве ворсового стегального материала используют, по существу, непрерывный волокнистый армирующий материал. Посредством процесса простегивания, первый лицевой лист соединен не только с сердцевиной, но и со вторым лицевым листом. Можно применять промышленно поставляемые простегивающие машины,вследствие чего процесс простегивания приходится адаптировать к толщине композиционного материала. В процессе простегивания, непрерывный волокнистый материал вводят с помощью совокупности игл, совершающих возвратно-поступательное движение в направлении Z сквозь слоистый материал, который при этом продвигается через устройство. Волокнистый армирующий материал вводят со стороны первого лицевого листа сквозь материал сердцевины и второй лицевой лист. Часть волокнистого армирующего материала, проходящая сквозь второй лицевой лист, временно подхватывается крючком, играющим роль петлителя, и возвращается, соответственно, сквозь второй лицевой лист, материал сердцевины и первый лицевой лист. Анализ проблем, возникающих в связи с существующими способами соединения слоев композиционного материала, показал, что в процессе прошивки используют одну иглу для наложения одного ряда стежков за другим. Это требует затрат времени. Кроме того, в большинстве промышленно поставляемых швейных устройств необходимым условием является доступ к обеим сторонам слоистого материала. Применение процесса простегивания имеет преимущество в том, что на одном-единственном технологическом этапе происходит одновременное наложение совокупности рядов волокнистого материала, которые проходят, по существу, по всей ширине слоистого материала. В процессе простегивания достаточно иметь доступ только к одной стороне слоистого материала. В дополнение к этому, способ простегивания,при котором слоистый материал можно продвигать через устройство непрерывно, пригоден для адаптации к применению в сочетании с процессом палтрузии (получения одноосно ориентированного волокнистого пластика) с целью изготовления панелей больших размеров, в частности, достаточной длины в ходе, по существу, непрерывного процесса. Процесс простегивания имеет дополнительное преимущество, заключающееся в том, что соединение простегиванием простирается равномерно по всей поверхности, т.е. в направлениях X и Y слоистого материала. Вместе с тем, если это желательно, то процесс простегивания можно ограничить отдельными частями слоистого материала. Специалист в данной области техники сможет адаптировать расстояние между последовательными армирующими элементами в направлении Z в пределах одного ряда к предусматриваемому применению слоистого материала. Расстояние между двумя последовательными армирующими элементами в направлении Z может быть одинаковым в пределах одного ряда или отличаться в зависимости от положения в слоистом материале. Расстояние между двумя последовательными армирующими элементами в направлении Z в пределах двух соседних рядов может быть одинаковым или разным. Расстояние между соседними рядами простеганных волокнистых армирующих элементов, проходящих в направлении Z, может быть одинаковым по всему слоистому материалу, или может быть разным, в зависимости от предусматриваемого применения слоистого материала. Простегивание - это процесс, который до настоящего времени использовался для процесса изготовления ковров, при котором на ткани основы создается плотный слой сквозных петель или ворсовых волокон. При осуществлении способа изготовления ворсовых ковров, ворсовые волокна вводят посредством игл, совершающих вертикальное возвратно-поступательное движение и проталкиваемых сквозь предварительно сплетенную сетку материала изнаночной стороны и удерживаются под изнаночной стороной ковра петлителями. Петлители крепятся к изнаночной стороне посредством пропитывания изнаночной стороны клейким веществом, например латексом или пенопластом. Процесс простегивания никогда не использовался как процесс одновременного соединения друг с другом двух или более слоев композиционного слоистого материала, при котором слоистый материал имеет толщину один или несколько сантиметров, с целью введения армирующей структуры, проходящей главным образом в направлении Z. Способом соединения друг с другом двух или более слоев ткани или мата в общих чертах известным специалисту в данной области техники является способ прошивки. Вместо простегивания можно было бы использовать любой способ, посредством которого, по существу, непрерывный волокнистый материал вводят сквозь один из первого или второго слоев волокнистого армирующего материала, пропускают сквозь материал сердцевины и далее в или сквозь другой из-2 006585 первого или второго слоя волокнистого армирующего материала. Волокнистый материал предпочтительно проходит в направлении Z перпендикулярно первому и второму лицевому листу и поверхности раздела между лицевыми листами и материалом сердцевины, но может также проходить в любом другом направлении. Волокнистый армирующий материал, вводимый посредством простегивания, может проходить перпендикулярно или наклонно относительно первого и второго лицевых листов или поверхности раздела между материалом сердцевины и этими лицевыми листами. Однако для придания максимальной прочности предпочтительно, чтобы волокнистый армирующий материал проходил, по существу, перпендикулярно первому и второму лицевым листам и сквозь весь материал сердцевины. В качестве, по существу, непрерывного волокнистого ворсового стегального материала можно использовать волокнистые материалы в форме жгутов, нитей, пучков, пряжи или ровницы, содержащие совокупность пучков волокон либо сплетенных или скрученных волокон, которые могут состоять из одного материала или совокупности двух или более различных материалов. Угол, под которым сплетенные волокна проходят относительно друг друга, будет выбран с учетом заданной прочности на сжатие. Характер используемого волокнистого материала не критичен для изобретения, так что материал может быть выбран, например, из волокон естественного происхождения, например металлических волокон, минеральных волокон, стеклянных волокон, углеродных волокон, шерсти, хлопка, льна, и т.д.,или синтетических волокон, например сложных полиэфирных (полиэстровых), полипропиленовых, полиэтиленовых, полиамидных, или смесей двух или более из этих волокон. Однако предпочтительным является использование арамидных волокон ввиду их высокой ударной вязкости. Расположение волокон в направлении Z не критично для изобретения, хотя оно и может оказаться предпочтительным для группирования волокон в некоторые конфигурации. Если желательно создать столбики волокон в направлении Z, которые обеспечивают повышенное сопротивление скручиванию или изгибу, то армирование волокнами, вносимое посредством процесса простегивания, предпочтительно реализуют в форме групп из трех или четырех или более волокон, либо прядей или жгутов волокон. В таком случае, столбики волокон придают повышенное сопротивление скручиванию или изгибу, а пенопласт обеспечивает подавляющую долю сопротивления давлению. Характер материала, из которого выполнена сердцевина, не критичен для изобретения. Предусматривается наиболее широкое использование вспененного материала, например пенополиэтилена, пенополипропилена, пенополиуретана, этиленпропиленового сополимера. Вместе с тем, сердцевина также может быть выполнена из вспененного металла или металлосодержащего пенопласта. Использование полиуретана является предпочтительным, поскольку это относительно дешевый материал, который легкодоступен в промышленных масштабах и имеет достаточно высокое тепловое сопротивление, чтобы выдержать температуры печи, используемые для затвердевания смолы, которой пропитывают слоистый материал. В частности, предпочтительным является полиуретан низкой плотности, имеющий плотность в пределах 32,04-80,10 кг/м 3, поскольку пенопласт этого типа проявляет надлежащее тепловое сопротивление, в частности, когда предусматривается его использование в качестве стенки или части стенки охлаждаемых контейнеров. Хотя полиуретан этого типа может оказаться довольно легким, армирование, достигаемое за счет наличия ворсовых стегальных волокон, придает требуемую прочность в направлении Z. Вместе с тем, также можно использовать в качестве материала сердцевины два или более наложенных друг на друга слоев вспененного материала, заключая при этом между последовательными слоями вспененного материала по меньшей мере один слой волокнистого армирующего материала. Характер волокнистого армирующего материала, заключенного между двумя слоями вспененной сердцевины, не является критичным для изобретения, хотя предпочтительно использовать полотно или мат из тканого или нетканого материала. Предпочтительный способ получения композиционного слоистого материала согласно этому изобретению включает в себя этапы, на которых(2) продвигают первый и второй лицевые листы волокнистого армирующего материала вдоль противоположных сторон материала сердцевины для формирования многослойного слоистого материала;(3) подвергают слоистый материал процессу простегивания или любому процессу, описанному выше, для соединения слоев слоистого материала друг с другом;(4) пропитывают простеганный слоистый материал пластиком в процессе палтрузии. Процесс палтрузии (получения одноосно ориентированного слоистого пластика) предпочтителен по сравнению с обычным формованием, поскольку представляет собой способ, подходящий для изготовления панелей с большими размерами, в частности - с большой длиной. Эти панели можно подавать через палтрузионное устройство (устройство для получения одноосно ориентированного слоистого пластика) непрерывно, и при этом можно обойтись без использования технологической формы для формования изделия. Можно использовать материал сердцевины в виде совокупности отдельных заранее изготавливаемых пластин пенопласта. Вместе с тем, также возможно проведение этапа изготовления пенопластовых панелей перед осуществлением процесса согласно этому изобретению.-3 006585 Пластик, используемый для пропитки простеганного слоистого материала, может быть термореактивной или термопластичной смолой. Терпопластичные смолы на основе сложных полиэфиров, подходящие для использования в настоящем изобретении, включают в себя термореактивные ненасыщенные смолы на основе сложных полиэфиров, смолы на основе сложных винилэфиров, эпоксидные смолы, фенольные смолы, полиуретановые смолы. В композиционном слоистом материале согласно этому изобретению первый, второй лицевые листы волокнистого армирующего материала будут выполнены главным образом из ткани или мата волокнистого армирующего материала, который может быть тканым или нетканым продуктом. Материал, из которого выполнены первый и второй лицевые листы, может быть одним и тем же или разным. Вместе с тем, возможно также наложение на каждую сторону сердцевины двух или более тканей или матов, которые могут быть выполнены из одного или одинакового материала или разных материалов. Кроме того,возможно наличие одного или более лицевых листов, состоящих из чередующихся первого и второго материалов, например чередующихся стекловолокнистых матов и матов, содержащих смесь стекловолокна и металлического волокна. Вместе с тем, такой волокнистый армирующий материал также может быть расположен ближе к центру слоистого материала. Если ставится задача увеличить прочность слоистого материала, который подвергается воздействию более жестких условий окружающей среды, предпочтительно вводить волокнистый армирующий мат или ткань, который (которая) содержит металлические волокна. Автор изобретения обнаружил, что использование тканей или матов, содержащих металлические волокна, повышает сопротивление давлению, при этом увеличение массы материала является пренебрежимо малым. Например, в случае, когда слоистый материал используют в качестве настила вагонетки, сторона слоистого материала, противоположная стороне, обращенной внутрь тарного объема вагонетки, будет содержать, главным образом,ткань, содержащую металлическое волокно. Причина заключается в том, что сторона слоистого материала, противоположная стороне, обращенной внутрь тарного объема вагонетки, будет подвергаться воздействию более значительных усилий. Характер волокнистого материала, из которого изготавливают ткань или мат, не критичен для изобретения, и такой материал может быть выбран из волокон естественного происхождения, например минеральных волокон, стеклянных волокон, углеродных волокон, шерсти, хлопка, льна, и т.д., или синтетических волокон, например сложных полиэфирных (полиэстровых), полипропиленовых, полиэтиленовых,полиамидных. Ткань или мат также может содержать совокупность двух или более типов этих волокон. Примером такого материала является Twintex. Настоящее изобретение также относится к композиционному материалу, содержащему по меньшей мере первый и второй слои волокнистого армирующего материала с заключенной между ними сердцевиной, причем эти первый и второй слои и сердцевина соединены друг с другом посредством простегивания волокнистым материалом. Этот слоистый материал, особенно в случае использования пенополиуретана в качестве материала сердцевины, имеет преимущество, заключающееся в том, что, пока слоистый материал не затвердел, панель еще можно формовать посредством незначительного нагревания или помещения ее в незначительно нагретую технологическую форму. Таким образом, форму панели можно адаптировать к предусматриваемому применению. Слоистый материал, соответствующий этому изобретению и полученный путем способа, согласно этому изобретению, предоставляет дополнительное преимущество проявления ограниченной по времени деформации, когда к поверхности прикладывают силу, причем эта деформация исчезает сразу же после прекращения действия силы. Такое может случиться, например, с сильно нагруженным контейнером,боковые стенки которого выполнены из слоистого материала, согласно этому изобретению. Автор изобретения считает возможным объяснить это тем фактом, что, хотя вспененная сердцевина может быть повреждена приложенной силой, волокна окажутся способными выдержать эту силу и подвергнуться минимальному повреждению. Следовательно, после прекращения действия этой силы, волокнистая арматура заставит панель принять свою первоначальную конфигурацию. Настоящее изобретение также относится к устройству для получения вышеописанного композиционного слоистого материала. Устройство, согласно изобретению, содержит средства для подачи первого и второго слоистых армирующих материалов с противоположных сторон сердцевины в простегивающее устройство для простегивания первого и второго слоистого материалов и сердцевины с получением единого целого. Ткань или мат из волокнистого армирующего материала, образующая или образующий первый и второй лицевые листы, будут поставляться, главным образом, в виде рулонов, содержащих большой отрез мата или ткани, который разматывают, когда одну или обе стороны вспененной сердцевины покрывают тканью или матом. Ввиду большого количества соседних рядов ворсовых стегальных волокон операция простегивания оказывает значительное влияние на прочность в том месте, где происходит прерывание подачи волокнистого армирующего материала из-за того, что один рулон мата или ткани заканчивается, а другой рулон начинается. В случае нанесения нескольких матов или тканей, состоящих из одного и того же волокнистого армирующего материала или разных волокнистых армирующих материалов,-4 006585 на вспененную сердцевину рулоны волокнистого армирующего материала предпочтительно располагают так, чтобы места, в которых соответствующие рулоны подходят к концу, оказались сдвинутыми друг относительно друга в направлении длины слоистого материала. Чтобы обеспечить получение готового продукта, устройство в предпочтительном варианте дополнительно содержит палтрузионное устройство для пропитки простеганного композиционного материала пластиком и камеру нагревания для отверждения или затвердевания пропитавшего композиционный слоистый материал пластика. В положении перед камерой нагревания устройство может содержать нагретую технологическую форму для незначительного нагревания слоистого материала, чтобы сделать слоистый материал, в частности - материал сердцевины, более гибким и придать слоистому материалу нужную форму. Панели из композиционных материалов, полученные согласно настоящему изобретению или полученные посредством способа согласно настоящему изобретению, пригодны для использования в огромном множестве приложений, предусматривающих достижение высокой ударной вязкости и прочности на изгиб. В первом возможном приложении композиционного слоистого материала согласно этому изобретению по меньшей мере одна из противоположных поверхностей первого и второго лицевых листов покрыта наружным декоративным слоем для применения панели в качестве переборки или ее части. Ввиду своей высокой ударной вязкости в случае использования арамидных волокон в качестве ворсового стегального материала такая панель пригодна, в частности, для применения в качестве пуленепробиваемой или взрывоустойчивой переборки, например, в самолетах. В таком случае, каждый из первого и второго наружных слоев слоистого материала будет содержать главным образом слой мата или ткани, армированного или армированной стекловолокном, мата или ткани, содержащего или содержащей металлическое волокно, и дополнительного мата или дополнительной ткани на основе стекловолокна. Между первым и вторым наружными слоями заключен слой пенопласта. Во втором возможном приложении композиционный слоистый материал согласно настоящему изобретению может быть применен в качестве заранее изготавливаемой стенки либо стены или ее части при сооружении контейнеров или зданий. В таком случае, стороны слоистого материала предпочтительно будут выполнены таким образом, что стороны соседних слоистых материалов окажутся имеющими дополняющие друг друга сцепляемые профили. В третьем возможном приложении панель согласно этому изобретению может быть применена при изготовлении шасси летательного аппарата, и, в частности, при изготовлении так называемого шасси с поднутрением. Шасси с поднутрением - это шасси, имеющее вогнутую форму, поскольку оно подвергается воздействию сил, создающих предварительное механическое напряжение. Шасси согласно настоящему изобретению содержит совокупность продольных балок и имеет наружную поверхность, обращенную к действующей нагрузке, и нижнюю поверхность, соединенную с механизмом привода. По меньшей мере одна продольная балка подвергается воздействию предварительного механического напряжения, в результате чего создается вогнутая форма. В предварительно напряженном состоянии композиционный слоистый материал согласно изобретению соединен с верхней поверхностью продольной балки. Соединение можно осуществлять посредством механических соединительных средств или химически - посредством клея. При снятии предварительного механического напряжения продольная композитная балка поддерживает свою вогнутую форму и проявляет надлежащую стойкость к продольному изгибу. При нагружении вогнутая форма балки изменяется, переходя в более плоское состояние, в зависимости от веса, прикладываемого за счет нагружения. В четвертом возможном приложении слоистый материал согласно этому изобретению или слоистый материал, полученный способом согласно этому изобретению, применяется для изготовления мачтовых опор. С помощью способа и устройства согласно этому изобретению можно получить именно слоистые материалы большой длины, выполненные в виде одного куска, это обусловлено тем, что волокнистый армирующий материал, наносимый на лицевые поверхности противоположных сторон, может подаваться в форме мата или ткани, имеющего или имеющей большую длину порядка нескольких сотен метров и даже более. Автор изобретения обнаружил, что слоистый материал согласно этому изобретению проявляет повышенную жесткость и прочность на изгиб по сравнению с обычно используемыми металлическими мачтовыми опорами. Следовательно, слоистый материал согласно этому изобретению является подходящим материалом для изготовления мачтовых опор большой высоты, составляющей от нескольких до 20 или даже 50 м или более. Как таковой, слоистый материал согласно этому изобретению пригоден для применения в качестве мачтовой опоры ветряной мельницы. Слоистый материал согласно этому изобретению можно также применить для изготовления мачтовых опор линий электропередачи и распределения электроэнергии, панелей, используемых в качестве верхней поверхности для временных или постоянных взлетно-посадочных полос аэропортов, или для мостов, шасси летательных аппаратов, и т.д., то есть в тех приложениях, где необходимы значительное сопротивление давлению и изгибу. Настоящее изобретение также иллюстрируется прилагаемыми чертежами и поясняется описанием-5 006585 этих чертежей. На фиг. 1 показано поперечное сечение устройства согласно настоящему изобретению. На фиг. 2 и 3 показаны предпочтительные конкретные варианты осуществления этого изобретения. Устройство, показанное на фиг. 1, содержит первый и второй подающие механизмы 1 и 2, соответственно, для подачи первого и второго волокнистых армирующих материалов или листов 21, 22 в виде ткани или мата с противоположных сторон материала 5 продольной сердцевины. Первый и второй подающие механизмы могут содержать, например, первый и второй рулоны 1, 2, расположенные с противоположных сторон материала 5 сердцевины. Первый и второй подающие механизмы также могут содержать несколько первых и вторых рулонов 1, 2 для подачи нескольких накладываемых первых и вторых волокнистых армирующих листов 21, 22. Материал 5 сердцевины вводят в устройство в виде непрерывной панели или балки. Размеры этой панели или балки в направлениях X, Y, Z не критичны для изобретения и могут изменяться в широких пределах. В рамках объема притязаний этого изобретения возможно подключение предлагаемого устройства к экструдеру для получения материалов продольной сердцевины, предпочтительно в непрерывном режиме. Устройство согласно настоящему изобретению содержит направляющую 4 для направления перемещения первого и второго листов 21, 22 слоистого волокнистого армирующего материала, между которыми заключена сердцевина 5, к простегивающему устройству 6. Направляющая может быть в форме нагревательной камеры 20, как показано на фиг. 3 Характер простегивающего устройства 6 не критичен, и оно может быть обычным устройством, используемым при ворсовании ковров. Простегивающее устройство содержит большое количество игл для протягивания ворсовых стегальных волокон от первой стороны композиционного материала через композиционный слоистый материал 21, 22, 5, включающий армирующие листы и сердцевину, соответственно, к противоположной второй стороне. Простегивающее устройство содержит множество крючков для подхватывания петли ворсового волокна на второй стороне, когда иглы возвращаются на первую сторону. Простегиваемый материал может иметь такую же ширину, как простегивающее устройство, либо меньшую или большую ширину. В последнем случае предпочтительным является использование простегивающего устройства, иглы которого выполнены с возможностью перемещения в поперечном направлении относительно устройства и сердцевины. Простегивание в продольном направлении можно проводить поэтапно с перерывами, в соответствии с которыми перемещение слоистого материала по всему простегивающему устройству прерывается в течение каждого движения игл вниз и вверх. Вместе с тем,также оказывается возможным использование устройства, иглы и крючки которого выполнены с возможностью перемещения в продольном направлении. Устройство согласно настоящему изобретению также содержит палтрузионное устройство, имеющее пропиточную камеру 7 для пропитки композиционного материала жидким пластиком. Пропиточная камера 7 содержит трубку 13 для подачи жидкого пластика из резервуара 14 в пропиточную камеру и нагнетания жидкого пластика под небольшим избыточным давлением. Лишний пластик возвращается в резервуар 14 по второй трубке 16. Устройство согласно изобретению содержит приспособление или камеру 8 нагревания для отверждения или затвердевания пластика, содержащегося в предложенном пропитанном композиционном слоистом материале. Время пребывания в камере 8 нагревания выбирают так, чтобы достаточное отверждение или затвердевание слоистого материала достигалось до вступления в контакт с протяжным устройством 9. За этапом отверждения или затвердевания в камере нагревания может следовать этап охлаждения в камере 19 охлаждения. Для осуществления перемещения композиционного материала через устройство согласно настоящему изобретению используют протяжное устройство 9. Перемещение можно осуществлять поэтапно - с перерывами - или непрерывно. Перемещение может, например, задаваться последовательными каландрами 10, каждый и которых приводится в движение электродвигателем 12 и приводом 11. Поэтапное перемещение может быть реализовано посредством зажимных средств, предусмотренных для зажима слоистого материала, перемещения слоистого материала в некоторое положение вперед, высвобождения слоистого материала и возврата его в исходное положение. Если желательно изготовить из композиционного слоистого материала панели, имеющие заданные размеры, то композиционный слоистый материал можно пропустить через режущие средства. Как можно увидеть на фиг. 3, используемый волокнистый армирующий листовой материал состоит из совокупности листа первого материала 3, поверх которого уложен лист второго материала 2 А. Вторым материалом может быть, например, овечья шерсть или фольга термопластичной смолы, в частности,марки Fulcrum, промышленно поставляемая Dow Chemical Company. Материал сердцевины может быть обращен либо к первому материалу 3, либо ко второму термопластичному материалу 2 А. В конкретном варианте осуществления, показанном на фиг. 3, волокнистый армирующий листовой материал 3 нагревается в камере 20 нагревания, что облегчает операцию простегивания. Температура композиционного материала дополнительно увеличивается в палтрузионном устрой-6 006585 стве 8 до температуры, при которой достигается плавление второго термопластичного листового материала 2 А, а расплавленный термопласт, по меньшей мере, частично пропитывает материал 5 сердцевины. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ получения композиционного слоистого материала, содержащего по меньшей мере первый и второй лицевые листы (21, 22) волокнистого армирующего материала с заключенным между ними листом материала (5) сердцевины, включающий в себя этапы, на которых укладывают материал (5) сердцевины между первым и вторым лицевыми листами (21, 22) и соединяют первый и второй лицевые листы(21, 22) с материалом (5) сердцевины, отличающийся тем, что первый и второй лицевые листы (21, 22) и материал (5) сердцевины соединяют друг с другом посредством простегивания первого листа (21), сердцевины (5) и второго листа (22) с получением единого целого с использованием, по существу, непрерывного волокнистого армирующего материала, при этом по меньшей мере часть волокнистого армирующего материала проходит в направлении Z слоистого материала. 2. Способ по п.1, отличающийся тем, что волокнистый материал наносят в виде геометрической конфигурации, выбранной из групп трех или четырех или более столбиков волокнистого армирующего материала, проходящего в направлении Z. 3. Способ по п.1 или 2, отличающийся тем, что волокнистый армирующий материал содержит совокупность пучков волокон либо сплетенных или скрученных волокон. 4. Способ по любому из пп.1-3, отличающийся тем, что в качестве волокнистого ворсового стегального материала используют жгуты, нити, пучки, пряжу или ровницу волокнистого армирующего материала. 5. Способ по любому из пп.1-4, отличающийся тем, что в качестве волокнистого ворсового стегального материала используют материал, выбранный из группы волокон естественного происхождения металлических волокон, минеральных волокон, стеклянных волокон, углеродных волокон, шерсти,хлопка, льна, и т.д., или синтетических волокон, предпочтительно сложных полиэфирных (полиэстровых), полипропиленовых, полиэтиленовых, полиамидных, или смесей двух или более из этих материалов. 6. Способ по любому из пп.1-5, отличающийся тем, что включает в себя этапы, на которых(2) продвигают первый и второй лицевые листы (21, 22) вдоль противоположных сторон материала(5) сердцевины для формирования многослойного слоистого материала;(3) подвергают слоистый материал простегиванию для соединения первого и второго лицевых листов и материала сердцевины друг с другом и для введения волокнистого армирующего материала, проходящего в направлении Z;(4) пропитывают простеганный слоистый материал пластиком посредством палтрузии. 7. Способ по любому из пп.1-6, отличающийся тем, что в качестве материала (5) сердцевины используют пенопласт, предпочтительно пенополиуретан. 8. Способ по любому из пп.1-7, отличающийся тем, что в качестве материала (5) сердцевины используют по меньшей мере два слоя одинакового или разного пенопласта с заключенным между ними листом, содержащим армирующий материал на основе стеклянных или металлических волокон или смеси таких материалов. 9. Способ по любому из пп.1-8, отличающийся тем, что первый и второй лицевые листы (21, 22) содержат по меньшей мере одну ткань или один мат из волокнистого армирующего материала или стопу из двух или более таких материалов, содержащую волокна одного или более типов, выбранные из группы термопластичных армирующих волокон, металлических волокон, минеральных волокон, углеродного волокна, синтетических волокон или смеси двух или более этих волокон. 10. Способ по любому из пп.1-8, отличающийся тем, что по меньшей мере один из первого и второго лицевых листов (21, 22) содержит лист волокнистого армирующего материала, содержащего металлические волокна. 11. Композиционный слоистый материал, содержащий по меньшей мере первый и второй лицевые листы (21, 22) волокнистого армирующего материала с заключенным между ними листом материала (5) сердцевины, причем первый и второй лицевые листы (21, 22) соединены с материалом (5) сердцевины,отличающийся тем, что первый и второй лицевые листы (21, 22) и материал (5) сердцевины соединены друг с другом посредством ворсового стегального волокнистого армирующего материала, проходящего в направлении Z. 12. Пуленепробиваемая и/или взрывоустойчивая переборка, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11. 13. Заранее изготавливаемая стенка или стена для использования в контейнере или здании, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11, причем стороны слоистых материалов, обращенные друг к другу,выполнены имеющими дополняющие друг друга сцепляемые профили.-7 006585 14. Шасси летательного аппарата, содержащее совокупность продольных балок, имеющее вогнутую форму, верхнюю поверхность, обращенную к нагрузке, и нижнюю поверхность, соединенную с механизмом привода для смещения балок, при этом по меньшей мере одна продольная балка находится в предварительно напряженном состоянии и содержит композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11, связанный с верхней поверхностью. 15. Мачтовая опора для использования при передаче и распределении электроэнергии или в ветряной мельнице, содержащая композиционный слоистый материал, полученный способом по любому из пп.1-10, или композиционный слоистый материал по п.11. 16. Применение композиционного слоистого материала, полученного способом по любому из пп.110, или композиционного слоистого материла по п.11 в качестве временной верхней поверхности для временных или постоянных взлетно-посадочных полос аэропортов или для моста. 17. Устройство для получения композиционного слоистого материала, содержащее средства для подачи первого и второго листов (21, 22) слоистого армирующего материала с противоположных сторон сердцевины (5) в простегивающее устройство для простегивания первого и второго слоистого материалов и сердцевины с получением единого целого. 18. Устройство по п.17, отличающееся тем, что это устройство содержит палтрузионное устройство(18) для пропитки простеганного композиционного слоистого материала пластиком. 19. Устройство по п.18, отличающееся тем, что это устройство содержит камеру нагревания для отверждения или затвердевания пропитанного композиционного слоистого материала.
МПК / Метки
МПК: B29C 70/52, B29C 70/24
Метки: материал, композиционный, простёганный, слоистый
Код ссылки
<a href="https://eas.patents.su/9-6585-prostyogannyjj-kompozicionnyjj-sloistyjj-material.html" rel="bookmark" title="База патентов Евразийского Союза">Простёганный композиционный слоистый материал</a>
Композиционный материал на основе бумаги с полимерным покрытием
Номер патента: 1353
Опубликовано: 26.02.2001
Авторы: Лягас Артур, Медофф Маршалл
МПК: B32B 9/04
Метки: бумаги, материал, композиционный, основе, полимерным, покрытием
Формула / Реферат:
1. Композиционный материал, содержащий полимер, усиленный, по меньшей мере, примерно 2% бумаги с полимерным покрытием, которая нарезана до такой степени, чтобы внутренние волокна по существу были открытыми. 2. Композиционный материал по п.1, отличающийся тем, что, по меньшей мере, около 50% по весу бумаги с полимерным покрытием текстурировано. 3. Композиционный материал по п.1, отличающийся тем, что бумага с полимерным покрытием содержит...
Композиционный конструкционный материал и способ его получения
Номер патента: 5844
Опубликовано: 30.06.2005
Авторы: Клемент Майкл Х., Рот Артур Дж., Дхаран Черувари Картик Хари, Уинтерс Патрик Х.
МПК: B32B 21/02
Метки: композиционный, материал, получения, конструкционный, способ
Формула / Реферат:
1. Композиционный конструкционный материал, содержащий размерно-стабильный материал сердцевины, заключенный в размерно-стабильное покрытие, которое скреплено с материалом сердцевины, отличающийся тем, что покрытие представляет собой слоистую конструкцию, состоящую по меньшей мере из одного бандажа, по существу, параллельных армирующих кордов, скрепленного по меньшей мере с одним слоем тонколистового материала, который является внешним по...
Способ, устройство и композиционный нетканый материал для упрочнения нетканого материала, изготовленного способом воздушной укладки
Номер патента: 3594
Опубликовано: 26.06.2003
Автор: Фляйсснер Герольд
МПК: D04H 13/00
Метки: устройство, нетканого, упрочнения, композиционный, материала, способ, изготовленного, воздушной, материал, нетканый, способом, укладки
Формула / Реферат:
1. Способ упрочнения изготовленного способом воздушной укладки нетканого материала, состоящего из двух внешних слоев из нарезанных термически активируемых волокон и размещенного между ними слоя из целлюлозных волокон в виде сверхпоглощающей целлюлозной массы, путем непрерывного образования сначала нижнего слоя, затем наложения слоя целлюлозной массы и, наконец, верхнего слоя, отличающийся тем, что оба внешних слоя композиционного нетканого...
Фрикционный композиционный материал
Номер патента: 750
Опубликовано: 28.02.2000
Авторы: Гимадутдинова Галина Анатольевна, Хайлов Сергей Иванович
МПК: C08L 61/10, C08K 13/02, C08J 5/14...
Метки: фрикционный, композиционный, материал
Формула / Реферат:
1. Фрикционный композиционный материал, содержащий связующее на основе фенольной смолы и наполнитель, отличающийся тем, что он содержит в качестве наполнителя силикатное и полиоксадиазольное волокна, барит и порошок цветных металлов при следующем соотношении компонентов, мас. %: Связующее на основе фенольной смолы 8-20 Полиоксадиазольное волокно 15-80 Силикатное волокно 1-30 Порошок ...
Композиционный материал для строительства модульных зданий
Номер патента: 4964
Опубликовано: 28.10.2004
Автор: Пэрриш Малкольм
МПК: C04B 18/08, B32B 27/04, B29C 70/66...
Метки: зданий, модульных, строительства, композиционный, материал
Формула / Реферат:
1. Композиционный материал, содержащий силикатные ценосферы и смолу, в соответствии с чем смола приспособлена связывать ценосферы в твердую массу и удерживать их в требуемой конфигурации, в которой должен быть сформован композиционный материал. 2. Композиционный материал по п.1, в котором содержание смолы составляет 2-10 мас.%. 3. Композиционный материал по п.2, в котором содержание смолы составляет 4-6%. 4. Композиционный материал по любому из...
Предыдущий патент: Центробежный деаэратор
Следующий патент: Способ и система для укладки трубопроводов на мелководье или сильном мелководье
Случайный патент: Усовершенствования центробежных насосов