Способ, устройство и композиционный нетканый материал для упрочнения нетканого материала, изготовленного способом воздушной укладки

Формула / Реферат
1. Способ упрочнения изготовленного способом воздушной укладки нетканого материала, состоящего из двух внешних слоев из нарезанных термически активируемых волокон и размещенного между ними слоя из целлюлозных волокон в виде сверхпоглощающей целлюлозной массы, путем непрерывного образования сначала нижнего слоя, затем наложения слоя целлюлозной массы и, наконец, верхнего слоя, отличающийся тем, что оба внешних слоя композиционного нетканого материала выполняют из волокон длиной от 8 до максимум 10 мм и трехслойный нетканый материал для упрочнения, а также для внутреннего связывания слоев, уложенных способом воздушной укладки, подвергают гидродинамическому иглопрокалыванию.
2. Способ по п.1, отличающийся тем, что дополнительно к упрочнению посредством гидродинамического иглопрокалывания композиционный нетканый материал только после его изготовления способом воздушной укладки обрабатывают посредством термического упрочнения.
3. Способ по п.2, отличающийся тем, что термическое упрочнение включает обработку изготовленного способом воздушной укладки композиционного нетканого материала любым способом тепловой обработки, в том числе, например, горячим воздухом, в частности вентиляцией, инфракрасным излучением, каландрированием.
4. Способ по п.2 или 3, отличающийся тем, что изготовленный способом воздушной укладки композиционный нетканый материал подвергают термической обработке для упрочнения перед и/или после гидродинамического иглопрокалывания.
5. Способ по любому из пп.2-4, отличающийся тем, что термическое упрочнение вместе с сушкой изготовленного лишь способом воздушной укладки композиционного нетканого материала проводят после гидродинамического иглопрокалывания.
6. Способ по любому из пп.2-5, отличающийся тем, что в завершение упрочнения изготовленный способом воздушной укладки композиционный нетканый материал дополнительно калибруют.
7. Способ по любому из пп.1-6, отличающийся тем, что гидродинамическую обработку проводят с обеих сторон изготовленного способом воздушной укладки композиционного нетканого материала.
8. Устройство для осуществления способа по любому из пп.1-7, содержащее расположенные последовательно друг за другом
a) по меньшей мере, три формовочные головки, работающие по способу воздушной укладки, одна из которых предназначена для укладки первого слоя из термически активируемых волокон с длиной волокон от 8 до максимум 10 мм, другая предназначена для укладки слоя целлюлозной массы и еще одна - для укладки верхнего покровного слоя вновь из термически активируемых волокон с длиной волокон от 8 до максимум 10 мм, и
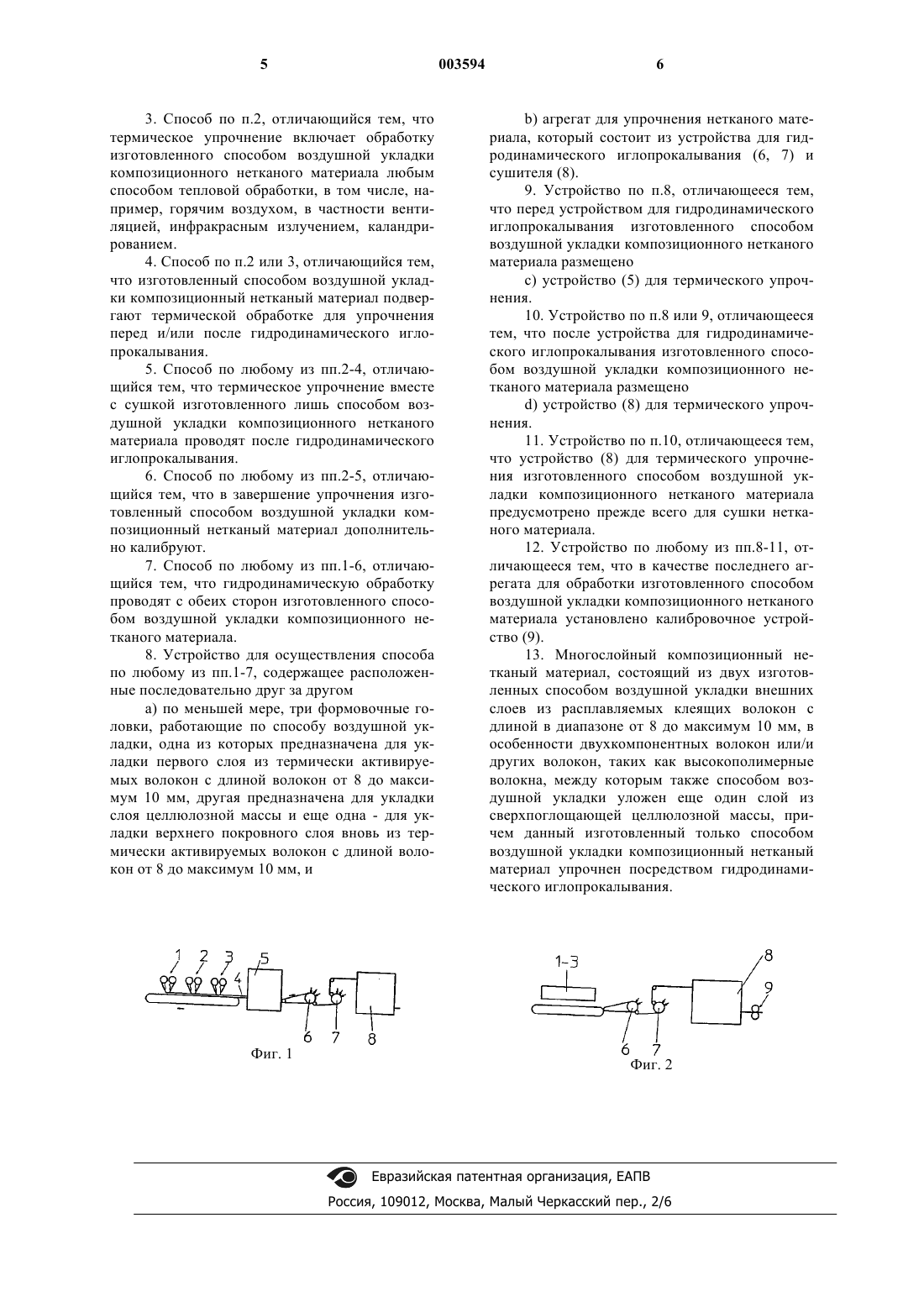
b) агрегат для упрочнения нетканого материала, который состоит из устройства для гидродинамического иглопрокалывания (6, 7) и сушителя (8).
9. Устройство по п.8, отличающееся тем, что перед устройством для гидродинамического иглопрокалывания изготовленного способом воздушной укладки композиционного нетканого материала размещено
c) устройство (5) для термического упрочнения.
10. Устройство по п.8 или 9, отличающееся тем, что после устройства для гидродинамического иглопрокалывания изготовленного способом воздушной укладки композиционного нетканого материала размещено
d) устройство (8) для термического упрочнения.
11. Устройство по п.10, отличающееся тем, что устройство (8) для термического упрочнения изготовленного способом воздушной укладки композиционного нетканого материала предусмотрено прежде всего для сушки нетканого материала.
12. Устройство по любому из пп.8-11, отличающееся тем, что в качестве последнего агрегата для обработки изготовленного способом воздушной укладки композиционного нетканого материала установлено калибровочное устройство (9).
13. Многослойный композиционный нетканый материал, состоящий из двух изготовленных способом воздушной укладки внешних слоев из расплавляемых клеящих волокон с длиной в диапазоне от 8 до максимум 10 мм, в особенности двухкомпонентных волокон или/и других волокон, таких как высокополимерные волокна, между которым также способом воздушной укладки уложен еще один слой из сверхпоглощающей целлюлозной массы, причем данный изготовленный только способом воздушной укладки композиционный нетканый материал упрочнен посредством гидродинамического иглопрокалывания.

Текст
1 Из публикации международной заявки WO 97/30223 известен способ воздушной укладки,при котором несколько формовочных головок для воздушной укладки типа известного из ЕР 0 032 772 расположены одна за другой и изготавливают композиционный нетканый материал путем укладки связующих волокон, затем волокон целлюлозной массы и затем снова связующих волокон. Этот способ изготовления имеет преимущество по сравнению с изготовлением нетканого материала из кардного прочеса, состоящее в более высокой достижимой скорости. Для упрочнения затем служат каландр и вентиляционный агрегат, которые за счет нагрева осуществляют сшивание связующих волокон. Упрочнение подобного рода не позволяет изготовить нетканый материал, который удовлетворяет практическим требованиям. Отдельные слои не имеют сцепления, составные части нетканого материала расслаиваются и растрескиваются. Кроме того, поверхность нетканого материала подвержена износу. В основе изобретения лежит задача отыскать решение, из какого волокна составлять такой нетканый материал при использовании способа воздушной укладки, и затем каким образом упрочнять этот материал, чтобы в том числе предотвратить возможность его расслаивания. Исходя из способа, при котором для упрочнения изготовленного согласно способу воздушной укладки нетканого материала, состоящего из двух внешних слоев из нарезанных термически активируемых волокон и размещенного между ними слоя из волокон целлюлозы, например, сверхпоглощающей целлюлозной массы, путем непрерывного формирования сначала нижнего слоя, затем наложения слоя целлюлозной массы и, наконец, верхнего слоя, предусматривается только термическая обработка, в соответствии с изобретением предлагается прежде всего формировать оба внешних слоя композиционного нетканого материала из волокон длиной от 8 до максимум 10 мм и затем трехслойный нетканый материал для упрочнения, а также для внутреннего соединения уложенных согласно способу воздушной укладки слоев подвергать гидродинамическому иглопрокалыванию. Предпочтительным образом при этом создается многослойный композиционный материал, состоящий из двух внешних образованных способом воздушной укладки слоев из расплавляемых клеящих волокон, например, из двукомпонентных волокон и/или других волокон, как, например, из высокополимерных волокон, между которыми уложен еще один слой из сверхпоглощающего материала, также укладываемый способом воздушной укладки, причем этот образованный способом воздушной укладки композиционный нетканый материал упрочняется гидродинамическим прокалыванием. 2 Этот способ составления нетканого материала из покровных слоев и метод упрочнения посредством гидродинамического иглопрокалывания гарантирует поверхность, свободную от пиллинга и пухоотделения, которая вместе с тем является проницаемой для жидкости и может покрывать усиленный поглощающий слой целлюлозной массы. Оба внешних слоя нетканого материала такого рода в значительной степени упрочняются за счет гидродинамического иглопрокалывания, а также связываются со слоем целлюлозной массы, что устраняет ламинирование волокон после упрочнения. Для обеспечения достаточного упрочнения покровных слоев предпочтительнее обрабатывать оба слоя путем гидродинамического упрочнения, т.е. подвергать иглопрокалыванию композиционный нетканый материал с обеих сторон. Собственно одно только гидродинамическое иглопрокалывание композиционного нетканого материала известно из патента US-A-5 413 849. Там укладываются внешние слои, но из кардного прочеса, т.е. из штапельных волокон значительной длины, а средний слой состоит из эластомерных бесконечных волокон, придающих стабильность всему композиционному нетканому материалу. Внешние слои кардного прочеса из штапельных волокон могут частично быть заменены короткими волокнами целлюлозной массы, которые также могут укладываться способом воздушной укладки. Подобное имеет место и в решении, известном из WO 92/08834. В этом решении смесь из штапельных волокон и волокон целлюлозной массы подвергается гидродинамическому иглопрокалыванию,причем о длине волокон нет никаких сведений,во всяком случае волокна не укладываются способом воздушной укладки. Расплавляющиеся клеящие волокна для дальнейшего соединения друг с другом обрабатываются путем нагрева. Нагрев дополнительно влияет на гладкость поверхности нетканого материала. При этом двухкомпонентные волокна имеют особое преимущество, потому что они при обработке путем нагрева сохраняются в качестве собственно волокна, в то время как обычные расплавляющиеся клеящие волокна расплавляются и могут дать усадку, что является недостатком при формировании прочной поверхности. Эта операция по нагреву расплавляющихся клеящих волокон известна из US-A-5 240 764, однако не в связи с двухкомпонентными волокнами. Обработка нагревом может производиться различным способом, существенным является хорошее связывание волокон на поверхности и поперек покровного нетканого материала. Устройство, соответствующее изобретению, иллюстрируется на чертежах, с помощью которых поясняются и другие детали, соответствующие изобретению, и на которых представлено следующее. 3 Фиг. 1 - вид сбоку проходной установки для изготовления и упрочнения сухого изготовленного методом воздушной укладки нетканого материала и фиг. 2 - установка, подобная показанной на фиг. 1, без термосвязывания после осуществления способа укладки. Сначала из штапельных волокон и целлюлозной массы образуют нетканый материал. Штапельные волокна должны быть нарезаны на такую малую длину, чтобы их можно было уложить методом воздушной укладки, т.е. они имеют длину от 8 до максимум 10 мм. Формовочную головку 1 загружают затем штапельными волокнами для формирования основного слоя нетканого материала. Штапельные волокна представляют собой такие волокна, которые под действием нагрева должны приводить к склеиванию. Предпочтительными в данном случае являются в особенности двухкомпонентные волокна, преимущество которых состоит в том,что они под действием нагрева не дают усадку,а сохраняют свою форму волокна. На этот основной нетканый материал, образованный с помощью формовочной головки 1, затем наносят друг на друга слой целлюлозной массы с помощью формовочной головки 2, а в необходимом случае - более толстый слой целлюлозной массы с помощью еще одной не показанной на чертеже формовочной головки и еще один верхний покровный слой из штапельных волокон. Этот композиционный нетканый материал 4 необходимо теперь упрочнить, что до сих пор осуществлялось только посредством термосклеивания. В установке, показанной на фиг. 1, нетканый материал 4 сначала предварительно упрочняют посредством нагрева в устройстве 5. Это может осуществляться посредством горячего воздуха (вентиляцией), а также воздействием инфракрасными лучами или каландрированием. Эти меры предварительного упрочнения имеют преимущество, заключающееся в лучшем замыкании поверхности покровных слоев, что может предотвратить значительные потери целлюлозной массы при последующем иглопрокалывании. В установке по фиг. 2 отказались от этого предварительного упрочнения под действием нагрева. В зависимости от волокна и прочих условий, можно, таким образом, отказаться от предварительного упрочнения. Затем композиционный нетканый материал 4 подвергают гидродинамическому иглопрокалыванию. Так как в данном случае речь идет о нетканом материале с двусторонним покровным слоем, то целесообразно проводить упрочнение с помощью водных струй с обеих сторон. Поэтому на чертежах устройство иглопрокалывания показано с двумя барабанами 6 и 7, что означает, что нетканый материал должен транспортироваться вокруг барабанов по меандровой форме для обеспечения двустороннего воздействия водными струями. Упрочнение водными 4 струями оказывает влияние не только на поверхность композиционного нетканого материала, но и на сцепление слоев на большей глубине,в результате чего впоследствии не происходит расслаивания отдельных слоев нетканого материала. После упрочнения композиционного нетканого материала и связывания слоев друг с другом посредством водных струй нетканый материал высушивают. Для этого предпочтительно использовать вентиляционный сушитель 8, например, сушитель на барабанном сите. В заключение нетканый материал может еще калиброваться с помощью устройства 9, как показано только в установке по фиг. 2. Данный способ изготовления композиционного нетканого материала является весьма экономичным, так как может осуществляться с более высокими скоростями, например в диапазоне 400-500 м/мин. Может быть изготовлено изделие с высокой поглощающей способностью с удельной массой в пределах 40 - 100 г/м 2, так как обеспечена возможность укладки толстого слоя целлюлозной массы. При этом покровные слои по сравнению со слоем целлюлозной массы должны быть тонкими и могут составлять,например, 10 г/м 2, в то время как слой целлюлозной массы может быть тяжелым и составлять 60 г/м 2. За счет комбинации термосклеивания и гидродинамического иглопрокалывания не только поверхность становится свободной от пиллингообразования и пухоотделения, но и обеспечивается упрочнение нетканого материала, что затрудняет отделение слоев нетканого материала. ФОРМУЛА ИЗОБРЕТЕНИЯ. 1. Способ упрочнения изготовленного способом воздушной укладки нетканого материала,состоящего из двух внешних слоев из нарезанных термически активируемых волокон и размещенного между ними слоя из целлюлозных волокон в виде сверхпоглощающей целлюлозной массы, путем непрерывного образования сначала нижнего слоя, затем наложения слоя целлюлозной массы и, наконец, верхнего слоя,отличающийся тем, что оба внешних слоя композиционного нетканого материала выполняют из волокон длиной от 8 до максимум 10 мм и трехслойный нетканый материал для упрочнения, а также для внутреннего связывания слоев,уложенных способом воздушной укладки, подвергают гидродинамическому иглопрокалыванию. 2. Способ по п.1, отличающийся тем, что дополнительно к упрочнению посредством гидродинамического иглопрокалывания композиционный нетканый материал только после его изготовления способом воздушной укладки обрабатывают посредством термического упрочнения. 3. Способ по п.2, отличающийся тем, что термическое упрочнение включает обработку изготовленного способом воздушной укладки композиционного нетканого материала любым способом тепловой обработки, в том числе, например, горячим воздухом, в частности вентиляцией, инфракрасным излучением, каландрированием. 4. Способ по п.2 или 3, отличающийся тем,что изготовленный способом воздушной укладки композиционный нетканый материал подвергают термической обработке для упрочнения перед и/или после гидродинамического иглопрокалывания. 5. Способ по любому из пп.2-4, отличающийся тем, что термическое упрочнение вместе с сушкой изготовленного лишь способом воздушной укладки композиционного нетканого материала проводят после гидродинамического иглопрокалывания. 6. Способ по любому из пп.2-5, отличающийся тем, что в завершение упрочнения изготовленный способом воздушной укладки композиционный нетканый материал дополнительно калибруют. 7. Способ по любому из пп.1-6, отличающийся тем, что гидродинамическую обработку проводят с обеих сторон изготовленного способом воздушной укладки композиционного нетканого материала. 8. Устройство для осуществления способа по любому из пп.1-7, содержащее расположенные последовательно друг за другомa) по меньшей мере, три формовочные головки, работающие по способу воздушной укладки, одна из которых предназначена для укладки первого слоя из термически активируемых волокон с длиной волокон от 8 до максимум 10 мм, другая предназначена для укладки слоя целлюлозной массы и еще одна - для укладки верхнего покровного слоя вновь из термически активируемых волокон с длиной волокон от 8 до максимум 10 мм, иb) агрегат для упрочнения нетканого материала, который состоит из устройства для гидродинамического иглопрокалывания (6, 7) и сушителя (8). 9. Устройство по п.8, отличающееся тем,что перед устройством для гидродинамического иглопрокалывания изготовленного способом воздушной укладки композиционного нетканого материала размещеноc) устройство (5) для термического упрочнения. 10. Устройство по п.8 или 9, отличающееся тем, что после устройства для гидродинамического иглопрокалывания изготовленного способом воздушной укладки композиционного нетканого материала размещеноd) устройство (8) для термического упрочнения. 11. Устройство по п.10, отличающееся тем,что устройство (8) для термического упрочнения изготовленного способом воздушной укладки композиционного нетканого материала предусмотрено прежде всего для сушки нетканого материала. 12. Устройство по любому из пп.8-11, отличающееся тем, что в качестве последнего агрегата для обработки изготовленного способом воздушной укладки композиционного нетканого материала установлено калибровочное устройство (9). 13. Многослойный композиционный нетканый материал, состоящий из двух изготовленных способом воздушной укладки внешних слоев из расплавляемых клеящих волокон с длиной в диапазоне от 8 до максимум 10 мм, в особенности двухкомпонентных волокон или/и других волокон, таких как высокополимерные волокна, между которым также способом воздушной укладки уложен еще один слой из сверхпоглощающей целлюлозной массы, причем данный изготовленный только способом воздушной укладки композиционный нетканый материал упрочнен посредством гидродинамического иглопрокалывания.
МПК / Метки
МПК: D04H 13/00
Метки: изготовленного, упрочнения, укладки, композиционный, устройство, способом, воздушной, материал, нетканого, нетканый, материала, способ
Код ссылки
<a href="https://eas.patents.su/4-3594-sposob-ustrojjstvo-i-kompozicionnyjj-netkanyjj-material-dlya-uprochneniya-netkanogo-materiala-izgotovlennogo-sposobom-vozdushnojj-ukladki.html" rel="bookmark" title="База патентов Евразийского Союза">Способ, устройство и композиционный нетканый материал для упрочнения нетканого материала, изготовленного способом воздушной укладки</a>
Способ и устройство для изготовления композиционного полотна из волокнистого нетканого материала для впитывания и аккумулирования жидкостей
Номер патента: 3492
Опубликовано: 26.06.2003
Автор: Босколо Джанни Дж.
МПК: A61F 13/15, D04H 1/46
Метки: изготовления, композиционного, аккумулирования, жидкостей, устройство, волокнистого, полотна, нетканого, материала, способ, впитывания
Формула / Реферат:
1. Способ изготовления композиционного полотна из волокнистого нетканого материала для впитывания и аккумулирования жидкостей и т.п., состоящего из холста-основы, подвергаемого для упрочнения иглопрокалыванию, например гидродинамически, и нанесенного на упрочненный холст-основу слоя целлюлозы, например, из волокон древесной массы, который приводят в прочный контакт с холстом-основой, отличающийся тем, что на упрочненный холст-основу наносят...
Способ изготовления композиционного материала алмаз-карбид кремния-кремний и композиционный материал, изготовленный этим способом
Номер патента: 3437
Опубликовано: 24.04.2003
Авторы: Жуков Сергей Германович, Экстрем Томми, Данчукова Лия Владимировна, Гордеев Сергей Константинович
МПК: C04B 35/573, B23B 27/14, C04B 37/00...
Метки: изготовленный, изготовления, способ, композиционного, кремния-кремний, материал, алмаз-карбид, композиционный, материала, способом, этим
Формула / Реферат:
1. Способ изготовления композиционного материала алмаз-карбид кремния-кремний, включающий формование заготовки из зерен алмаза и связывание их пропиткой кремнием при давлении ниже 1000 мм рт.ст. и нагревании до температуры выше 1000шC, отличающийся тем, что заготовку формуют с пористостью 25-60 об.%, а в процессе нагревания температуру, время и среду контролируют для образования полуфабриката с содержанием графита в количестве 1-50 мас.% от...
Композиционный материал на основе гексацианоферратов и полимера, способ его получения и применение
Номер патента: 1349
Опубликовано: 26.02.2001
Авторы: Пантазаки Анастасия, Лоос Нескович Кристиан, Дюлье Жаклин, Видал-Маджар Клэр
МПК: G21F 9/12, B01J 20/02
Метки: гексацианоферратов, композиционный, получения, основе, материал, применение, полимера, способ
Формула / Реферат:
1. Твердый композиционный материал на основе гексацианоферратов, фиксирующий минеральные примеси, отличающийся тем, что он содержит твердофазный носитель, покрытый пленкой анионообменного полимера, на котором зафиксирован нерастворимый гексацианоферрат металла в виде тонкого слоя. 2. Материал по п.1, отличающийся тем, что количество фиксированного гексацианоферрата металла составляет от 1 до 10% по отношению к массе твердого носителя. 3....
Композиционный материал на основе бумаги с полимерным покрытием
Номер патента: 1353
Опубликовано: 26.02.2001
Авторы: Лягас Артур, Медофф Маршалл
МПК: B32B 9/04
Метки: покрытием, материал, полимерным, бумаги, композиционный, основе
Формула / Реферат:
1. Композиционный материал, содержащий полимер, усиленный, по меньшей мере, примерно 2% бумаги с полимерным покрытием, которая нарезана до такой степени, чтобы внутренние волокна по существу были открытыми. 2. Композиционный материал по п.1, отличающийся тем, что, по меньшей мере, около 50% по весу бумаги с полимерным покрытием текстурировано. 3. Композиционный материал по п.1, отличающийся тем, что бумага с полимерным покрытием содержит...
Композиционный материал, содержащий подложку и барьерный слой, нанесенный на подложку, и способ его изготовления
Номер патента: 2635
Опубликовано: 29.08.2002
Авторы: Яхроми Шахаб, Хаубен Ян Мария, Агард Олав Маркус, Рамакерс Карел Герардус Хюбертус
МПК: B05D 7/04, C08J 7/06, B65D 65/42...
Метки: способ, барьерный, изготовления, содержащий, нанесенный, композиционный, слой, подложку, материал
Формула / Реферат:
1. Композиционный материал, содержащий подложку и слой на подложке, отличающийся тем, что слой содержит соединение триазина, выбранное из меламина, аммелина, аммелида, циануровой кислоты, 2-уреидомеламина, мелама, мелема, мелона и солей меламина. 2. Композиционный материал по п.1, отличающийся тем, что слой содержит соединение триазина, выбранное из меламина, мелама, мелема, мелона или их сочетания. 3. Композиционный материал по п.1 или 2,...
Предыдущий патент: Устройство, обеспечивающее открытие и фиксацию створки окна или двери
Следующий патент: Телескопическая бутылка
Случайный патент: Коpпус подшипника колесной пары с устройством определения положения для рельсового транспортного средства и снабженное им рельсовое транспортное средство