Расточная головка
Номер патента: 20495
Опубликовано: 28.11.2014
Авторы: Абдеральден Готлиб, Штадельманн Ральф, Штадельманн Рудольф
Формула / Реферат
1. Расточная головка, содержащая корпус (2, 38) режущего инструмента с двумя резцовыми державками (3, 4; 22, 23), которые прикреплены разъемным образом к указанному корпусу (2, 38), расположены со смещением на 180° относительно друг друга и установлены на поверхности прижима (11, 26) с возможностью скольжения для радиальной регулировки резцов (5); прижимные средства (7, 24) для прижима резцовых державок (3, 4; 22, 23) к поверхности прижима (11, 26) и средства регулировки (15, 32) для радиальной регулировки резцовых державок (3, 4; 22, 23), при этом поверхность прижима (11, 26) имеет первую часть (11а, 26а) поверхности прижима для одной резцовой державки (3, 4; 22, 23) и вторую часть (11b, 26b) поверхности прижима для другой резцовой державки (3, 4; 22, 23), причем указанные две части (11а, 11b; 26a, 26b) поверхности прижима смещены в осевом направлении на некоторую величину, а две резцовые державки (3, 4; 22, 23) имеют различную высоту относительно резцов (5) в соответствии с этой величиной, при этом две резцовые державки (3, 4; 22, 23) могут быть избирательным образом закреплены и отрегулированы в радиальном направлении на первой части (11а, 26а) поверхности прижима или второй части (11b, 26b) поверхности прижима, при этом каждая из двух резцовых державок (3, 4; 22, 23) аксиально прикреплена к корпусу (2) режущего инструмента посредством зажимного винта (7, 24) с возможностью смещения в радиальном направлении независимо друг от друга.
2. Расточная головка по п.1, отличающаяся тем, что конструкция корпуса (2) режущего инструмента имеет, по существу, форму вращения, а две части (11а, 11b) поверхности прижима имеют, по существу, полукруглую конструкцию.
3. Расточная головка по п.1 или 2, отличающаяся тем, что каждая из двух резцовых державок (3, 4) направляется с возможностью радиального смещения зубчатым зацеплением (10) на корпусе (2) режущего инструмента.
4. Расточная головка по п.3, отличающаяся тем, что зубчатое зацепление (10) имеет канавки и ребра, проходящие параллельно друг другу.
5. Расточная головка по п.1, отличающаяся тем, что корпус (38) режущего инструмента имеет удлиненную конструкцию.
6. Расточная головка по п.5, отличающаяся тем, что каждая из двух резцовых державок (22, 23) имеет удлиненную конструкцию и направляется с возможностью радиального смещения в канавке (29, 30).
7. Расточная головка по п.5 или 6, отличающаяся тем, что корпус (38) режущего инструмента имеет две переходные детали (27, 28), на которых каждая резцовая державка (22, 23) направляется с возможностью радиального смещения.
8. Расточная головка по п.7, отличающаяся тем, что две переходные детали (27, 28) закреплены в различных радиальных положениях на корпусе (38) режущего инструмента в соответствии с заранее заданной сеткой.
9. Расточная головка по п.8, отличающаяся тем, что корпус (2) режущего инструмента имеет ряд отверстий (35, 36) в соответствии с указанной сеткой.
10. Расточная головка по любому из пп.7-9, отличающаяся тем, что каждая переходная деталь (27, 28) имеет одну из частей (26а, 26b) поверхности прижима, имеющих различные высоты относительно поверхности (37) основания (21) корпуса режущего инструмента.

Текст
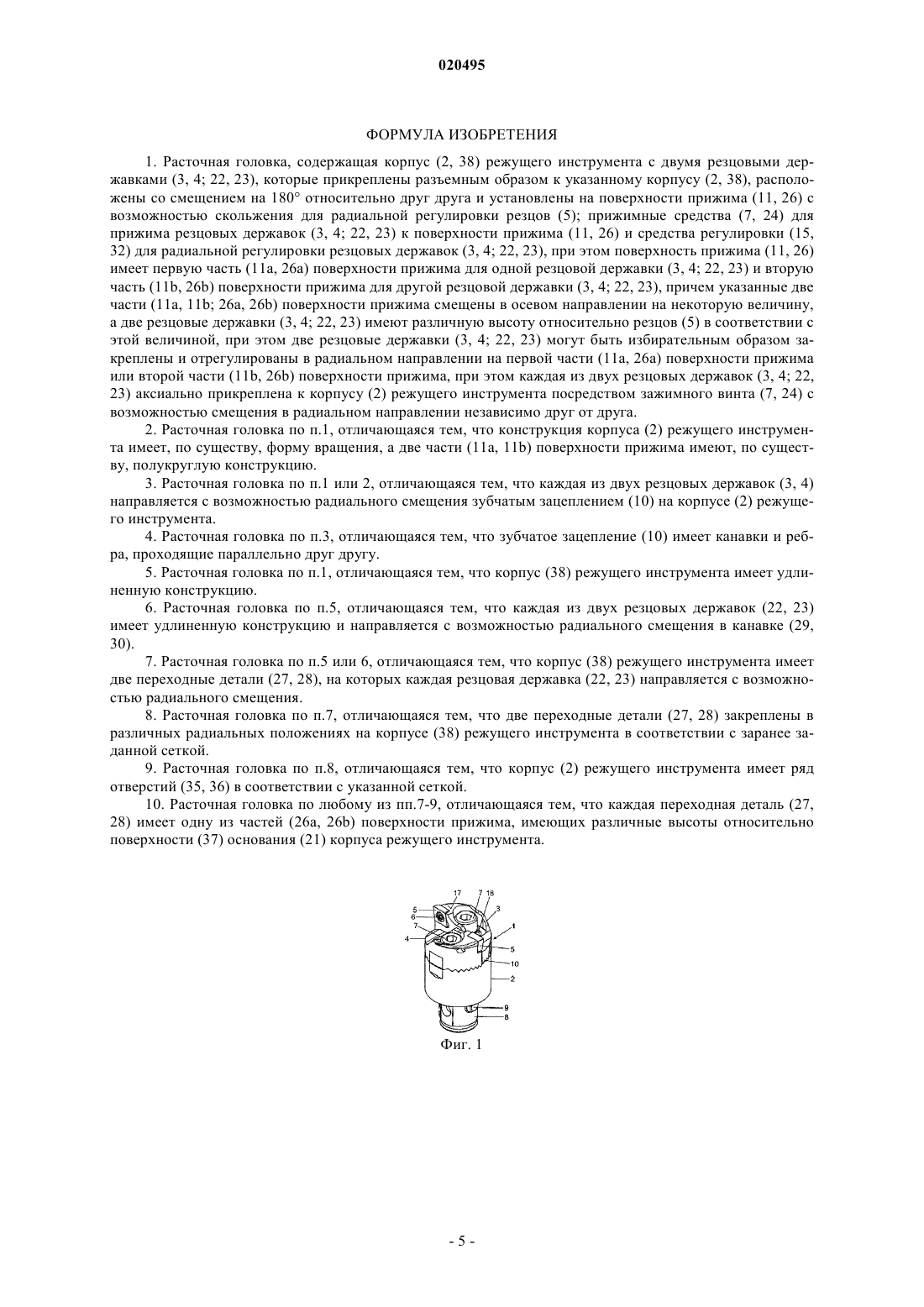
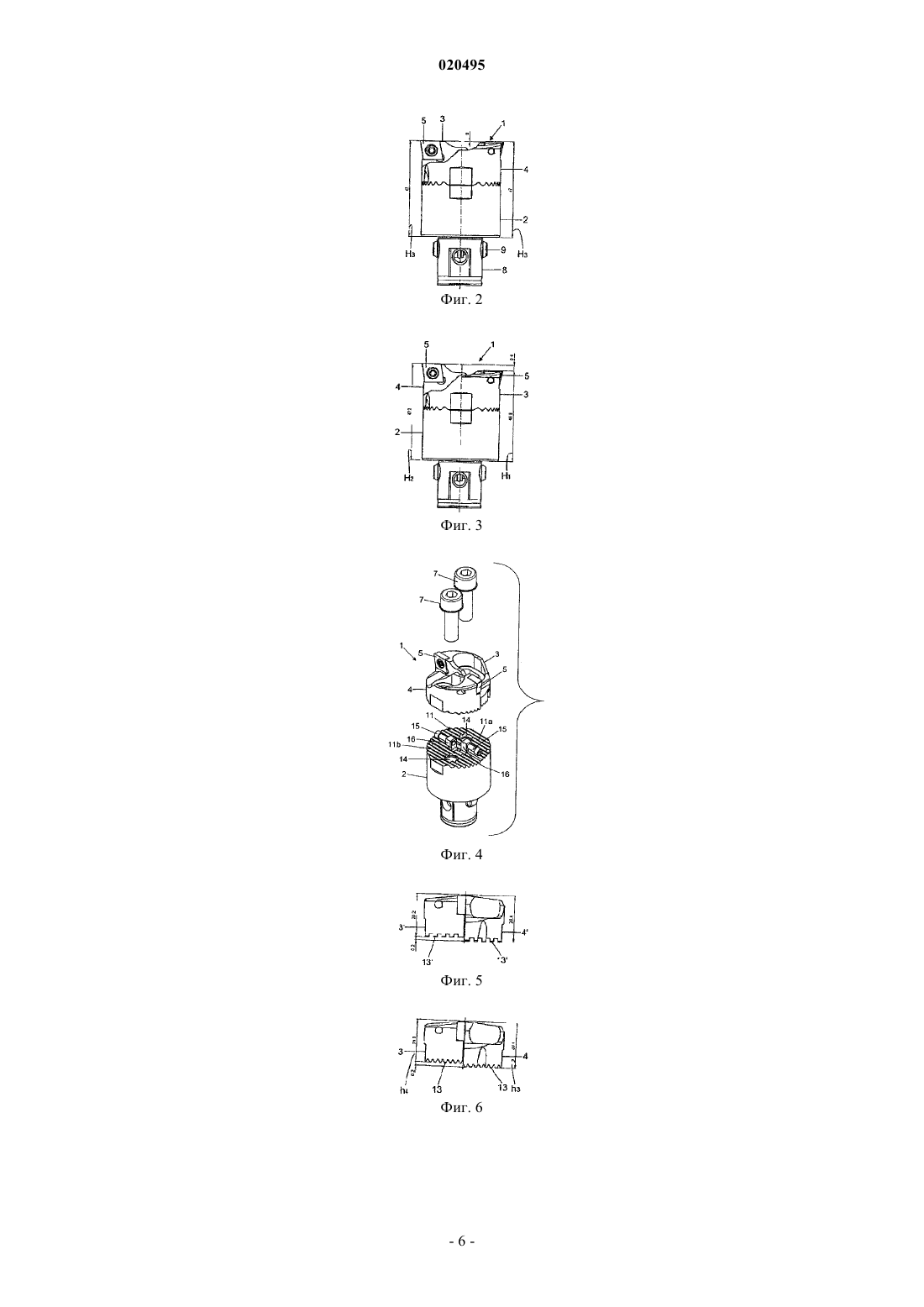
Изобретение относится к расточной головке, имеющей корпус режущего инструмента (2, 38), к которому крепятся две резцовые державки (3, 4; 22, 23), расположенные со смещением на 180 относительно друг друга. Резцовые державки (3, 4; 22, 23) установлены на поверхности прижима(11, 26) с возможностью скольжения для радиальной регулировки резцов (5). Поверхность прижима(11, 26) состоит из первой части поверхности прижима (11 а, 26 а) для одной резцовой державки (3,4; 22, 23) и второй части поверхности прижима (11b, 26b) для другой резцовой державки (3, 4; 22,23). Эти две части поверхности прижима (11 а, 11b; 26a, 26b) смещены в осевом направлении на некоторую величину. Две резцовые державки (3, 4; 22, 23) имеют различную высоту относительно резцов (5) в соответствии с этой величиной, и, кроме того, их можно по выбору закреплять и регулировать в радиальном направлении на первой части поверхности прижима (11 а, 26 а) или второй части поверхности прижима (11b, 26b). Каждая из двух резцовых державок (3, 4; 22, 23) при этом аксиально прикреплена к корпусу (2) режущего инструмента посредством зажимного винта (7, 24) с возможностью смещения в радиальном направлении независимо друг от друга. Расточная головка обеспечивает выполнение традиционной черновой обработки, обладает высокой стабильностью и при этом может производиться при небольших затратах.(71)(73) Заявитель и патентовладелец: ХАЙНЦ КАЙЗЕР АГ (CH) Область техники, к которой относится изобретение Изобретение относится к расточной головке, имеющей корпус режущего инструмента с двумя резцовыми державками, которые прикреплены разъемным образом к указанному корпусу, при этом указанные резцовые державки расположены со смещением на 180 относительно друг друга и установлены на поверхности прижима с возможностью скольжения для радиальной регулировки резцов; прижимные средства для прижима резцовых державок к поверхности прижима и средства регулировки для радиальной регулировки резцовых державок. Предшествующий уровень техники Расточные головки этого типа в течение длительного времени известны из предшествующего уровня техники, например EP-B-0990477, CH 627676 и CH 611190. Такие двухрезцовые расточные головки особенно подходят для черновой обработки сквозных отверстий. По сравнению с однорезцовыми инструментами, два резца, расположенные со смещением на 180 относительно друг друга, позволяют в два раза увеличить скорость подачи. В принципе, возможны три типа операций черновой обработки. При черновой обработке с двойным смещением два резца смещены в осевом и радиальном направлениях. При осесимметричной черновой обработке два резца не смещены ни в осевом, ни в радиальном направлениях. Это наиболее распространенный вариант установки. При полнопрофильной черновой обработке два резца смещены по диаметру на значительную величину. Для выполнения черновой обработки к таким расточным головкам предъявляется требование особо высокой стабильности. Резцовые державки,которые независимо друг от друга регулируются в осевом и радиальном направлениях, вследствие этого с особой стабильностью поддерживаются корпусом режущего инструмента для передачи крутящего момента. Для того чтобы сместить резцы в осевом направлении, раньше использовались соответствующие переходные детали или регулировочные винты. Однако такие переходные детали или регулировочные винты делают расточную головку менее стабильной, что особенно неблагоприятно сказывается на черновой обработке. Сущность изобретения Целью изобретения является обеспечение расточной головки такого типа, которая позволяет выполнять черновую обработку, обладает при этом высокой стабильностью и может производиться при небольших затратах. Расточная головка согласно изобретению содержит корпус режущего инструмента с двумя резцовыми державками, которые прикреплены разъемным образом к указанному корпусу, расположены со смещением на 180 относительно друг друга и установлены на поверхности прижима с возможностью скольжения для радиальной регулировки резцов; прижимные средства для прижима резцовых державок к поверхности прижима и средства регулировки для радиальной регулировки резцовых державок. Указанная выше цель достигается в расточной головке тем, что поверхность прижима имеет первую часть поверхности прижима для одной резцовой державки и вторую часть поверхности прижима для другой резцовой державки, причем эти две части поверхности прижима смещены в осевом направлении на некоторую величину, а две резцовые державки имеют различную высоту относительно резцов в соответствии с этой величиной, при этом две резцовые державки можно по выбору закреплять и регулировать в радиальном направлении на первой части поверхности прижима или второй части поверхности прижима, а каждая из двух резцовых державок может быть аксиально прикреплена к корпусу режущего инструмента посредством зажимного винта с возможностью смещения в радиальном направлении независимо друг от друга. Расточная головка согласно изобретению может применяться для черновой обработки без использования какой-либо дополнительной детали. Чтобы перенастроить расточную головку с осесимметричной черновой обработки на черновую обработку с двойным смещением, две резцовые державки нужно просто поменять местами. Необходимо также, чтобы между корпусом инструмента и резцовыми державками в расточной головке согласно изобретению было предусмотрено зубчатое зацепление. Такое зубчатое зацепление известно, по существу, из предшествующего уровня техники, например из CH 611190. Однако черновая обработка с осевым смещением резцов до настоящего времени была невозможна при таком зубчатом зацеплении. Вместе с тем, изобретение можно реализовать чрезвычайно простым способом в расточной головке, в которой две резцовые державки расположены на удлиненном мостообразном корпусе режущего инструмента. В предшествующем уровне техники мостообразная расточная головка раскрыта в CN 2009-262307. Однако эта расточная головка не позволяет выполнять черновую обработку с двойным смещением. Другие признаки и преимущества изобретения следуют из зависимых пунктов формулы изобретения, приведенного ниже описания и чертежей. Краткий перечень чертежей Примеры вариантов осуществления изобретения более подробно объясняются ниже со ссылкой на чертежи. На фиг. 1 показано трехмерное изображение расточной головки согласно изобретению. На фиг. 2 показан вид сбоку расточной головки согласно фиг. 1, при этом две резцовые державки расположены для выполнения симметричной черновой обработки. На фиг. 3 показан вид согласно фиг. 2, хотя две резцовые державки расположены для выполнения черновой обработки с осевым смещением. На фиг. 4 показано трехмерное изображение расточной головки согласно настоящему изобретению,при этом отдельные детали представлены в разобранном виде по соображениям наглядности. На фиг. 5 и 6 показаны виды сбоку двух резцовых державок, при этом система зубчатого зацепления соответствует различным вариантам. На фиг. 7 и 8 показаны виды сбоку держателя инструмента с различными системами зубчатого зацепления поверхности прижима. На фиг. 9 показано трехмерное изображение варианта расточной головки согласно настоящему изобретению. На фиг. 10 показан вид сбоку расточной головки согласно фиг. 9. На фиг. 11 показано трехмерное изображение расточной головки согласно фиг. 9, при этом отдельные детали представлены в разобранном виде по соображениям наглядности. На фиг. 12 показан вид в соответствии с фиг. 10, хотя переходные детали изображены в разрезе. Сведения, подтверждающие возможность осуществления изобретения Расточная головка, показанная на фиг. 1, включает корпус режущего инструмента 2, на нижней стороне которого имеется крепежный полый штифт 8, с помощью которого расточная головка крепится к приводу известным, по существу, способом. Болт 9, проходящий в поперечном направлении через крепежный полый штифт 8, служит для предотвращения поворота. Две резцовые державки 3 и 4 установлены на корпусе режущего инструмента 2 с возможностью радиального смещения. К каждой из двух резцовых державок 3 и 4 с помощью крепежного винта 6 крепится режущая пластина 5, которая в каждом случае выступает в осевом направлении за пределы торцевой поверхности 17. Режущие пластины 5 могут быть сконструированы в виде многогранных режущих пластин. Каждая из двух резцовых державок 3 и 4 крепится к корпусу режущего инструмента 2 зажимным винтом 7. Каждый из зажимных винтов 7 проходит через продолговатое отверстие 18 и вставляется в резьбовое отверстие, обработанное метчиком (здесь не показано) в корпусе режущего инструмента 2. Если ослабить зажимные винты 7, каждую из двух резцовых державок 3 и 4 можно сместить в радиальном направлении независимо друг от друга на величину, допускаемую продолговатыми отверстиями 18. Каждое из намеченных положений определяется упором, который согласно фиг. 4 в каждом случае образован установочным винтом 15. Эти установочные винты 15 устанавливаются в соответствующий держатель 16 в положениях с поворотом на 180. Для этих установочных винтов 15 и держателей 16 на нижней стороне резцовых державок 3 и 4 предусмотрены соответствующие углубления (здесь не показаны). Две резцовые державки 3 и 4 присоединены к корпусу режущего инструмента 2 через зубчатое зацепление 10. Это зубчатое зацепление включает систему зубчатого зацепления 12 поверхности прижима 11 корпуса режущего инструмента 2 и системы зубчатого зацепления 13 двух резцовых державок 3 и 4. Системы зубчатого зацепления 12 и 13 рассчитаны в соответствии друг с другом, чтобы обеспечивать взаимный вход в зацепление. Система зубчатого зацепления 12 поверхности прижима 11 включает две части поверхности прижима 11 а и 11b, имеющие полукруглую конструкцию и смещенные относительно друг друга в осевом направлении. На фиг. 5-8 это осевое смещение показано в увеличенном масштабе по соображениям наглядности. В действительности величина этого смещения существенно меньше, например, 0,2 мм. Таким образом, согласно фиг. 8 предусмотрены две высоты h1 и h2, каждая из которых обозначает расстояние частей поверхности прижима 11 а и 11b от поверхности прижима 19 корпуса режущего инструмента. Высота h1 составляет, например, 28,1 мм, а высота h2 - 28,3 мм. В соответствии с фиг. 6 две резцовые державки 3 и 4 имеют различные высоты в осевом направлении. Эти высоты обозначены как h3 и h4. Разность между высотами h3 и h4 также показана здесь в увеличенном масштабе и составляет, например, 0,2 мм. Здесь высота h3 равна 20,4 мм, а высота h4 равна 20,2 мм. Таким образом, разность между h1 и h2 идентична разности между h3 и h4. Высоты h3 и h4 в каждом случае связаны с расстоянием между системой зубчатого зацепления 13 и режущей кромкой режущей пластины 5. Расточная головка 1', показанная на фиг. 5 и 7, отличается от расточной головки 1 только в отношении конфигурации поверхности прижима 11 или двух частей поверхности прижима 11 а' и 11b' и систем зубчатого зацепления 13' двух резцовых державок 3' и 4'. Как можно видеть, система зубчатого зацепления 12', предусмотренная на держателе инструмента 2', имеет прямоугольное поперечное сечение и рассчитана для обеспечения соответствия системе зубчатого зацепления 13'. Указанные осевые разности по высоте также обеспечиваются в этой расточной головке 1'. Системы зубчатого зацепления могут, таким образом, иметь различную конструкцию. За исключением указанной разности высот, резцовые державки 3 и 4 или 3' и 4' имеют идентичную конструкцию. Поэтому они могут быть взаимозаменяемыми. Вследствие указанной разности высот, режущие пластины 5 расположены осесимметрично согласно фиг. 2 или, по меньшей мере, с осевым смещением согласно фиг. 3. При расположении согласно фиг. 3 резец 5 резцовой державки 3 расположен на высоте Н 1, а режущая пластина 5 резцовой державки 4 - на высоте H2. Здесь разность по высоте представляет собой сумму разности по высоте между частями поверхности прижима 11 а и 11b и разности по высоте между двумя резцовыми державками 3 и 4. В приведенном примере эта разность равна соответственно 0,4 мм. Соответственно, то же самое относится к расточной головке согласно фиг. 5 и 7. Это распространяется и на режущие кромки двух режущих пластин 5. Осесимметричную черновую обработку можно выполнить с помощью расточной головки 1 согласно фиг. 2. Такая осесимметричная черновая обработка особенно удобна при механической обработке материалов с допусками от относительно небольших до средних, например 10% окончательного диаметра. При высоких скоростях резания здесь можно обеспечить большую скорость подачи. При расположении резца, смещенного по радиусу на сравнительно большую величину здесь можно также выполнить"полнопрофильную черновую обработку". При расположении резцов согласно фиг. 3 возможна черновая обработка со смещением и, в частности, с двойным смещением. Как правило, режущие пластины 5 смещены здесь как по диаметру, так и по высоте или оси. Это позволяет, в частности, выполнять механическую обработку при двойном допуске на материал при уменьшенных в два раза значениях скорости подачи и превосходном контроле прижима. Здесь допуск на материал может составлять, например, 20% окончательного диаметра. Чтобы перенастроить расточную головку 1 на один из двух вариантов установки, показанных на фиг. 2 и 3, необходимо просто вывинтить зажимные винты 7 из держателя инструмента 2, поменять местами две резцовые державки 3 и 4 и снова вставить и затянуть два зажимных винта 7. Зубчатое зацепление 10 дает преимущество в отношении стабильности, но не является обязательным. Поэтому зубчатое зацепление 10 можно также заменить плоскими поверхностями. Расточная головка 20, показанная на фиг. 9, пригодна для обработки более крупных диаметров, например от 200 до 600 мм. Аналогичным образом, она пригодна для упомянутых выше типов черновой обработки. Расточная головка 20 имеет удлиненное мостовое основание 21, на котором крепятся две переходные детали 27 и 28. Две промежуточные детали 27 и 28 прижимаются к верхней стороне 37 основания 21 крепежными винтами 33. Для этой цели предусмотрены крепежные винты 33 и обработанные метчиком резьбовые отверстия 36 в основании 21. Кроме того, на нижних сторонах переходных деталей 27 и 28 предусмотрены штыри (не показаны здесь), которые входят в отверстия 35 основания 21. Обработанные метчиком резьбовые отверстия 36 и отверстия 35 расположены таким образом, что образуют сетку для положения различных диаметров. Согласно фиг. 9 две переходные детали 27 и 28 можно расположить, по существу, без промежутка между ними или на расстоянии одна от другой так, чтобы можно было обрабатывать больший диаметр. Указанные штыри также обеспечивают достаточную стабильность при большом диаметре. Основание 21 и две переходные детали 27 и 28 образуют корпус режущего инструмента. Каждая из двух переходных деталей 27 и 28 имеет наверху канавку 29 и 30 соответственно, которые выровнены друг относительно друга и предусматривают установку резцовой державки 22 и 23 соответственно. Каждый из установочных винтов 32 расположен внутри канавок 29 и 30 в качестве радиального упора для резцовых державок 22 и 23. Каждая из этих резцовых державок 22 и 23 имеет два продолговатых отверстия 25, в которые могут быть вставлены зажимные винты 24, при этом указанные зажимные винты 24 можно закрутить в обработанные метчиком резьбовые отверстия 31, чтобы закрепить резцовые державки 22 и 23 в переходных деталях 27 и 28 соответственно. Если ослабить зажимные винты 24, каждую из двух резцовых державок 22 и 23 можно независимо друг от друга отрегулировать в радиальном направлении в соответствии с продолговатыми отверстиями 25. Намеченные положения определяются установочными винтами 32. Как показано, в частности, на фиг. 12, переходные детали 27 и 28 имеют части поверхности прижима 26 а и 26b соответственно, к которым может быть прижата резцовая державка 22 или 23 соответственно. Согласно фиг. 12 эти части поверхности прижима 26 а и 26b имеют различную высоту относительно верхней части 37 основания 21. Таким образом, часть поверхности прижима 26 а имеет высоту h1, а часть поверхности прижима 26b имеет высоту h2. В этом случае разность по высоте также составляет 0,2 мм. На фиг. 12 эта разность по высоте показана в увеличенном масштабе по соображениям наглядности. В представленном примере осуществления высота h1 равна 15,6 мм, а высота h2 - 16 мм. Аналогично, две резцовые державки 22 и 23 имеют различную высоту. Таким образом, высота h3,показанная на фиг. 12, составляет 34 мм, а высота h4 - 34,4 мм. При расположении, показанном на фиг. 12, которое соответствует показанному на фиг. 10, резец из резцовой державки 23 смещен, таким образом, относительно резца 5 резцовой державки 22 на 0,8 мм. Если поменять местами две резцовые державки 22 и 23, указанное осевое смещение равно 0. Поэтому при таком расположении резцов можно выполнять осесимметричную или полнопрофильную черновую обработку. С другой стороны, при расположении резцов согласно фиг. 10 и 12 можно выполнять черновую обработку со смещением. В этом слу-3 020495 чае резцы могут также быть смещены радиально. Поэтому расточная головка 20, аналогичным образом,позволяет выполнять все упомянутые выше типы черновой обработки. Аналогично, здесь можно очень легко перенастроить расположение резцов. Даже при сравнительно больших диаметрах обеспечивается высокая стабильность. Расточную головку 20 можно прикрепить к приводу известным, по существу,способом. Для этой цели предусмотрены три крепежных винта 34, которые проходят через основание 21. Перечень обозначений 1 - Расточная головка. 2 - Корпус режущего инструмента. 3 - Резцовая державка. 4 - Резцовая державка. 5 - Режущая пластина. 6 - Крепежный винт. 7 - Зажимной винт. 8 - Крепежный полый штифт. 9 - Болт. 10 - Зубчатое зацепление. 11 - Поверхность прижима. 11 а - Часть поверхности прижима. 11b - Часть поверхности прижима. 12 - Система зубчатого зацепления. 13 - Система зубчатого зацепления. 14 - Отверстие. 15 - Установочный винт. 16 - Держатель. 17 - Торцевая поверхность. 18 - Продолговатое отверстие. 19 - Поверхность прижима. 20 - Расточная головка. 21 - Мост. 22 - Резцовая державка. 23 - Резцовая державка. 24 - Зажимной винт. 25 - Продолговатое отверстие. 26 - Поверхность прижима. 26 а - Часть поверхности прижима. 26b - Часть поверхности прижима. 27 - Переходная деталь. 28 - Переходная деталь. 29 - Канавка. 30 - Канавка. 31 - Отверстие. 32 - Установочный винт. 33 - Крепежный винт. 34 - Крепежный винт. 35 - Отверстие. 36 - Резьбовое отверстие, обработанное метчиком. 37 - Верхняя сторона. 38 - Корпус режущего инструмента. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Расточная головка, содержащая корпус (2, 38) режущего инструмента с двумя резцовыми державками (3, 4; 22, 23), которые прикреплены разъемным образом к указанному корпусу (2, 38), расположены со смещением на 180 относительно друг друга и установлены на поверхности прижима (11, 26) с возможностью скольжения для радиальной регулировки резцов (5); прижимные средства (7, 24) для прижима резцовых державок (3, 4; 22, 23) к поверхности прижима (11, 26) и средства регулировки (15,32) для радиальной регулировки резцовых державок (3, 4; 22, 23), при этом поверхность прижима (11, 26) имеет первую часть (11 а, 26 а) поверхности прижима для одной резцовой державки (3, 4; 22, 23) и вторую часть (11b, 26b) поверхности прижима для другой резцовой державки (3, 4; 22, 23), причем указанные две части (11 а, 11b; 26a, 26b) поверхности прижима смещены в осевом направлении на некоторую величину,а две резцовые державки (3, 4; 22, 23) имеют различную высоту относительно резцов (5) в соответствии с этой величиной, при этом две резцовые державки (3, 4; 22, 23) могут быть избирательным образом закреплены и отрегулированы в радиальном направлении на первой части (11 а, 26 а) поверхности прижима или второй части (11b, 26b) поверхности прижима, при этом каждая из двух резцовых державок (3, 4; 22,23) аксиально прикреплена к корпусу (2) режущего инструмента посредством зажимного винта (7, 24) с возможностью смещения в радиальном направлении независимо друг от друга. 2. Расточная головка по п.1, отличающаяся тем, что конструкция корпуса (2) режущего инструмента имеет, по существу, форму вращения, а две части (11 а, 11b) поверхности прижима имеют, по существу, полукруглую конструкцию. 3. Расточная головка по п.1 или 2, отличающаяся тем, что каждая из двух резцовых державок (3, 4) направляется с возможностью радиального смещения зубчатым зацеплением (10) на корпусе (2) режущего инструмента. 4. Расточная головка по п.3, отличающаяся тем, что зубчатое зацепление (10) имеет канавки и ребра, проходящие параллельно друг другу. 5. Расточная головка по п.1, отличающаяся тем, что корпус (38) режущего инструмента имеет удлиненную конструкцию. 6. Расточная головка по п.5, отличающаяся тем, что каждая из двух резцовых державок (22, 23) имеет удлиненную конструкцию и направляется с возможностью радиального смещения в канавке (29,30). 7. Расточная головка по п.5 или 6, отличающаяся тем, что корпус (38) режущего инструмента имеет две переходные детали (27, 28), на которых каждая резцовая державка (22, 23) направляется с возможностью радиального смещения. 8. Расточная головка по п.7, отличающаяся тем, что две переходные детали (27, 28) закреплены в различных радиальных положениях на корпусе (38) режущего инструмента в соответствии с заранее заданной сеткой. 9. Расточная головка по п.8, отличающаяся тем, что корпус (2) режущего инструмента имеет ряд отверстий (35, 36) в соответствии с указанной сеткой. 10. Расточная головка по любому из пп.7-9, отличающаяся тем, что каждая переходная деталь (27,28) имеет одну из частей (26 а, 26b) поверхности прижима, имеющих различные высоты относительно поверхности (37) основания (21) корпуса режущего инструмента.
МПК / Метки
МПК: B23B 29/034
Код ссылки
<a href="https://eas.patents.su/9-20495-rastochnaya-golovka.html" rel="bookmark" title="База патентов Евразийского Союза">Расточная головка</a>
Гидробуровая головка
Номер патента: 5617
Опубликовано: 28.04.2005
Автор: Мейер Тимоти Грегори Гамильтон
МПК: E21B 7/18
Метки: гидробуровая, головка
Формула / Реферат:
1. Гидробуровая головка, содержащая множество форсунок во вращающемся блоке форсунок, приспособленных к подаче жидкостных струй под высоким давлением, расположенных для разрушения близлежащей породы и наклоненных для создания реактивной силы, вращающей блок форсунок, размерное кольцо, концентрически расположенное относительно вращающегося блока форсунок, размещенное позади струй относительно направления движения буровой головки и имеющее полную...
Тестоделительная головка
Номер патента: 10616
Опубликовано: 30.10.2008
Автор: Козлов Сергей Михайлович
Метки: тестоделительная, головка
Формула / Реферат:
1. Тестоделительная головка, состоящая из барабана с размещенным в нем нагнетательным поршнем, отличающаяся тем, что внутри нагнетательного поршня расположены один и более дополнительных поршней, которые блокируются друг с другом и барабаном с помощью фиксирующих устройств. 2. Тестоделительная головка по п.1, отличающаяся тем, что поршни расположены один в другом соосно. 3. Тестоделительная головка по пп.1-2, отличающаяся тем, что в качестве...
Способ гравирования изображения на поверхности изделия и гравировальная головка для его реализации
Номер патента: 13039
Опубликовано: 26.02.2010
Автор: Иванович Олег Александрович
МПК: B44B 3/00
Метки: головка, изображения, гравирования, изделия, реализации, поверхности, гравировальная, способ
Формула / Реферат:
Способ гравирования изображения на поверхности изделия, заключающийся в том, что гравирование осуществляется путем нанесения ударов рабочим инструментом с силой, пропорциональной уровню оттенков серого цвета рисунка, отличающийся тем, что в качестве нулевой рабочей точки, относительно которой рабочий инструмент совершает колебательное движение, используется точка поверхности самого изделия с последующим подъемом рабочего инструмента над...
Впускная головка для циклонного сепаратора
Номер патента: 7315
Опубликовано: 25.08.2006
Автор: Кастро Сото Оскар
МПК: B04C 3/06
Метки: впускная, головка, циклонного, сепаратора
Формула / Реферат:
1. Впускная головка для циклона, содержащая загрузочную камеру, имеющую внутреннюю боковую стенку, верхнюю или концевую стенку, расположенную на одном конце боковой стенки, открытый конец, расположенный на другом конце боковой стенки и имеющий круглое поперечное сечение с центральной осью, впускное отверстие, расположенное вблизи верхней или концевой стенки для подачи разделяемого материала в загрузочную камеру и имеющее размер H1 высоты...
Валковая головка для планетарного прокатного стана
Номер патента: 3483
Опубликовано: 26.06.2003
Авторы: Луотола Харри, Кнаапи Хейкки
МПК: B21B 31/18
Метки: планетарного, валковая, головка, прокатного, стана
Формула / Реферат:
1. Валковая головка для планетарного прокатного узла, причем указанная валковая головка (1) содержит корпус (8), внутри которого установлены с возможностью вращения полый внешний вал (5) и средство (2, 3, 4) для вращения указанного внешнего вала, кроме того, внутри указанного внешнего вала с передачей его вращательного движения установлен центральный вал (6), выполненный с возможностью перемещения в осевом направлении, который может быть...
Предыдущий патент: 3-[4-(7h-пирроло[2,3-d]пиримидин-4-ил)-1h-пиразол-1-ил]октан- или гептаннитрил как jak-ингибиторы
Следующий патент: Производное адамантилбензамида, фармацевтическая композиция, включающая его, и его применение
Случайный патент: 4-((феноксиалкил)тио)феноксиуксусные кислоты и аналоги