Шпунтовая свая двутавровой формы
Формула / Реферат
1. Стальная шпунтовая свая двутавровой формы, содержащая полотно (12) и две полки (14, 14'), причем каждая полка (14, 14') имеет обращенную к полотну (12) внутреннюю сторону (18, 18'), обращенную от полотна (12) внешнюю сторону (20, 20') и две продольные кромки (22, 22'), а также средства сцепления для соединительного профиля (30) вдоль по меньшей мере одной продольной кромки (22, 22') по меньшей мере одной полки (14, 14'), отличающаяся тем, что средство сцепления образовано выполненной фрезерованием канавкой (24, 24'), проходящей по внешней стороне (20, 20') полки (14, 14') вдоль ее по меньшей мере одной продольной кромки (22, 22') и имеющей, по существу, V-образное поперечное сечение с шириной раскрытия (b), лежащей в диапазоне (0,5е)£b£(1,5е), и глубиной (t), лежащей в диапазоне 10 мм £t£(0,5е), где е - толщина полки в зоне, непосредственно подходящей к канавке.
2. Шпунтовая свая по п.1, в которой канавка (24, 24') имеет закругленное или плоское дно.
3. Шпунтовая свая по п.1, в которой ширина раскрытия (b) лежит в диапазоне (0,9е)£b£(1,1е).
4. Шпунтовая свая по любому из пп.1-3, в которой канавка (24, 24') имеет первую боковую поверхность (40) канавки, расположенную ближе к продольной кромке (22, 22') полки (14, 14') и определяемую углом a к внешней стороне (20, 20') полки, при этом 40°£a£50°, и вторую боковую поверхность (42) канавки, расположенную напротив первой и определяемую углом b к внешней стороне (20, 20') полки, при этом 40°£b£90°.
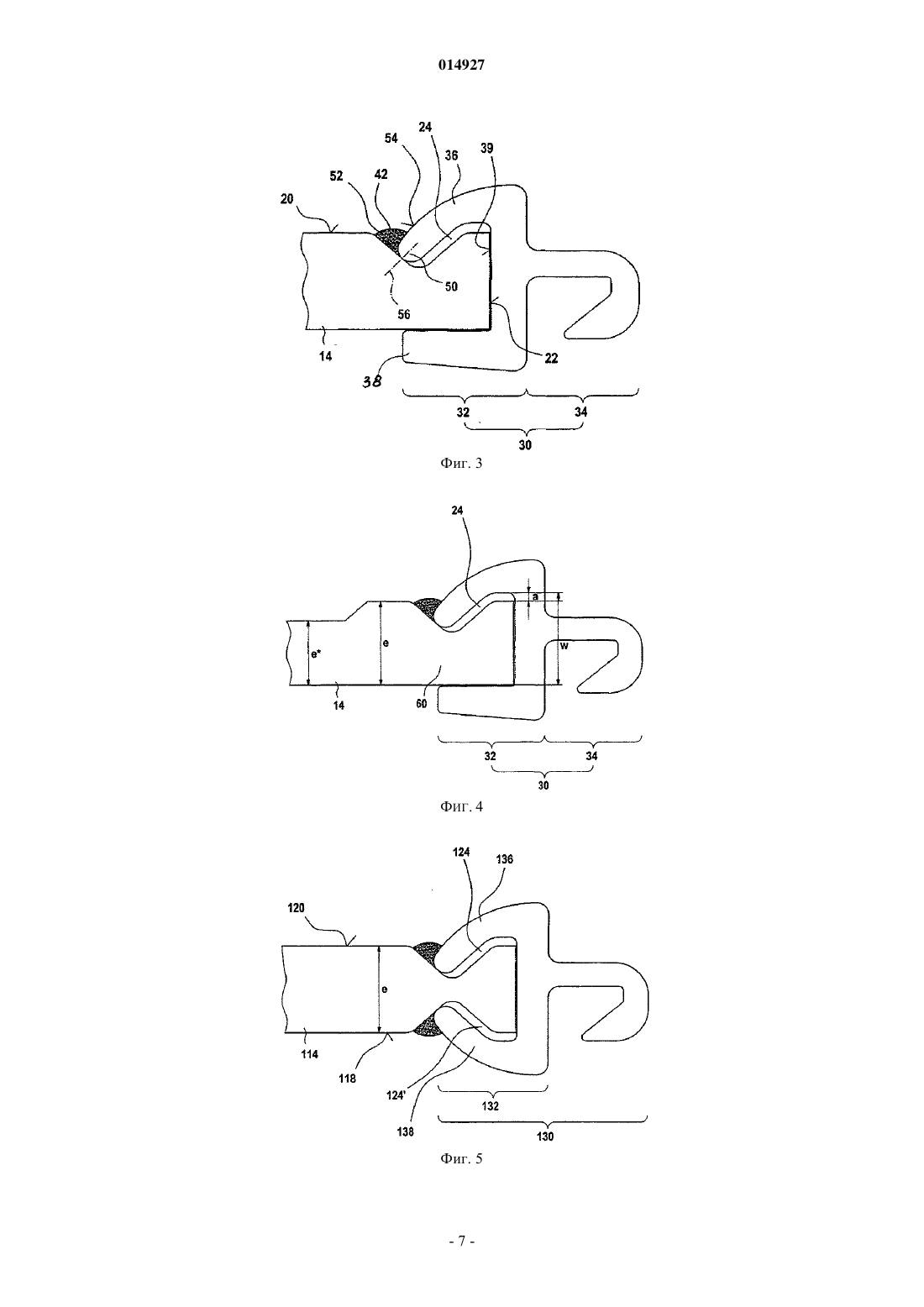
5. Шпунтовая свая по любому из предшествующих пунктов, в которой канавка (24, 24') размещена в утолщенном торце (60, 260) полки.
6. Шпунтовая свая по п.5, в которой торец (260) полки выполнен утолщенным в клиновидную форму по направлению к внешней стороне (220) полки и имеет максимальную толщину (е) на продольной кромке (222) полки (214).
7. Шпунтовая свая по любому из предшествующих пунктов, в которой внешняя сторона (220) полки (214) выполнена, по существу, вогнутой, и полка (214) имеет наибольшую толщину (е) на продольной кромке (222).
8. Шпунтовая свая по любому из пп.1-4, в которой канавка (24, 24') размещена в клиновидном торце полки.
9. Шпунтовая свая по любому из предшествующих пунктов, в которой по меньшей мере одна полка (114) имеет канавку (124') на ее внутренней стороне (118) вдоль по меньшей мере одной продольной кромки (122).
10. Шпунтовая свая по любому из предшествующих пунктов, в которой канавка (24, 24') расположена на расстоянии (s) от продольной кромки (22, 22') полки (14, 14'), при этом 4 мм£s£12 мм.
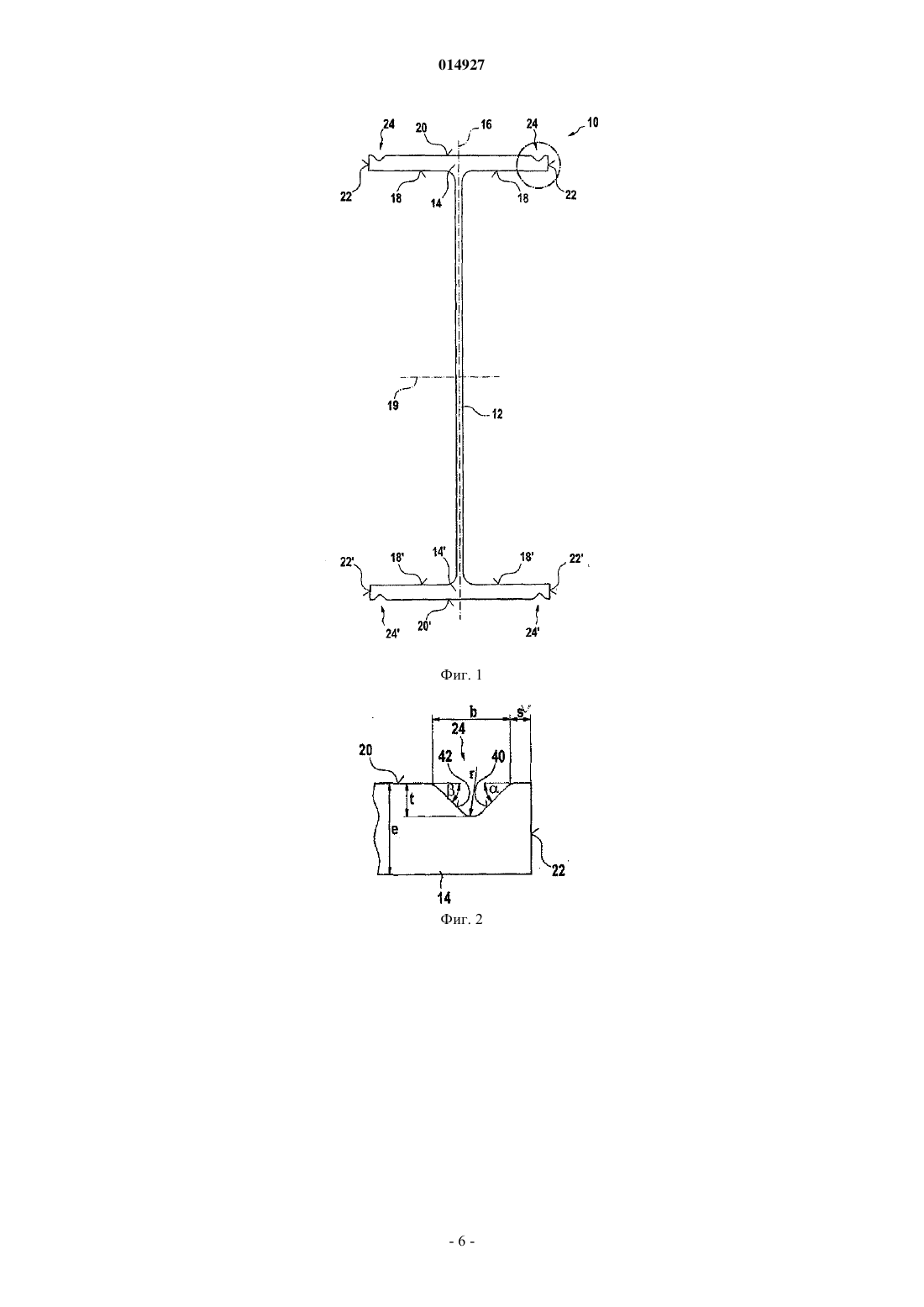
11. Шпунтовая свая по любому из предшествующих пунктов, сопряженная с соединительным профилем (30), имеющим выполненный в виде зажима замковый элемент (32), который протолкнут через продольную кромку (22, 22') в смежную канавку (24, 24'), при этом канавка (24, 24') имеет первую боковую поверхность (40) канавки, расположенную ближе к продольной кромке (22, 22') полки (14, 14'), и вторую боковую поверхность (42) канавки, расположенную напротив первой, а выполненный в виде зажима замковый элемент (32) имеет загнутую внутрь полосу (36), которая на внешней стороне (20, 20') полки входит с зацеплением в канавку (24, 24') полки (14, 14') и имеет наружную кромку (50), которая расположена непосредственно напротив второй боковой поверхности (42) канавки.
12. Шпунтовая свая по п.11, в которой сварной шов (52) наложен на клинообразный зазор, сформированный между второй боковой поверхностью (42) канавки и внешней стороной (54) наружной кромки (50).
13. Шпунтовая свая по п.11 или 12, в которой наружная кромка (50) загнутой внутрь полосы имеет плоскость симметрии (56), приблизительно перпендикулярную второй боковой поверхности (42) канавки.
14. Шпунтовая свая по любому из пп.11-13, в которой выполненный в виде зажима замковый элемент (32) образует замковую камеру, которая с тыльной стороны ограничена замковой задней стенкой (39), расположенной напротив продольной кромки (22) полки (14), замковая задняя стенка (39) расположена на расстоянии 1-5 мм от продольной кромки полки (22) полки (14), если наружная кромка (50) опирается на вторую боковую поверхность (42) канавки, и наружная кромка (50) расположена на расстоянии менее чем 5 мм от второй стороны канавки (42), если замковая задняя стенка (39) опирается на продольную кромку (22) полки (14).
15. Способ изготовления шпунтовой сваи по любому из предшествующих пунктов, включающий в себя стадию горячего проката двутаврового профиля, включающего полотно (12) и две полки (14, 14'), причем каждая полка (14, 14') имеет обращенную к полотну (12) внутреннюю сторону (18, 18'), обращенную от полотна (12) внешнюю сторону (20, 20') и две продольные кромки (22, 22'), а после упомянутой стадии горячего проката выполняют посредством фрезерования канавку (24, 24') во внешней стороне (20, 20') по меньшей мере одной полки (14, 14') вдоль ее по меньшей мере одной продольной кромки (22, 22'), так что канавка имеет, по существу, V-образное поперечное сечение с шириной раскрытия (b), лежащей в диапазоне (0,5е)£b£(1,5е), и глубиной (t), лежащей в диапазоне 10 мм£t£(0,5е), где е - толщина полки в зоне, непосредственно подходящей к канавке.
16. Способ по п.15, в котором ширина раскрытия (b) лежит в диапазоне (0,9е)£b£(1,1е).

Текст
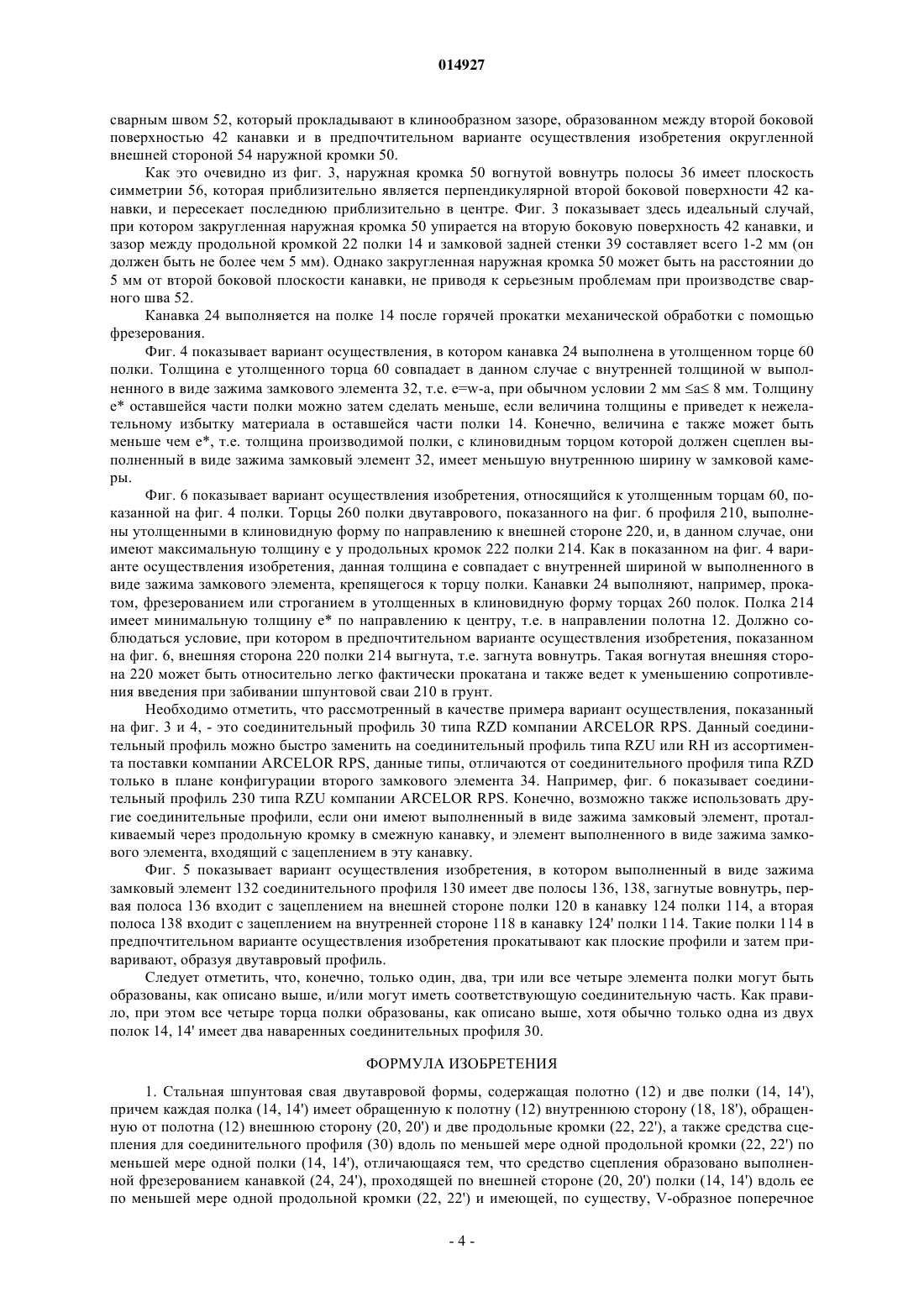
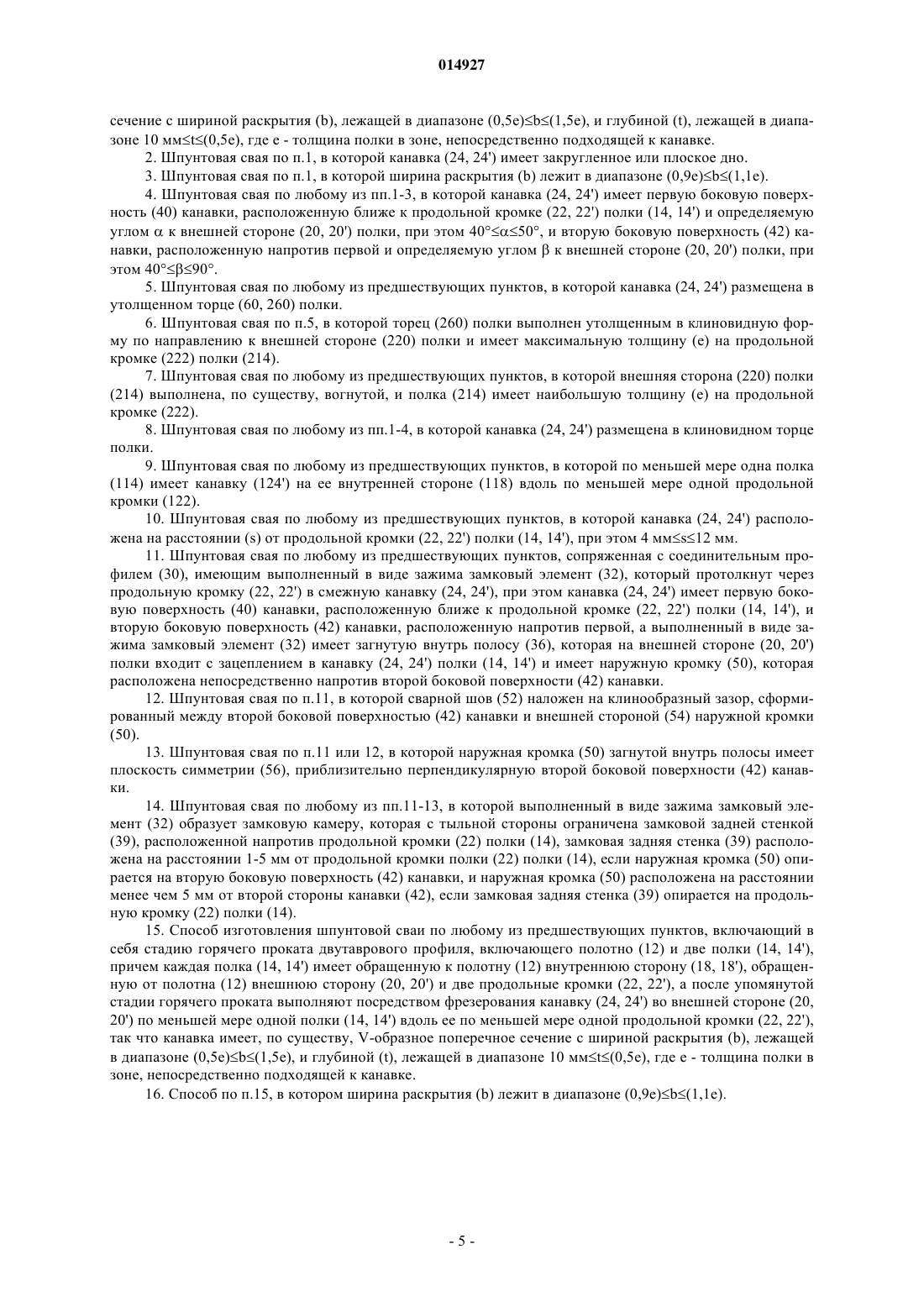
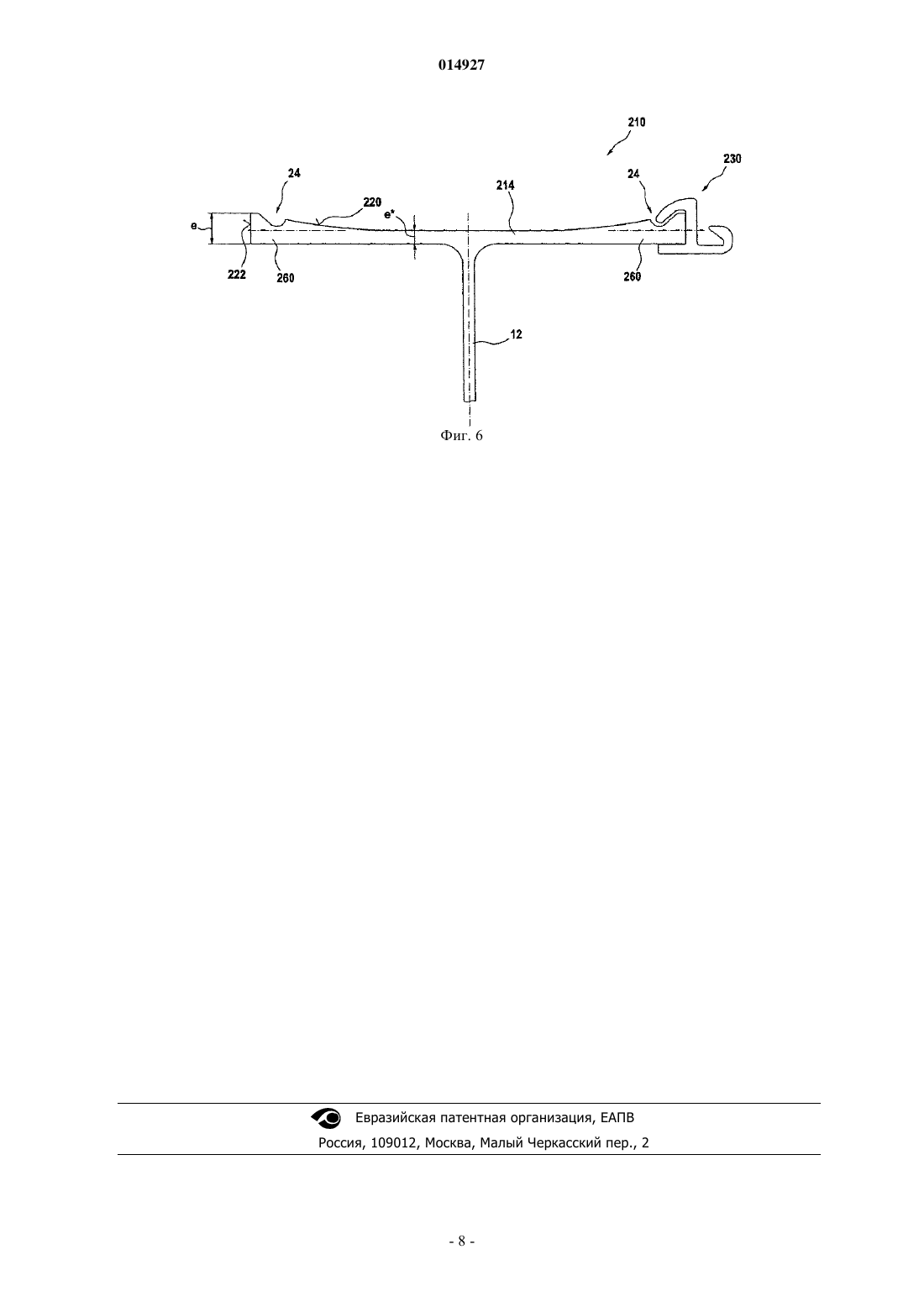
(71)(73) Заявитель и патентовладелец: АРСЕЛОРМИТТАЛЬ КОММЕРСЬАЛЬ РПС С.А.Р.Л. (LU) Стальная шпунтовая свая двутавровой формы состоит из полотна 12 и двух полок 14, 14', в которой каждая полка 14, 14' имеет обращенную к полотну 12 внутреннюю сторону 18, 18', обращенную от полотна внешнюю сторону и две продольные кромки 22, 22', а также средства сцепления для соединительного профиля вдоль по меньшей мере одной продольной кромки 22, 22' по меньшей мере одной полки 14, 14'. В первом варианте осуществления изобретения средства сцепления образованы посредством канавки 24, 24', которая простирается на внешней стороне 20,20' по меньшей мере одной полки 14, 14' по меньшей мере одной продольной кромки 22, 22'. 014927 Рассматриваемое изобретение относится к шпунтовой свае двутавровой формы, имеющей центральное полотно и две полки, а также средства сцепления для соединения профиля вдоль по меньшей мере одной продольной кромки по меньшей мере одной полки. Изобретение также относится к шпунтовой свае данного типа, содержащей по меньшей мере один сцепленный соединительный профиль. Такая шпунтовая свая двутавровой формы описана еще в 1936 г. в патенте DE 613210, представляющим ближайший уровень техники. В данной шпунтовой свае средства сцепления образованы путем клиновидных утолщенных элементов на внешней стороне торцов полок. Сопряженный соединительный профиль содержит выполненный в виде зажима замковый элемент, который проталкивают через торец полки с клиновидным утолщенным участком, при этом образуется жесткое соединение между торцом полки и соединительным профилем. Шпунтовые сваи двутавровой формы, в которых средства сцепления образованы путем клиновидных соединительных утолщений, выступающих на внешней стороне полок вдоль их продольных кромок,сегодня производятся компанией Peiner Trager GmbH под наименованием "Peiner Stahlpfahle PSt" и компанией ARCELOR RPS под наименованием "HZ King Piles". Соединительное утолщение имеет угол клина приблизительно 45 и в зависимости от размера шпунтовой сваи имеет высоту от 15 до 20 мм. Сопряженные соединительные профили имеют, как и в случае соединительных профилей из патента DE 613210, выполненный в виде зажима первый замковый элемент, который проталкивают через торец полки с клинообразным соединительным утолщением. Этот первый замковый элемент включает в себя изогнутую вовнутрь верхнюю полосу, которая охватывает клинообразное соединительное утолщение на внешней стороне полки, и прямую нижнюю полосу, которая опирается на внутреннюю сторону полки. Вторая часть замкового элемента соединительного профиля позволяет затем осуществить сцепление торца полки следующей шпунтовой сваи двутавровой формы с соединительным профилем или соединение с U-образной или Z-образной шпунтовой сваей для формирования "смешанного" типа шпунтовых стен (см., например, патент DE 2819737). Для того чтобы увеличить момент сопротивления сечения шпунтовых свай двутавровой формы, патент DE 10339957 предлагает согнуть в выпуклую дугу полку между участками соединения торца, которые опираются на клинообразное соединительное утолщение. При этом утолщенный участок на внешней стороне полки постепенно сходит на конус в направлении продольных кромок полок. Аналогично, патент WO 2005/038148 предлагает увеличение момента сопротивления сечения шпунтовых свай двутавровой формы путем утолщения внешней стороны полок, начиная с определенного расстояния от их продольных кромок так, чтобы оставались торцы клиновидных полок, несущих средства сцепления. Стальные шпунтовые сваи двутавровой формы, имеющие клинообразное соединительное утолщение, производят способом горячего проката. Однако добиться однородной формовки клинообразного соединительного утолщения при горячем прокате довольно сложно. Для того чтобы получить все соединительные утолщения одинаковой высоты, можно, например, прокатывать их с определенной излишней высотой и последовательно обрезать их до нужной высоты, используя газовый резак. Однако данная окончательная обработка на стальных шпунтовых сваях двутавровой формы влечет за собой значительные расходы и может, более того, привести к повреждению внешней стороны полки. Также часто случается, что соединительное утолщение формуется не полностью и, следовательно, должно быть доработано вручную путем наплавления. Известна также практика дополнительного приваривания описанного выше соединительного профиля к торцам полок, который уже жестко соединили с ними. Для этой цели сварной шов накладывают между наружной кромкой верхней или нижней полосы соединительного профиля, и внешней или внутренней стороной полки. Однако нанесение данного сварного шва становится проблемой, если образуется относительно большой зазор между наружными кромками полос и поверхностью полки. Однако принимая во внимание, что при производстве даются относительно широкие допуски для соединительных профилей, данная ситуация возникает довольно часто. Двутавровые профили с другими соединительными средствами раскрыты, например, также в GB 2071188, JP 02066215. Однако все эти решения идут по пути усложнения и в целом удорожания профиля по сравнению с представленным в DE 613210. В основу настоящего изобретения положена задача разработки шпунтовых свай двутавровой формы, содержащих средство сцепления для соединения профиля вдоль по меньшей мере одной продольной кромки по меньшей мере одной из ее полок, при этом изобретение должно быть способно реализовать эти средства сцепления проще, чем клинообразные соединительные утолщения, известные до настоящего времени. Эта задача решается посредством стальной шпунтовой сваи двутавровой формы, содержащей полотно и две полки, причем каждая полка имеет обращенную к полотну внутреннюю сторону, обращенную от полотна внешнюю сторону и две продольные кромки, а также средства сцепления для соединительного профиля вдоль по меньшей мере одной продольной кромки по меньшей мере одной полки, отличающейся тем, что средство сцепления образовано выполненной фрезерованием канавкой, проходящей по внешней стороне полки вдоль ее по меньшей мере одной продольной кромки и имеющей, по су-1 014927 ществу, V-образное поперечное сечение с шириной раскрытия (b), лежащей в диапазоне (0,5 е)b(1,5 е),и глубиной (t), лежащей в диапазоне 10 мм t (0,5 е), где е - толщина полки в зоне, непосредственно подходящей к канавке. Таким образом, в соответствии с основным аспектом предлагаемого изобретения, средства сцепления создают с помощью канавки, которая простирается по внешней стороне по меньшей мере одной полки по меньшей мере одной продольной кромки. Другими словами, средства сцепления больше не создают путем утолщения торца полки или клинообразным соединительным утолщением, а создают с помощью канавки, которую включает в себя торец полки на продольной кромке. Сопряженный соединительный профиль преимущественно может иметь выполненный в виде зажима замковый элемент с загнутой внутрь полосой, которая на внешней стороне полки входит с зацеплением в канавку полки. Канавку можно сформировать довольно просто, т.е. более надежно, в полке готовой двутавровой сваи позднее механической обработкой путем фрезерования. В предпочитаемом варианте осуществления изобретения канавка имеет, по существу, V-образное поперечное сечение с предпочтительно закругленным дном. Однако дно канавки может быть также плоским. Размеры канавки могут быть установлены следующими. Если полка имеет толщину е в непосредственной зоне подхода к координате канавки и канавка имеет ширину раскрытия b канавки, то выполняют условие (0,5 е)b(1,5 е), в предпочтительном варианте осуществления изобретения (0,9 е)b(1,1 е). Если t является глубиной канавки, тогда выполняют условие 10 мм t (0,5 е). Другие размеры определяются следующими условиями. Если s является расстоянием от продольной кромки полки, то выполняют условие 4 мм s 12 мм. Еслиявляется углом, определяемым первой боковой поверхностью канавки, расположенной ближе к продольной кромке полки с внешней стороне полки, то выполняют условие 4050. Еслиявляется углом, определяемым боковой поверхностью канавки, противоположной первой, с внешней стороны полки, то выполняют условие 4090, но в предпочтительном варианте осуществления изобретения выполняют условие 4050. Стальная шпунтовая свая двутавровой формы может иметь постоянную толщину по все своей ширине. Однако она может иметь один или более утолщенных торцов полки, в таких случаях канавка может быть расположена в одном из утолщенных торцов полки, или свая может иметь один или более клиновидных торцов полки, в таком случае канавку можно расположить на одном из клиновидных торцов. В принципе, толщина торца полки определяется внутренней шириной W выполненного в виде зажима замкового элемента, который входит в сцепление. Более того, по меньшей мере одна полка может иметь канавку на внутренней стороне, вдоль по меньшей мере одной продольной кромки. Если торец полки имеет канавку и на его внешней и на внутренней стороне, то такие канавки могут иметь меньшую глубину. В дополнение, выполненный в виде зажима замковый элемент может быть образован симметричным, таким образом, делая возможным, например, соединять Z-образные шпунтовые сваи с фиксатором Ларсена, используя одинарный соединительный профиль. Более того, двойная канавка также допускает определенное вращение соединительного профиля относительно кромки полки, позволяя получить несколько изогнутых под углом секций в шпунтовой стене. Шпунтовая свая может быть горячекатаным профилем или сварным профилем, в котором полки сформованы из горячекатаного стального широкополосного проката, а полотно сформовано из стальной плиты. Предпочтительный соединительный профиль имеет выполненный в виде зажима замковый элемент,который проталкивают через продольную кромку в смежную канавку, при этом при этом канавка имеет первую боковую поверхность канавки, расположенную ближе к продольной кромке полки, и вторую боковую поверхность канавки, расположенную напротив первой, а выполненный в виде зажима замковый элемент имеет загнутую вовнутрь полосу, которая на внешней стороне полки входит с зацеплением в канавку полки и имеет наружную кромку, которая расположена непосредственно напротив второй боковой поверхности канавки. Простым и надежным образом можно расположить сварной шов в клинообразном зазоре, который образован между второй боковой поверхностью канавки и внешней стороной наружной кромки. Наружная кромка вогнутой вовнутрь полосы имеет плоскость симметрии, которая в предпочтительном варианте осуществления изобретения приблизительно перпендикулярна второй боковой поверхности канавки и пересекает вторую боковую поверхность канавки приблизительно по центру. Выполненный в виде зажима замковый элемент образует замковую камеру, которое с тыльной стороны ограничено замковой задней стенкой, расположенной напротив продольной кромки полки. Размер этой замковой камеры определяет размер и расположение канавки на полке. Может предпочтительно предусматривается, что замковая задняя стенка расположена на расстоянии от продольной кромки полки,если наружная кромка опирается на вторую боковую поверхность канавки. Также можно предусмотреть,что наружная кромка расположена на расстоянии менее чем 5 мм от второй стороны канавки, если замковая задняя стенка опирается на продольную кромку полки. В настоящем изобретении также предлагается способ изготовления описанной шпунтовой сваи,-2 014927 включающий в себя стадию горячего проката двутаврового профиля, включающего полотно и две полки,причем каждая полка имеет обращенную к полотну внутреннюю сторону, обращенную от полотна внешнюю сторону, и две продольные кромки, а после упомянутой стадии горячего проката выполняют посредством фрезерования канавку во внешней стороне по меньшей мере одной полки вдоль ее по меньшей мере одной продольной кромки. Другие подробности и преимущества изобретения могут быть почерпнуты из описания, излагающего ниже возможные варианты осуществления изобретения со ссылкой на приложенные фигуры, на которых фиг. 1 показывает поперечное сечение шпунтовой сваи двутавровой формы,фиг. 2 - увеличенную деталь из фиг. 1,фиг. 3 - поперечное сечение первого варианта осуществления торца полки с прикрепленным к нему соединительным профилем,фиг. 4 - поперечное сечение второго варианта осуществления торца полки с прикрепленным к нему соединительным профилем,фиг. 5 - поперечное сечение третьего варианта осуществления торца полки с прикрепленным к нему соединительным профилем,фиг. 6 - поперечное сечение другого варианта осуществления полки с прикрепленным к нему соединительным профилем. Стальная шпунтовая свая 10 двутавровой формы, показанная на фиг. 1, содержит полотно 12 и две полки 14, 14'. Первая плоскость симметрии 16 шпунтовой сваи 10 образована посредством плоскости симметрии полотна 12. Вторая плоскость симметрии 18 проходит между двух полок 14, 14' перпендикулярно первой плоскости симметрии 16. Стороны полок 14, 14', которые обращены к полотну 12, называются внутренними сторонами полок 18, 18'. Стороны полок 14, 14', которые отвернуты от полотна 12,называются внешними сторонами полок 20, 20'. Внешние стороны полок 20, 20' лежат в одной плоскости и перпендикулярны первой плоскости симметрии 16. В показанном варианте осуществления внутренние стороны полок 18, 18' параллельны внешним сторонам полок 20, 20'. Однако подобно "Peiner steel piles",внутренние стороны полок 18, 18' также могли бы образовать угол более 90 с плоскостью симметрии 16. Были использованы номера ссылок 22, 22', чтобы обозначить продольные кромки полок 14, 14'. Такой профиль в форме двутавра может быть изготовлен как горячекатаный профиль с полотном 12 и полками 14, 14', производимыми известным способом на универсальном прокатном стане. Однако полотно 12 и две полки 14, 14' также могут быть изготовлены прокатом, как полосовая сталь и затем быть сварены вместе. Из фиг. 1 можно видеть, что каждая полка 14, 14' снабжена на своей внешней стороне 20, 20' соответствующей канавкой 24, 24' вдоль продольной кромки 22, 22'. Как ясно из фиг. 3, эти канавки 24, 24' предназначены для крепления соединительного профиля 30 к продольным кромкам 22, 22' полок 14, 14'. Например, соединительный профиль 30, показанный в фиг. 3 является соединительным профилем типа RZD компании ARCELOR RPS. На одной из сторон он содержит выполненный в виде зажима замковый элемент 32, который проталкивают через одну из продольных кромок 22, 22' одной из полок 14, 14', и на его другой стороне замковый элемент 34, к которому может быть прикреплена другая шпунтовая свая, в этом случае, например, шпунтовая свая с фиксатором Ларсена. Выполненный в виде зажима замковый элемент 32 содержит согнутую вовнутрь полосу 36, которая на внешней стороне полки 20 входит в зацепление в канавку 24 полки 14, и прямую полосу 38, которая опирается всей плоскостью на внутреннюю сторону 18 полки 14. Две полосы 36, 38 образуют замковую камеру, которая ограничена с тыльной стороны замковой задней стенкой 39. Перед тем как дать следующее описание фиг. 3, необходимо вначале дать более подробное описание геометрии одной из канавок 24, 24' со ссылкой на фиг. 2. Канавка 24, которая размещена на торце полки, с толщиной е имеет V-образное поперечное сечение, хотя дно канавки преимущественно закруглено. Она имеет ширину раскрытия u, которой задают размеры так, чтобы соблюдалось условие(0,5 е)b(1,5 е), в предпочтительном варианте осуществления изобретения (0,8 е) b (1,1 е), с обычной величиной 20 мм b 45 мм. Для расстояния s между канавкой 24 и кромкой полки 22 обычно задают размеры между 4 мм и 10 м. Глубина t канавки имеет размеры с соблюдением условия 10 мм t (0,5 е). Первая боковая поверхность 40 канавки, расположенная наиболее близко к кромке 22 полки, составляет уголс внешней стороной полки 20, который задают между 40 и 50 и в предпочтительном варианте осуществления изобретения составляет 45. Вторая боковая поверхность 42 канавки, расположенная напротив первой, составляет уголс внешней стороной полки 20, который задают между 40 и 90 и в предпочтительном варианте осуществления изобретения задают между 40 и 50. Радиус изгиба r дна канавки обычно задают между 6 и 12 мм. Как ясно видно на фиг. 3, загнутая вовнутрь полоса 36 выполненная в виде чаши замкового элемента 32, имеет наружную кромку 50, которая расположена напротив второй боковой поверхности 42 канавки. Это позволяет несложным и надежным образом производить сварное соединение между загнутой вовнутрь полосой 36 соединительного профиля 30 и полкой 14. Данное сварное соединение производят-3 014927 сварным швом 52, который прокладывают в клинообразном зазоре, образованном между второй боковой поверхностью 42 канавки и в предпочтительном варианте осуществления изобретения округленной внешней стороной 54 наружной кромки 50. Как это очевидно из фиг. 3, наружная кромка 50 вогнутой вовнутрь полосы 36 имеет плоскость симметрии 56, которая приблизительно является перпендикулярной второй боковой поверхности 42 канавки, и пересекает последнюю приблизительно в центре. Фиг. 3 показывает здесь идеальный случай,при котором закругленная наружная кромка 50 упирается на вторую боковую поверхность 42 канавки, и зазор между продольной кромкой 22 полки 14 и замковой задней стенки 39 составляет всего 1-2 мм (он должен быть не более чем 5 мм). Однако закругленная наружная кромка 50 может быть на расстоянии до 5 мм от второй боковой плоскости канавки, не приводя к серьезным проблемам при производстве сварного шва 52. Канавка 24 выполняется на полке 14 после горячей прокатки механической обработки с помощью фрезерования. Фиг. 4 показывает вариант осуществления, в котором канавка 24 выполнена в утолщенном торце 60 полки. Толщина е утолщенного торца 60 совпадает в данном случае с внутренней толщиной w выполненного в виде зажима замкового элемента 32, т.е. е=w-а, при обычном условии 2 мм а 8 мм. Толщину е оставшейся части полки можно затем сделать меньше, если величина толщины е приведет к нежелательному избытку материала в оставшейся части полки 14. Конечно, величина е также может быть меньше чем е, т.е. толщина производимой полки, с клиновидным торцом которой должен сцеплен выполненный в виде зажима замковый элемент 32, имеет меньшую внутреннюю ширину w замковой камеры. Фиг. 6 показывает вариант осуществления изобретения, относящийся к утолщенным торцам 60, показанной на фиг. 4 полки. Торцы 260 полки двутаврового, показанного на фиг. 6 профиля 210, выполнены утолщенными в клиновидную форму по направлению к внешней стороне 220, и, в данном случае, они имеют максимальную толщину е у продольных кромок 222 полки 214. Как в показанном на фиг. 4 варианте осуществления изобретения, данная толщина е совпадает с внутренней шириной w выполненного в виде зажима замкового элемента, крепящегося к торцу полки. Канавки 24 выполняют, например, прокатом, фрезерованием или строганием в утолщенных в клиновидную форму торцах 260 полок. Полка 214 имеет минимальную толщину е по направлению к центру, т.е. в направлении полотна 12. Должно соблюдаться условие, при котором в предпочтительном варианте осуществления изобретения, показанном на фиг. 6, внешняя сторона 220 полки 214 выгнута, т.е. загнута вовнутрь. Такая вогнутая внешняя сторона 220 может быть относительно легко фактически прокатана и также ведет к уменьшению сопротивления введения при забивании шпунтовой сваи 210 в грунт. Необходимо отметить, что рассмотренный в качестве примера вариант осуществления, показанный на фиг. 3 и 4, - это соединительный профиль 30 типа RZD компании ARCELOR RPS. Данный соединительный профиль можно быстро заменить на соединительный профиль типа RZU или RH из ассортимента поставки компании ARCELOR RPS, данные типы, отличаются от соединительного профиля типа RZD только в плане конфигурации второго замкового элемента 34. Например, фиг. 6 показывает соединительный профиль 230 типа RZU компании ARCELOR RPS. Конечно, возможно также использовать другие соединительные профили, если они имеют выполненный в виде зажима замковый элемент, проталкиваемый через продольную кромку в смежную канавку, и элемент выполненного в виде зажима замкового элемента, входящий с зацеплением в эту канавку. Фиг. 5 показывает вариант осуществления изобретения, в котором выполненный в виде зажима замковый элемент 132 соединительного профиля 130 имеет две полосы 136, 138, загнутые вовнутрь, первая полоса 136 входит с зацеплением на внешней стороне полки 120 в канавку 124 полки 114, а вторая полоса 138 входит с зацеплением на внутренней стороне 118 в канавку 124' полки 114. Такие полки 114 в предпочтительном варианте осуществления изобретения прокатывают как плоские профили и затем приваривают, образуя двутавровый профиль. Следует отметить, что, конечно, только один, два, три или все четыре элемента полки могут быть образованы, как описано выше, и/или могут иметь соответствующую соединительную часть. Как правило, при этом все четыре торца полки образованы, как описано выше, хотя обычно только одна из двух полок 14, 14' имеет два наваренных соединительных профиля 30. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Стальная шпунтовая свая двутавровой формы, содержащая полотно (12) и две полки (14, 14'),причем каждая полка (14, 14') имеет обращенную к полотну (12) внутреннюю сторону (18, 18'), обращенную от полотна (12) внешнюю сторону (20, 20') и две продольные кромки (22, 22'), а также средства сцепления для соединительного профиля (30) вдоль по меньшей мере одной продольной кромки (22, 22') по меньшей мере одной полки (14, 14'), отличающаяся тем, что средство сцепления образовано выполненной фрезерованием канавкой (24, 24'), проходящей по внешней стороне (20, 20') полки (14, 14') вдоль ее по меньшей мере одной продольной кромки (22, 22') и имеющей, по существу, V-образное поперечное-4 014927 сечение с шириной раскрытия (b), лежащей в диапазоне (0,5 е)b(1,5 е), и глубиной (t), лежащей в диапазоне 10 ммt(0,5 е), где е - толщина полки в зоне, непосредственно подходящей к канавке. 2. Шпунтовая свая по п.1, в которой канавка (24, 24') имеет закругленное или плоское дно. 3. Шпунтовая свая по п.1, в которой ширина раскрытия (b) лежит в диапазоне (0,9 е)b(1,1 е). 4. Шпунтовая свая по любому из пп.1-3, в которой канавка (24, 24') имеет первую боковую поверхность (40) канавки, расположенную ближе к продольной кромке (22, 22') полки (14, 14') и определяемую угломк внешней стороне (20, 20') полки, при этом 4050, и вторую боковую поверхность (42) канавки, расположенную напротив первой и определяемую угломк внешней стороне (20, 20') полки, при этом 4090. 5. Шпунтовая свая по любому из предшествующих пунктов, в которой канавка (24, 24') размещена в утолщенном торце (60, 260) полки. 6. Шпунтовая свая по п.5, в которой торец (260) полки выполнен утолщенным в клиновидную форму по направлению к внешней стороне (220) полки и имеет максимальную толщину (е) на продольной кромке (222) полки (214). 7. Шпунтовая свая по любому из предшествующих пунктов, в которой внешняя сторона (220) полки(214) выполнена, по существу, вогнутой, и полка (214) имеет наибольшую толщину (е) на продольной кромке (222). 8. Шпунтовая свая по любому из пп.1-4, в которой канавка (24, 24') размещена в клиновидном торце полки. 9. Шпунтовая свая по любому из предшествующих пунктов, в которой по меньшей мере одна полка(114) имеет канавку (124') на ее внутренней стороне (118) вдоль по меньшей мере одной продольной кромки (122). 10. Шпунтовая свая по любому из предшествующих пунктов, в которой канавка (24, 24') расположена на расстоянии (s) от продольной кромки (22, 22') полки (14, 14'), при этом 4 ммs12 мм. 11. Шпунтовая свая по любому из предшествующих пунктов, сопряженная с соединительным профилем (30), имеющим выполненный в виде зажима замковый элемент (32), который протолкнут через продольную кромку (22, 22') в смежную канавку (24, 24'), при этом канавка (24, 24') имеет первую боковую поверхность (40) канавки, расположенную ближе к продольной кромке (22, 22') полки (14, 14'), и вторую боковую поверхность (42) канавки, расположенную напротив первой, а выполненный в виде зажима замковый элемент (32) имеет загнутую внутрь полосу (36), которая на внешней стороне (20, 20') полки входит с зацеплением в канавку (24, 24') полки (14, 14') и имеет наружную кромку (50), которая расположена непосредственно напротив второй боковой поверхности (42) канавки. 12. Шпунтовая свая по п.11, в которой сварной шов (52) наложен на клинообразный зазор, сформированный между второй боковой поверхностью (42) канавки и внешней стороной (54) наружной кромки(50). 13. Шпунтовая свая по п.11 или 12, в которой наружная кромка (50) загнутой внутрь полосы имеет плоскость симметрии (56), приблизительно перпендикулярную второй боковой поверхности (42) канавки. 14. Шпунтовая свая по любому из пп.11-13, в которой выполненный в виде зажима замковый элемент (32) образует замковую камеру, которая с тыльной стороны ограничена замковой задней стенкой(39), расположенной напротив продольной кромки (22) полки (14), замковая задняя стенка (39) расположена на расстоянии 1-5 мм от продольной кромки полки (22) полки (14), если наружная кромка (50) опирается на вторую боковую поверхность (42) канавки, и наружная кромка (50) расположена на расстоянии менее чем 5 мм от второй стороны канавки (42), если замковая задняя стенка (39) опирается на продольную кромку (22) полки (14). 15. Способ изготовления шпунтовой сваи по любому из предшествующих пунктов, включающий в себя стадию горячего проката двутаврового профиля, включающего полотно (12) и две полки (14, 14'),причем каждая полка (14, 14') имеет обращенную к полотну (12) внутреннюю сторону (18, 18'), обращенную от полотна (12) внешнюю сторону (20, 20') и две продольные кромки (22, 22'), а после упомянутой стадии горячего проката выполняют посредством фрезерования канавку (24, 24') во внешней стороне (20,20') по меньшей мере одной полки (14, 14') вдоль ее по меньшей мере одной продольной кромки (22, 22'),так что канавка имеет, по существу, V-образное поперечное сечение с шириной раскрытия (b), лежащей в диапазоне (0,5 е)b(1,5 е), и глубиной (t), лежащей в диапазоне 10 ммt(0,5 е), где е - толщина полки в зоне, непосредственно подходящей к канавке. 16. Способ по п.15, в котором ширина раскрытия (b) лежит в диапазоне (0,9 е)b(1,1 е).
МПК / Метки
МПК: E02D 5/04
Метки: двутавровой, свая, шпунтовая, формы
Код ссылки
<a href="https://eas.patents.su/9-14927-shpuntovaya-svaya-dvutavrovojj-formy.html" rel="bookmark" title="База патентов Евразийского Союза">Шпунтовая свая двутавровой формы</a>
Соединительный профиль для присоединения шпунтовых свай к несущим элементам и комбинированная шпунтовая стенка
Номер патента: 12831
Опубликовано: 30.12.2009
Автор: Хайндль Рихард
МПК: E02D 5/08
Метки: стенка, элементам, свай, комбинированная, шпунтовых, профиль, шпунтовая, присоединения, соединительный, несущим
Формула / Реферат:
1. Соединительный профиль для присоединения шпунтовых свай к несущим элементам с остающимся постоянным поперечным сечением, в частности при сооружении комбинированной шпунтовой стенки из шпунтовых свай и несущих элементов, например двутавровых балок, причем соединительный профиль (10; 50; 70; 90; 110; 140) имеет среднюю стойку (16; 56; 82; 112), на которой сформирован присоединительный профиль (20; 54; 74; 94; 114; 142), подлежащий соединению с...
Анкерная свая с наружными лопатками
Номер патента: 6958
Опубликовано: 30.06.2006
Автор: Рэйнз Ричард Д.
МПК: B63B 21/26
Метки: анкерная, наружными, лопатками, свая
Формула / Реферат:
1. Анкерная свая, содержащая удлиненный полый элемент, имеющий верхний конец, открытый нижний конец и продольную ось, двухходовой клапан для прохождения потока, расположенный на удлиненном полом элементе, устройство для передачи нагрузки для соединения якорного каната с удлиненным полым элементом, прикрепленное к наружной поверхности удлиненного полого элемента и установленное на окружности удлиненного полого элемента, первую продольно...
Всасывающаяся свая, пригодная для небольших глубин
Номер патента: 14442
Опубликовано: 30.12.2010
Авторы: Робертс А.Брайан, Тома Пьер-Арман
МПК: B63B 21/27
Метки: всасывающаяся, небольших, глубин, пригодная, свая
Формула / Реферат:
1. Всасывающаяся свая (10), предназначенная для погружения в морское дно (50), причем указанное морское дно покрыто водой (54), при этом вода создает гидростатическое давление вблизи указанного морского дна (50), причем указанная всасывающаяся свая (10) содержит цилиндрическую стенку (12) и поршень (14), который может перемещаться внутри указанной цилиндрической стенки (12), причем указанная цилиндрическая стенка имеет открытый всасывающийся...
Способ замены двусторонней модельной плиты в не имеющем опок формовочном устройстве для верхней формы и нижней формы
Номер патента: 11340
Опубликовано: 27.02.2009
Авторы: Хирата Минору, Комияма Такаюки
МПК: B22C 23/00
Метки: верхней, способ, имеющем, плиты, опок, нижней, двусторонней, замены, модельной, формовочном, устройстве, формы
Формула / Реферат:
1. Способ замены двусторонней модельной плиты в формовочном устройстве для не имеющих опок верхней формы и нижней формы, при этом устройство содержит уплотняющий механизм, выполненный с возможностью попеременного перемещения каждого комплекта из числа двух комплектов верхней опоки и нижней опоки между перпендикулярным положением и горизонтальным положением; и поворотный механизм, выполненный с возможностью поворачивать два комплекта верхней...
Композиция краски для струйной печати на подложки для печатной формы, способ её получения и метод получения литографической печатной формы
Номер патента: 7913
Опубликовано: 27.02.2007
Авторы: Ельмрот Ханс-Эрик, Рербек Алекс, Хаунструп Стен, Спиес Йоаким Хорст
МПК: C09D 11/00
Метки: метод, подложки, краски, получения, композиция, литографической, формы, печатной, струйной, способ, печати
Формула / Реферат:
1. Водная краска, включающая полимер или сополимер с кислотными группами, где по меньшей мере одна из указанных групп превращена в соответствующий амид. 2. Водная краска по п.1, отличающаяся тем, что указанный амид получен из аммиака, алкиламина или диалкиламина. 3. Водная краска по п.1, отличающаяся тем, что краска дополнительно включает от 0,001 мас.% до насыщения одной или нескольких жирных кислот и необязательно один или несколько из...
Предыдущий патент: Несущий элемент для строительства арочных конструкций
Следующий патент: Гидравлический дозировочный клапан для управления скважинным инструментом
Случайный патент: Устройство для обогрева новорожденных животных