Система регулирования натяжения основного материала в машине для изготовления ворсовых прошивных изделий
Номер патента: 903
Опубликовано: 26.06.2000
Авторы: Макгоуэн Оливер В., Вилер Шон Л., Дэлей Дэниэл Х., Чэннел Джеймс Т., Густашо Дэвид Х.
Формула / Реферат
1. Машина для изготовления ворсовых прошивных изделий путем введения пряжи в основной материал, содержащая
пару продвигающих валиков, включая первый продвигающий валик для подачи основного материала в машину для изготовления ворсовых прошивных изделий и второй продвигающий валик для отвода основного материала от машины для изготовления ворсовых прошивных изделий;
блок измерения нагрузки для измерения действительной величины натяжения, создаваемого вдоль основного материала между двумя продвигающими валиками и для генерирования сигнала натяжения, представляющего действительную величину натяжения;
приводной двигатель для привода во вращение одного продвигающего валика пары продвигающих валиков;
цепь управления приводом для генерирования сигнала привода для привода приводного двигателя;
контрольно-измерительный блок для контроля состояния другого продвигающего валика пары продвигающих валиков и генерирования сигнала состояния и
контроллер для приема сигнала натяжения от блока измерения нагрузки и для приема предварительно определенной величины натяжения, причем контроллер генерирует сигнал управления на основе сигнала натяжения от блока измерения нагрузки и предварительно определенной величины натяжения,
при этом цепь управления приводом генерирует сигнал привода посредством совместного учета сигнала состояния от контрольно-измерительного блока и сигнала управления от контроллера, а сигнал привода побуждает приводной двигатель приводить во вращение один продвигающий валик, так что действительная величина натяжения, измеренная блоком измерения нагрузки, становится по существу равной предварительно определенной величине натяжения, и
при этом контрольно-измерительный блок включает датчик положения, подсоединенный к другому продвигающему валику и аналоговому преобразователю частоты для преобразования выходного сигнала датчика положения в аналоговый сигнал, который представляет скорость вращения другого продвигающего валика.
2. Машина по п.1, отличающаяся тем, что пара продвигающих валиков включает подающий игольчатый валик и отводящий игольчатый валик.
3. Машина по п.1, отличающаяся тем, что блок измерения нагрузки включает тензодатчик.
4. Машина по п.3, отличающаяся тем, что тензодатчик расположен на входе в машину.
5. Машина по п.1, отличающаяся тем, что приводной двигатель приводит первый продвигающий валик.
6. Машина по п.1, отличающаяся тем, что приводной двигатель регулирует скорость вращения одного продвигающего валика.
7. Машина по п.1, отличающаяся тем, что контрольно-измерительный блок определяет состояние другого продвигающего валика.
8. Машина по п.1, отличающаяся тем, что контроллер генерирует сигнал управления на основе разницы между выходным сигналом блока измерения нагрузки и предварительно определенной величиной натяжения.
9. Машина по п.1, отличающаяся тем, что контроллер включает интерфейс ввода для приема предварительно определенной величины натяжения.
10. Машина по п.1, отличающаяся тем, что контроллер включает интерфейс вывода для вывода на дисплей действительной величины натяжения основного материала.
11. Устройство для регулирования натяжения в направлении продвижения в машине продвигающегося полотна основного материала ковра, проходящего через машину для изготовления ворсовых прошивных изделий, включающее:
средства для продвижения полотна основного материала ковра через машину для изготовления ворсовых прошивных изделий,
средства для измерения натяжения в направлении продвижения в машине полотна основного материала ковра, и
средства для регулирования средств продвижения, так что измеряемое натяжение в направлении продвижения в машине остается по существу равным предварительно определенной величине натяжения при продвижении полотна основного материала ковра через машину для изготовления ворсовых прошивных изделий,
причем средства продвижения включают первый игольчатый валик, приводимый первым приводным двигателем для подачи полотна основного материала ковра в машину для изготовления ворсовых прошивных изделий, и второй игольчатый валик, приводимый вторым приводным двигателем для отвода полотна основного материала ковра из машины для изготовления ворсовых прошивных изделий,
при этом указанные средства регулирования включают:
датчик положения для отслеживания вращения второго игольчатого валика, аналоговый преобразователь частоты для приема выходного сигнала от датчика положения и генерирования аналогового сигнала скорости, представляющего скорость вращения второго игольчатого валика, контроллер для генерирования сигнала управления на основе сравнения измеренного натяжения в направлении продвижения в машине от средств измерения с предварительно определенной величиной натяжения и цепь управления приводом для генерирования сигнала привода для привода первого приводного двигателя, причем цепь управления приводом вырабатывает сигнал привода на основе совместного учета аналогового сигнала скорости от аналогового преобразователя частоты и сигнала управления от контроллера.
12. Устройство по п.11, отличающееся тем, что средства регулирования регулируют один из приводных двигателей, первый или второй, так что полотно основного материала ковра имеет предварительно определенную величину натяжения.
13. Устройство по п.11, отличающееся тем, что средства измерения включают тензодатчик для измерения натяжения в направлении продвижения в машине полотна основного материала ковра.
14. Устройство по п.11, отличающееся тем, что средства регулирования регулируют средства продвижения таким образом, что первая скорость, с которой полотно основного материала ковра подается в машину для изготовления ворсовых прошивных изделий, является меньшей, чем вторая скорость, с которой полотно основного материала ковра отводится от машины для изготовления ворсовых прошивных изделий.

Текст
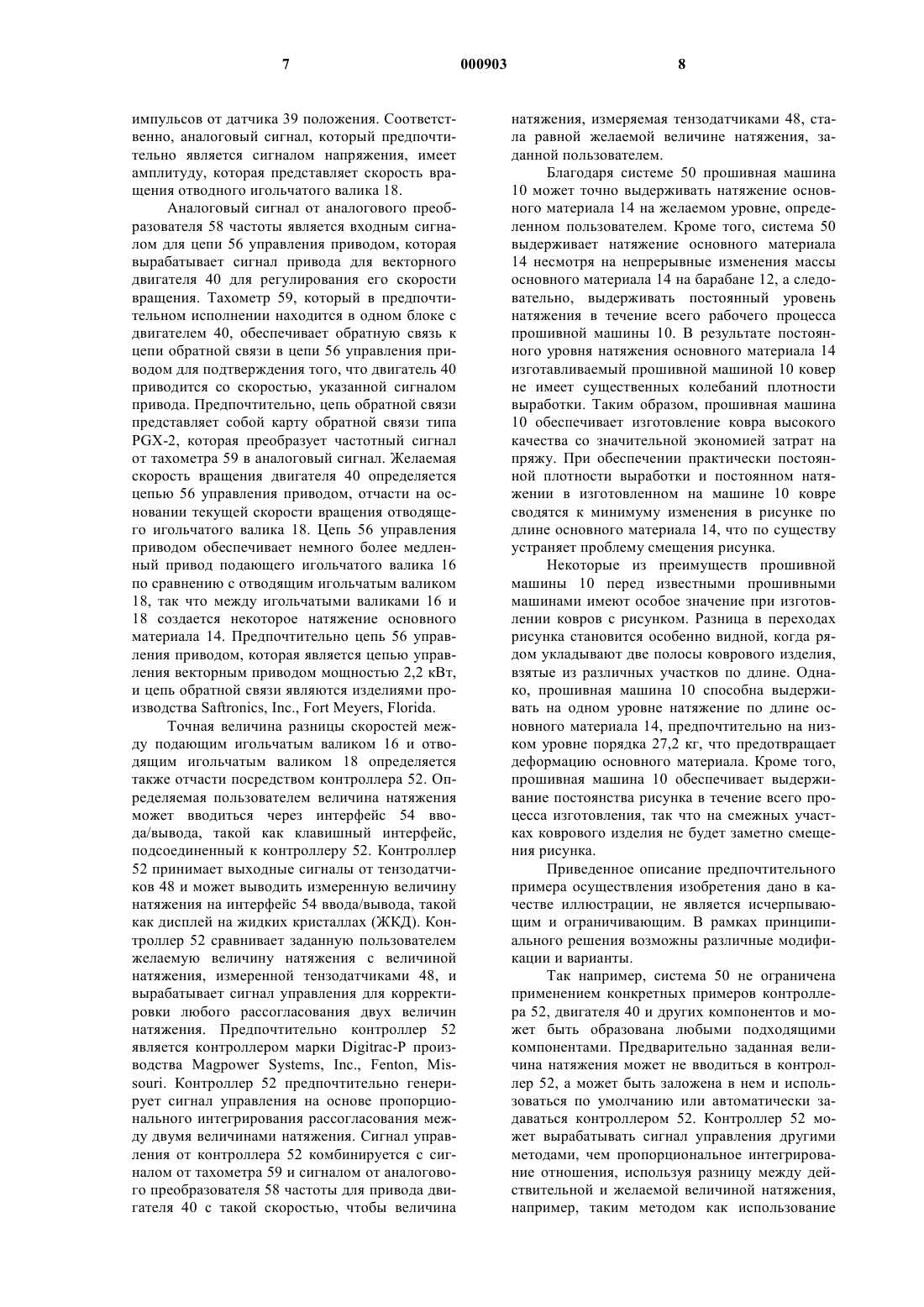
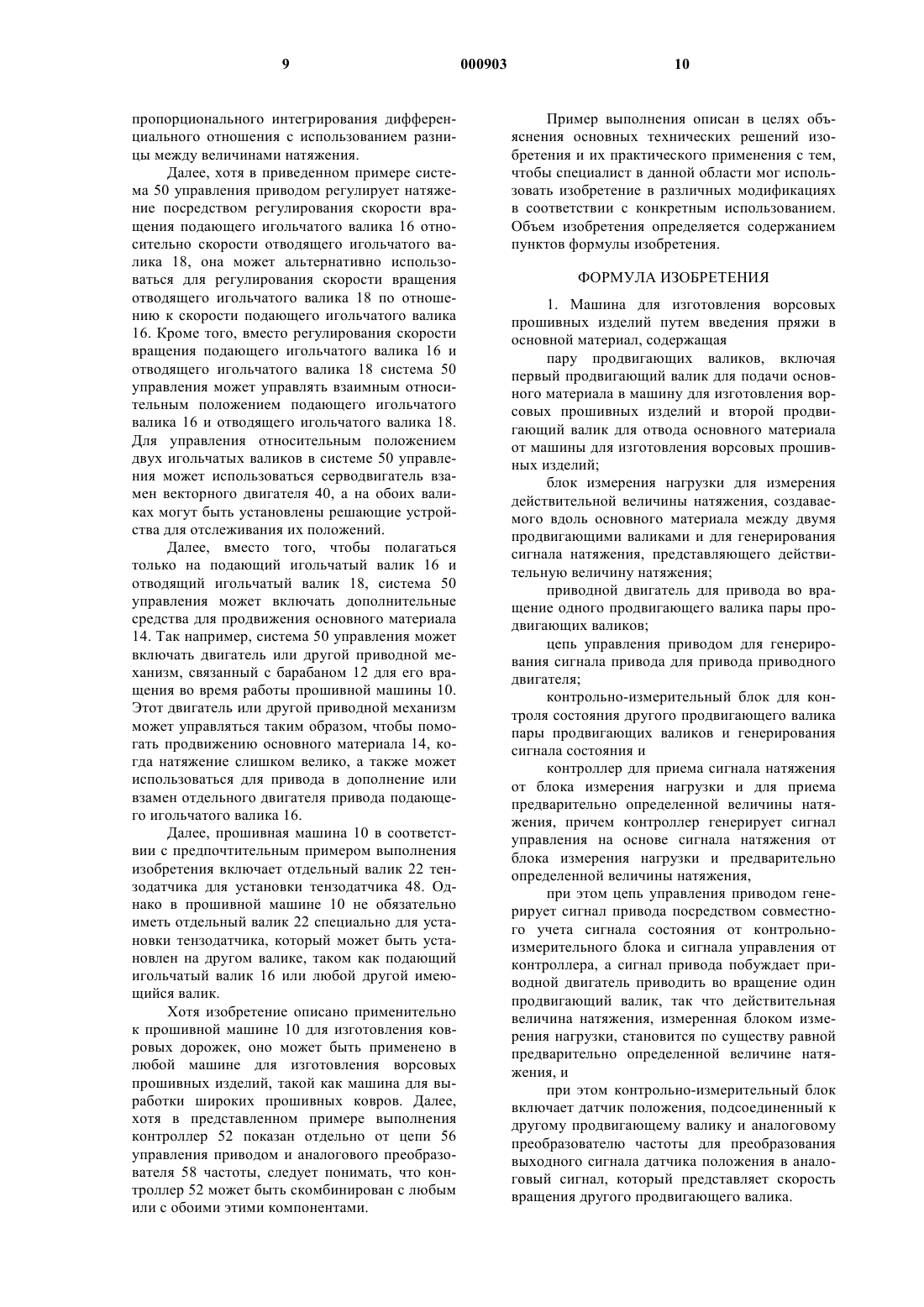
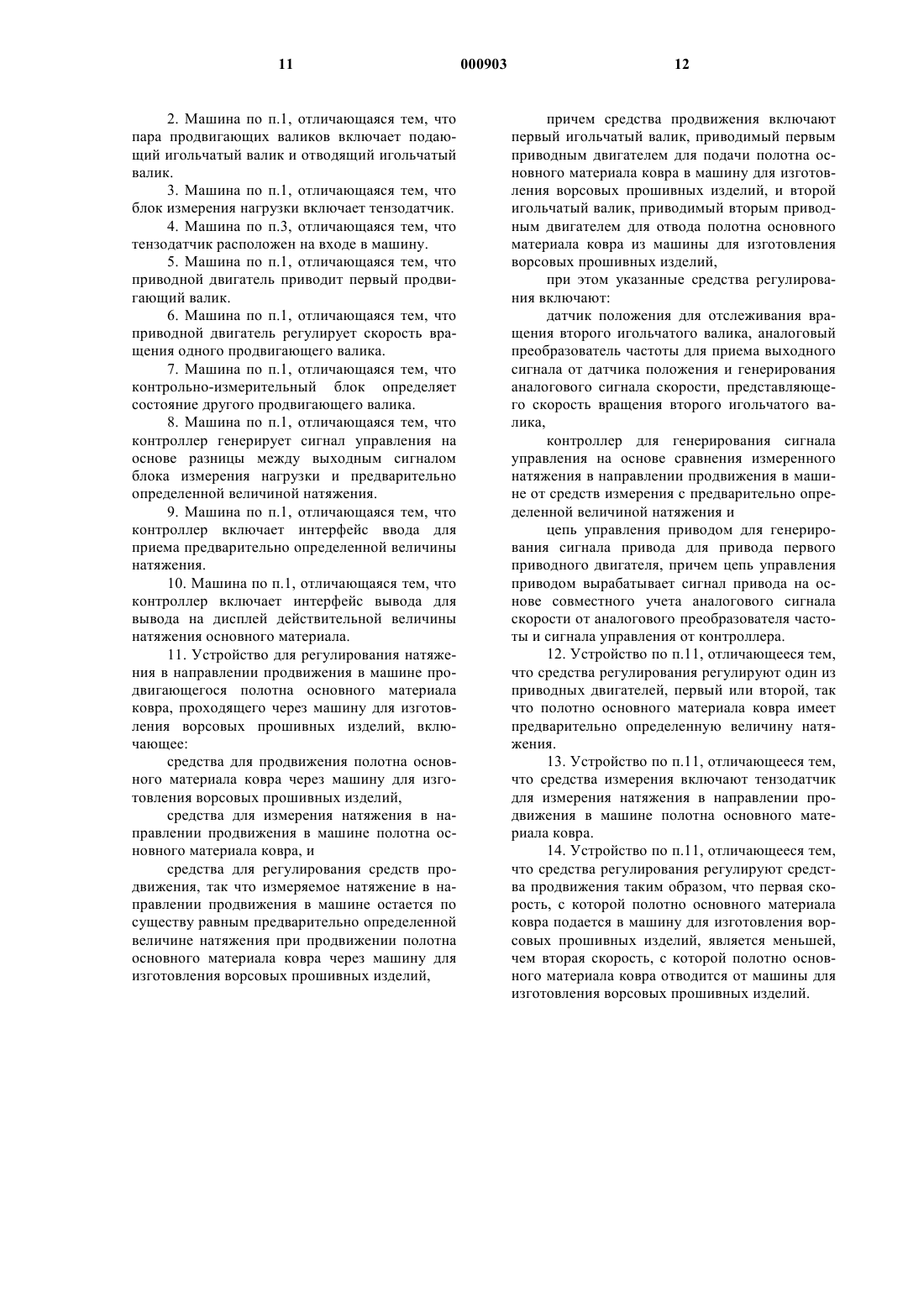
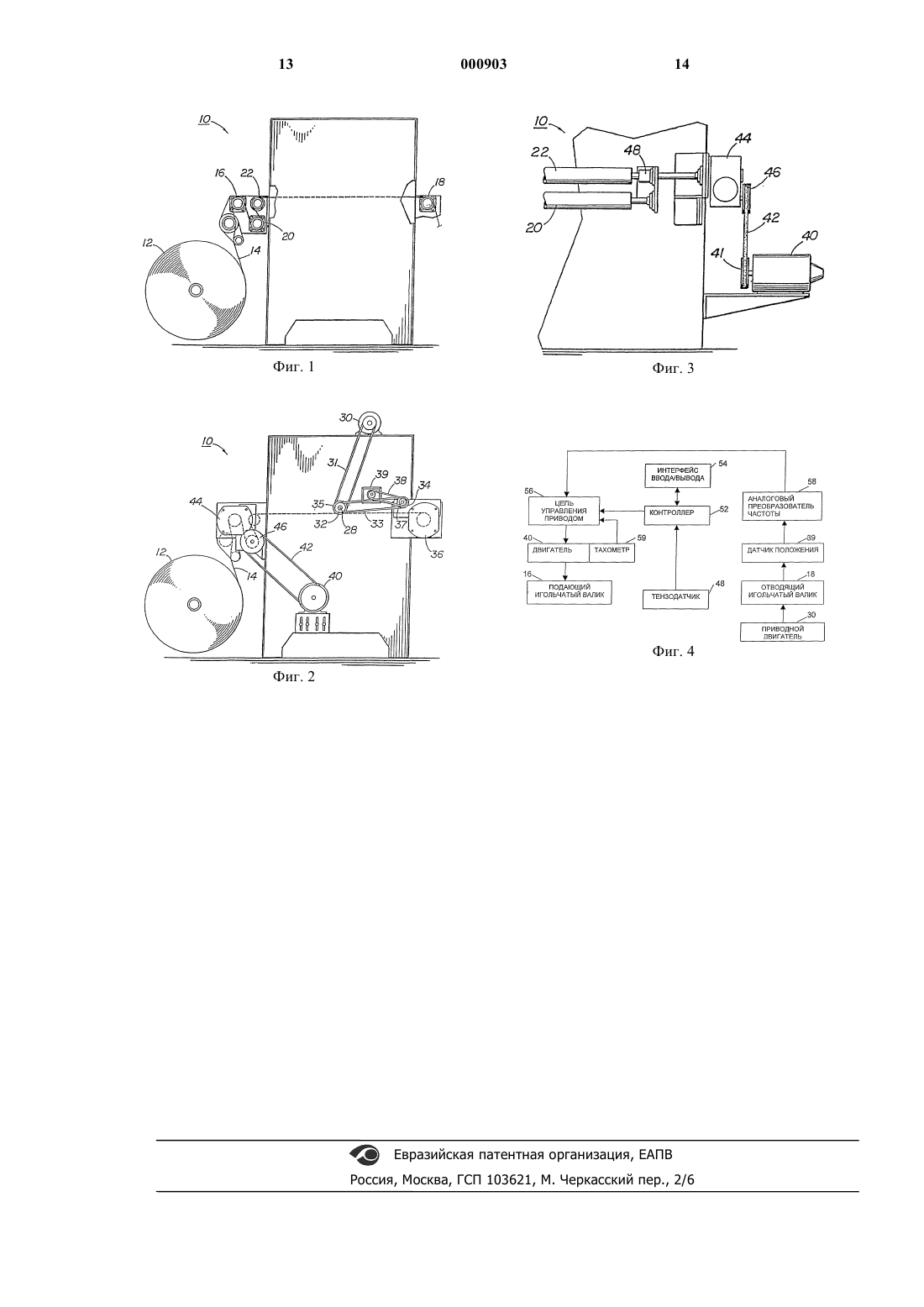
1 Область техники Изобретение относится к системе регулирования натяжения материала и в частности, для регулирования натяжения основного материала при его проходе в машине для изготовления ворсовых прошивных изделий. Уровень техники Машина для изготовления ворсовых прошивных изделий, такая как машина для изготовления ворсовых прошивных ковров (далее прошивная машина), имеет два игольчатых валика, которые приводятся во вращение для подачи основного материала из большого рулона через рабочий стол машины. Два игольчатых валика расположены на противоположных сторонах от рабочего стола, причем первый игольчатый валик подает основной материал в машину, а второй игольчатый валик отводит материал от прошивной машины. Комплект игл расположен над рабочим столом в ряд по ширине машины, и в иглы вдета пряжа. Иглы совершают возвратно-поступательное движение за счет движения игольного бруса с тем, чтобы проводить пряжу через основной материал и образовывать в нем ворсовые петли. Прошивная машина может быть оснащена различными комплектами петлителей и/или ножей для выработки ковров либо с петлевым, либо с разрезным ворсом. При соответствующем наборе игл с цветной пряжей, петлителей и ножей с помощью прошивной машины можно вырабатывать ковры с различным рисунком. Для дальнейшего создания различных вариаций в рисунке ковра некоторые прошивные машины оснащают игольными брусами, которые могут смещаться в поперечном направлении относительно машины. Обычно основной материал с выработанным на нем ворсом передают на отдельную машину для наложения на него подкладочного полотна,которое закрепляет ворсовые петли на основном материале. В обычной прошивной машине второй или отводящий игольчатый валик приводится посредством ременной передачи от главного приводного вала, а первый или подающий игольчатый валик приводится ременной передачей от отводящего игольчатого валика. Отводящий игольчатый валик приводится немного быстрее с тем, чтобы создавать натяжение основного материала и обеспечивать его непрерывное протягивание через рабочий стол. В дополнение к игольчатым валикам все другие части обычной прошивной машины, такие как игольный брус и петлители, приводятся также от главного вала. В обычной прошивной машине имеется проблема в том, что натяжение основного материала по его длине в направлении продвижения в машине колеблется в процессе работы машины. Это натяжение основного материала естественно изменяется в зависимости от текущего веса запаса материала в рулоне. По мере того,как основной материал разматывается из рулона 2 в ходе выработки ковра, натяжение материала постепенно уменьшается из-за уменьшения веса остающегося в рулоне материала, и следовательно, уменьшения сопротивления вращению подающего игольчатого валика. Натяжение может изменяться также в зависимости от типа основного материала и даже быть неравномерным по длине основного материала из-за его дефектов. Переменное продольное натяжение основного материала может существенно влиять на качество и себестоимость ковра, вырабатываемого на прошивной машине. Так например, изменения натяжения может вызвать соответствующее переменное число стежков на единицу длины и, соответственно, переменную плотность выработки готового ковра. Поскольку пряжа является самым дорогостоящим компонентом в ковре, плотность выработки ковра должна быть максимально приближена к желаемой, и любое превышение желаемой плотности увеличивает себестоимость изготовления ковра и снижает прибыль. Следовательно, для получения максимальной прибыли натяжение основного материала должно быть относительно постоянным. Поскольку плотность готового ковра определяется натяжением основного материала, вырабатываемый прошивной машиной рисунок ковра также изменяется при изменении натяжения. Рисунок, вырабатываемый в начале рулона основного материала, может заметно отличаться от рисунка на исходе рулона, так как рисунок вырабатывается при различных величинах натяжения и при различной плотности стежков. Такие изменения рисунка могут создавать особые проблемы при производстве ковровых полос, поскольку ковровые полосы, вырезанные из одного участка по длине рулона, например, у начала рулона основного материала, часто укладывают рядом с ковровыми полосами, вырезанными из другого участка рулона, такого как противоположный конец рулона. Если вследствие изменения натяжения рисунок ковра меняется по длине основного материала, то при укладке смежных полос он может смещаться и искажаться. Таким образом, при изготовлении ковровых полос и вообще при выработке широких прошивных ковров существует задача выдерживания постоянного рисунка несмотря на изменения натяжения основного материала. В дополнение к искажению рисунка натяжение основного материала может вызывать и другие проблемы в получаемом ковровом изделии. Так например, натяжение основного материала может становиться излишне высоким в процессе выработки ковра. Если натяжение основного материала слишком велико, основной материал теряет свою эластичность и не восстанавливается после деформации, а остается в деформированном растянутом состоянии. Готовый ковер с такими вытянутыми участками ос 3 новного материала будет иметь различную плотность выработки на различных участках,что в свою очередь вызовет искажения рисунка. Разница в плотности выработки может быть особенно заметна между участками ковра, где основной материал упруго сжимается до своей первоначальной длины, и участками, где деформированный основной материал остается растянутым. Это несоответствие между участками ковра в дополнение к неравномерности плотности выработки вызывает также возможные искажения рисунка и его несовпадение. В целом, изменения натяжения основного материала ведут к неудовлетворительному внешнему виду и качеству ковра. Натяжение основного материала влияет на количество стежков на единицу длины и таким образом влияет на плотность ковра. В результате изменения натяжения могут вызвать искажения рисунка и деформацию ковра, то есть ухудшение важных показателей качества. Для компенсации воздействия веса рулона основного материала на его натяжение на барабане с рулоном основного материала может быть установлен тормоз с ручным управлением. По мере того, как основной материал сматывается с рулона, оператор вручную увеличивает тормозное усилие с тем, чтобы создать примерно постоянное усилие сопротивления на подающем игольчатом валике. Хотя применение тормоза может до некоторой степени снизить диапазон изменения натяжения, оно не обеспечивает создания постоянного натяжения основного материала. Часто оператор не может уделять все время тормозу и, соответственно, не может выдерживать натяжение на постоянном уровне на протяжении всего рабочего процесса прошивной машины. Вместо этого оператор производит периодическую регулировку тормоза. Однако во время этих периодических действий он не может каждый раз отрегулировать тормоз для получения постоянного точного уровня по условиям человеческого фактора и нелинейной характеристики тормоза, которые несомненно вызывают погрешности в устанавливаемом усилии. Кроме того, с помощью тормоза оператор пытается выдержать продольное натяжение основного материала на первоначальном уровне, то есть наибольшую величину натяжения. Таким образом, тормоз не решает адекватно проблемы излишне высокого натяжения. Сущность изобретения Задачей, на решение которой направлено изобретение, является разрешение проблем,имеющихся на современном уровне техники,путем способа продвижения основного материала через машину для изготовления ворсовых прошивных изделий и устройства, которое в процессе продвижения измеряет и регулирует натяжение. Машина для изготовления ворсовых прошивных изделий в соответствии с изобрете 000903 4 нием включает в себя пару продвигающих валиков для .продвижения основного материала через машину и блок измерения нагрузки для измерения натяжения, создаваемого вдоль основного материала между продвигающими валиками. Приводной двигатель вращает один из продвигающих валиков, а контрольно-измерительный блок отслеживает состояние, предпочтительно скорость, другого продвигающего валика. Контроллер получает измеренную величину натяжения от блока измерения нагрузки и сравнивает ее с предварительно определенной величиной натяжения. На основании разницы между измеренной величиной натяжения и предварительно определенной его величиной контроллер вырабатывает сигнал регулирования, который подается в цепь управления приводом. Цепь управления приводом получает выходной сигнал от контроллера и контрольноизмерительного блока и управляет приводным двигателем и вращением одного из продвигающих валиков таким образом, чтобы действительная величина натяжения основного материала вдоль его длины стала по существу равной предварительно определенной желаемой величине натяжения. Таким образом, изобретение решает задачу выдерживания постоянного натяжения вдоль длины основного материала по мере его продвижения через машину для изготовления ворсовых прошивных изделий. Другой решаемой изобретением задачей является автоматическое регулирование натяжения вдоль длины основного материала по мере изменения веса рулона с запасом материала или для компенсации других сил, которые оказывают влияние на натяжение материала. Еще одной решаемой изобретением задачей является снижение изменений в рисунке,вырабатываемом по длине ковра. Дополнительной решаемой изобретением задачей является контроль плотности выработки ковра. Другие решаемые задачи, особенности и преимущества будут ясны из дальнейшего описания. Краткий перечень чертежей Далее изобретение будет описано более подробно на примерах выполнения со ссылками на чертежи, на которых фиг. 1 представляет машину для изготовления ворсовых прошивных изделий на частичном виде сзади и показывает путь движения основного материала; фиг. 2 - машину для изготовления ворсовых прошивных изделий по фиг. 1 на виде сзади и показывает различные приводные двигатели и шкивы привода; фиг. 3 - вид спереди машины по фиг. 1 и показывает тензодатчик, смонтированный на валике тензодатчика; 5 фиг. 4 - блок-схему системы регулирования натяжения основного материала. Сведения, подтверждающие возможность осуществления изобретения Представленная на фиг. 1 машина 10 для изготовления ворсовых прошивных изделий (в дальнейшем - прошивная машина) в предпочтительном примере выполнения изобретения включает подающий игольчатый валик 16 и отводящий игольчатый валик 18 для продвижения основного материала 14 через прошивную машину 10 и рабочий стол. Основной материал 14 подается с рулона на барабане 12 и движется,частично огибая направляющий валик 20 и валик 22 тензодатчика перед входом в прошивную машину 10. Внутри прошивной машины 10 расположенные над рабочим столом иглы совершают возвратно-поступательное движение для введения ворсовых петель в основной материал 14. Прошивная машина 10 может включать петлители для удерживания определенных ворсовых петель для изготовления ковров с петельным ворсом или может включать ножи для изготовления ковров с разрезным ворсом. В иглы может избирательно вдеваться различная пряжа для изготовления ковров с рисунком, кроме того, иглы могут быть укреплены на скользящем игольном брусе для изготовления ковров с различным рисунком. Иглы, игольный брус, ножи и другие устройства или механизмы для образования ворсовых петель на основном материале являются хорошо известными устройствами. В прошивной машине 10 подающий игольчатый валик 16 приводится независимо от выводящего игольчатого валика 18. Как показано на фиг. 2, приводной двигатель 30 соединен с главным приводным валом 28 прошивной машины 10 посредством ремня 31 и шкива 35. Обычным для данной области образом главный приводной вал 28 используется для привода множества других механизмов прошивной машины 10, таких как игольный брус, петлители любого типа, а также любых качающихся рамок и связанных с ними ножей для разрезания петель. Приводной вал 28 дополнительно приводит отводящий игольчатый валик 18 и, таким образом, регулирует скорость вращения отводящего игольчатого валика 18. Как показано на фиг. 2, приводной вал 28 связан с коробкой 36 передач посредством шкивов 32 и 34 и ремня 33. Шкив 34 и коробка 36 передач передают вращающие усилия от главного приводного вала 28 отводящему игольчатому валику 18 известным образом для его привода во вращение и отвода основного материала 14 из прошивной машины 10. В отличие от обычной прошивной машины 10, где подающий игольчатый валик 16 также приводился бы от двигателя 30 и главного приводного вала 28, в прошивной машине 10 по изобретению подающий игольчатый валик 16 приводится от отдельного двигателя 40. Двига 000903 6 тель 40, представленный на фиг. 2 и 3, передает вращающее усилие коробке 44 передач посредством шкивов 41 и 46 и ремня 42. Коробка 44 передач известным образом связана с подающим игольчатым валиком 16 для передачи ему вращения и подачи основного материала 14 с барабана 12 в прошивную машину 10. Хотя двигатель 40 может быть любым двигателем с подходящими характеристиками, предпочтительно он представляет собой векторный двигатель мощностью 2,2 кВт с частотой вращения 1800 об/мин производства Marathon Electric, Inc.,Wausau, Wisconsin. В соответствии с фиг. 2 прошивная машина включает также датчик 39 положения, связанный со шкивом 37 посредством ремня 38. Шкив 37 вращается на том же валу, что и шкив 34, который служит для привода отводящего игольчатого валика 18 от коробки 36 передач,поэтому датчик 39 положения вращается синхронно с отводящим игольчатым валиком 18 и генерирует импульс при каждым шаге поворота датчика 39 положения. Как будет подробно описано далее, поток генерируемых датчиком 39 положения импульсов пропорционален скорости отводящего игольчатого валика 18 и может быть использован для регулирования скорости подающего игольчатого валика 16 и тем самым,что более важно, степень натяжения основного материала 14. Как лучше всего видно на фиг. 3, валик 22 тензодатчика имеет на своих обоих концах тензодатчики 48, из которых на чертеже показан только один. Тензодатчики 48, предпочтительно тензодатчики марки TSF-600 производстваMagpower Systems, Inc., измеряют величину нагрузки на валик 22 тензодатчика. Поскольку величина нагрузки на валик 22 тензодатчика равна продольному натяжению основного материала 14, тензодатчики 48 обеспечивают измерение величины продольного натяжения основного материала 14. Как будет описано более подробно далее, это измерение продольного натяжения основного материала 14 вместе с величиной скорости отводящего игольчатого валика 18 используется для регулирования продольного натяжения основного материала 14. Система 50 регулирования натяжения основного материала 14 показана на фиг. 4. В системе 50 отводящий игольчатый валик 18 приводится приводным двигателем 30 во вращение с определенной скоростью, причем эта скорость относительно постоянна, но имеет некоторые колебания за счет изменений в работе прошивной машины 10. Датчик 39 положения вращается синхронно с отводящим игольчатым валиком 18 и генерирует импульс при каждом шаге поворота датчика 39 положения. Генерируемые датчиком 39 положения импульсы передаются аналоговому преобразователю 58 частоты, который генерирует аналоговый сигнал, имеющий амплитуду, пропорциональную частоте потока 7 импульсов от датчика 39 положения. Соответственно, аналоговый сигнал, который предпочтительно является сигналом напряжения, имеет амплитуду, которая представляет скорость вращения отводного игольчатого валика 18. Аналоговый сигнал от аналогового преобразователя 58 частоты является входным сигналом для цепи 56 управления приводом, которая вырабатывает сигнал привода для векторного двигателя 40 для регулирования его скорости вращения. Тахометр 59, который в предпочтительном исполнении находится в одном блоке с двигателем 40, обеспечивает обратную связь к цепи обратной связи в цепи 56 управления приводом для подтверждения того, что двигатель 40 приводится со скоростью, указанной сигналом привода. Предпочтительно, цепь обратной связи представляет собой карту обратной связи типаPGX-2, которая преобразует частотный сигнал от тахометра 59 в аналоговый сигнал. Желаемая скорость вращения двигателя 40 определяется цепью 56 управления приводом, отчасти на основании текущей скорости вращения отводящего игольчатого валика 18. Цепь 56 управления приводом обеспечивает немного более медленный привод подающего игольчатого валика 16 по сравнению с отводящим игольчатым валиком 18, так что между игольчатыми валиками 16 и 18 создается некоторое натяжение основного материала 14. Предпочтительно цепь 56 управления приводом, которая является цепью управления векторным приводом мощностью 2,2 кВт,и цепь обратной связи являются изделиями производства Saftronics, Inc., Fort Meyers, Florida. Точная величина разницы скоростей между подающим игольчатым валиком 16 и отводящим игольчатым валиком 18 определяется также отчасти посредством контроллера 52. Определяемая пользователем величина натяжения может вводиться через интерфейс 54 ввода/вывода, такой как клавишный интерфейс,подсоединенный к контроллеру 52. Контроллер 52 принимает выходные сигналы от тензодатчиков 48 и может выводить измеренную величину натяжения на интерфейс 54 ввода/вывода, такой как дисплей на жидких кристаллах (ЖКД). Контроллер 52 сравнивает заданную пользователем желаемую величину натяжения с величиной натяжения, измеренной тензодатчиками 48, и вырабатывает сигнал управления для корректировки любого рассогласования двух величин натяжения. Предпочтительно контроллер 52 является контроллером марки Digitrac-P производства Magpower Systems, Inc., Fenton, Missouri. Контроллер 52 предпочтительно генерирует сигнал управления на основе пропорционального интегрирования рассогласования между двумя величинами натяжения. Сигнал управления от контроллера 52 комбинируется с сигналом от тахометра 59 и сигналом от аналогового преобразователя 58 частоты для привода двигателя 40 с такой скоростью, чтобы величина 8 натяжения, измеряемая тензодатчиками 48, стала равной желаемой величине натяжения, заданной пользователем. Благодаря системе 50 прошивная машина 10 может точно выдерживать натяжение основного материала 14 на желаемом уровне, определенном пользователем. Кроме того, система 50 выдерживает натяжение основного материала 14 несмотря на непрерывные изменения массы основного материала 14 на барабане 12, а следовательно, выдерживать постоянный уровень натяжения в течение всего рабочего процесса прошивной машины 10. В результате постоянного уровня натяжения основного материала 14 изготавливаемый прошивной машиной 10 ковер не имеет существенных колебаний плотности выработки. Таким образом, прошивная машина 10 обеспечивает изготовление ковра высокого качества со значительной экономией затрат на пряжу. При обеспечении практически постоянной плотности выработки и постоянном натяжении в изготовленном на машине 10 ковре сводятся к минимуму изменения в рисунке по длине основного материала 14, что по существу устраняет проблему смещения рисунка. Некоторые из преимуществ прошивной машины 10 перед известными прошивными машинами имеют особое значение при изготовлении ковров с рисунком. Разница в переходах рисунка становится особенно видной, когда рядом укладывают две полосы коврового изделия,взятые из различных участков по длине. Однако, прошивная машина 10 способна выдерживать на одном уровне натяжение по длине основного материала 14, предпочтительно на низком уровне порядка 27,2 кг, что предотвращает деформацию основного материала. Кроме того,прошивная машина 10 обеспечивает выдерживание постоянства рисунка в течение всего процесса изготовления, так что на смежных участках коврового изделия не будет заметно смещения рисунка. Приведенное описание предпочтительного примера осуществления изобретения дано в качестве иллюстрации, не является исчерпывающим и ограничивающим. В рамках принципиального решения возможны различные модификации и варианты. Так например, система 50 не ограничена применением конкретных примеров контроллера 52, двигателя 40 и других компонентов и может быть образована любыми подходящими компонентами. Предварительно заданная величина натяжения может не вводиться в контроллер 52, а может быть заложена в нем и использоваться по умолчанию или автоматически задаваться контроллером 52. Контроллер 52 может вырабатывать сигнал управления другими методами, чем пропорциональное интегрирование отношения, используя разницу между действительной и желаемой величиной натяжения,например, таким методом как использование 9 пропорционального интегрирования дифференциального отношения с использованием разницы между величинами натяжения. Далее, хотя в приведенном примере система 50 управления приводом регулирует натяжение посредством регулирования скорости вращения подающего игольчатого валика 16 относительно скорости отводящего игольчатого валика 18, она может альтернативно использоваться для регулирования скорости вращения отводящего игольчатого валика 18 по отношению к скорости подающего игольчатого валика 16. Кроме того, вместо регулирования скорости вращения подающего игольчатого валика 16 и отводящего игольчатого валика 18 система 50 управления может управлять взаимным относительным положением подающего игольчатого валика 16 и отводящего игольчатого валика 18. Для управления относительным положением двух игольчатых валиков в системе 50 управления может использоваться серводвигатель взамен векторного двигателя 40, а на обоих валиках могут быть установлены решающие устройства для отслеживания их положений. Далее, вместо того, чтобы полагаться только на подающий игольчатый валик 16 и отводящий игольчатый валик 18, система 50 управления может включать дополнительные средства для продвижения основного материала 14. Так например, система 50 управления может включать двигатель или другой приводной механизм, связанный с барабаном 12 для его вращения во время работы прошивной машины 10. Этот двигатель или другой приводной механизм может управляться таким образом, чтобы помогать продвижению основного материала 14, когда натяжение слишком велико, а также может использоваться для привода в дополнение или взамен отдельного двигателя привода подающего игольчатого валика 16. Далее, прошивная машина 10 в соответствии с предпочтительным примером выполнения изобретения включает отдельный валик 22 тензодатчика для установки тензодатчика 48. Однако в прошивной машине 10 не обязательно иметь отдельный валик 22 специально для установки тензодатчика, который может быть установлен на другом валике, таком как подающий игольчатый валик 16 или любой другой имеющийся валик. Хотя изобретение описано применительно к прошивной машине 10 для изготовления ковровых дорожек, оно может быть применено в любой машине для изготовления ворсовых прошивных изделий, такой как машина для выработки широких прошивных ковров. Далее,хотя в представленном примере выполнения контроллер 52 показан отдельно от цепи 56 управления приводом и аналогового преобразователя 58 частоты, следует понимать, что контроллер 52 может быть скомбинирован с любым или с обоими этими компонентами. 10 Пример выполнения описан в целях объяснения основных технических решений изобретения и их практического применения с тем,чтобы специалист в данной области мог использовать изобретение в различных модификациях в соответствии с конкретным использованием. Объем изобретения определяется содержанием пунктов формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Машина для изготовления ворсовых прошивных изделий путем введения пряжи в основной материал, содержащая пару продвигающих валиков, включая первый продвигающий валик для подачи основного материала в машину для изготовления ворсовых прошивных изделий и второй продвигающий валик для отвода основного материала от машины для изготовления ворсовых прошивных изделий; блок измерения нагрузки для измерения действительной величины натяжения, создаваемого вдоль основного материала между двумя продвигающими валиками и для генерирования сигнала натяжения, представляющего действительную величину натяжения; приводной двигатель для привода во вращение одного продвигающего валика пары продвигающих валиков; цепь управления приводом для генерирования сигнала привода для привода приводного двигателя; контрольно-измерительный блок для контроля состояния другого продвигающего валика пары продвигающих валиков и генерирования сигнала состояния и контроллер для приема сигнала натяжения от блока измерения нагрузки и для приема предварительно определенной величины натяжения, причем контроллер генерирует сигнал управления на основе сигнала натяжения от блока измерения нагрузки и предварительно определенной величины натяжения,при этом цепь управления приводом генерирует сигнал привода посредством совместного учета сигнала состояния от контрольноизмерительного блока и сигнала управления от контроллера, а сигнал привода побуждает приводной двигатель приводить во вращение один продвигающий валик, так что действительная величина натяжения, измеренная блоком измерения нагрузки, становится по существу равной предварительно определенной величине натяжения, и при этом контрольно-измерительный блок включает датчик положения, подсоединенный к другому продвигающему валику и аналоговому преобразователю частоты для преобразования выходного сигнала датчика положения в аналоговый сигнал, который представляет скорость вращения другого продвигающего валика. 11 2. Машина по п.1, отличающаяся тем, что пара продвигающих валиков включает подающий игольчатый валик и отводящий игольчатый валик. 3. Машина по п.1, отличающаяся тем, что блок измерения нагрузки включает тензодатчик. 4. Машина по п.3, отличающаяся тем, что тензодатчик расположен на входе в машину. 5. Машина по п.1, отличающаяся тем, что приводной двигатель приводит первый продвигающий валик. 6. Машина по п.1, отличающаяся тем, что приводной двигатель регулирует скорость вращения одного продвигающего валика. 7. Машина по п.1, отличающаяся тем, что контрольно-измерительный блок определяет состояние другого продвигающего валика. 8. Машина по п.1, отличающаяся тем, что контроллер генерирует сигнал управления на основе разницы между выходным сигналом блока измерения нагрузки и предварительно определенной величиной натяжения. 9. Машина по п.1, отличающаяся тем, что контроллер включает интерфейс ввода для приема предварительно определенной величины натяжения. 10. Машина по п.1, отличающаяся тем, что контроллер включает интерфейс вывода для вывода на дисплей действительной величины натяжения основного материала. 11. Устройство для регулирования натяжения в направлении продвижения в машине продвигающегося полотна основного материала ковра, проходящего через машину для изготовления ворсовых прошивных изделий, включающее: средства для продвижения полотна основного материала ковра через машину для изготовления ворсовых прошивных изделий,средства для измерения натяжения в направлении продвижения в машине полотна основного материала ковра, и средства для регулирования средств продвижения, так что измеряемое натяжение в направлении продвижения в машине остается по существу равным предварительно определенной величине натяжения при продвижении полотна основного материала ковра через машину для изготовления ворсовых прошивных изделий, 000903 12 причем средства продвижения включают первый игольчатый валик, приводимый первым приводным двигателем для подачи полотна основного материала ковра в машину для изготовления ворсовых прошивных изделий, и второй игольчатый валик, приводимый вторым приводным двигателем для отвода полотна основного материала ковра из машины для изготовления ворсовых прошивных изделий,при этом указанные средства регулирования включают: датчик положения для отслеживания вращения второго игольчатого валика, аналоговый преобразователь частоты для приема выходного сигнала от датчика положения и генерирования аналогового сигнала скорости, представляющего скорость вращения второго игольчатого валика,контроллер для генерирования сигнала управления на основе сравнения измеренного натяжения в направлении продвижения в машине от средств измерения с предварительно определенной величиной натяжения и цепь управления приводом для генерирования сигнала привода для привода первого приводного двигателя, причем цепь управления приводом вырабатывает сигнал привода на основе совместного учета аналогового сигнала скорости от аналогового преобразователя частоты и сигнала управления от контроллера. 12. Устройство по п.11, отличающееся тем,что средства регулирования регулируют один из приводных двигателей, первый или второй, так что полотно основного материала ковра имеет предварительно определенную величину натяжения. 13. Устройство по п.11, отличающееся тем,что средства измерения включают тензодатчик для измерения натяжения в направлении продвижения в машине полотна основного материала ковра. 14. Устройство по п.11, отличающееся тем,что средства регулирования регулируют средства продвижения таким образом, что первая скорость, с которой полотно основного материала ковра подается в машину для изготовления ворсовых прошивных изделий, является меньшей,чем вторая скорость, с которой полотно основного материала ковра отводится от машины для изготовления ворсовых прошивных изделий.
МПК / Метки
МПК: B65H 23/188, D05C 15/14
Метки: прошивных, материала, натяжения, изделий, машине, регулирования, ворсовых, система, основного, изготовления
Код ссылки
<a href="https://eas.patents.su/8-903-sistema-regulirovaniya-natyazheniya-osnovnogo-materiala-v-mashine-dlya-izgotovleniya-vorsovyh-proshivnyh-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Система регулирования натяжения основного материала в машине для изготовления ворсовых прошивных изделий</a>
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: способ, форма, материалов, интерьерно-облицовочных, изделий, изготовления, гипсосодержащих
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: частности, изделий, негорючих, формованных, способ, строительных, плит, изготовления
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Способ и устройство для изготовления щетинных изделий и щетинное изделие, изготовленное данным способом (варианты)
Номер патента: 153
Опубликовано: 29.10.1998
Автор: Вайраух Георг
Метки: устройство, способ, варианты, щетинных, изделие, изготовления, изделий, данным, изготовленное, щетинное, способом
Формула / Реферат:
1. Способ изготовления щетинных изделий, состоящих из держателя щетины из упругого материала, по меньшей мере, с одной предпочтительно цилиндрической выемкой для приема пучка щетины, имеющего на своем конце со стороны закрепления соединяющее щетинки утолщение, поперечное сечение которого больше, чем самое узкое поперечное сечение выемки, и которое вставляют под давлением в выемку в держателе щетины с геометрическим замыканием, причем стенку...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C22C 38/44, C21D 8/00
Метки: изделий, стойкостью, этой, мартенситная, изготовленное, изделие, сталь, прочностью, стали, способ, высокой, этим, механической, способом, коррозионной, изготовления, нержавеющая
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Способ регулирования синтеза химических продуктов, синтез химических продуктов и устройство регулирования синтеза
Номер патента: 343
Опубликовано: 29.04.1999
Автор: Де Селлиер Жак
МПК: C08F 10/00, G05D 21/02, G05B 13/02...
Метки: продуктов, способ, химических, синтез, устройство, регулирования, синтеза
Формула / Реферат:
1. Способ регулирования синтеза, по меньшей мере, одного химического соединения, протекающего на установке, содержащей, по меньшей мере, один реактор (R) типа реактора с идеальным перемешиванием, при котором одна или несколько регулирующих величин (GC) воздействуют на ход синтеза, обеспечивая равенство одной или нескольких величин, связанных со свойствами продукта и/или с ходом синтеза, называемых регулируемыми величинами (GR), соответствующими...
Предыдущий патент: Способ переработки тугоплавких золотосодержащих сульфидных руд, включающий получение сульфидного концентрата
Следующий патент: Устройство и способ сжигания топлива