Устройство для обнаружения дефектов во вращающихся металлических телах магнитопорошковым методом контроля

Формула / Реферат
1. Устройство для обнаружения дефектов во вращающихся ферромагнитных металлических объектах типа железнодорожных колес или дисков магнитопорошковым методом, имеющее зону (1) намагничивания с намагничивающими катушками (3, 4) для радиального и осевого намагничивания и размагничивания контролируемого объекта (12), а также манипулятор (8) контролируемого объекта (12), причем за зоной (1) намагничивания следует зона (9) обнаружения дефектов с оптической системой (7) для визуализации поверхностных и подповерхностных дефектов и предусмотрена по меньшей мере одна основная неподвижная намагничивающая катушка (3) для радиального намагничивания, не содержащая подвижных частей и расположенная снаружи периметра контролируемого вращающегося объекта (12), и по меньшей мере две вспомогательные неподвижные боковые намагничивающие катушки (4) без сердечника для осевого намагничивания, отличающееся тем, что вспомогательные намагничивающие катушки (4) имеют, по существу, цилиндрическую или спиральную пространственную конфигурацию и выполнены симметричными с расположением по сторонам или по периметру контролируемого объекта (12) на таком расстоянии от его поверхности, которое обеспечивает возможность манипуляции с объектом без перемещения указанных катушек, при этом вспомогательные намагничивающие катушки (4) выполнены таким образом, чтобы обеспечить намагничивание поверхности с обеих сторон контролируемого объекта (12) одинаковым магнитным полем, а оптическая система (7) включает объединенные с ПЗС-камерами осветители (10) или светодиодные матричные источники света УФ-области спектра или визуального контроля и расположена на подвижных столиках (6) с одной или обеих сторон контролируемого объекта (12), выполненных с возможностью перемещения в требуемое положение относительно контролируемого объекта (12).
2. Устройство по п.1, отличающееся тем, что вспомогательные намагничивающие катушки (4) соединены последовательно или параллельно или запитаны от разных фаз, так что взаимный фазовый сдвиг токов в указанных катушках относительно оси вращения контролируемого объекта (12) создает вращающийся вектор магнитного поля в области окружности контролируемого объекта (12).
3. Устройство по п.2, отличающееся тем, что предусмотрены две основные намагничивающие катушки (3), которые взаимно повернуты относительно оси вращения контролируемого объекта (12) на угол в интервале от 30 до 45°.
4. Устройство по п.3, отличающееся тем, что осветители (10) установлены неподвижным образом, причем по меньшей мере один из осветителей расположен в области окружности контролируемого объекта (12), а остальные осветители расположены с каждой из сторон контролируемого объекта (12).
5. Устройство по п.4, отличающееся тем, что светодиодные матричные источники расположены непосредственно на корпусах камер.
6. Устройство по п.5, отличающееся тем, что осветители (10) оснащены процессором для создания и обработки записанных четких изображений во время вращения контролируемого объекта (12) и передачи изображений в компьютер.
7. Устройство по п.6, отличающееся тем, что содержит регулируемые по высоте упорные элементы, например шкивы для фиксации положения контролируемого объекта (12).
8. Устройство по п.7, отличающееся тем, что вход зоны (1) намагничивания соединен с зоной (11) очистки поверхности контролируемого объекта (12).
9. Устройство по п.8, отличающееся тем, что за зоной (9) обнаружения дефектов в контролируемом вращающемся объекте (12) следует зона (13) размагничивания и промывки контролируемого объекта (12).

Текст
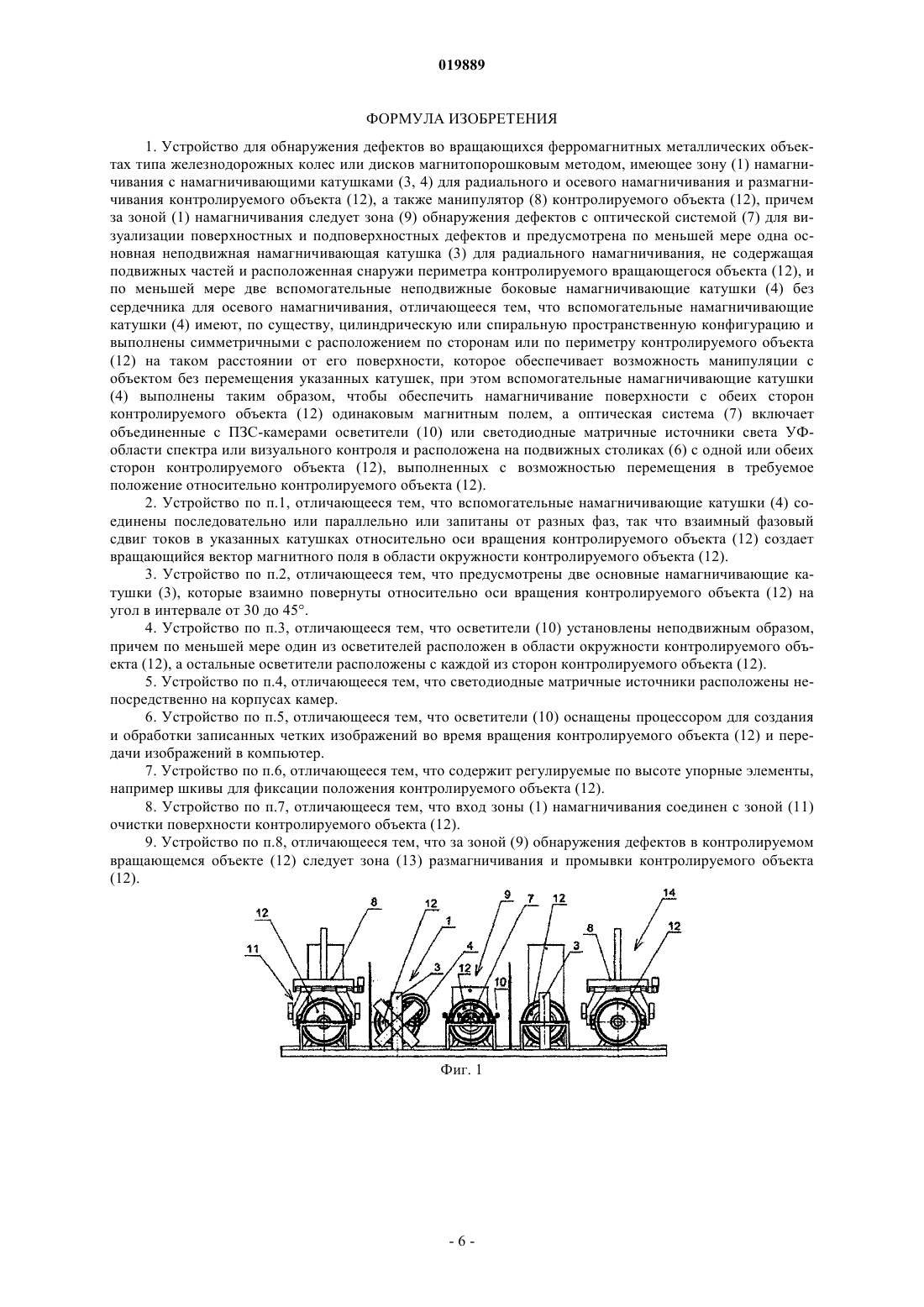
УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ВО ВРАЩАЮЩИХСЯ МЕТАЛЛИЧЕСКИХ ТЕЛАХ МАГНИТОПОРОШКОВЫМ МЕТОДОМ КОНТРОЛЯ Устройство для обнаружения дефектов во вращающихся ферромагнитных металлических объектах магнитопорошковым методом, имеющее зону (1) намагничивания с намагничивающими катушками (3, 4) для радиального и осевого намагничивания и размагничивания контролируемого объекта (12) и оптическую систему (7) для визуализации поверхностных и подповерхностных дефектов, причем предусмотрена по меньшей мере одна основная неподвижная намагничивающая катушка (3) для радиального намагничивания, не содержащая никаких подвижных частей и расположенная снаружи периметра контролируемого вращающегося объекта (12), и по меньшей мере две вспомогательные неподвижные боковые намагничивающие катушки (4) без сердечника для осевого намагничивания, имеющие определенную форму, расположенные по сторонам или по окружности контролируемого объекта (12), причем между намагничивающими катушками (4) без сердечника и контролируемым объектом (12) предусмотрено заданное расстояние для визуального контроля всей поверхности контролируемого объекта (12) и возможности измерений за один магнитный цикл. Размеры намагничивающих катушек (4) без сердечника превышают размеры контролируемого объекта (12), причем указанные катушки (4) без сердечника имеют, по существу,цилиндрическую или спиральную пространственную конфигурацию. Указанные катушки (4) без сердечника выполнены симметричными с тем, чтобы обеспечить намагничивание поверхности с обеих сторон контролируемого объекта (12) одинаковым магнитным полем и могут быть соединены последовательно или параллельно, или запитаны от разных фаз, так что взаимный фазовый сдвиг токов в указанных катушках относительно оси вращения контролируемого объекта (12) создает вращающийся вектор магнитного поля в области окружности контролируемого объекта (12). Область техники, к которой относится изобретение Изобретение относится к устройству контроля, предназначенному для обнаружения и локализации различно ориентированных дефектов поверхности и подповерхностных областей вращающихся металлических объектов магнитопорошковым методом, при этом контролируемые объекты представляют собой диски, железнодорожные колеса, работающие под давлением стальные резервуары, металлические трубы, а также материалы сплошной структуры. Предшествующий уровень техники Магнитопорошковый метод является одним из широко используемых методов контроля поверхностей различных изделий, выполненных из ферромагнитных материалов. Метод основан на принципе выявления полей рассеяния, то есть магнитных полей, возникающих над поверхностью контролируемого изделия. При таком способе обнаруженный дефект может быть выявлен при помощи подходящего агента, например, сухого магнитного порошка или водной суспензии магнитного порошка. Магнитопорошковый метод можно использовать не только для выявления дефектов поверхности контролируемых изделий. Он также выявляет неоднородности, присутствующие вблизи поверхности, но не связанные с поверхностью. Для обнаружения дефектов поверхности металлического материала магнитопорошковым методом оператор производит визуальную оценку дефектов. Существующие устройства не позволяют вести наблюдение одновременно оператору и видеокамерам. Намагничивание осуществляется катушкой в каркасе, которую после намагничивания поднимают, так чтобы можно было визуально контролировать дефекты на проверяемом металлическом объекте, например железнодорожном колесе. Осевое намагничивание осуществляют ферромагнитными полюсными наконечниками с боковых сторон колеса. Хотя наконечники и снижают требования к подводимой мощности, радиальное намагничивание все равно требует подачи токов величиной приблизительно 8000 А. Из-за близости полюсных наконечников к контролируемому металлическому объекту указанные наконечники усложняют визуальный контроль проверяемого объекта и требуют подбора в зависимости от размера объекта. Процедура контроля во времени подразделяется на два цикла: выполняют радиальное намагничивание, поднимают катушку и производят контроль; затем выполняют осевое намагничивание и осуществляют контроль осевых проявлений на поверхности качения над намагничивающими полюсами. Если используются записывающие камеры, то они не позволяют выполнять автоматическую классификацию дефектов. Контактный способ подачи питания (при циркулярном намагничивании) довольно проблематичен и требует подвижных проводящих элементов. Поскольку при используемых способах намагничивания, в процессе самого намагничивания контролируемый объект оказывается загороженным, есть проблема размещения камер, чтобы они могли "видеть" контролируемую поверхность поверх катушки. Однако согласно требованиям необходимо контролировать металлический объект целиком, что приводит к тому,что процедура контроля часто распадается на несколько циклов, включающих в себя осевое намагничивание, подъем катушки, осмотр, радиальное намагничивание и осмотр во время вращения. В документе JP 2003355359A описаны способ и соответствующее устройство контроля всей поверхности контролируемых объектов на наличие дефектов. Устройство контроля при помощи магнитных частиц содержит электрод для прохождения тока, который помещен в отверстие вала кольцеобразного корпуса и пропускает постоянный ток. Кроме того, устройство содержит намагничивающие катушки,расположенные противоположно друг другу по обеим сторонам кольцевого корпуса и пропускающие переменный ток, а также форсунку для распыления жидкости, содержащей магнитные частицы, в кольцевой корпус. Дефекты, подлежащие контролю, на всей поверхности материала в любом ее направлении,могут быть быстро обнаружены. Из другого документа JP 6300739A известно, что флуоресцентную жидкость, содержащую магнитные частицы, равномерно распыляют на подлежащий контролю материал, намагниченный посредством намагничивающего устройства с добавочными полюсами и проходного намагничивающего устройства в направлении окружности и в осевом направлении соответственно, при этом избыток жидкости, содержащей магнитные частицы, удаляют. Далее под воздействием ультрафиолетовой лампы флуоресцентная магнитная частица, приставшая к области дефекта, становится светящейся, ее свет формируется в изображение посредством цветной телекамеры для промышленного применения, полученное изображение преобразуется в электрический сигнал, а электрический сигнал передается в устройство обработки цветного изображения, в котором на основе светового сигнала вычленяется область дефекта. На этапе обработки сигнала, исходя из полученной величины, определяется окончательная степень вредности дефекта и на экран в графической форме выводятся местоположение, форма и глубина дефекта. Сущность изобретения Задача настоящего изобретения заключается в создании устройства для обнаружения дефектов во вращающихся металлических ферромагнитных объектах магнитопорошковым методом, в котором магнитные поля катушек для осевого и радиального намагничивания могут быть отрегулированы независимо друг от друга и за один рабочий цикл, что повышает эффективность измерений. Кроме того, целью настоящего изобретения является визуализация дефектов, имеющих любую ориентацию, форму и топо-1 019889 логию, с равной чувствительностью вне зависимости от амплитуды дефекта. Объектом изобретения является устройство для обнаружения дефектов во вращающихся металлических ферромагнитных объектах магнитопорошковым методом, имеющего зону намагничивания с намагничивающими катушками для радиального и осевого намагничивания и размагничивания контролируемого объекта и оптическую систему для визуализации поверхностных и подповерхностных дефектов объекта, причем предусмотрена по меньшей мере одна основная неподвижная намагничивающая катушка для радиального намагничивания, не содержащая никаких подвижных частей, расположенная снаружи периметра контролируемого вращающегося объекта. Предусмотрены по меньшей мере две вспомогательные, неподвижные боковые намагничивающие катушки без сердечника для осевого намагничивания,имеющие определенную форму, расположенные по сторонам или по окружности контролируемого объекта, при этом между намагничивающими катушками без сердечника и контролируемым объектом предусмотрено заданное расстояние для визуального контроля всей поверхности контролируемого объекта и возможности измерений за один магнитный цикл. Намагничивающие катушки без сердечника могут превышать размеры контролируемого объекта,причем указанные катушки без сердечника имеют, по существу, цилиндрическую или спиральную пространственную конфигурацию. Они могут быть выполнены симметричными с тем, чтобы обеспечить намагничивание поверхности с обеих сторон контролируемого объекта одинаковым магнитным полем. Указанные катушки нет необходимости регулировать в зависимости от размера контролируемых объектов, и их можно расположить таким образом, чтобы они не мешали визуальному контролю поверхности или наблюдению ПЗС-камерами, или комбинированному наблюдению. Намагничивающие катушки без сердечника могут быть соединены последовательно или параллельно, или могут получать питание от разных фаз, так чтобы взаимный фазовый сдвиг токов в указанных катушках относительно оси вращения контролируемого объекта создавал вращающийся вектор магнитного поля в области окружности контролируемого объекта. Вращающийся вектор может частично подавлять чувствительность выявления артефактов, например, когда флуоресцентный порошок притягивается к риске, оставшейся после станочной обработки железнодорожного колеса, которая не является дефектом. Такое состояние трудно отличить от реального дефекта. Питание намагничивающих катушек без сердечника может быть идентичным питанию основной намагничивающей катушки, что может создавать более равномерное намагничивание неровной поверхности. Могут использоваться две или три основные намагничивающие катушки, которые взаимно повернуты относительно оси вращения контролируемого объекта на угол в интервале от 30 до 45. Такой прием дает более равномерное намагничивание поверхности в различных направлениях. За зоной намагничивания следует оптическая система для визуализации поверхностных и подповерхностных дефектов контролируемого объекта, причем оптическая система содержит зону обнаружения дефектов в контролируемом вращающемся объекте, которая включает объединенные с ПЗСкамерами осветители или светодиодные матричные источники света УФ-области спектра или визуального контроля, причем осветители расположены на подвижных столиках с одной или обеих сторон контролируемого объекта. Указанные столики выполнены с возможностью установки на контролируемом объекте. Матрицы светодиодных источников могут быть установлены непосредственно на корпусе видеокамеры (сверху). Как вариант, осветители могут быть установлены неподвижно. В этом случае по меньшей мере один из них должен быть направлен на поверхность окружности контролируемого объекта, а другие должны быть установлены с каждой из сторон объекта. Осветители могут быть оснащены процессором с целью создания и обработки четких изображений,записанных во время вращения контролируемого объекта, при этом указанные изображения передаются в компьютер. Камеры могут сканировать поверхность контролируемого объекта статически - тогда следует освещать большую площадь объекта, или динамически во время непрерывного или прерывистого вращения объекта. Данные отображаются на мониторе для оператора и архивируются. Дефекты, которые система оценивания может распознать, фиксируются, а нераспознанные дефекты предъявляются оператору для ручной оценки. Камера может содержать осветительный блок, расположенный так, чтобы исключить попадание в камеру отражений от поверхности при прерывистом вращении объекта. Устройство может содержать регулируемые по высоте упорные элементы, например, шкивы для фиксации положения контролируемого объекта. Зона намагничивания может быть совмещена с зоной обнаружения дефектов в контролируемом вращающемся объекте в одну зону. Вход зоны намагничивания может быть соединен с зоной очистки поверхности контролируемого объекта. За зоной обнаружения дефектов в контролируемом вращающемся объекте может следовать зона размагничивания и промывки контролируемого объекта. Контролируемый ферромагнитный металлический объект может быть выбран из группы, в которую входят диски, железнодорожные колеса, работающие под давлением стальные резервуары, металлические трубы и материалы со сплошной структурой. Перечень чертежей Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых фиг. 1 изображает основные зоны размещения оборудования,фиг. 2 представляет собой фотографию осветителя, причем светодиодная матрица источников расположена непосредственно на корпусе камеры,фиг. 3 представляет собой фотографию контролируемого железнодорожного колеса, освещенного при помощи осветителя фиг. 2,фиг. 4 изображает другой вариант конструкции, в которой зона намагничивания совмещена с зоной обнаружения дефектов и фиг. 5 представляет вид сверху конструкции фиг. 4. Сведения, подтверждающие возможность осуществления изобретения Комплекс контрольного оборудования для обнаружения дефектов во вращающихся металлических объектах магнитопорошковым методом на поверхности и в подповерхностных областях на глубине до нескольких миллиметров может быть распределен по нескольким рабочим местам - зонам, которые могут быть использованы в различных сочетаниях, или могут образовывать единый объединенный участок. Основные составные части комплекса включают зону 11 очистки поверхности вращающегося металлического объекта перед осуществлением контроля, зону 1 намагничивания, зону 9 обнаружения дефектов при помощи ПЗС-камер, светодиодных матричных осветителей УФ-области спектра, или визуального обнаружения, а также комбинированного обнаружения - при помощи камер и визуального наблюдения,зону 13 размагничивания и промывки контролируемого объекта 12, и зону 14 манипуляции объектом и маркировки дефектов. Рассматриваемый пример описывает контрольное оборудование, распределенное по нескольким рабочим местам или зонам, на которых занимаются обнаружением поверхностных и подповерхностных дефектов в контролируемых объектах 12, которые представлены железнодорожным колесом. В основе метода обнаружения лежит формирование электромагнитного поля и последующее намагничивание железнодорожного колеса. Перед осуществлением контроля поверхность железнодорожного колеса очищают проточной водой или водой под давлением, паром или ультразвуком. Железнодорожное колесо фиксируют в горизонтальном или вертикальном положении в зоне 1 намагничивания посредством манипулятора 8, или качением по опорному рельсу или тележкой. Колесо также может быть установлено под углом, что делает удобным крепление колеса внутри одной-трех намагничивающих катушек 3. Если имеется одна намагничивающая катушка 3, то железнодорожное колесо во время намагничивания должно поворачиваться, чтобы каждая точка его поверхности была намагничена в возможно большем числе направлений, и можно было контролировать дефекты поверхности с различной ориентацией. Если используются две основные намагничивающие катушки 3, их располагают так, чтобы не мешать перемещению контролируемого железнодорожного колеса и манипуляциям с колесом. Обе основные намагничивающие катушки 3 расположены на оси вращения контролируемого колеса, и взаимно повернуты на угол 30-45. Использование трех взаимно развернутых намагничивающих катушек 3 дает более равномерное намагничивание поверхности 12 в различных направлениях. По ширине основная намагничивающая катушка (или катушки) 3 в несколько раз превышает ширину установленного железнодорожного колеса, и благодаря большому размеру катушки частично однородное поле формируется на большем расстоянии от катушки по сравнению с полем рассеяния. В силу этого центр (ось) железнодорожного колеса может быть расположен выше верхней стороны основной намагничивающей катушки 3. Размещение колеса выше широкой основной намагничивающей катушки 3 вместо применения более высоких значений тока намагничивания позволяет использовать основную неподвижную намагничивающую катушку 3, не содержащую никаких подвижных частей. Таким образом,ничто не закрывает область колеса, находящуюся выше его центра, и поэтому можно одновременно осуществлять и визуальный контроль дефектов поверхности, и сканирование поверхности камерами. Основную намагничивающую катушку (или катушки) 3 запитывают током либо через трансформатор, понижающий напряжение до безопасной величины, например, 24 В (тогда катушку легче охлаждать,и не столь высоки требования к электрической изоляции), или катушку питают напрямую от трехфазной сети через блок управления (катушка тогда имеет большее число витков, а изоляция должна отвечать более жестким требованиям безопасности). В зоне намагничивания 1 имеются две боковые намагничивающие катушки 4 без сердечника с каждой из сторон железнодорожного колеса. Обе указанные катушки перекрывают собой поверхности качения железнодорожных колес от самого малого до самого большого диаметра. Эти вспомогательные намагничивающие катушки 4 могут быть установлены в виде боковых цилиндрических или спиральных катушек без сердечника, либо набор таких катушек может быть установлен по периметру контролируемого объекта 12 (в таком случае, контролируемый объект - железнодорожное колесо - не требуется вращать во время намагничивания). Указанные катушки используют для осевого намагничивания круговой поверхности контролируемого объекта 12, т.е. намагничивания поверхности качения железнодорожного колеса, а в более общем смысле для выравнивания намагниченности контролируемой поверхности, если форма объекта более сложная. Катушки можно расположить на таком расстоянии от поверхности, что их не потребуется передвигать при манипуляциях с объектом. Вспомогательные намагничивающие катушки 4 могут быть соединены последовательно или параллельно, или же катушки могут быть запитаны от различных фаз, а взаимный фазовый сдвиг их токов относительно оси вращения контролируемого железнодорожного колеса может создавать вращающийся вектор магнитного поля на круговой поверхности объекта. Чтобы создать вращающийся вектор намагничивания, через катушки пропускают переменный ток с разнесенными фазами, что наиболее просто получается при питании от двух фаз трехфазной сети. Это создает вращение вектора намагничивания в одной половине железнодорожного колеса, где происходит полив или распыление жидкости с флуоресцентным магнитным порошком. Такой способ помогает получению более однородного магнитного поля на поверхности контролируемого объекта 12, возможно даже без основной рабочей катушки или дополнительной независимой регулировки намагничивания по периметру контролируемого объекта 12. Благодаря вращению железнодорожного колеса во время намагничивания и фазовому сдвигу токов в катушках радиального и осевого намагничивания (в основной катушке 3 и вспомогательной катушке 4), комплекс оборудования способен выявлять дефекты на всей окружности, ориентированные под любым углом. Вращающийся вектор может частично подавлять чувствительность обнаружения артефактов,например, в случае, когда флуоресцентный порошок притягивается к риске, оставшейся после станочной обработки железнодорожного колеса, которая не является дефектом. Такое состояние трудно отличимо от реального дефекта. Каждая из намагничивающих катушек 4 содержит три витка, при этом обе катушки симметричны, так что железнодорожное колесо намагничивается одинаковым по величине магнитным полем с обеих сторон. Питание вспомогательных намагничивающих катушек 4 идентично питанию основной намагничивающей катушки 3. Это создает более равномерное намагничивание неровной поверхности. Процессы осевого и радиального намагничивания должны протекать одновременно, чтобы дефекты, маркированные при одной ориентации магнитного поля не были стерты при втором цикле намагничивания. Фазовый сдвиг токов используется в обеих катушках, т.е. как в радиальной, так и осевой катушке. В процессе намагничивания поверхность железнодорожного колеса смачивают жидкостью, содержащей флуоресцентный порошок, который подвергается поляризации в магнитном потоке. Флуоресцентный порошок наносят на поверхность железнодорожного колеса поливом во время вращения, или распылением форсунками. Порошок можно использовать в смеси с водой или сухим. Порошок собирается в зонах дефектов, где увеличена плотность магнитных силовых линий поля рассеяния. Контролируемый объект 12 (железнодорожное колесо) затем переходит на следующее рабочее место - в зону 9, т.е. зону контроля дефектов с использованием объединенных с ПЗС-камерами осветителей 10, матричных светодиодных источников света УФ-области спектра, или визуального контроля, а также сочетания контроля камерами с визуальным контролем. Освещение поверхности железнодорожного колеса источником света, работающим в соответствующей спектральной области, выявляет дефекты поверхности колеса и облегчает наблюдение. Выявленные дефекты поверхности железнодорожного колеса можно наблюдать визуально, невооруженным глазом - оператор определяет, можно ли обнаруженную неоднородность отнести к категории дефектов. Другой способ заключается в автоматическом сканировании поверхности железнодорожного колеса, например, при помощи ПЗС-камеры. Такой способ включает в себя обработку сигнала и обработку изображений. Обнаруженные неоднородности автоматически маркируются, а оператор получает информацию об обнаружении предполагаемого дефекта. Оператор принимает решение, являются ли маркированные области реальными дефектами или нет. Оборудование можно приводить в действие вручную или от компьютера, автоматически без вмешательства оператора. Могут использоваться две ПЗС-камеры, которые меняют свое положение, так чтобы своими изображениями целиком охватывать контролируемые объекты. С другой стороны, ПЗС-камеры могут быть установлены неподвижно, а их число может быть большим, например, могут участвовать девять камер, при этом по меньшей мере одна камера может вести наблюдение в направлении круговой поверхности контролируемого объекта 12 (т.е. поверхности качения железнодорожного колеса), а остальные камеры осуществлять наблюдение с каждой из сторон колеса. Необходимость установки большего числа камер обычно диктуется более сложной поверхностью контролируемого объекта 12; в случае плоского объекта может быть достаточно иметь по одной камере с каждой стороны. Камеры могут быть выстроены в линию (в случае объекта простой формы) или разнесены по радиусам (т.е. группы камер слегка повернуты относительно оси вращения контролируемого объекта 12, чтобы исключить конфликты их положений). Использование светодиодных матричных источников света, работающих в УФ области спектра,обеспечивает равномерное освещение контролируемого объекта без отражений. Уровень яркости отдельных точек или групп (в столбцах) можно регулировать, чтобы получить равномерную освещенность поверхности. Источники освещения можно располагать независимо от расположения камер, или же источники можно располагать непосредственно сверху отдельных камер, чтобы при перемещении камеры вместе с ней перемещался и источник. Равномерность освещения важна для распознавания реальных дефектов, чтобы, например, отличать трещину на поверхности от артефактов, полученных при обработке контролируемого материала. В зоне 13 размагничивания и промывки контролируемого объекта 12 контролируемый объект подвергают размагничиванию, и, если требуется, промывают. Основная намагничивающая катушка 3, которую используют для размагничивания, может быть слегка повернута, чтобы можно было манипулировать контролируемым объектом 12 (железнодорожным колесом) в вертикальном направлении. Манипуляция осуществляется в зоне 14, т.е в зоне манипуляции и маркирования дефектов. Другой вариант осуществления изобретения приведен на фиг. 4 и 5, где оборудование содержит экран 15, в который вставляют железнодорожное колесо. Экран 15, в виде параллелепипеда из нержавеющей стали, используется для размещения колеса и слива жидкости, содержащей флуоресцентный порошок обратно в расположенный снизу контейнер. Дно экрана 15 выполнено в виде воронки, чтобы лучше происходил слив жидкости в бак. Экран 15 содержит два вращающихся на валах направляющих элемента 2 (ролика), на которые сверху при помощи манипулятора (не показан) устанавливают железнодорожное колесо. После установки колеса, сверху на него садятся упорные элементы 5 (шкивы). Таким образом, область колеса над его центром ничем не перекрывается, и поэтому можно одновременно производить и визуальный контроль дефектов поверхности, и сканирование камерами. На направляющие элементы 2 (ролики) в экране 15 железнодорожное колесо ставят вертикально, но его можно ставить и под углом, чтобы облегчить его постановку внутри одной или более основных намагничивающих катушек 3. Если имеется одна намагничивающая катушка 3, то железнодорожное колесо должно вращаться в экране 15, чтобы каждая точка его поверхности была намагничена в возможно большем числе направлений, и можно было контролировать дефекты поверхности, ориентированные в различных направлениях. Комплекс содержит две ПЗС-камеры для сканирования поверхности железнодорожного колеса. Камеры расположены на подвижных столиках 6, которые позволяют перемещать камеры в любое положение относительно железнодорожного колеса. Камеры оборудованы УФ-лампами или светодиодными источниками УФ-излучения, которые излучают свет только определенной области спектра, например,365 нм. Камеры меняют свое положение, чтобы охватить весь контролируемый объект. Если железнодорожное колесо покрыто флуоресцентной жидкостью и намагничено, то освещение выявляет дефекты поверхности колеса, и они могут быть легко обнаружены. Камеры оснащены процессором, который обрабатывает записываемые изображения с разрешением 12801024 точек. Способы обработки обеспечивают при вращении железнодорожного колеса запись четких изображений. Записанные изображения передаются в компьютер и отображаются в соответствующей программе. В исходном состоянии камеры находятся в своем начальном положении, а столики 6 установлены в нижнее положение. Если выдается команда калибровки камер, они автоматически перемещаются в зону калибровки, которая содержит эталонный образец. Чтобы начался контроль, камеры должны быть откалиброваны перед каждой процедурой контроля нового объекта. Калибровка осуществляется по ясному, четкому изображению калибрационной метки на экране компьютера. Камеры сканируют всю поверхность железнодорожного колеса. Когда камера просканирует 10 см длины железнодорожного колеса, автоматически, после считывания диаметра колеса, производится корректировка числа зон, в которых камера должна произвести запись изображений. Индивидуальные зоны перекрывают друг друга. Если камера обнаружит дефект поверхности железнодорожного колеса, вращение колеса автоматически прекратится, и оператор получит сообщение о факте обнаружения дефекта. Координаты дефекта записываются и передаются в компьютер, где в базе данных производится сохранение всей информации вместе с координатами. Затем оператор незамедлительно визуально контролирует область предполагаемого дефекта, и определяет, является это дефектом или нет. После процедуры контроля объект, если требуется, подвергают размагничиванию при помощи тех же самых намагничивающих катушек 3, 4. Затем проверенный объект может быть промыт и перемещен,а на дефекты, если требуется, может быть нанесена маркировка. Перечень ссылочных обозначений: ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для обнаружения дефектов во вращающихся ферромагнитных металлических объектах типа железнодорожных колес или дисков магнитопорошковым методом, имеющее зону (1) намагничивания с намагничивающими катушками (3, 4) для радиального и осевого намагничивания и размагничивания контролируемого объекта (12), а также манипулятор (8) контролируемого объекта (12), причем за зоной (1) намагничивания следует зона (9) обнаружения дефектов с оптической системой (7) для визуализации поверхностных и подповерхностных дефектов и предусмотрена по меньшей мере одна основная неподвижная намагничивающая катушка (3) для радиального намагничивания, не содержащая подвижных частей и расположенная снаружи периметра контролируемого вращающегося объекта (12), и по меньшей мере две вспомогательные неподвижные боковые намагничивающие катушки (4) без сердечника для осевого намагничивания, отличающееся тем, что вспомогательные намагничивающие катушки (4) имеют, по существу, цилиндрическую или спиральную пространственную конфигурацию и выполнены симметричными с расположением по сторонам или по периметру контролируемого объекта(12) на таком расстоянии от его поверхности, которое обеспечивает возможность манипуляции с объектом без перемещения указанных катушек, при этом вспомогательные намагничивающие катушки(4) выполнены таким образом, чтобы обеспечить намагничивание поверхности с обеих сторон контролируемого объекта (12) одинаковым магнитным полем, а оптическая система (7) включает объединенные с ПЗС-камерами осветители (10) или светодиодные матричные источники света УФобласти спектра или визуального контроля и расположена на подвижных столиках (6) с одной или обеих сторон контролируемого объекта (12), выполненных с возможностью перемещения в требуемое положение относительно контролируемого объекта (12). 2. Устройство по п.1, отличающееся тем, что вспомогательные намагничивающие катушки (4) соединены последовательно или параллельно или запитаны от разных фаз, так что взаимный фазовый сдвиг токов в указанных катушках относительно оси вращения контролируемого объекта (12) создает вращающийся вектор магнитного поля в области окружности контролируемого объекта (12). 3. Устройство по п.2, отличающееся тем, что предусмотрены две основные намагничивающие катушки (3), которые взаимно повернуты относительно оси вращения контролируемого объекта (12) на угол в интервале от 30 до 45. 4. Устройство по п.3, отличающееся тем, что осветители (10) установлены неподвижным образом,причем по меньшей мере один из осветителей расположен в области окружности контролируемого объекта (12), а остальные осветители расположены с каждой из сторон контролируемого объекта (12). 5. Устройство по п.4, отличающееся тем, что светодиодные матричные источники расположены непосредственно на корпусах камер. 6. Устройство по п.5, отличающееся тем, что осветители (10) оснащены процессором для создания и обработки записанных четких изображений во время вращения контролируемого объекта (12) и передачи изображений в компьютер. 7. Устройство по п.6, отличающееся тем, что содержит регулируемые по высоте упорные элементы,например шкивы для фиксации положения контролируемого объекта (12). 8. Устройство по п.7, отличающееся тем, что вход зоны (1) намагничивания соединен с зоной (11) очистки поверхности контролируемого объекта (12). 9. Устройство по п.8, отличающееся тем, что за зоной (9) обнаружения дефектов в контролируемом вращающемся объекте (12) следует зона (13) размагничивания и промывки контролируемого объекта
МПК / Метки
МПК: G01N 27/84
Метки: телах, магнитопорошковым, обнаружения, металлических, дефектов, вращающихся, контроля, методоm, устройство
Код ссылки
<a href="https://eas.patents.su/8-19889-ustrojjstvo-dlya-obnaruzheniya-defektov-vo-vrashhayushhihsya-metallicheskih-telah-magnitoporoshkovym-metodom-kontrolya.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для обнаружения дефектов во вращающихся металлических телах магнитопорошковым методом контроля</a>
Способ и устройство обнаружения посторонних частиц или дефектов в совокупности наполненных контейнеров
Номер патента: 12468
Опубликовано: 30.10.2009
Авторы: Серенсен Пер Томас, Нильсен Хенрик Меллер, Воигт Аксель
МПК: G06T 7/00, G01N 21/90, G01N 21/88...
Метки: обнаружения, устройство, совокупности, посторонних, контейнеров, наполненных, дефектов, способ, частиц
Формула / Реферат:
1. Способ обнаружения нежелательных объектов или дефектов в совокупности контейнеров, содержащих флюид или жидкость, способ содержит этапы, на которых перемещают совокупность контейнеров вдоль пути перемещения между источником света и первой камерой, причем указанные контейнеры с флюидом или жидкостью, по меньшей мере, частично прозрачны или полупрозрачны для излучения от указанного источника света, при этом первая камера включает в себя...
Способ обнаружения дефектов в листовом стекле
Номер патента: 8773
Опубликовано: 31.08.2007
Автор: Солинов Владимир Федорович
МПК: G01N 21/896
Метки: листовом, дефектов, стекле, обнаружения, способ
Формула / Реферат:
Способ обнаружения дефектов в листовом стекле с использованием лазерного излучения и последующей визуализации или фотографирования, отличающийся тем, что дефекты, а также локальные микронапряжения в массе стекла определяют за счет проявления выпуклых или вогнутых пятен и линейных полос в плоскости торцевой поверхности сквозного реза стеклянных пластин лазерным лучом, как результат взаимодействия равномерных растягивающих напряжений в процессе...
Способ обнаружения локальных дефектов в минераловатном мате
Номер патента: 13200
Опубликовано: 30.04.2010
Автор: Эллисон Кристофер
МПК: G01N 33/38, G01N 22/04
Метки: минераловатном, способ, мате, локальных, обнаружения, дефектов
Формула / Реферат:
1. Способ обнаружения локальных дефектов, присутствующих в мате из минеральных волокон, соединенных связующим, содержащий этап, на котором используют микроволновое излучение с частотой в пределах от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны находится в пределах от 0,1 до 5 Вт, предпочтительно равна примерно 1 Вт, при этом упомянутое микроволновое излучение принимают и анализируют после...
Средства контроля труб, подвижное устройство для их использования и способ контроля труб
Номер патента: 17013
Опубликовано: 28.09.2012
Авторы: Федосовский Михаил Евгеньевич, Авилов Дмитрий Евгеньевич, Соколов Михаил Владимирович
МПК: G01N 29/04, G01N 29/26
Метки: средства, устройство, подвижное, труб, способ, использования, контроля
Формула / Реферат:
1. Средства контроля труб, которые могут быть установлены с возможностью вращения на средствах перемещения, выполненных с возможностью перемещения в трубе, и которые содержат основание, на котором установлены, по меньшей мере, первый и второй приемно-излучательные акустические блоки, каждый из которых выполнен с возможностью возбуждения в трубе поперечных ультразвуковых волн и их приема, отличающиеся тем, что, по меньшей мере, первый из...
Устройство для обнаружения радиоактивных материалов
Номер патента: 12257
Опубликовано: 28.08.2009
Авторы: Савушкин Андрей Геннадьевич, Недачин Юрий Константинович, Иванов Александр Иванович, Зайцев Евгений Ильич, Хвастунов Михаил Михайлович
МПК: G01T 1/167
Метки: материалов, обнаружения, радиоактивных, устройство
Формула / Реферат:
Устройство для обнаружения радиоактивных материалов при их несанкционированном перемещении через контролируемое пространство, включающее блоки детектирования гамма-излучения, блоки детектирования нейтронного излучения, состоящие из счетчиков медленных нейтронов, окруженных замедлителем нейтронов, и усилителя сигналов указанных счетчиков с экранами из борированного полиэтилена, датчик присутствия объекта в контролируемой зоне, датчик вскрытия,...
Предыдущий патент: Промежуточное соединение для получения макроциклических ингибиторов репликации вируса гепатита с и способ его синтеза
Следующий патент: 4r,5s-энантиомер 2-(5-метил-2-оксо-4-фенилпирролидин-1-ил)ацетамида с ноотропной активностью
Случайный патент: Способ индукции антивирусной резистентности растений