Способ обнаружения локальных дефектов в минераловатном мате
Формула / Реферат
1. Способ обнаружения локальных дефектов, присутствующих в мате из минеральных волокон, соединенных связующим, содержащий этап, на котором используют микроволновое излучение с частотой в пределах от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны находится в пределах от 0,1 до 5 Вт, предпочтительно равна примерно 1 Вт, при этом упомянутое микроволновое излучение принимают и анализируют после его прохождения через упомянутый мат из минеральных волокон.
2. Способ по п.1, в котором присутствие упомянутых дефектов характеризуют измерением сдвига фазы микроволнового излучения и/или изменением амплитуды упомянутого излучения, когда оно проходит через мат из минеральных волокон.
3. Способ по одному из предыдущих пунктов, в котором падающее излучение применяют при помощи ряда или группы устройств-излучателей микроволн, расположенных поперечно напротив одной стороны мата и направленных к упомянутому мату, и в котором после прохождения через упомянутый мат сигнал принимается рядом или группой принимающих зондов или датчиков, расположенных, по существу, поперечно напротив противоположной стороны мата.
4. Способ по п.3, в котором мат проходит между сетью излучающих устройств и группой принимающих зондов, при этом детектирование упомянутых дефектов происходит непрерывно по всей ширине мата из минеральных волокон.
5. Способ по п.4, в котором мат из минеральных волокон перемещается на роликовом конвейере, при этом излучающие устройства и датчики расположены соответственно над и под конвейером.
6. Способ по одному из предыдущих пунктов, в котором расстояние между датчиками выбирают в зависимости от размера упомянутых дефектов.
7. Способ по одному из предыдущих пунктов, в котором расстояние между датчиками составляет от 1 до 100 мм, предпочтительно от 5 до 20 мм.
8. Способ по одному из предыдущих пунктов, в котором толщина мата из минеральных волокон составляет от 30 до 400 мм и в котором плотность мата из минеральных волокон составляет от 6 до 220 кг/м3.
9. Устройство для осуществления способа обнаружения по предыдущим пунктам, содержащее средства (101, 108, 103, 105) генерирования микроволнового излучения с частотой от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны оставляет от 0,1 до 5 Вт, предпочтительно примерно равна или является меньшей 1 Вт, и средства (106, 104, 109, 101) детектирования модулированной электромагнитной волны после ее прохождения через мат из минеральных волокон (10).
10. Устройство по п.9, в котором средства генерирования содержат ряд или группу устройств-излучателей (105) микроволн, расположенных с возможностью ориентирования в поперечном направлении относительно стороны мата и в сторону упомянутого мата, и в котором средства детектирования содержат ряд или группу датчиков (106), расположенных поперечно напротив противоположной стороны мата из минеральных волокон.
11. Устройство по п.9 или 10, дополнительно содержащее средства (102) обработки и визуального отображения сигнала.
12. Установка для изготовления сплошного мата из минеральных волокон, соединенных связующим, типа асбестового волокна или стекловаты, содержащая средства (1) волокнообразования, средства (7) синтеза и распыления связующего, средства (2) сбора, средства (9) перемещения и средства (3) сшивания волокон, при этом упомянутая установка дополнительно содержит устройство (4, 6) детектирования по одному из пп.9-11, расположенное на выходе средств сшивания.
13. Установка по п.12, в которой устройство детектирования соединяют со средством (15) регулирования по меньшей мере одного параметра, выбранного из группы, в которую входят состав связующего, сила всасывания, температура сшивания волокон, время пребывания в средствах сшивания.
14. Установка по п.12 или 13, в которой устройство детектирования соединяют со средством (15') регулирования узла (5), расположенного на выходе устройства (4) микроволнового анализа, при этом упомянутый узел (5) выполнен с возможностью изолирования и/или исключения из анализа зон мата, включающих дефекты, или с возможностью очень точного отмечания упомянутых зон, например, перед разрезанием или перед дальнейшей сортировкой.
Текст
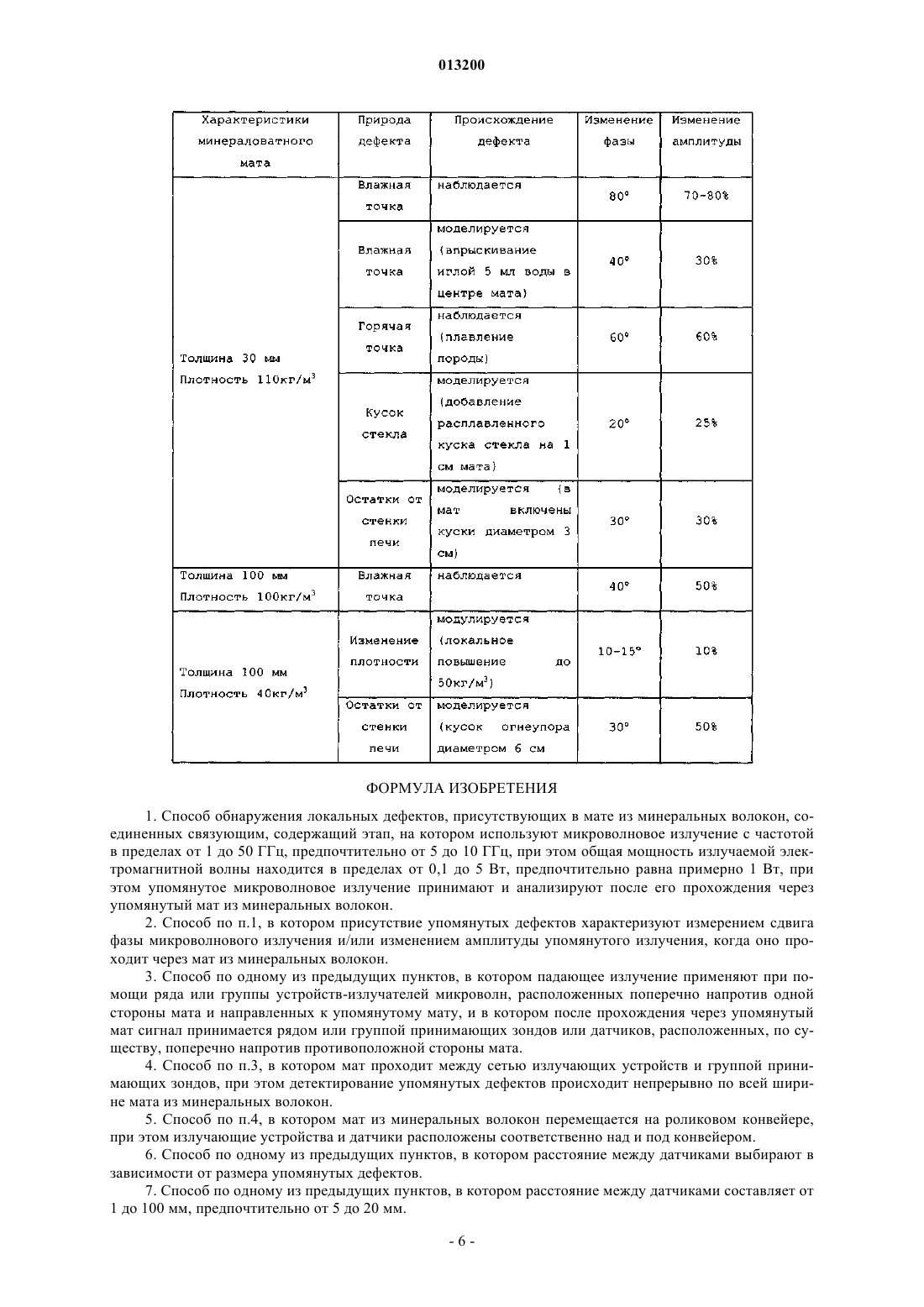
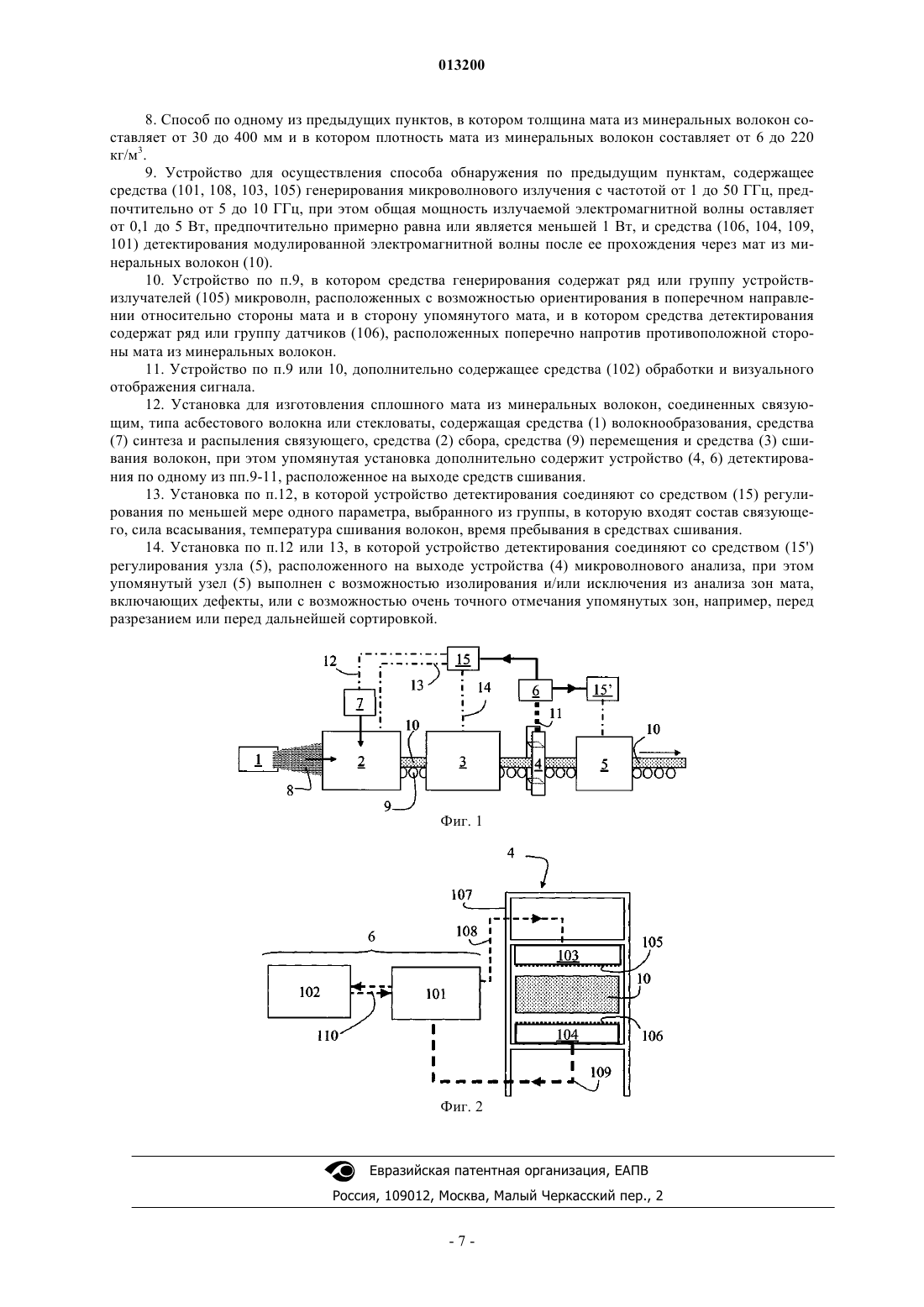
013200 Настоящее изобретение относится к области материалов, выполненных в виде минераловатного мата, в частности, мата из асбестовых волокон или стекловолокон. В частности, изобретение касается обнаружения локальных дефектов, которые могут присутствовать внутри минераловатного мата, в частности,во время или после процесса изготовления материалов, предназначенных для звукоизоляции и/или теплоизоляции или для использования в качестве подложки или субстрата для выращивания растений. Выпускаемые в настоящее время изоляционные материалы выполняют в виде мата или войлока из минеральных волокон, таких как стекловолокна или асбестовые волокна, соединенные органическим связующим. Способ изготовления этих минераловатных матов хорошо известен и обычно, например, в случае асбестоволокнистой плиты содержит последовательность следующих этапов: расплавление породы, как правило, в вагранке при температуре порядка 1500 С,волокнообразование, то есть получение асбестовых волокон путем введения расплавленного материала в известное внешнее устройство центрифугирования, чаще всего называемого вращающимся, например, описанное в патенте ЕР 119124,распыление склеивающего состава, обычно содержащего термореактивное связующее в водном растворе, на полученных волокнах,введение волокон, пропитанных связующим, в приемную камеру, содержащую противоположно устройству волокнообразования конвейер, оборудованный в своей нижней части всасывающими кессонами, в которых поддерживается разрежение,термическая обработка в сушильном шкафу или печи при температуре и в течение времени, достаточных для обеспечения затвердевания и сшивания связующего и для удаления остаточной воды,продольное обрезание неровных краев и, в случае необходимости, разрезание по центру полученного таким образом сплошного минераловатного мата в направлении длины при помощи пил, расположенных вдоль конвейера,разрезание мата в поперечном направлении и, в случае необходимости, в направлении толщины(распиловка) таким образом, чтобы получить блоки, которые в дальнейшем можно располагать в виде плит или сворачивать в рулон, как правило, при помощи пилы или резальной машины,укладка плит или рулонов на поддоны для дальнейшей транспортировки. Способ изготовления стекловаты происходит аналогично с той разницей, что используют печь для плавления и внутреннее устройство центрифугирования для волокнообразования, как описано в ЕР 91866. В рамках управления вышеуказанным способом изготовления необходимо непрерывно осуществлять процедуры контроля по меньшей мере на части или на всей продукции, чтобы гарантировать высокое качество мата. Такой контроль относится, в частности, к степени термической обработки связующего на выходе сушильного шкафа, например, при помощи измерения содержания остаточной воды в минераловатном мате и/или оценки степени полимеризации связующего. Разумеется, эти процедуры контроля не должны мешать нормальному осуществлению этапов способа. В частности, согласно некоторым основным искомым характеристикам, такие процедуры должны эффективно и легко проводиться на уже существующей производственной линии без привлечения больших дополнительных средств. Согласно другому важному параметру контроль способа должен быть реактивным, то есть измерение должно производиться за достаточно короткое время, чтобы позволять оператору быстро вмешиваться в процесс и избегать, таким образом, выбраковки и потери части продукции или, по меньшей мере, сводить эти потери до минимума. Предпочтительно, способ не должен быть инвазивным, то есть не должен требовать введения посторонних элементов в минераловатный мат. Известными инвазивными способами являются, например,способы, предусматривающие измерение температуры при помощи термопар, включаемых в продукт, в случае необходимости, с регистрирующим устройством, что описано, например, в заявке WO 2006/01706. Известны также способы, предусматривающие использование химических реактивов, таких как индикатор рН. Как правило, такие способы выполняют вручную, и они требуют отбора образца на производственной линии, который затем подвергают анализу в лаборатории. Согласно другому варианту, в патентной заявке WO 2006/023137 описан, например, способ контроля процесса, основанный на измерении при помощи спектроскопических средств остаточной влажности в минераловатном мате, пропитанном связующим, перед термической обработкой сшивания связующего в сушильном шкафу. В частности, способ содержит измерение степени общей остаточной влажности, то есть общего количества воды, присутствующей в мате, на выходе камеры приема волокон. Путем сравнения упомянутого значения степени остаточной влажности с контрольным значением можно производить корректировку, по меньшей мере, одного параметра в ходе непрерывного контроля процесса. Согласно этому документу, этим параметром может быть количество воды, первоначально смешанное со связующим, температура камеры сбора или значение разрежения, применяемое для всасывающих кессонов. При использовании обычных фенолформальдегидных смол, которые при термической обработке желтеют, этот контроль можно осуществлять визуально путем оценки цвета продукта, производимой-1 013200 оператором. Однако этот способ является приблизительным, в частности, что касается более локальных дефектов, и, кроме того, не позволяет обнаруживать дефекты в толще продукта. Следует отметить, что важность и необходимость эффективного способа контроля в способах изготовления минераловатных матов в настоящее время еще больше возрастают в силу стремления к разработке альтернативных связующих систем вместо фенолформальдегидных смол, которые позволяют снизить выделение формальдегида во время термической обработки связующего. В частности, в настоящее время разрабатывают связующие другой химической природы, в частности, получаемые из поликарбоновых полимеров и многоатомных спиртов, такие как акриловые смолы,например, описанные в заявке WO 2006/023137. В отличие от фенолформальдегидных смол эти связующие не меняют при термической обработке внешнего вида и цвета. Кроме того, чтобы избегать слишком ранней полимеризации и схватывания таких связующих и уменьшить их вязкость, необходимо существенно увеличить содержание воды в растворе, распыляемом на получаемых волокнах, по сравнению с фенолформальдегидными связующими, что затрудняет удаление остаточной воды, потенциально присутствующей в продукте на выходе производственной линии, и еще больше предполагает необходимость наличия инструментов непрерывного контроля продукции при соблюдении, если это возможно, всех ранее описанных характеристик. Однако в настоящее время существует очень мало систем, отвечающих этим требованиям и позволяющих эффективно и непрерывно контролировать качество минераловатных матов как на выходе линии, так в дальнейшем процессе использования, то есть уже после самого производства. Среди известных способов можно указать способы, применяющие устройства, генерирующие излучения, такие как гамма-зонды или датчики, описанные в патенте ЕР 118369, или генерирующие рентгеновские лучи, но такие приборы являются относительно дорогими и, кроме того, требуют строгих мер предосторожности при использовании для обеспечения безопасности персонала, в частности, наличия большого периметра безопасности вокруг источника излучения. Другими известными способами являются, например, спектроскопические способы, основанные на инфракрасном (ИК) излучении, для измерения степени общей остаточной влажности минераловатного мата. Однако проникающая способность таких инфракрасных излучений является относительно слабой,и анализ ограничивается только наружной частью мата, поэтому при помощи такого способа невозможно определить степень влажности в середине мата, которая может быть относительно высокой. С другой стороны, все известные неинвазивные способы, используемые в настоящее время для контроля качества и однородности мата из минеральных волокон, связанных связующим, учитывают только среднее значение в момент t внутри участка мата контрольного параметра, в частности, общего содержания воды, присутствующей внутри упомянутого участка. В частности, такие способы являются недостаточно избирательными для различения локальных дефектов, то есть дефектов, присутствующих только в некоторых локальных точках войлока. Эти дефекты можно разбить на две основные категории: 1) "влажные" дефекты или влажные точки, которые соответствуют конкретным локализованным местам на войлоке. Эти дефекты появляются, в частности, в местах, где на этапе волокнообразования образуется скопление повышенной плотности из волокон, воды и смолы (связующего). На этапе сушки путем всасывания горячий воздух, проходящий через мат, стремится обогнуть эту точку повышенной плотности, на уровне которой, следовательно, остается повышенная концентрация смолы. Такие влажные точки приводят к постепенному выделению формальдегида, причем в течение длительного времени после изготовления. Такие выделения, разумеется, должны быть в конечном продукте только в виде исключения и даже не проявляться совсем, в частности, с учетом повышения строгости современных или будущих норм. Кроме того, влажные точки чрезвычайно отрицательно сказываются в некоторых частных случаях использования минераловатных матов и в некоторых случаях делают это использование невозможным. Например, присутствие таких дефектов в минераловатном мате, используемом в качестве подложки или субстрата для выращивания растений, приводит к гибели растений, находящихся вблизи этих дефектов. В конечном счете во многих случаях требуется очень дорогая повторная термическая обработка всей продукции, чтобы гарантировать отсутствие таких влажных точек. 2) дефекты типа "горячих точек", которые соответствуют зонам высокой плотности асбеста или стекла. Такие дефекты появляются в результате процесса волокнообразования, в частности, по причине нестабильности или скоплений вводимых в волокна веществ. Они характеризуются локальными скоплениями внутри минераловатного мата. Эти скопления могут либо охлаждаться внутри войлока и образовывать, таким образом, чрезвычайно плотные и твердые зоны, в которых могут повредиться режущие инструменты (пилы, резальные машины), либо продолжать медленно плавиться, что может в некоторых экстремальных случаях привести к воспламенению всей продукции, например, в зонах складирования. Разумеется, все сказанное выше относится лишь к некоторым примерам локальных дефектов в рамках настоящего изобретения, которое не ограничивается обнаружением только таких дефектов. В целом изобретение относится к любому дефекту, приводящему к локальному колебанию концентрации волокон и/или воды и/или связующего внутри мата. В частности, изобретение относится к обнаружению дефекта,-2 013200 образованного локальным увеличением плотности или удельной плотности минераловатного мата. В частности, настоящее изобретение касается способа, позволяющего решить вышеуказанные проблемы и обеспечивающего, в частности, обнаружение локальных дефектов, например, но не ограничительно типа "горячих точек" или "влажных точек", присутствующих в мате из минеральных волокон,соединенных связующим, содержащего использование микроволнового излучения с частотой в пределах от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны находится в пределах от 0,1 до 5 Вт, предпочтительно составляет порядка 1 Вт и даже порядка или меньше 0,5 Вт. Испытания, проведенные заявителем, несколько примеров которых приведены ниже в описании,неожиданно показали, что такие низкие значения мощности все же достаточны для анализа минераловатного мата по всей его толщине. Например, согласно настоящему способу, смогли визуально обнаружить присутствие описанных выше локальных дефектов в войлоках, толщина которых составляет от 30 до 400 мм и даже больше и плотность которых составляет от 6 до 220 кг/м 3 и даже больше. Обычно плотность стекловаты может составлять, например, от 6 до 140 кг/м 3, а плотность асбестового волокна может составлять от 20 до 220 кг/м 3. Разумеется, согласно изобретению, можно изменять мощность падающих микроволн по одному или другому из этих параметров. Однако, согласно одному из основных отличительных признаков изобретения, эта мощность всегда остается в пределах значений порядка одного ватта. Поэтому, в отличие от большинства используемых в настоящее время неинвазивных способов, их применение не представляет никакой опасности для персонала. В частности, настоящий способ не требует мер предосторожности для обеспечения безопасности персонала и наличия большого периметра безопасности вокруг устройства измерения, в частности, в рамках европейской директивы 2004/40/СЕ европейского парламента, касающейся минимальных требований по облучению работников электромагнитными полями. В качестве сравнения можно сказать, что излучаемая мощность вокруг антенны мобильного телефона составляет порядка 2 Вт. Например, присутствие упомянутых дефектов характеризуется измерением сдвига фазы микроволнового излучения и/или изменения амплитуды упомянутого излучения, когда оно проходит через минераловатный мат. Согласно предпочтительному варианту выполнения, падающее излучение применяют при помощи ряда или группы устройств-излучателей микроволн, расположенных по существу поперечно напротив одной стороны мата и направленных к упомянутому мату. После прохождения через упомянутый мат сигнал принимается рядом или группой принимающих зондов или датчиков, расположенных по существу поперечно напротив противоположной стороны мата. Предпочтительно группа датчиков располагают напротив сети излучателей. Предпочтительно мат проходит между группой излучающих устройств и группой принимающих зондов, при этом детектирование упомянутых дефектов происходит непрерывно по всей ширине минераловатного мата. Обычно минераловатный мат перемещается на роликовом конвейере, при этом излучающие устройства и принимающие датчики расположены соответственно над и под конвейером. Расстояние между датчиками можно выбирать в зависимости от размера упомянутых дефектов, при этом расстояние между датчиками составляет, например, от 1 до 100 мм, предпочтительно от 5 до 20 мм. Объектом изобретения является также устройство, позволяющее осуществлять описанный выше способ обнаружения, содержащее средства генерирования микроволнового излучения с частотой от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны оставляет от 0,1 до 5 Вт, предпочтительно примерно равна или является меньшей 1 Вт, и средства детектирования электромагнитной волны после ее прохождения через минераловатный мат. Средства генерирования содержат, например, ряд или группу устройств-излучателей микроволн,расположенных с возможностью ориентирования в поперечном направлении относительно стороны мата и в сторону упомянутого мата. Средства детектирования содержат, например, ряд или группу датчиков,расположенных поперечно напротив противоположной стороны минераловатного мата. Предпочтительно средства генерирования располагают напротив средств детектирования. Согласно предпочтительному варианту выполнения, устройство дополнительно содержит средства обработки и визуального отображения сигнала. Объектом изобретения является также установка для изготовления сплошного мата из минеральных волокон, соединенных связующим, типа асбестовой ваты или стекловаты, содержащая средства волокнообразования, средства синтеза и распыления связующего, средства сбора, перемещения и сшивания волокон, при этом упомянутая установка дополнительно содержит описанное выше устройство, расположенное на выходе средств сшивания. Предпочтительно устройство детектирование соединяют либо со средствами регулирования по меньшей мере одного параметра, выбранного из группы, в которую входят состав связующего, сила всасывания, температура сшивания волокон, время пребывания в средствах сшивания, либо со средствами регулирования органа, расположенного на выходе устройства микроволнового анализа, при этом упомя-3 013200 нутый орган выполнен с возможностью изолирования и/или исключения из анализа зон мата, включающих дефекты, или с возможностью очень точного отмечания упомянутых зон, например, перед разрезанием или перед дальнейшей сортировкой. Подробности изобретения будут более очевидны из нижеследующего описания варианта применения настоящего устройства внутри линии производства минераловатного мата. В рамках настоящего изобретения возможны, разумеется, и другие варианты выполнения, и описание представлено исключительно в качестве примера и не должно рассматриваться как ограничительное ни по одному из его описанных объектов. Фиг. 1 - блок-схема процесса изготовления минеральной ваты, включающая настоящее изобретение; фиг. 2 - более подробная схема примера выполнения устройства в соответствии с настоящим изобретением. На фиг. 1 схематично показана описанная выше установка волокнообразования. Установка содержит устройство 1 известной технологии, обеспечивающее волокнообразование из асбеста или стекла. Согласно хорошо известному способу, волокна 8 собираются в виде мата в описанной выше приемной камере 2, одновременно на полученные волокна 8 распыляют склеивающий состав при помощи соответствующих средств 7 смешивания и впрыска различных компонентов (смолы, воды, добавок и т.д.). После этого производят калибровку минераловатного мата 10, который затем направляют при помощи средств 9 перемещения в сушильный шкаф 3, температура которого является, например, близкой к 400 С. Повышение температуры и время пребывания минераловатного мата в сушильном шкафу регулируют для обеспечения термической обработки связующего и удаления воды. На выходе сушильного шкафа 3 сплошной минераловатный мат подвергают непрерывному контролю при помощи микроволнового устройства низкой частоты в соответствии с настоящим изобретением. Согласно изобретению, устройство 4 детектирует возможные присутствующие локальные дефекты по всей длине и по всей толщине минераловатного мата. Получаемые данные 11 направляются в устройство 6, обеспечивающее обработку и усиление выходного сигнала, и в случае необходимости, его визуальное отображение. Вариант выполнения и работы устройства 6 показан на фиг. 2. После обработки устройством 6, если сигнал 11 указывает на присутствие локальных дефектов, информация передается в устройство 15 контроля, которое выполнено с возможностью непрерывного и очень быстрого изменения по меньшей мере одного из параметров, влияющих на этап способа изготовления, например, через линии управления 12, 13, 14. Упомянутым параметром можетбыть, например, но не ограничительно, количество впрыскиваемого связующего, исходный состав смеси и, в частности, количество воды в смоле (линия управления 12), температура сушильного шкафа (линия 14), сила всасывания кессонов (линия 13) и т.д. Согласно другому возможному варианту выполнения, который можно комбинировать с предыдущим, устройство 15' контроля управляет органом 5, расположенным на выходе устройства 4 микроволнового анализа. Этот орган предназначен, например, для изолирования и/или исключения из анализа зон мата, включающих дефекты, или очень точного отмечания упомянутых зоне, например, с целью их дальнейшего разрезания или сортировки. Такой вариант выполнения позволяет, с одной стороны, обеспечивать постоянное качество продукции и, с другой стороны, снизить до самого минимума долю выбраковываемой или рециркулируемой продукции. Разумеется, в рамках настоящего изобретения возможны и другие варианты выполнения и варианты способа контроля изготовления. В частности, устройство в соответствии с настоящим изобретением можно также использовать для контроля качества минеральной ваты и ее сортировки для любого применения вне производственной линии. Например, не выходя за рамки настоящего изобретения, можно производить более тонкую сортировку на заводе или, в случае необходимости, у заказчика в зависимости от его потребностей в цехе разрезания или трансформации, используя настоящее устройство. Это позволяет, в частности, избегать и гарантировать, чтобы дефекты, обычно допустимые для обычного применения, не проявлялись в минераловатном мате, предназначенном для более специфических целей (например, но не ограничительно,для выращивания растений). На фиг. 2 схематично показана работа устройств 4 детектирования и 6 генерирования/обработки сигнала. Как показано на фиг. 2, устройство 6 содержит известный блок 101 генерирования, приема и усиления радиочастотных сигналов РЧ и блок 102 обработки и визуального отображения сигнала, включающий интерфейс 110 связи с микрокомпьютером, на котором можно просматривать присутствующие дефекты по всей ширине и по всей толщине мата 10. Прохождение мата через устройство 4 детектирования и немедленная обработка полученного сигнала устройством 6 предпочтительно позволяет практически в режиме реального времени на линии характеризовать присутствующие дефекты по всей длине мата. Блок РЧ 101 генерирует соответствующий радиочастотный сигнал, который поступает на антенну 103 через радиочастотный кабель 108. Как известно, падающий сигнал делится рядом делителей таким образом, чтобы генерировать на уровне антенны 103 в направлении мата 10 при помощи ряда излучателей 105 сигнал или микроволновое излучение, имеющее однородный фронт волны и длину, по существу равную ширине мата. Эти излучатели расположены, например, поперечно, например, в виде N сетей из n-4 013200 пластин, равномерно отстоящих друг от друга, например, на 10 мм, на уровне нижней части антенны. Способ состоит в измерении по всей ширине минераловатного мата коэффициента передачи через этот мат. В рамках настоящего изобретения можно также предусмотреть измерение по отражению после прохождения падающего микроволнового излучения через минераловатный мат. Согласно изобретению, общая мощность, генерируемая всеми излучателями 105, составляет порядка одного ватта и даже меньше. После прохождения через мат 10 излучение принимается на уровне приемной части 104 по меньшей мере одной группой датчиков 106, расположенных поперечно напротив противоположной стороны мата 10. Обычно приемная часть содержит матрицу, состоящую из соответствующего числа зондов, включающих активные элементы, распределенные, например, в N группах из n пластин внутри приемной антенны. Число используемых зондов и расстояние между двумя последовательными зондами зависит от ширины исследуемого мата и от требуемого разрешения, в частности, относительно размера выявляемых дефектов. Согласно принципу изобретения наличие локального дефекта, обнаруживаемого в соответствии с настоящим изобретением внутри минераловатного мата, через который проходит падающая маломощная микроволна, вызывает ее электромагнитное возмущение и модуляцию сигнала. На выходе приемной части 104 принимается модулированный микроволновый сигнал, амплитуда и фаза которого зависят от природы и размера дефектов на пути излучения. После этого модулированный сигнал передается и обрабатывается согласно описанным ниже известным технологиям боками 101 и 102 через радиочастотный кабель 109. Части, излучающие и принимающие микроволны, расположены на раме 107, которая, в свою очередь, расположена вокруг роликового устройства 9 перемещения, показанного на фиг. 1. Примеры микроволновой технологии, работающие на описанных выше принципах, которые можно использовать в рамках настоящего изобретения, описаны, в частности, в научных публикациях "MaterialsResearch Society Symposia Proceedings", 1991 г., т. 189, стр. 49-53, или "International Microwave Symposium Digest", 1990 г., т. 3, стр. 1133-1136, к которым можно обратиться для более подробного ознакомления. Согласно изобретению детектирование и обработку сигнала можно осуществлять при помощи любых известных способов анализа и обработки, например, при помощи установления пороговых величин,установления средних геометрических и/или арифметических значений или путем использования других алгоритмов обработки и фильтрования сигналов, а также путем анализа дифракционных полос между сигналами, в частности для усиления детектирования. Согласно предпочтительному варианту применения изобретения, алгоритмы используют в качестве операторов амплитудные или фазовые сдвиги, позволяющие строить фильтры и подтверждать наличие или отсутствие дефектов. Нижеследующие примеры иллюстрируют преимущества настоящего изобретения. Примеры На мате из асбестовой ваты на выходе производственной линии наблюдали или моделировали различные дефекты. Производили характеристику дефектов для разных значений толщины и плотности минераловатного мата, используя описанное со ссылками на фиг. 2 устройство. О наблюдении говорят, когда такие дефекты появляются непосредственно в процессе волокнообразования, а о моделировании,когда дефекты намеренно вводят в толщу мата из асбестового волокна после волокнообразования и до прохождения мата под устройством детектирования. Устройство было установлено на линии производства панелей из асбестового волокна в конфигурации, описанной со ссылками на фиг. 1. Во всех примерах частота микроволнового сигнала составляла 9,4 МГц, общая мощность излучения излучателями 105 составляла 0,3 Вт. Расстояние между двумя излучателями или датчиками 105 равно 10 мм. Расстояние между двумя приемниками или датчиками 106 тоже равно 10 мм. В наиболее простом варианте компьютерная обработка сигнала содержит сравнение максимального изменения измерения,производимого датчиком, по фазе и по амплитуде при прохождении дефекта по отношению к среднему значению, полученному на образце без дефекта, или в альтернативном варианте по отношению к среднему значению измерений, полученных для упомянутого зонда во время прохождения минераловатного полотна. Максимальные значения фазовых и амплитудных отклонений по абсолютной величине приведены для каждого дефекта в табл. 1. При обнаружении устройством в соответствии с настоящим изобретением дефекта, часть мата, содержащую дефект, отрезали и анализировали. Во всех случаях анализ действительно подтверждал наличие дефекта в толще мата в точных местах, обнаруженных устройством, как при простом наблюдении, то есть появившегося в результате самого процесса волокнообразования, или при моделировании, то есть при намеренном введении после волокнообразования. Пример данных приведен в таблице. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ обнаружения локальных дефектов, присутствующих в мате из минеральных волокон, соединенных связующим, содержащий этап, на котором используют микроволновое излучение с частотой в пределах от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны находится в пределах от 0,1 до 5 Вт, предпочтительно равна примерно 1 Вт, при этом упомянутое микроволновое излучение принимают и анализируют после его прохождения через упомянутый мат из минеральных волокон. 2. Способ по п.1, в котором присутствие упомянутых дефектов характеризуют измерением сдвига фазы микроволнового излучения и/или изменением амплитуды упомянутого излучения, когда оно проходит через мат из минеральных волокон. 3. Способ по одному из предыдущих пунктов, в котором падающее излучение применяют при помощи ряда или группы устройств-излучателей микроволн, расположенных поперечно напротив одной стороны мата и направленных к упомянутому мату, и в котором после прохождения через упомянутый мат сигнал принимается рядом или группой принимающих зондов или датчиков, расположенных, по существу, поперечно напротив противоположной стороны мата. 4. Способ по п.3, в котором мат проходит между сетью излучающих устройств и группой принимающих зондов, при этом детектирование упомянутых дефектов происходит непрерывно по всей ширине мата из минеральных волокон. 5. Способ по п.4, в котором мат из минеральных волокон перемещается на роликовом конвейере,при этом излучающие устройства и датчики расположены соответственно над и под конвейером. 6. Способ по одному из предыдущих пунктов, в котором расстояние между датчиками выбирают в зависимости от размера упомянутых дефектов. 7. Способ по одному из предыдущих пунктов, в котором расстояние между датчиками составляет от 1 до 100 мм, предпочтительно от 5 до 20 мм.-6 013200 8. Способ по одному из предыдущих пунктов, в котором толщина мата из минеральных волокон составляет от 30 до 400 мм и в котором плотность мата из минеральных волокон составляет от 6 до 220 кг/м 3. 9. Устройство для осуществления способа обнаружения по предыдущим пунктам, содержащее средства (101, 108, 103, 105) генерирования микроволнового излучения с частотой от 1 до 50 ГГц, предпочтительно от 5 до 10 ГГц, при этом общая мощность излучаемой электромагнитной волны оставляет от 0,1 до 5 Вт, предпочтительно примерно равна или является меньшей 1 Вт, и средства (106, 104, 109,101) детектирования модулированной электромагнитной волны после ее прохождения через мат из минеральных волокон (10). 10. Устройство по п.9, в котором средства генерирования содержат ряд или группу устройствизлучателей (105) микроволн, расположенных с возможностью ориентирования в поперечном направлении относительно стороны мата и в сторону упомянутого мата, и в котором средства детектирования содержат ряд или группу датчиков (106), расположенных поперечно напротив противоположной стороны мата из минеральных волокон. 11. Устройство по п.9 или 10, дополнительно содержащее средства (102) обработки и визуального отображения сигнала. 12. Установка для изготовления сплошного мата из минеральных волокон, соединенных связующим, типа асбестового волокна или стекловаты, содержащая средства (1) волокнообразования, средства(7) синтеза и распыления связующего, средства (2) сбора, средства (9) перемещения и средства (3) сшивания волокон, при этом упомянутая установка дополнительно содержит устройство (4, 6) детектирования по одному из пп.9-11, расположенное на выходе средств сшивания. 13. Установка по п.12, в которой устройство детектирования соединяют со средством (15) регулирования по меньшей мере одного параметра, выбранного из группы, в которую входят состав связующего, сила всасывания, температура сшивания волокон, время пребывания в средствах сшивания. 14. Установка по п.12 или 13, в которой устройство детектирования соединяют со средством (15') регулирования узла (5), расположенного на выходе устройства (4) микроволнового анализа, при этом упомянутый узел (5) выполнен с возможностью изолирования и/или исключения из анализа зон мата,включающих дефекты, или с возможностью очень точного отмечания упомянутых зон, например, перед разрезанием или перед дальнейшей сортировкой.
МПК / Метки
МПК: G01N 33/38, G01N 22/04
Метки: дефектов, мате, локальных, обнаружения, способ, минераловатном
Код ссылки
<a href="https://eas.patents.su/8-13200-sposob-obnaruzheniya-lokalnyh-defektov-v-mineralovatnom-mate.html" rel="bookmark" title="База патентов Евразийского Союза">Способ обнаружения локальных дефектов в минераловатном мате</a>
Способ обнаружения дефектов в листовом стекле
Номер патента: 8773
Опубликовано: 31.08.2007
Автор: Солинов Владимир Федорович
МПК: G01N 21/896
Метки: стекле, обнаружения, способ, дефектов, листовом
Формула / Реферат:
Способ обнаружения дефектов в листовом стекле с использованием лазерного излучения и последующей визуализации или фотографирования, отличающийся тем, что дефекты, а также локальные микронапряжения в массе стекла определяют за счет проявления выпуклых или вогнутых пятен и линейных полос в плоскости торцевой поверхности сквозного реза стеклянных пластин лазерным лучом, как результат взаимодействия равномерных растягивающих напряжений в процессе...
Способ и устройство обнаружения посторонних частиц или дефектов в совокупности наполненных контейнеров
Номер патента: 12468
Опубликовано: 30.10.2009
Авторы: Нильсен Хенрик Меллер, Серенсен Пер Томас, Воигт Аксель
МПК: G01N 21/88, G06T 7/00, G01N 21/90...
Метки: дефектов, посторонних, совокупности, контейнеров, частиц, обнаружения, устройство, наполненных, способ
Формула / Реферат:
1. Способ обнаружения нежелательных объектов или дефектов в совокупности контейнеров, содержащих флюид или жидкость, способ содержит этапы, на которых перемещают совокупность контейнеров вдоль пути перемещения между источником света и первой камерой, причем указанные контейнеры с флюидом или жидкостью, по меньшей мере, частично прозрачны или полупрозрачны для излучения от указанного источника света, при этом первая камера включает в себя...
Способ публикации, поиска, сбора и обмена информацией в глобальных и локальных сетях
Номер патента: 3114
Опубликовано: 27.02.2003
Автор: Исаков Сергей Владимирович
МПК: G06F 17/40
Метки: сетях, обмена, способ, локальных, глобальных, публикации, поиска, сбора, информацией
Формула / Реферат:
1. Способ обмена информацией, представленной в глобальных и/или локальных сетях, включающий публикацию информации путем размещения информации поставщиком информации на компьютере, доступном для пользователей и/или поисковых агентов в глобальных и/или локальных сетях; поиск и/или сбор информации поисковым агентом в глобальных и/или локальных сетях в соответствии с запросом потребителя информации; установление правил соответствия публикуемого...
Способ реализации виртуальных локальных вычислительных сетей в системах связи по электрической сети
Номер патента: 7482
Опубликовано: 27.10.2006
Авторы: Ривейро Инсуа Хуан Карлос, Тен Себриан Андреа, Гомес Мартинес Фелисиано, Бласко Кларет Хорхе Висенте
МПК: H04B 3/54, H04L 12/28
Метки: реализации, локальных, связи, способ, сетей, системах, сети, электрической, вычислительных, виртуальных
Формула / Реферат:
1. Способ реализации виртуальных локальных вычислительных сетей (ВЛВС) в системах связи по электрической сети, предусматривающий пересылку кадров между различными устройствами (2), подключенными к электрической сети и поддерживающими стандарт 802.1q для ВЛВС, согласно которому в зарезервированное в кадре пространство вводится опознавательный тег, указывающий на принадлежность кадра к определенной ВЛВС, и если полученный устройством кадр...
Способ симметрирования асимметричных дефектов
Номер патента: 2061
Опубликовано: 24.12.2001
Авторы: Коласс Алексис, Масселюс Жан-Эммануэль, Бодсон Жан-Мари
МПК: H02H 7/122
Метки: способ, симметрирования, асимметричных, дефектов
Формула / Реферат:
1. Способ симметрирования асимметричного дефекта, который может возникать в тяговой цепи, включающей синхронный или асинхронный двигатель, управляемый двухуровневым или многоуровневым инвертором напряжения, состоящим из статических ключей, включающих в себя биполярные транзисторы с полевым управлением (IGBT) или биполярные транзисторы, отличающийся тем, что при обнаружении дефекта, соединяющего фазу двигателя с верхней точкой или с нижней точкой...
Предыдущий патент: Тонкопленочный параболоцилиндрический солнечный коллектор
Следующий патент: Гидроударный метод интенсификации добычи нефти
Случайный патент: Действующая с разъединенными движениями намоточная машина для термопластичных нитей