Высокоскоростная сварка трением с перемешиванием
Формула / Реферат
1. Способ сварки трением с перемешиванием первого основного материала со вторым основным материалом, причем по меньшей мере один из первого и второго основных материалов содержит сталь, при котором
используют нерасходуемый инструмент в шпинделе аппарата для сварки трением с перемешиванием;
осуществляют сварку при биении шпинделя, которое позволяет проводить сварку при поперечной скорости по меньшей мере 12 дюйм/мин (0,3048 м/мин) с получением сварного шва между первым и вторым основными материалами и которое при нулевой нагрузке меньше или равно 5´10-4 дюйма (12,7´10-6 м);
при этом полученный сварной шов имеет по меньшей мере одно свойство из предела прочности на растяжение, предела текучести и ударной вязкости по Шарпи, которое является равным или большим, чем таковое у более слабого из первого и второго основных материалов.
2. Способ по п.1, в котором первый и второй материалы выбирают из группы, состоящей из стали, нержавеющей стали и легированной стали.
3. Способ по п.1, в котором первый и второй материалы выбирают из группы, состоящей из углеродистой стали ASTM A106 Grade В, углеродистой стали ASTM А333 Grade 6, углеродистой стали API X42, углеродистой стали API X52, углеродистой стали API X60 и углеродистой стали API X70.
4. Способ по п.1, в котором нерасходуемый инструмент содержит поликристаллический кубический нитрид бора, жаропрочный сплав вольфрам-рений или поликристаллический алмаз.
5. Способ по п.1, в котором нерасходуемый инструмент имеет угловую скорость между 200-800 об/мин.
6. Способ по п.1, в котором поперечная скорость составляет между 12-40 дюйм/мин (0,3048-1,016 м/мин).
7. Способ по п.5 или 6, в котором поперечную и угловую скорости выбирают так, что температура в сварном шве ниже температуры фазового перехода или точки твердофазного превращения первого и второго основных материалов.
8. Способ по п.1, в котором первый и второй основные материалы имеют цилиндрическую или планарную форму.
Текст
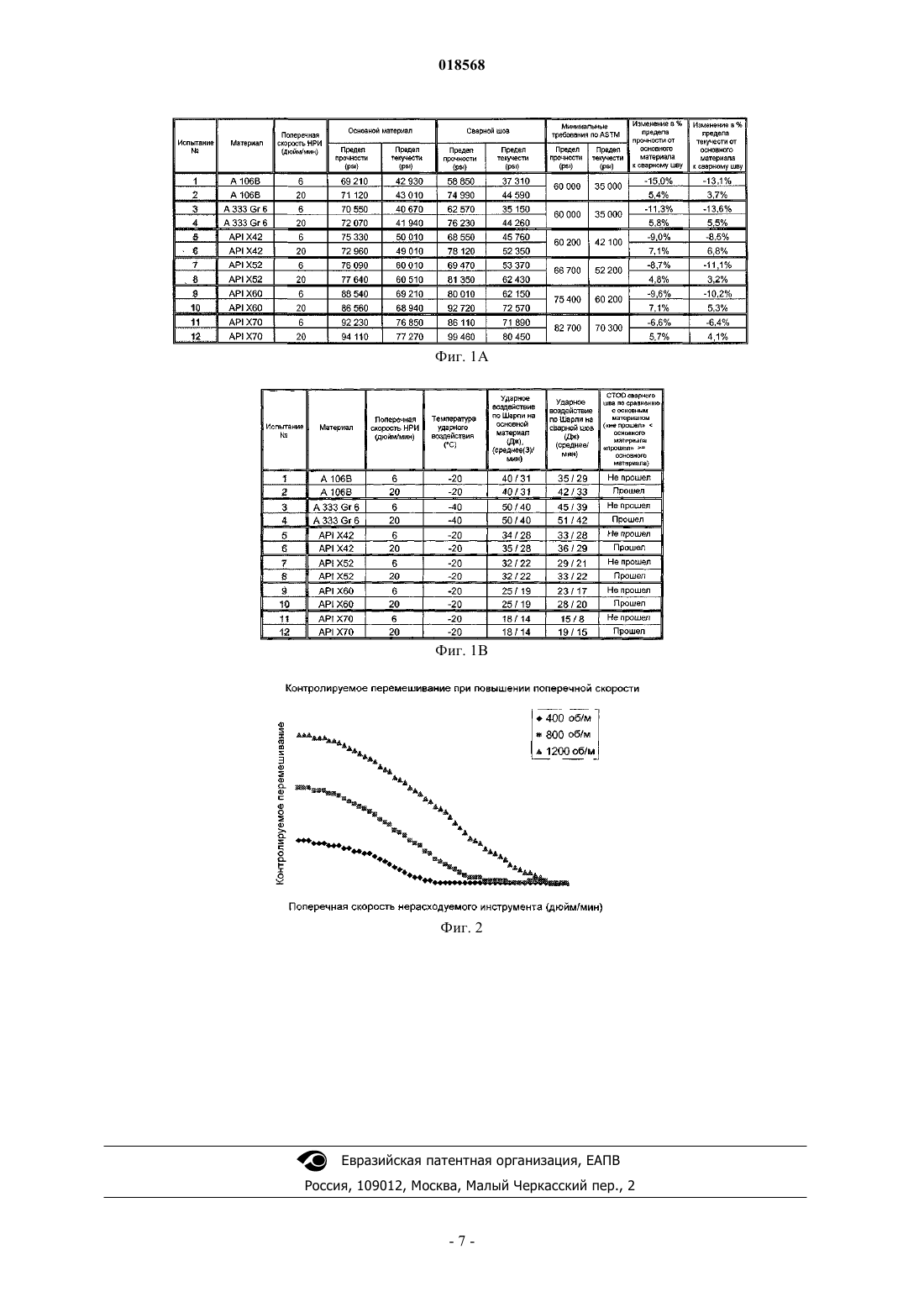
ВЫСОКОСКОРОСТНАЯ СВАРКА ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ Предложен способ сварки трением с перемешиванием первого основного материала со вторым основным материалом, причем по меньшей мере один из первого и второго основных материалов содержит сталь, при котором используют нерасходуемый инструмент в шпинделе аппарата для сварки трением с перемешиванием; осуществляют сварку при биении шпинделя, которое позволяет проводить сварку при поперечной скорости по меньшей мере 12 дюймов/мин (0,3048 м/мин) с получением сварного шва между первым и вторым основными материалами и которое при нулевой нагрузке меньше или равно 510-4 дюйма (12,710-6 м); при этом полученный сварной шов имеет по меньшей мере одно свойство из предела прочности на растяжение, предела текучести и ударной вязкости по Шарпи, которое является равным или большим, чем таковое у более слабого из первого и второго основных материалов. Предложенный способ значительно улучшает сварку трением с перемешиванием твердых металлов, а особенно стали и нержавеющей стали. Среди прочих факторов авторы изобретения нашли, что высокая поперечная скорость инструмента является критически важной для получения предсказуемого и желательного качества сварного шва, которого предпочтительно достигают в таких материалах путем минимизации биения шпинделя. Более того, поперечную и угловую скорости предпочтительно выбирают так,чтобы достигать температуры в сварном шве, которая ниже температуры фазового перехода и/или точки твердофазного превращения этих материалов.(71)(73) Заявитель и патентовладелец: ФЛУОР ТЕКНОЛОДЖИЗ КОРПОРЕЙШН (US) Настоящая заявка испрашивает приоритет по нашей предварительной заявке США с порядковым номером 61/079388, которая была подана 09 июля 2008 года. Область изобретения Областью изобретения является сварка трением с перемешиванием. Предпосылки изобретения Сварка трением с перемешиванием (СТП) (называемая также "ротационной сваркой трением") представляет собой недавно появившийся способ сплавления разнообразных материалов и предоставляет многочисленные преимущества перед традиционными способами сварки. СТП является концептуально простой и, как правило, не требует применения какого-либо присадочного металла или флюса. В результате может быть достигнуто полнопрочное соединение с оптимальными механическими характеристиками. Более того, поскольку сварка трением с перемешиванием представляет собой процесс твердофазного сплавления, который протекает ниже температуры плавления материала, могут быть снижены, если даже не устранены полностью, проблемы, связанные с зоной термического влияния, нежелательным ростом зерен, усадкой и/или деформацией. К тому же, дополнительно, в большинстве случаев СТП не нуждается в последующей обработке сварного шва. Еще более преимущественно, СТП открывает эффективный и надежный путь к соединению выбранных разнородных металлов, а также металлов и термопластичных полимеров. Примерные системы и способы СТП описаны в патентах США 5460317 и 5794835. Эти и все другие "внешние" материалы, обсуждаемые здесь, включены сюда по ссылке во всей своей полноте. На практике, вращающийся инструмент (чаще всего нерасходуемый инструмент (НРИ, который вращается с постоянной угловой скоростью (частотой вращения), вдавливают в намеченную линию сварного соединения, которая образована стыком первого и второго основных материалов. В большинстве случаев инструмент перемещается поперечно вдоль линии стыка с постоянной скоростью, и теплота трения между НРИ и первым и вторым материалами пластифицирует эти материалы, которые затем вынуждены двигаться вокруг инструмента. Это поперечное перемещение инструмента позволяет смешанному материалу (зона перемешивания) образовывать соединение в твердом состоянии (сварной шов). Во время операции первый и второй основные материалы, которые должны быть соединены, обычно удерживают в фиксированном положении относительно друг друга для обеспечения надлежащего сплавления. Хотя СТП обеспечивает многочисленные преимущества перед многими традиционными способами сварки, стабильность и целостность сварного шва, сформированного сваркой трением с перемешиванием, определяется несколькими технологическими параметрами, которые могут значительно менять механические свойства твердофазного сплавления. Поскольку о конкретном вкладе одного или более параметров в формирование стабильного сварного шва между двумя материалами известно относительно мало, надежное и воспроизводимое формирование сварного шва часто оказывается предметом проб и ошибок, и зачастую рациональную разработку процесса будет осложнять множество возможных определяющих факторов. Следовательно, для улучшения целостности сварного шва были предприняты многочисленные разнообразные подходы. Например, системы и способы регулирования усилия вдавливания инструмента в материал были описаны как один важный параметр, что сообщается в патенте США 6050475. Подобным образом, как раскрыто в патенте США 7216793, с инструментом функционально связывают динамометрический датчик так, чтобы можно было отслеживать и поддерживать постоянной нагрузку по ходу перемещения и тем самым способствовать улучшению качества сварного шва. В других известных способах используют специальную геометрию инструмента для улучшения трения и перемещения пластифицированного материала, как показано в патенте США 7275675. Альтернативно, усовершенствованный процесс и контроль сварного шва приведены в патенте США 5829664 и WO 99/39861, где по меньшей мере одну из обрабатываемых деталей предварительно нагревали. К сожалению, хотя такие известные устройства и способы склонны улучшать определенные аспекты СТП, часто возникают другие затруднения. Например, системы и способы с регулированием усилия зачастую "страдают" относительно низкой поперечной скоростью сварки, а специальная конструкция инструмента обычно ограничивает то поперечное усилие, которое может быть приложено, что приводит к низким скоростям сварки. С другой стороны, там, где материалы предварительно нагревают или нагревают внешним нагревателем, могут возникать затруднения из-за расширения, непреднамеренного перегрева и т.д. Более того, сварка трением с перемешиванием в основном оказалась приемлемой и практически применимой только с относительно мягкими или цветными материалами (например, алюминиевыми,магниевыми, медными, цинковыми и свинцовыми сплавами), так как эти материалы становятся пластичными при относительно низких температурах. Однако применение сварки трением с перемешиванием углеродистых сталей или нержавеющей стали было ограничено отсутствием подходящих материалов инструмента, которые могли бы выдерживать высокие температуры и давления, необходимые для сварки таких более твердых материалов. Только совсем недавно инструменты, содержащие поликристаллический кубический нитрид бора (PCBN) и/или поликристаллический алмаз (PCD), позволили использовать СТП с более твердыми материалами. Например, определенные материалы углеродистой стали (здесь: углеродистая сталь S70C) были сварены с использованием СТП путем снижения пиковой температуры и уменьшения скорости охлаждения до уровня менее, чем низшая критическая скорость охлаждения, как описано в "Scripta Materialia",том 56, выпуск 7, апрель 2007 года, страницы 637-640. К сожалению, поперечная скорость была нежелательно низкой (на уровне 1-4 дюйм/мин). Подобным образом, сообщалось об успешной СТП определенных материалов нержавеющей стали с использованием вольфрамового инструмента (Materialwissenschaftund Werkstofftechnik, том 38, выпуск 10, страницы 829-835 (2007, но опять же, поперечная скорость была ограничена величиной от VA до 4 дюйм/мин при 1000 об/мин. Даже если СТП и является многообещающей в отношении соединения разнообразных материалов, по-прежнему остаются многочисленные вопросы и проблемы. Таким образом, существует потребность в выявлении критически важных технологических параметров СТП для получения и оптимизации сварных швов с предсказуемой и желательной целостностью и стабильностью, в особенности там, где нужно сваривать стальные материалы. Сущность изобретения Настоящее изобретение направлено на усовершенствованные конфигурации и способы СТП относительно твердых материалов, и особенно материалов на основе стали и нержавеющей стали. В особенно предпочтительных аспектах объекта изобретения его авторы выявили и охарактеризовали определенные технологические параметры СТП, критически важные для предсказуемого и воспроизводимого формирования стабильных сварных швов в разнообразных стальных материалах. Наиболее значительно то, что предусмотренные конфигурации и способы характеризуются повышенной поперечной скоростью (типично свыше 12 дюйм/мин) и применением шпинделя с почти нулевым (типично менее 510-4 дюйма) биением при нулевой нагрузке. Такие способы и конфигурации значительно повышают скорость сварки при получении воспроизводимых сварных швов с высокой целостностью и прочностью. Таким образом, объектом изобретения является способ сварки трением с перемешиванием первого основного материала со вторым основным материалом, причем по меньшей мере один из первого и второго основных материалов содержит сталь, при котором используют нерасходуемый инструмент в шпинделе аппарата для сварки трением с перемешиванием; осуществляют сварку при биении шпинделя,которое позволяет проводить сварку при поперечной скорости по меньшей мере 12 дюйм/мин (0,3048 м/мин) с получением сварного шва между первым и вторым основными материалами и которое при нулевой нагрузке меньше или равно 510-4 дюйма (12,710-6 м); при этом полученный сварной шов имеет по меньшей мере одно свойство из предела прочности на растяжение, предела текучести и ударной вязкости по Шарпи, которое является равным или большим, чем таковое у более слабого из первого и второго основных материалов. В предпочтительных аспектах способа первый и второй материалы выбирают из группы, состоящей из стали, нержавеющей стали и легированной стали; первый и второй материалы выбирают из группы,состоящей из углеродистой стали ASTM A106 Grade В, углеродистой стали ASTM А 333 Grade 6, углеродистой стали API Х 42, углеродистой стали API X52, углеродистой стали API X60 и углеродистой сталиAPI X70; нерасходуемый инструмент содержит поликристаллический кубический нитрид бора, жаропрочный сплав вольфрам-рений или поликристаллический алмаз; нерасходуемый инструмент имеет угловую скорость между 200-800 об/мин.; поперечная скорость составляет между 12-40 дюймами в минуту(0,3048-1,016 м/мин); поперечную и угловую скорости выбирают так, что температура в сварном шве ниже температуры фазового перехода или точки твердофазного превращения первого и второго основных материалов; первый и второй основные материалы имеют цилиндрическую или планарную форму. В особенно предпочтительных аспектах биение шпинделя при нулевой нагрузке является равным или меньшим, чем 510-4 дюйма, более предпочтительно -равным или меньшим, чем 410-4 дюйма, а наиболее предпочтительно - равным или меньшим, чем 210-4 дюйма. Дополнительно, является предпочтительным, чтобы по меньшей мере часть инструмента была изготовлена из поликристаллического кубического нитрида бора, жаропрочного сплава вольфрам-рений или поликристаллического алмаза и выполнена в виде нерасходуемого инструмента. Не ограничивая объект изобретения, в общем предпочтительно, чтобы инструмент имел (типично постоянную) угловую скорость между 200-800 об/мин и поперечную скорость между 12-40 дюймами в минуту. Таким образом, в наиболее предпочтительных аспектах поперечную и угловую скорости выбирают так, чтобы достигать температуры в сварном шве, которая ниже температуры фазового перехода и/или точки твердофазного превращения первого и второго основных материалов. Кроме того, в общем предпочтительно, чтобы по меньшей мере один из первого и второго материалов содержал стальной материал, и, в частности, углеродистую сталь, нержавеющую сталь или легированную сталь. Например, особо предусмотренные материалы включают углеродистую сталь ASTM A106X52, углеродистую сталь API X60 и углеродистую сталь API X70. Кроме того, следует дополнительно иметь в виду, что первый и второй основные материалы имеют цилиндрическую или планарную форму и что процессы СТП могут быть выполнены как линейная СТП или орбитальная СТП. Разнообразные задачи, признаки, аспекты и преимущества настоящего изобретения станут более очевидными из нижеследующего подробного описания предпочтительных вариантов реализации изобретения. Краткое описание чертежей Фиг. 1 А и 1 В представляют собой таблицы, иллюстрирующие выбранные условия СТП и результаты испытаний для сварных швов, полученных при традиционных параметрах СТП и сварочных параметрах СТП согласно объекту изобретения. Фиг. 2 представляет собой график, иллюстрирующий предполагаемое перемешивание как функцию поперечной скорости и угловых скоростей. Подробное описание Авторы изобретения обнаружили конкретные технологические параметры при сварке трением с перемешиванием, которые дают предсказуемые и желательные результаты по сварным швам в относительно твердых металлах, и в особенности стали и нержавеющей стали. Наиболее значительно, авторы изобретения обнаружили, что поперечная скорость НРИ в таких материалах составляет наиболее критически важный технологический параметр для получения предсказуемого и желательного качества сварного шва и что подходящие поперечные скорости можно получить, убедившись в том, что шпиндель, который держит НРИ (или другой инструмент), имеет почти нулевое биение. Когда поперечная скорость учитывается надлежащим образом, авторы изобретения обнаружили, что сварной шов будет проявлять по меньшей мере такие же, а в большинстве случаев даже лучшие механические свойства (например, предел прочности на растяжение, предел текучести, ударную вязкость по Шарпи), чем более слабый из основных материалов. При рассмотрении в ином ракурсе, наблюдали, что поперечную скорость НРИ необходимо выбирать до точки ниже скорости, которая вызывает повреждение НРИ и/или сварного шва (например, разламыванием НРИ и/или внесением загрязнений в сварной шов), но также до точки выше скорости, которая вызывает нежелательные высокие температуры (например, температуру, близкую к точке фазового перехода или превращения материалов, вызывающей сплавление в нетвердом состоянии или фазовое превращение, которое может вести к дефектам затвердевания). Таким образом, поперечная скорость НРИ должна также быть достаточно высокой, чтобы исключить или снизить чрезмерную гомогенизацию материалов (например, более чем трехкратное перемешивание) в сваренной с перемешиванием зоне. Поэтому в общем предусматривается, что СТП может быть выполнена для соединения первого и второго основных материалов (наиболее типично стальных материалов, включая углеродистую сталь,нержавеющую сталь и легированную сталь) с использованием шпинделя, который имеет почти нулевое биение. Следует отметить, что почти нулевое биение представляет собой значительный фактор для достижения критической поперечной скорости без значительного возрастания опасности разрушения инструмента или осаждения материала инструмента в сварном шве. Как используемый здесь, термин "биение" относится к разнице между теоретической осью вращения (которая перпендикулярно пересекает центр сварного шва) и реальной осью вращения. Таким образом и при рассмотрении в ином ракурсе, инструмент, вращающийся в шпинделе с биением, будет перемещаться по круговой траектории, причем эта траектория описывает окружность вокруг теоретической оси вращения. Примечательно, что биение, которое в обычных обстоятельствах характеризовалось бы как относительно небольшое (например, 110-3 дюйма при нулевой нагрузке), не только оказывает существенное негативное влияние на качество сварного шва, но и вредно влияет на способность продвигать инструмент с желательной поперечной скоростью. Когда инструмент устанавливают в шпиндель, аппарат СТП эксплуатируют при биении шпинделя,которое позволяет проводить сварку при критической поперечной скорости (смотри ниже) с получением сварного шва между первым и вторым основными материалами. Использование таких рабочих условий(предпочтительно при критической поперечной скорости по меньшей мере 12 дюйм/мин) будет типично и воспроизводимо давать в результате сварной шов, который имеет предел прочности на растяжение,предел текучести и/или ударную вязкость по Шарпи, которые равны или превышают таковые у более слабого из первого и второго основных материалов. Например, при типичных условиях СТП для различных стальных материалов, как в качестве примера проиллюстрировано ниже, традиционную СТП выполняют в пределах первого рабочего диапазона,в котором угловая скорость составляет примерно 400 об/мин, а поперечная скорость - примерно 6 дюйм/ мин. Как будет без труда понятно, такие традиционные условия обычно ведут к получению менее чем удовлетворительных сварных швов, что можно увидеть из таблиц. Напротив, когда шпиндель и/или инструмент имели биение менее 510-4, а более типично менее 410-4 дюйма, относительно высокие поперечные скорости НРИ согласно объекту изобретения приводили в результате к улучшенным пределу прочности и пределу текучести на растяжение, пластичности и вязкости разрушения. Более конкретно,табл. 1 А и 1 В на фиг. 1 А и 1 В иллюстрируют типичные данные по процессам СТП, в которых две стальных трубы из указанных материалов сваривали между собой с использованием нерасходуемого инструмента при пренебрежимых потерях. При этом каждый материал испытывали при двух различных условиях: одно - традиционное условие с использованием низкой поперечной скорости НРИ, и одно - при-3 018568 высокой поперечной скорости НРИ с использованием шпинделя, имеющего биение менее 410-4 дюйма. Все прочие параметры выдерживали постоянными на всем протяжении эксперимента. Остальные технологические факторы, такие как угловая скорость НРИ, направленная вниз осевая нагрузка, угол наклона и заглубление, выбирали на основе хорошо известного практического опыта для соответствующих материалов. Судя по типичным результатам, как видно в табл. 1 А и 1 В, предел прочности сварного шва и предел текучести сварного шва на растяжение повышены от 5,4 до 7,1% и от 3,2 до 6,8% соответственно. Наоборот, если НРИ перемещался с медленной скоростью (например, между 3 и 8 дюймами в минуту),механические свойства сварного шва были худшими по сравнению со свойствами основного материала(например, предел прочности на растяжение везде снижался от -6,6 до -15,0%, а предел текучести везде снижался от -6,4 до -13,6%, как можно увидеть из табл. 1 А и 1 В). Конечно, следует понимать, что эти результаты будут варьироваться в зависимости от применяемых конкретных материала и параметров. Провели испытания для измерения предела текучести и прочности на растяжение, пластичности и вязкости разрушения. Анализировать механические свойства сварного шва важно для подтверждения целостности и стабильности полученного сплавлением соединения. Механические свойства сварного шва имеют решающее значение и тем самым требуют контроля входных параметров, и в особенности поперечной скорости НРИ. При проведении испытаний на вязкость разрушения сварного шва руководствовались критерием "прошел - не прошел" на основании экспериментальной инструкции ASTM Е 1290-07, "Standard Test Method for Crack-Tip Opening Displacement (CTOD) Fracture Toughness Measurement" ("Стандартный метод испытания на раскрытие в вершине трещины (CTOD) при измерении вязкости разрушения") и модифицированной методикой испытаний. Табл. 1 В содержит типичные результаты испытаний и показывает, что сварные швы согласно объекту изобретения прошли испытание CTOD для всех экспериментов с высокой поперечной скоростью НРИ. С другой стороны, результаты испытаний также показывают, что для всех экспериментов с низкой поперечной скоростью НРИ этот сварной шов не прошел испытания CTOD. Более того, CTOD основного материала сравнивали со CTOD сварного шва. Подобным образом, эксперименты с высокой поперечной скоростью НРИ давали сварной шов соCTOD, который был равным или большим, чем CTOD основного материала, а эксперименты с низкой поперечной скоростью НРИ давали сварной шов со CTOD, который был меньшим, чем CTOD основного материала. Такое улучшение сравнительно с предшествующими способами СТП является в особенности значимым, поскольку улучшенная вязкость разрушения критична для надежной работы трубопроводов и устройств в жестких рабочих условиях. Применение предусмотренных здесь способов СТП существенно снизило или даже полностью устранило хрупкость сварных швов при эксплуатации в критических условиях (например, высоком давлении, в высокосернистом газе, в водородной среде). Испытания ударной вязкости по Шарпи показали, что предусмотренная здесь высокая поперечная скорость НРИ действительно превосходила традиционную поперечную скорость НРИ. Результаты испытаний ударной вязкости по Шарпи сварного шва были равными или более высокими, чем результаты испытаний основного материала, для всех высоких поперечных скоростей НРИ. Результаты испытаний ударной вязкости по Шарпи сварного шва были меньшими, чем результаты испытаний основного материала, для всех низких поперечных скоростей НРИ. Более того, по этому критерию сварной шов был приемлемым, если результаты испытания ударной вязкости по Шарпи были равными или более высокими, чем у основного материала. Как можно без труда понять из примерных результатов (и прочих данных; здесь не показаны), поперечная скорость (дюйм/мин) нерасходуемого инструмента имела прямую корреляцию с целостностью и стабильностью сварного шва. В большинстве случаев высокая поперечная скорость при настройке с почти нулевым биением давала сварные швы, которые имели равную и даже лучшую механическую прочность, чем более слабый из тех основных материалов, которые были соединены с использованием таких способов. Поэтому должно быть также понятно, что СТП согласно объекту изобретения также будет обеспечивать существенно более высокую скорость осаждения материалов за один проход. Следовательно, должно быть понятно, что предусмотренные способы и конфигурации также сделают возможным способ повышения поперечной скорости при сварке трением с перемешиванием первого основного материала со вторым основным материалом (при том, что по меньшей мере один из первого и второго основных материалов предпочтительно содержит сталь) либо обеспечением шпинделя аппарата для сварки трением с перемешиванием, который имеет биение шпинделя, которое позволяет проводить сварку при критической поперечной скорости с получением сварного шва между первым. Следует отметить,что результаты испытаний не ограничивались единственным стальным материалом, а оказались применимыми к многочисленным другим материалам, как показано в табл. Дополнительные пригодные материалы включают прочие стальные материалы (например, ASTM А 106 Grade В, углеродистую стальAPI X60 и углеродистую сталь API X70), нержавеющую сталь, дуплексную нержавеющую сталь, супераустенитную нержавеющую сталь, низко- и высоколегированные стали и многочисленные другие металлы. Кроме того, следует понимать, что процесс СТП согласно объекту изобретения включает процессы, в которых соединяют одинаковые, сходные и разнородные материалы. Поэтому подходящими для применения в нем рассматриваются даже неметаллические материалы, и в особенности полимерные материа-4 018568 лы. Кроме того, в прочих дополнительно предусмотренных аспектах объекта изобретения следует принимать во внимание, что, хотя представленные здесь данные были получены в процессе орбитальной СТП, предусмотренные результаты и способы не ограничиваются такой орбитальной сваркой, а применимы также ко всем иным типам СТП, и в особенности к планарным/линейным неорбитальным способам. Недавние достижения в разработке высокопрочных и ударостойких инструментальных материалов позволили значительно повысить нагрузку на каждый инструмент. Следовательно, особенно подходящие инструменты представляют собой нерасходуемые инструменты, которые могут содержать инструментальные стали, керамику (например, поликристаллический алмаз (PCD), поликристаллический кубический нитрид бора (PCBN), жаропрочный сплав вольфрам-рений (W-Re и все целесообразные их комбинации. Особенно следует дополнительно отметить, что НРИ должен быть правильно установлен в машине для сварки трением с перемешиванием для того, чтобы процесс имел какой-либо успех, и что неправильная установка может вызвать катастрофические повреждения. Действительно, авторы изобретения обнаружили, что (кроме улучшенных материалов НРИ) величина биения является критически важной для желательной работоспособности при СТП с высокой поперечной скоростью. Примечательно, что биение в известных до сих пор устройствах СТП типично будет приводить к катастрофическому повреждению (например, разламыванию инструмента) и/или нежелательным сварным швам (например, сварным швам с отложениями инструмента) там, где поперечная скорость была повышенной, и в особенности там, где поперечная скорость была повышена до скорости движения свыше 8-10 дюйм/мин. Напротив, в устройствах согласно объекту изобретения, где биение было почти нулевым (например, биение при нулевой нагрузке менее 510-4 дюйма, более предпочтительно - 410-4 дюйма, а наиболее предпочтительно - 210-4 дюйма), инструмент выдерживал значительно повышенные боковые нагрузки и тем самым поддерживал поперечные скорости в 20 дюйм/мин (и даже более высокие). Поэтому, и в особенности там, где используются инструменты самого последнего поколения, предусматриваются поперечные скорости между 10 и 40 дюйм/мин и даже более высокие (при угловых скоростях вплоть до 1200 об/мин). Среди прочих преимуществ, такие рабочие условия исключают чрезмерную гомогенизацию и поэтому обеспечивают улучшенные механические свойства сварного шва. В отношении критической поперечной скорости в общем предусматривается, что в большинстве случаев оптимальная поперечная скорость инструмента типично составляет между 12 и 40 дюйм/мин для получения механических свойств сварного шва, которые являются равными или лучшими, чем механические свойства более слабого из двух основных материалов. Интересно и как отражено в данных таблиц и других экспериментов (здесь не показанных), что механические свойства сварного шва проявляли ступенчатую функцию при поперечной скорости НРИ обычно в пределах диапазона от 7 до 12 дюйм/мин. Поперечные скорости выше этой ступенчатой функции (критическая поперечная скорость) вели к меньшему перемешиванию (и вместе с тем меньшему нагреванию) материала, тогда как поперечные скорости ниже этой ступенчатой функции вели к большему перемешиванию (и вместе с тем к большему нагреванию) материала. При этой ступенчатой функции механические свойства сварного шва резко изменялись,что проявлялось в переходе от неприемлемых свойств сварного шва к приемлемым свойствам. Конечно,следует иметь в виду, что конкретный скачок может зависеть от типов (и сходства) материалов. Следовательно, некоторые поперечные скорости ниже ступенчатой функции также рассматриваются подходящими для применения здесь и типично ограничены на нижнем конце скоростями, которые создают нежелательные температуры (например, близкие к точке фазового или твердофазного превращения материала). Кроме того, подходящие поперечные скорости будут включать такие скорости, которые исключают попадание загрязнения из НРИ в сварной шов. Таким образом, альтернативные поперечные скорости (например, быстрее, чем 40 дюйм/мин, или меньше, чем 14 дюйм/мин) также представляются пригодными для применения здесь. В отношении угловой скорости НРИ в общем предпочтительно, чтобы угловая скорость была в диапазоне от 200 об/мин до 1200 об/мин, более типично - в диапазоне от 200 об/мин до 800 об/мин, еще более типично - в диапазоне от 300 об/мин до 700 об/мин, а наиболее типично - в диапазоне от 400 об/мин до 600 об/мин (смотри, например, табл. 1 А и 1 В). Кроме того, следует отметить, что в большинстве испытаний угловую скорость поддерживали постоянной, в то время как поперечную скорость изменяли. Однако следует понимать, что в других сварочных системах (например, с использованием различных толщин, типов материалов и т.д.) эти параметры могут меняться, поскольку сварной шов зависит как от угловой скорости, так и от поперечной скорости. Фактически, по меньшей мере в некоторых ситуациях, может оказаться необходимым повышение угловой скорости для достижения высокой поперечной скорости. Таким образом, следует понимать, что предусмотренные способы и конфигурации СТП могут быть применены с другими угловыми скоростями, при этом повышенные угловые скорости сделают возможными более высокие поперечные скорости вплоть до определенного момента (в некоторый момент поперечная скорость будет становиться настолько высокой, что происходит незначительное перемешивание или оно не происходит вообще). Фиг. 2 показывает примерный график, иллюстрирующий предполагаемое перемешивание как функцию поперечной скорости и угловых скоростей (здесь: 400, 800 и 1200 об/мин). Поэтому следует понимать, что процессы СТП согласно объекту изобретения будут улучшать механические свойства сварного шва (например, предел прочности, предел текучести, ударную вязкость и пластичность) в том случае, когда поперечная скорость нерасходуемого инструмента (НРИ) вдоль линии стыка представляет собой относительно высокую скорость, типично выше ступенчатой функции между 7 и 14 дюйм/мин. Такие процессы особенно желательны там, где СТП выполняют с помощью устройства,которое позволяет проводить орбитальную сварку стыков (соединений) труб при скоростях вплоть до 40 дюйм/мин и даже выше. Однако здесь явным образом предусмотрены также и другие устройства (например, пригодные для планарной сварки и других геометрий). Таким образом, выше были раскрыты конкретные варианты реализации и применения сварки трением с перемешиванием. Однако специалистам в этой области техники должно быть очевидно, что возможно намного больше модификаций помимо тех, которые уже описаны, без отклонения от приведенных здесь изобретательских замыслов. Поэтому объект изобретения не должен быть ограничен ничем,кроме смысла прилагаемой формулы изобретения. Более того, при интерпретации как описания, так и формулы изобретения все термины следует истолковывать в самом широком возможном смысле, согласующемся с контекстом. В частности, термины "содержит" и "содержащий" следует интерпретировать как относящиеся к элементам, компонентам или этапам в неисключительном смысле, указывающие на то, что названные элементы, компоненты или этапы могут присутствовать, или использоваться, или сочетаться с другими элементами, компонентами или этапами, которые не названы в явной форме. Кроме того, там, где определение или применение термина в источнике, который включен сюда по ссылке, не согласуется с приведенным здесь определением этого термина или противоречит ему, применимо приведенное здесь определение этого термина, а определение этого термина в источнике неприменимо. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ сварки трением с перемешиванием первого основного материала со вторым основным материалом, причем по меньшей мере один из первого и второго основных материалов содержит сталь,при котором используют нерасходуемый инструмент в шпинделе аппарата для сварки трением с перемешиванием; осуществляют сварку при биении шпинделя, которое позволяет проводить сварку при поперечной скорости по меньшей мере 12 дюйм/мин (0,3048 м/мин) с получением сварного шва между первым и вторым основными материалами и которое при нулевой нагрузке меньше или равно 510-4 дюйма(12,710-6 м); при этом полученный сварной шов имеет по меньшей мере одно свойство из предела прочности на растяжение, предела текучести и ударной вязкости по Шарпи, которое является равным или большим,чем таковое у более слабого из первого и второго основных материалов. 2. Способ по п.1, в котором первый и второй материалы выбирают из группы, состоящей из стали,нержавеющей стали и легированной стали. 3. Способ по п.1, в котором первый и второй материалы выбирают из группы, состоящей из углеродистой стали ASTM A106 Grade В, углеродистой стали ASTM А 333 Grade 6, углеродистой стали APIX42, углеродистой стали API X52, углеродистой стали API X60 и углеродистой стали API X70. 4. Способ по п.1, в котором нерасходуемый инструмент содержит поликристаллический кубический нитрид бора, жаропрочный сплав вольфрам-рений или поликристаллический алмаз. 5. Способ по п.1, в котором нерасходуемый инструмент имеет угловую скорость между 200-800 об/мин. 6. Способ по п.1, в котором поперечная скорость составляет между 12-40 дюйм/мин (0,3048-1,016 м/мин). 7. Способ по п.5 или 6, в котором поперечную и угловую скорости выбирают так, что температура в сварном шве ниже температуры фазового перехода или точки твердофазного превращения первого и второго основных материалов. 8. Способ по п.1, в котором первый и второй основные материалы имеют цилиндрическую или планарную форму.
МПК / Метки
МПК: B23K 37/00, B23K 20/12
Метки: трением, высокоскоростная, сварка, перемешиванием
Код ссылки
<a href="https://eas.patents.su/8-18568-vysokoskorostnaya-svarka-treniem-s-peremeshivaniem.html" rel="bookmark" title="База патентов Евразийского Союза">Высокоскоростная сварка трением с перемешиванием</a>
Кузнечная сварка труб
Номер патента: 8322
Опубликовано: 27.04.2007
Авторы: Коул Энтони Томас, Воллебрегт Йан Эрик, Зейслинг Дюрре Ханс, Андерсон Марк Уилсон, Ден Бур Йоханнис Йосефус, Димитриадис Клистенис
МПК: B23K 20/00, B23K 13/01, B23K 13/00...
Метки: труб, сварка, кузнечная
Формула / Реферат:
1. Способ кузнечной сварки концов труб, при котором концы труб нагревают до заданной температуры свыше 1200шС и окружают неокислительным и/или восстановительным защитным газом, когда концы труб прижимают друг к другу, причем осуществляют охлаждение сваренных кузнечной сваркой концов труб от указанной температуры свыше 1200 до 600шС или ниже в течение 3 мин после операции кузнечной сварки, при этом внутренняя и/или наружная часть концов труб...
Кузнечная сварка труб для тяжелых условий работы
Номер патента: 6405
Опубликовано: 29.12.2005
Авторы: Димитриадис Клистенис, Коул Энтони Томас, Зейслинг Дюрре Ханс, Ден Бур Йоханнис Йосефус
МПК: B23K 13/02
Метки: тяжелых, условий, сварка, кузнечная, работы, труб
Формула / Реферат:
1. Способ соединения труб для тяжелых условий работы, при котором соединяют трубы кузнечной сваркой и обдувают струей восстановительного газа нагретые концы труб во время по меньшей мере части операции кузнечной сварки для удаления оксидов с концов труб, подвергающихся кузнечной сварке, и ограничения количества окисных включений и неровностей между концами труб, подвергающимися кузнечной сварке, при этом концы труб нагревают пропусканием...
Высокоскоростная серверная система
Номер патента: 6541
Опубликовано: 24.02.2006
Авторы: Уайт Джон Томас, Кэрриер Марк Алан, Перес Александр
МПК: G06F 12/14, G06F 11/30, H04L 9/00...
Метки: высокоскоростная, серверная, система
Формула / Реферат:
1. Сетевая компьютерная система, содержащая первый сервер, обеспечивающий доступ для множества клиентов; по меньшей мере один дополнительный сервер, управляемый указанным первым сервером; множество объектов для клиентов, созданных указанным первым сервером; и распределительные средства, оперативно соединяющие первый и по меньшей мере один дополнительный серверы, при этом распределительные средства обеспечивают управление первым сервером для...
Прессовальная машина с уменьшенным трением
Номер патента: 11141
Опубликовано: 27.02.2009
Автор: Рота Гвидо
МПК: B30B 9/30, A01F 15/07, A01F 15/08...
Метки: машина, прессовальная, трением, уменьшенным
Формула / Реферат:
1. Прессовальная машина, содержащая прессовальную камеру (1), соединенную с устройством (11), предназначенным для принудительной подачи материала, подлежащего прессованию, в предварительно заданном количестве внутрь прессовальной камеры (1) посредством сообщения упомянутому материалу, по существу, вращательного движения, причем прессовальная камера (1) выполнена, по существу, цилиндрической и содержит по меньшей мере одну пластину (2),...
Сварка элементов из политетрафторэтилена
Номер патента: 17315
Опубликовано: 30.11.2012
Авторы: Бёгелунн Бо, Иверсен Герт, Тонндорфф Агге
МПК: B29C 65/74, B29C 65/02, B29C 65/50...
Метки: элементов, политетрафторэтилена, сварка
Формула / Реферат:
1. Способ подготовки пары поверхностей соединения из материала на основе политетрафторэтилена (ПТФЭ), включающий этапы, на которыхсваривают указанную пару поверхностей соединения с промежуточным слоем связующего вещества для получения соединения иразделяют соединение по месту сварки так, чтобы получить взаимодополняющие поверхности соединения.2. Способ по п.1, отличающийся тем, что указанное связующее вещество содержит перфторалкоксиполимер.3....