Сварка элементов из политетрафторэтилена
Формула / Реферат
1. Способ подготовки пары поверхностей соединения из материала на основе политетрафторэтилена (ПТФЭ), включающий этапы, на которых
сваривают указанную пару поверхностей соединения с промежуточным слоем связующего вещества для получения соединения и
разделяют соединение по месту сварки так, чтобы получить взаимодополняющие поверхности соединения.
2. Способ по п.1, отличающийся тем, что указанное связующее вещество содержит перфторалкоксиполимер.
3. Способ по п.1 или 2, отличающийся тем, что указанное связующее вещество изготовлено на основе ПТФЭ с наполнителями, благодаря чему указанное связующее вещество пригодно для сварки или для склеивания.
4. Способ согласно любому из пп.1-3, отличающийся тем, что перед разделением соединение механически обрабатывают до достижения требуемых размеров поперечного сечения.
5. Способ соединения элементов из материалов на основе ПТФЭ, содержащий этапы, на которых
подготавливают поверхность соединения каждого из указанных элементов способом согласно любому из пп.1-4 и
соединяют подготовленные поверхности путем склеивания или сварки.
6. Способ по п.5, отличающийся тем, что включает этапы, на которых
добавляют дополнительное связующее вещество, отличное от перфторалкоксиполимера, на поверхности соединения;
нагревают поверхности соединения элементов до температуры 150-400°С и
охлаждают.
7. Способ по п.5, отличающийся тем, что поверхности соединения элементов нагревают до температуры 150-300°С.
8. Способ по п.5, отличающийся тем, что также включает этапы, на которых
нагревают поверхности соединения элементов до температуры 280-380°С и
охлаждают.
9. Способ по п.8, отличающийся тем, что также включает этапы, на которых
добавляют перфторалкоксиполимер в качестве дополнительного связующего вещества на поверхности соединения;
нагревают поверхности соединения элементов до температуры 280-380°С и
охлаждают.
10. Способ по п.8, отличающийся тем, что
соединяют поверхности соединения путем нагрева до температуры 280-325°С и
охлаждают.
11. Пара концевых элементов из материала на основе ПТФЭ, отличающаяся тем, что содержит пару поверхностей соединения, которые предназначены для соединения сваркой и которые подготовлены способом согласно любому из пп.1-4.

Текст
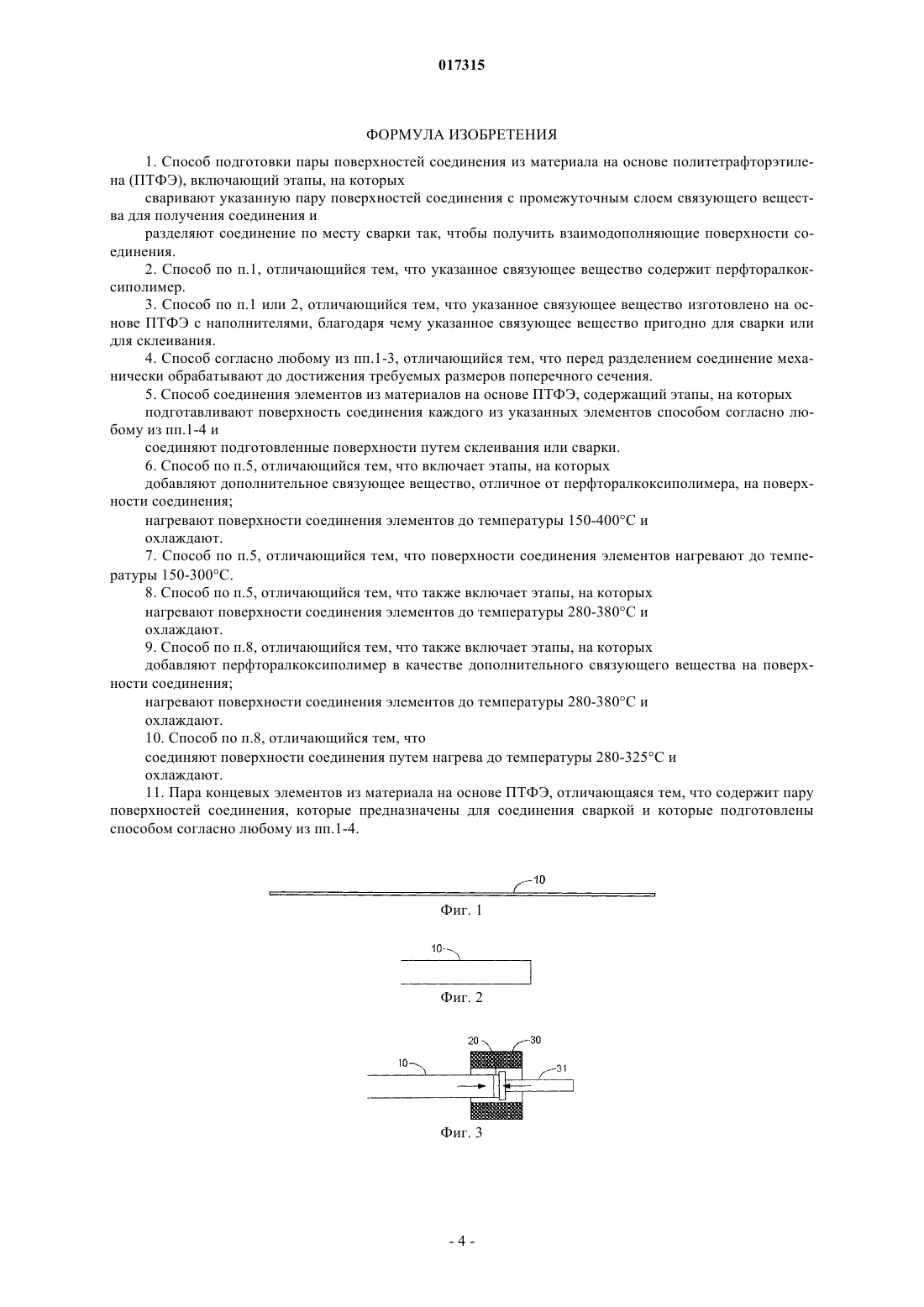
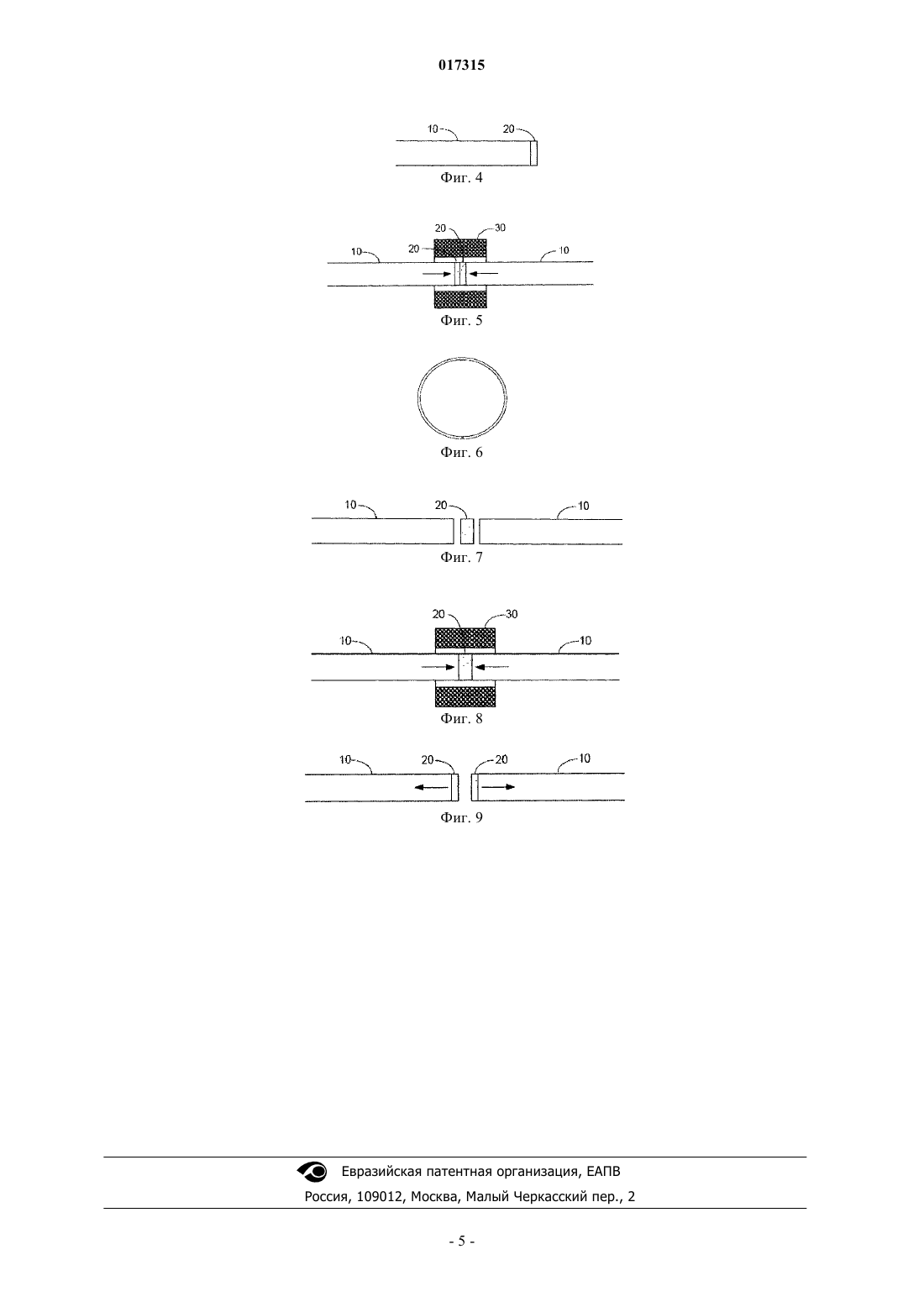
СВАРКА ЭЛЕМЕНТОВ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА При соединении элементов (10) из политетрафторэтилена (ПТФЭ) перед соединением на соединяемые поверхности элементов наносится, например с помощью сварки, связующее вещество(20). Поскольку ПТФЭ и связующее вещество соединяются в рамках отдельного предварительного процесса, параметры этого предварительного процесса можно определять безотносительно к другим требованиям, например требованию сохранения размеров, а контроль качества и приемку такого соединения можно осуществлять до последующего соединения указанных элементов из ПТФЭ. В ходе последующего соединения температура может поддерживаться на уровне,достаточно низком для того, чтобы избежать необратимой деформации ПТФЭ, или же соединение может осуществляться с использованием процесса, который не требует нагрева, например путем склеивания.(71)(73) Заявитель и патентовладелец: ТРЕЛЛЕБОРГ СИЛИНГ СОЛЮШНЗ ХЕЛЬСИНГР А/С (DK) 017315 Настоящее изобретение относится к способу соединения элементов из политетрафторэтилена(ПТФЭ), где указанные элементы нагреваются до температур, при которых происходит пластификация указанного материала. Предпосылки изобретения ПТФЭ как материал обладает определенными свойствами, например низким коэффициентом трения, низкой адгезией к другим материалам, низким поверхностным натяжением, высокой химической стойкостью и т.п. При нагреве ПТФЭ до температуры, при которой возможно соединение, наблюдается значительное увеличение объема. Соединение элементов из ПТФЭ путем нагрева обычно называют сваркой. Соединяемые элементы зачастую имеют определенную форму и допуски, которые желательно сохранить после сваривания. Для обеспечения надлежащего качества сваривания ПТФЭ необходимо нагреть до температуры, близкой к температуре плавления; при этом обычно необходимо принимать определенные меры предосторожности во избежание необратимой деформации материала, которая потребует дополнительной механической обработки для достижения требуемых размеров. В документе DE 2311096 описан способ соединения элементов из ПТФЭ путем добавления во время сварки промежуточного слоя плавкого связующего вещества, содержащего перфторалкоксисополимер (ПФА). В промышленных конструкциях элементы из ПТФЭ обычно свариваются прямым соединением, т.е. подлежащие свариванию поверхности соединения располагаются прямо друг напротив друга; при этом нагревание может осуществляться с помощью поверхностей нагрева, которые контактируют с указанными элементами из ПТФЭ, как описано в документе US 4211594. В случае если соединяемые элементы имеют стержневидную форму, указанные поверхности нагрева также накрывают боковые поверхности указанных элементов на некотором расстоянии от свариваемых поверхностей этих элементов; при этом указанные поверхности нагрева принимают форму замкнутого кольца, частично или полностью охватывающего зону сваривания. Таким образом, возможность получения элементов, способных двигаться относительно друг друга, согласно описанию указанного патента, ограничена. Учитывая вышесказанное,нагревательное кольцо обычно проектируется с определенным завышением размера, чтобы контакт обеспечивался за счет теплового расширения материала, как указано в патенте US 4701291. Соответственно нагревательное кольцо также служит для обеспечения правильного взаимного расположения соединяемых элементов. Связующее вещество может наноситься на свариваемые поверхности в качестве отдельного компонента в виде пленки, например одновременно с помещением соединяемых элементов в сварочное приспособление, а соединение или сваривание указанных элементов достигается путем нагрева до температуры, как правило, превышающей температуру плавления ПТФЭ, обычно до 330-370 С, с одновременным приложением определенного контактного давления, обычно 0,1-2 МПа. Вызванное нагревом изменение объема и механическое воздействие мягкого нагретого ПТФЭ часто приводят к нежелательным необратимым изменениям размеров вокруг зон сваривания. Это представляет определенную проблему в случае соединения обработанных профилей, как правило, для достижения требуемых размеров необходима дополнительная механическая обработка области вокруг зоны сваривания. Краткое описание изобретения Способ согласно настоящему изобретению предусматривает нанесение, например с помощью сварки, связующего вещества на соединяемые поверхности элементов из ПТФЭ перед соединением указанных элементов. После соединения указанных элементов соединение разделяется с образованием взаимодополняющих поверхностей соединения. Это позволяет упростить процесс соединения в будущем, поскольку указанные взаимодополняющие поверхности соединения обеспечивают автоматическое взаимное выравнивание соединяемых элементов, что является одним из преимуществ данного способа, так как окончательное соединение можно производить на месте применения, не прибегая к приспособлениям для выравнивания или центрирования. Поскольку ПТФЭ и связующее вещество соединяются в рамках отдельного предварительного процесса, параметры этого предварительного процесса можно определять независимо от других требований, например требования сохранения размеров, а контроль качества и приемку такого соединения можно осуществлять до последующего соединения элементов из ПТФЭ. В ходе последующего окончательного соединения температура может поддерживаться на достаточно низком уровне для того, чтобы избежать необратимой деформации ПТФЭ, или же соединение может осуществляться с использованием процесса, который не требует нагрева, например путем склеивания. Краткое описание графических материалов На фиг. 1 приведен пример вытянутого элемента из ПТФЭ. На фиг. 2-4 схематично изображены этапы нанесения связующего вещества на торцевую поверхность элемента из ПТФЭ. На фиг. 5 схематично изображен процесс соединения торцов двух отдельных элементов, изображенных на фиг. 4, или двух торцов одного элемента, изображенного на фиг. 1, для получения кольца. На фиг. 6 изображен элемент согласно фиг. 1, концы которого соединены, как показано на фиг. 5,образуя кольцо (например, уплотнительное кольцо).-1 017315 На фиг. 7-9 схематично изображен альтернативный способ подготовки двух торцов элементов из ПТФЭ к соединению сваркой. Подробное описание изобретения Ниже описан вариант данного изобретения, согласно которому два противоположных конца стержневидного элемента из ПТФЭ соединяются для получения кольца, например кольцевого уплотнения,которое устанавливается путем соединения на оборудовании, там, где необходимо заменить уже имеющееся уплотнение. На фиг. 1 изображен стержневидный элемент 10 из ПТФЭ, длина которого соответствует требуемой длине окружности готового уплотнения. Этот элемент может иметь поперечное сечение, совпадающее с окончательным поперечным сечением готового уплотнения, или же представлять собой стержневидную заготовку с поперечным сечением, отличным от окончательного. На фиг. 2 показан конец стержневидного элемента 10 из ПТФЭ согласно фиг. 1, свободный торец которого должен быть подготовлен к последующему соединению сваркой. На фиг. 3 показан слой связующего вещества 20, нанесенный на свободный торец указанного стержневидного элемента 10, помещенного в нагревательный элемент 30, который окружает указанный стержневидный элемент 10 в области указанного торца. На связующее вещество 20 оказывается требуемое давление с помощью толкателя 31, торцевая поверхность которого имеет соответствующую форму. Поверхность толкателя, контактирующая со связующим веществом, может быть ровной или профильной. Соответственно двум торцевым поверхностям для последующего соединения можно придать взаимодополняющие профили так, чтобы указанные поверхности соединялись только одним определенным образом и, следовательно, обеспечивали автоматическое взаимное выравнивание. На фиг. 4 изображен стержневидный элемент 10 после нанесения связующего вещества 20 и охлаждения указанного элемента. На фиг. 5 изображен способ соединения двух концевых элементов 10 с нанесенным на торцевые поверхности связующим веществом 20, например материалом на основе ПФА, с помощью процесса сварки, предусматривающего нагрев с помощью нагревательного элемента 30, который окружает указанные концевые элементы 10 в области соединения. Температура сваривания может подбираться исходя, главным образом, из свойств связующего вещества и, в меньшей степени, из температуры плавления ПТФЭ. Это является преимуществом данного способа, поскольку можно использовать связующее вещество, температура плавления которого меньше температуры плавления ПТФЭ, что позволяет осуществлять сварку при меньшей температуре, уменьшая или полностью исключая таким образом изменения размеров в результате нагрева и одновременно повышая вероятность достижения требуемой прочности и однородности соединения. На фиг. 6 изображено кольцо, полученное из стержневидного элемента, изображенного на фиг. 1, с помощью вышеуказанных операций, также проиллюстрированных на фиг. 2-5. В предпочтительном варианте настоящего изобретения незамкнутое уплотнение или нужный фрагмент уплотнения сваривается в сплошное кольцо. Это осуществляется с помощью подходящего связующего вещества, например ПФА, и с использованием описанных выше последовательности операций и рабочих параметров. После соединения подвергавшийся нагреву участок освобождается от напряжений путем нагрева и охлаждения в соответствии с заранее определенным температурным циклом, после которого производится дальнейшая обработка уплотнения с целью достижения требуемого поперечного сечения. Наконец, указанное уплотнение разъединяется в месте сварки, которая в случае использования ПФА в качестве связующего вещества может производиться путем нагрева до температуры 290-320 С,возможно, в сочетании с незначительным механическим воздействием. Подготовленное таким образом уплотнение впоследствии может быть соединено, как указано выше, путем нагрева его до температуры,меньшей, чем температура плавления ПТФЭ. В другом предпочтительном варианте изобретения профиль из ПТФЭ сваривается, образуя в результате сплошное кольцо, с помощью подходящего связующего вещества, например ПФА, и с использованием описанных выше последовательности операций и рабочих параметров. Поверхности соединения могут быть ровными или иметь взаимодополняющие профили, что позволяет увеличить площадь свариваемых поверхностей и обеспечить определенное взаимное расположение и автоматическое взаимное выравнивание указанных поверхностей соединения. После соединения подвергавшийся нагреву участок освобождается от напряжений путем нагрева в соответствии с заранее определенным температурным режимом. После этого из созданного таким образом сырого элемента путем обычной обработки получают требуемое уплотнение. Наконец, указанное уплотнение разделяется в месте сварки, которая в случае использования ПФА в качестве связующего вещества может производиться путем нагрева до температуры 290-320 С, возможно, в сочетании с незначительным механическим воздействием. Подготовленное таким образом уплотнение впоследствии может быть соединено, как указано выше, путем нагрева его до температуры, меньшей, чем температура плавления ПТФЭ. Фиг. 7-9 иллюстрируют этот способ подготовки поверхностей соединения материалов на основе-2 017315 ПТФЭ. Два концевых элемента 10 могут представлять собой отдельные части или же могут представлять собой концы стержневидного элемента, изображенного на фиг. 1. Описанные ниже операции выполняются, исходя из размеров существующего кольцевого уплотнения. Вначале указанное кольцевое уплотнение (не показано) разрезается или же указанный стержневидный элемент обрезается до длины, соответствующей требуемой длине окружности готового уплотнения. После этого с помощью сварки или прессования, как показано на фиг. 7, 8, наносится подходящее связующее вещество 20 таким образом,что указанное связующее вещество прочно соединяется с торцевыми поверхностями элементов из ПТФЭ. После того как указанные концы сварены между собой и охлаждены, целесообразно осуществить обработку участка сваривания для достижения им требуемых размеров. После этого соединение разделяется путем разрезания связующего вещества 20, например, с помощью ножа или лазера, в результате чего образуется две подготовленных поверхности соединения с нанесенным на обе поверхности связующим веществом. В предпочтительном варианте может использоваться профильный резак, за счет чего получаемые торцевые поверхности становятся взаимодополняющими. При соединении таких взаимодополняющих торцевых поверхностей, как показано на фиг. 5, указанные поверхности сопрягаются только в одном определенном положении с автоматическим взаимным выравниванием. Это позволяет снизить вероятность бокового смещения в месте соединения. Возможно использование связующего вещества 20 на основе ПТФЭ, в том числе модифицированного ПТФЭ, содержащего наполнители, благодаря чему указанное связующее вещество может быть пригодно как для сварки, так и для склеивания. Примером наполнителей, обеспечивающих первое свойство,может служить ПФА; при этом достаточная прочность соединения при склеивании может обеспечиваться за счет высокого содержания углеродного волокна, металлов и минералов. Соединение или сваривание могут осуществляться с использованием исключительно связующего вещества, оставшегося на поверхностях соединения в ходе начального процесса, или с добавлением нового связующего вещества, которое может иметь другой состав и обладать иными свойствами. Указанное дополнительное связующее вещество может представлять собой тот же материал, что и первое связующее вещество, но может также быть изготовлено из других материалов, способных обеспечить требуемое соединение. В случае если первое связующее вещество представляет собой ПФА, второе связующее вещество может представлять собой один из подходящих фторсодержащих полимеров с более низкой температурой плавления, например фторированный этилен-пропилен или этилентетрафторэтилен(ЭТФЭ). В случае если первое связующее вещество представляет собой ПТФЭ с высоким содержанием наполнителей, т.е. хорошо подходит для склеивания, в качестве второго связующего вещества может использоваться клей, например эпоксидный или цианакрилатный. Кроме того, параметры соединения или сваривания указанных элементов из ПТФЭ, в частности температура и контактное усилие, могут определяться с учетом требования сохранения размеров таким образом, чтобы уменьшить или даже исключить изменения размеров и последующую обработку. Это особенно целесообразно в случае соединения уплотнений из материалов на основе ПТФЭ и других элементов с особыми требованиями в отношении размеров и обработки поверхности. В дополнение к вышесказанному, данное изобретение может использоваться в случаях, когда требуется техническое обслуживание с установкой новых кольцевых уплотнений их ПТФЭ на действующее оборудование и где другие способы требуют трудоемкой и/или дорогостоящей разборки и демонтажа указанного оборудования. В частности, такие ситуации могут иметь место для больших гидравлических цилиндров, обрабатывающего оборудования или в нефтегазодобывающей промышленности. В зависимости от возможных деформаций, вызванных нагревом, напряжения, возникающие на нагреваемых участках, могут быть впоследствии устранены путем контролируемого нагрева и охлаждения в соответствии с заранее определенным температурным циклом. Наконец, производится обработка уплотнения с целью получения требуемого поперечного сечения, а поверхности соединения могут подвергаться дополнительной обработке с тем, чтобы обеспечить определенную толщину слоя связующего вещества. Подготовленное таким образом уплотнение впоследствии может быть соединено, как указано выше, путем нагрева его до температуры, меньшей, чем температура плавления ПТФЭ. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ подготовки пары поверхностей соединения из материала на основе политетрафторэтилена (ПТФЭ), включающий этапы, на которых сваривают указанную пару поверхностей соединения с промежуточным слоем связующего вещества для получения соединения и разделяют соединение по месту сварки так, чтобы получить взаимодополняющие поверхности соединения. 2. Способ по п.1, отличающийся тем, что указанное связующее вещество содержит перфторалкоксиполимер. 3. Способ по п.1 или 2, отличающийся тем, что указанное связующее вещество изготовлено на основе ПТФЭ с наполнителями, благодаря чему указанное связующее вещество пригодно для сварки или для склеивания. 4. Способ согласно любому из пп.1-3, отличающийся тем, что перед разделением соединение механически обрабатывают до достижения требуемых размеров поперечного сечения. 5. Способ соединения элементов из материалов на основе ПТФЭ, содержащий этапы, на которых подготавливают поверхность соединения каждого из указанных элементов способом согласно любому из пп.1-4 и соединяют подготовленные поверхности путем склеивания или сварки. 6. Способ по п.5, отличающийся тем, что включает этапы, на которых добавляют дополнительное связующее вещество, отличное от перфторалкоксиполимера, на поверхности соединения; нагревают поверхности соединения элементов до температуры 150-400 С и охлаждают. 7. Способ по п.5, отличающийся тем, что поверхности соединения элементов нагревают до температуры 150-300 С. 8. Способ по п.5, отличающийся тем, что также включает этапы, на которых нагревают поверхности соединения элементов до температуры 280-380 С и охлаждают. 9. Способ по п.8, отличающийся тем, что также включает этапы, на которых добавляют перфторалкоксиполимер в качестве дополнительного связующего вещества на поверхности соединения; нагревают поверхности соединения элементов до температуры 280-380 С и охлаждают. 10. Способ по п.8, отличающийся тем, что соединяют поверхности соединения путем нагрева до температуры 280-325 С и охлаждают. 11. Пара концевых элементов из материала на основе ПТФЭ, отличающаяся тем, что содержит пару поверхностей соединения, которые предназначены для соединения сваркой и которые подготовлены способом согласно любому из пп.1-4.
МПК / Метки
МПК: B29C 65/74, B29C 65/50, B29C 65/02
Метки: элементов, политетрафторэтилена, сварка
Код ссылки
<a href="https://eas.patents.su/6-17315-svarka-elementov-iz-politetraftoretilena.html" rel="bookmark" title="База патентов Евразийского Союза">Сварка элементов из политетрафторэтилена</a>
Конструктивная система из элементов кручения/тороидальных элементов и способы сооружения конструкций с использованием этих элементов
Номер патента: 3037
Опубликовано: 26.12.2002
Автор: Провитола Энтони И.
Метки: способы, использованием, элементов, система, конструктивная, этих, сооружения, конструкций
Формула / Реферат:
1. Конструктивная система, содержащая тороидальные элементы кручения и средства соединения этих элементов. 2. Конструктивная система из элементов кручения, содержащая конструктивные элементы, работающие на кручение при восприятии нагрузки, и средства соединения этих конструктивных элементов с обеспечением передачи скручивающей нагрузки, действующей, по меньшей мере, на один конструктивный элемент, по меньшей мере, одному другому конструктивному...
Кузнечная сварка труб
Номер патента: 8322
Опубликовано: 27.04.2007
Авторы: Андерсон Марк Уилсон, Воллебрегт Йан Эрик, Димитриадис Клистенис, Зейслинг Дюрре Ханс, Коул Энтони Томас, Ден Бур Йоханнис Йосефус
МПК: B23K 20/00, B23K 13/00, B23K 13/01...
Метки: труб, сварка, кузнечная
Формула / Реферат:
1. Способ кузнечной сварки концов труб, при котором концы труб нагревают до заданной температуры свыше 1200шС и окружают неокислительным и/или восстановительным защитным газом, когда концы труб прижимают друг к другу, причем осуществляют охлаждение сваренных кузнечной сваркой концов труб от указанной температуры свыше 1200 до 600шС или ниже в течение 3 мин после операции кузнечной сварки, при этом внутренняя и/или наружная часть концов труб...
Кузнечная сварка труб для тяжелых условий работы
Номер патента: 6405
Опубликовано: 29.12.2005
Авторы: Димитриадис Клистенис, Коул Энтони Томас, Зейслинг Дюрре Ханс, Ден Бур Йоханнис Йосефус
МПК: B23K 13/02
Метки: кузнечная, тяжелых, сварка, условий, труб, работы
Формула / Реферат:
1. Способ соединения труб для тяжелых условий работы, при котором соединяют трубы кузнечной сваркой и обдувают струей восстановительного газа нагретые концы труб во время по меньшей мере части операции кузнечной сварки для удаления оксидов с концов труб, подвергающихся кузнечной сварке, и ограничения количества окисных включений и неровностей между концами труб, подвергающимися кузнечной сварке, при этом концы труб нагревают пропусканием...
Ниппель для элементов радиатора, относящийся к элементам радиатора и набору элементов радиатора
Номер патента: 14440
Опубликовано: 30.12.2010
Автор: Ланчини Франко
МПК: F28F 9/26, F16J 15/06
Метки: радиатора, относящийся, элементов, набору, ниппель, элементам
Формула / Реферат:
1. Ниппель (4) для элементов (8) радиатора, имеющий ось (Y) симметрии, содержащийпару внешних резьб (30, 32), расположенных на противоположных осевых концах (29) ниппеля (4) для обеспечения навинчивания ниппеля (4) на соединительные концы (12) элементов (8) радиатора,уплотнительную стенку (36), пригодную для взаимодействия с присоединяемым уплотнением (28), расположенным между уплотнительной стенкой (36) и соединительными концами (12) элементов...
Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов
Номер патента: 10534
Опубликовано: 30.10.2008
Авторы: Кизель Бернд, Фом Орде Готтфрид, Филлер Эрвин Вальтер
МПК: B28B 3/20, B09B 3/00, C04B 18/30...
Метки: способ, частности, изготовления, строительных, элементов, панелей, твердых, отходов, материалов
Формула / Реферат:
1. Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов, при котором: а) подготавливают отходы твердых материалов в виде различных чистосортных фракций с заданным размером частиц; б) различные фракции смешивают в заданном соотношении с добавлением воды и связующего вещества; в) полученную смесь подвергают формообразованию для получения заготовок строительных элементов; г) заготовки...
Предыдущий патент: Пестицидная композиция, способ ее получения и способ борьбы с сельскохозяйственным вредителем
Следующий патент: Способ и система для обеспечения возможности автоматизированного приема и извлечения груза в целях хранения
Случайный патент: Способ извлечения углеводородных соединений и устройство для извлечения углеводородов из газообразных побочных продуктов