Способ производства эмалированного стального листа или детали
Номер патента: 18482
Опубликовано: 30.08.2013
Авторы: Лево Марк, Дюпре Лод, Гонсалес Хименес Хавьер, Гуссло Филипп
Формула / Реферат
1. Стальной лист, покрытый с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в которой гомогенно диспергированы частицы неоксидной керамики, вес частиц в указанном покрытии составляет 0,001-0,250 г/м2, температура плавления указанной неоксидной керамики выше 600°С, состав указанного стального листа подходит для эмалировки и указанный полимер при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440°С и полностью сгорает при 600°С.
2. Деталь, выполненная из стального листа, покрытого с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в которой гомогенно диспергированы частицы неоксидной керамики, вес частиц в указанном покрытии составляет 0,001-0,250 г/м2, температура плавления указанной неоксидной керамики выше 600°С, состав указанного стального листа подходит для эмалировки и указанный полимер при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440°С и полностью сгорает при 600°С.
3. Стальной лист или деталь по пп.1 и 2, где вес частиц неоксидной керамики в покрытии составляет 0,01-0,10 г/м2.
4. Стальной лист или деталь по любому из пп.1-3, где температура плавления указанной неоксидной керамики выше 700°С.
5. Стальной лист или деталь по любому из пп.1-4, где частицы указанной неоксидной керамики выбраны из группы, состоящей из нитридов, боридов, силицидов, сульфидов, карбидов и их смесей.
6. Стальной лист или деталь по п.5, где указанный нитрид является нитридом бора, алюминия или кремния.
7. Стальной лист или деталь по п.5, где указанный борид является боридом магния, титана или циркония.
8. Стальной лист или деталь по п.5, где указанный силицид является силицидом молибдена.
9. Стальной лист или деталь по п.5, где указанный сульфид является сульфидом вольфрама.
10. Стальной лист или деталь по п.5, где указанный карбид является карбидом бора или кремния.
11. Стальной лист или деталь по любому из пп.1-10, где средний диаметр D50 указанных частиц составляет 0,01-3 мкм.
12. Стальной лист или деталь по любому из пп.1-11, где вес полимера в указанном покрытии составляет 0,5-10,0 г/м2.
13. Стальной лист или деталь по п.12, где вес полимера в покрытии составляет 2,0-6,0 г/м2.
14. Стальной лист или деталь по любому из пп.1-13, где полимер является полиэфиром, полиакриловым полимером, полиуретаном, полиэтиленом, полипропиленом или их смесями.
15. Применение стального листа с покрытием по любому из пп.1, 3-14 для изготовления эмалированного стального листа.
16. Применение детали с покрытием по любому из пп.2-14 для изготовления эмалированной детали.
17. Способ эмалирования стального листа, который включает следующие стадии:
наносят на одну или обе стороны стального листа, состав которого является подходящим для эмалирования, слой рецептуры, содержащей 0,008-5,0 мас.% частиц неоксидной керамики с температурой плавления выше 600°С, необязательный растворитель, остальное - полимер, который при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440°С и полностью сгорает при 600°С;
отверждают указанный слой для получения полимерного покрытия, в котором гомогенно диспергированы частицы неоксидной керамики;
наносят на указанное полимерное покрытие слой грунтовой эмали и необязательно дополнительный верхний слой белого или светлоокрашенного эмалевого покрытия;
затем обжигают указанное покрытие грунтовой эмали и указанное необязательное дополнительное верхнее белое или светлоокрашенное эмалевое покрытие для получения эмалированного стального листа.
18. Способ эмалирования детали, выполненной из стального листа, который включает следующие стадии:
наносят на одну или обе стороны стального листа, состав которого является подходящим для эмалирования, слой рецептуры, содержащей 0,008-5,0 мас.% частиц неоксидной керамики с температурой плавления выше 600°С, необязательный растворитель, остальное - полимер, который при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440°С и полностью сгорает при 600°С;
отверждают указанный слой для получения полимерного покрытия, в котором гомогенно диспергированы частицы неоксидной керамики;
формуют указанный стальной лист для получения детали;
наносят на указанное полимерное покрытие слой грунтовой эмали и необязательно дополнительный верхний слой белого или светлоокрашенного эмалевого покрытия;
затем обжигают указанное покрытие грунтовой эмали и указанное необязательное дополнительное верхнее белое или светлоокрашенное эмалевое покрытие для получения эмалированной детали.
19. Способ по любому из пп.17, 18, где полимер является полимером, отверждаемым при облучении, при этом рецептура не содержит растворителя.
20. Способ по п.18, где указанный полимер отверждают при облучении ионизирующим излучением или актиническим излучением.
21. Способ по п.20, где указанное ионизирующее излучение является электронным лучом.
22. Способ по п.20, где указанное ионизирующее излучение является ультрафиолетовым светом.
23. Способ по любому из пп.17, 18, где рецептура включает растворитель и полимер является термоотверждаемым полимером.
24. Способ по п.23, где указанная рецептура включает 0,008-5,0 мас.% указанных частиц неоксидной керамики, 10-70 мас.% указанного полимера, остальное в рецептуре составляет растворитель.
25. Способ по любому из пп.23, 24, где указанный стальной лист, покрытый слоем указанной рецептуры, подвергают термообработке его нагреванием от температуры окружающей среды до температуры 50-220°С и его выдерживанием при указанной температуре в течение 5-60 с для полного испарения растворителя и отверждения полимера.
Текст
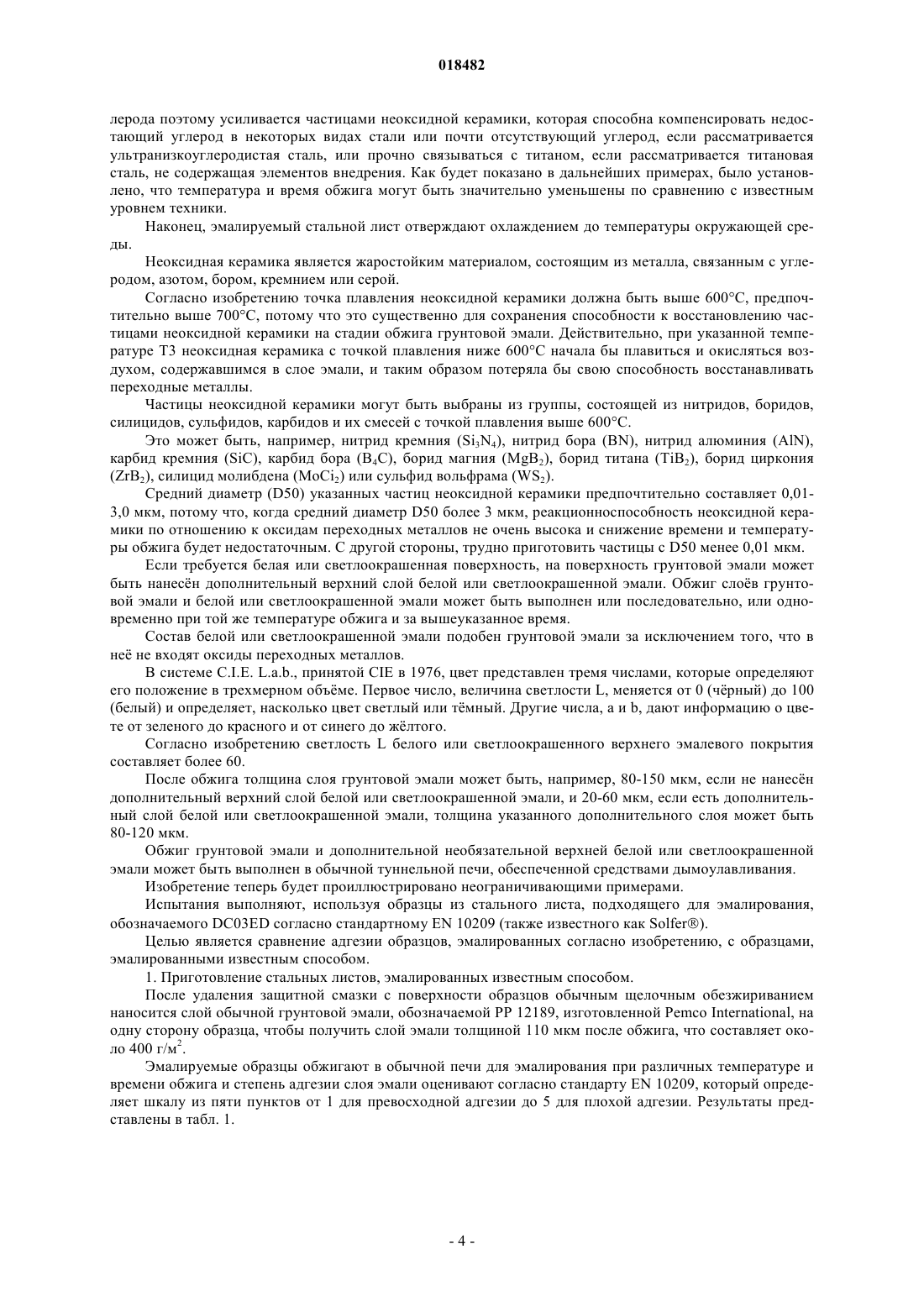
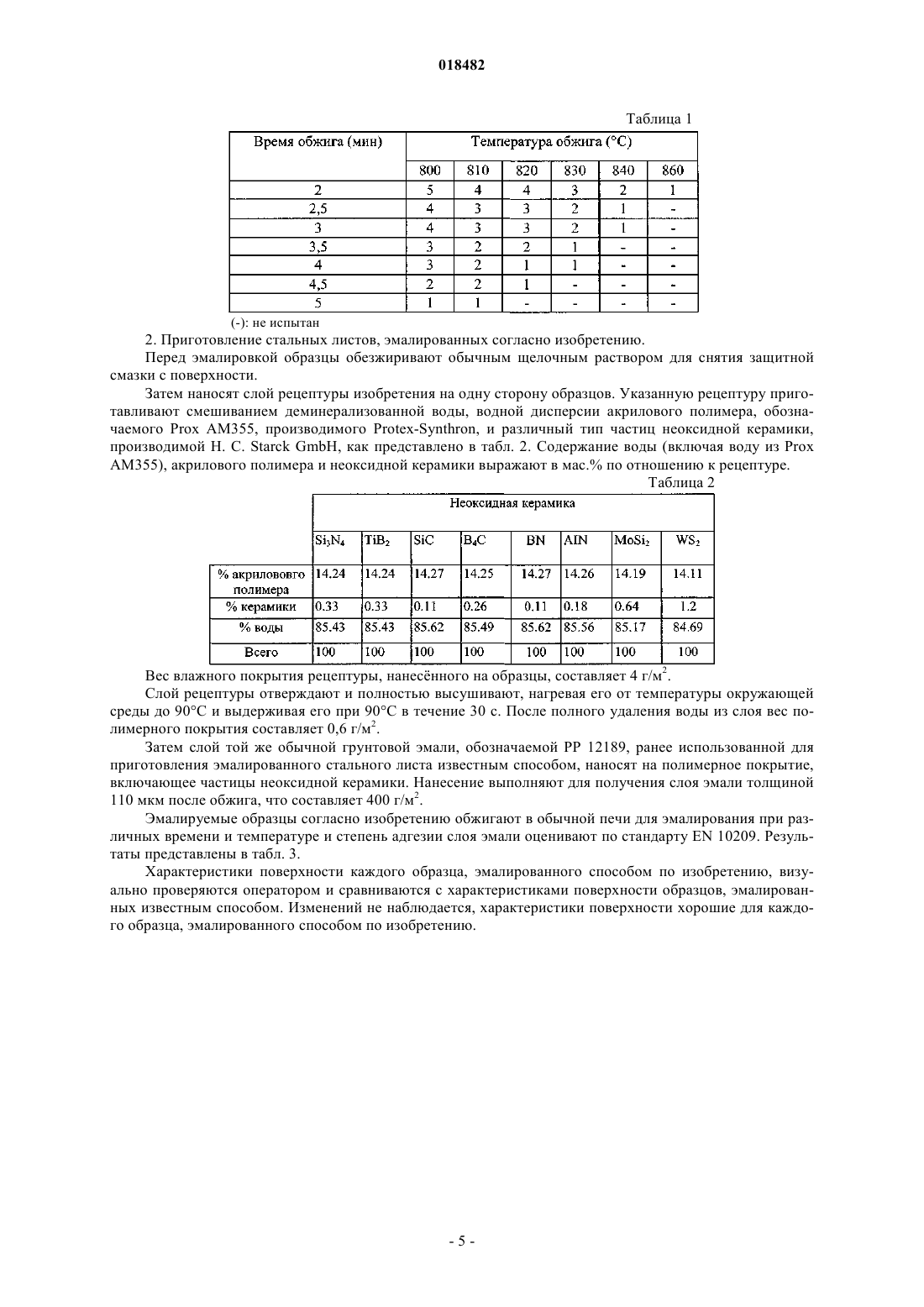
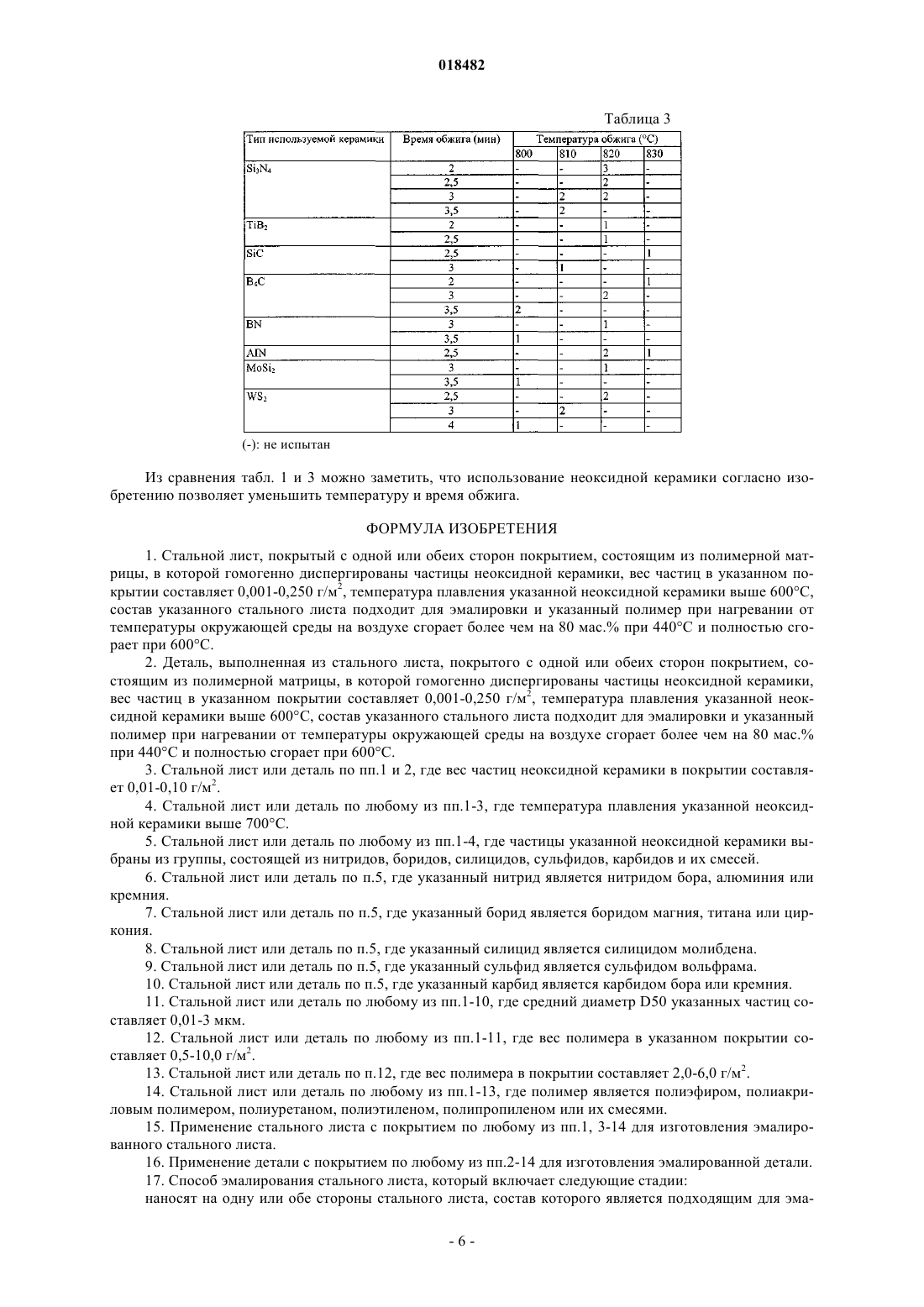
СПОСОБ ПРОИЗВОДСТВА ЭМАЛИРОВАННОГО СТАЛЬНОГО ЛИСТА ИЛИ ДЕТАЛИ Изобретение относится к стальному листу или детали, состав которых подходит для эмалирования,с покрытием, состоящим из полимерной матрицы, в котором гомогенно диспергированы частицы неоксидной керамики. Оно также относится к применению покрытого стального листа или детали для производства эмалированного стального листа или детали и к способу производства эмалированного стального листа или детали, позволяющему снизить температуру и время обжига по сравнению с обычными температурой и временем обжига. Лево Марк (FR), Дюпре Лод, Гонсалес Хименес Хавьер (BE), Гуссло Филипп Настоящее изобретение относится к стальному листу или детали, состав которых подходит для эмалирования и которые покрыты с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в которой гомогенно диспергированы частицы неоксидной керамики, и использованию этого покрытого стального листа или деталей для производства эмалированного стального листа или деталей. Изобретение также относится к способу изготовления стального листа или детали, покрытых слоем грунтовой эмали и необязательным дополнительным слоем белой или слабоокрашенной эмали с высокой адгезией к стали. Защита металлических поверхностей нанесением слоя эмали хорошо известна и широко используется из-за е стойкости к высокой температуре и потому, что она придат поверхности защитные свойства по отношению к химическому воздействию. Эмалированные изделия поэтому широко используются в различных применениях, таких как стиральные машины, санитарно-технические изделия, кухонные плиты, предметы домашнего обихода, так же, как наружные строительные материалы. Обычный способ производства эмалированного стального листа с высокой адгезией между стальным листом и эмалевым покрытием включает нанесение на стальной лист слоя эмали, содержащей оксиды, повышающие адгезию, такие как оксиды кобальта, никеля, меди, железа, марганца, сурьмы или молибдена. Этот вид эмали называют "грунтовой эмалью". Адгезия грунтовой эмали создатся обжигом при 780-860 С в течение 3-8 мин за счт окислительно-восстановительной химической реакции между компонентами стали, такими как углерод, и оксидами грунтовой эмали, повышающими адгезию. Однако время и температура, необходимые для обжига эмали, в настоящее время больше не соответствуют производственным потребностям. Цель настоящего изобретения состоит в преодолении вышеуказанных недостатков и создания способа производства эмалированного стального листа или деталей, который позволяет снизить потребление энергии снижением температуры обжига на 10-40 С по сравнению с обычными температурами обжига и повысить производительность снижением времени обжига на 1-3 мин по сравнению с обычными временами обжига при сохранении и хорошей адгезии, и характеристик поверхности слоя эмали. Поэтому объектом изобретения является способ эмалирования стального листа или деталей, включающий стадии нанесения на одну или обе стороны стального листа, состав которого подходит для эмалирования,слоя рецептуры, содержащей 0,008-5, мас.% частиц неоксидной керамики с точкой плавления выше 600 С, необязательно растворитель, остальное составляет полимер, который при нагревании от температуры окружающей среды до 800 С на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С; отверждения указанного слоя, чтобы получить полимерное покрытие, в котором гомогенно диспергированы частицы неоксидной керамики; необязательно формирования указанного стального листа с покрытием для получения детали; нанесения на указанное полимерное покрытие слоя грунтовой эмали и необязательно дополнительного верхнего слоя белой или слабоокрашенной эмали; затем обжига указанного слоя грунтовой эмали и указанного необязательного верхнего слоя белой или слабоокрашенной эмали для получения эмалированного стального листа или детали. Преимущества изобретения не только в том, что снижается температура и время обжига, но также и в том, что не требуется экологически неблагоприятная подготовка стального листа до и после нанесения рецептуры и перед эмалировкой, такая как интенсивное декапирование кислыми растворами и/или никелирование (nickling). Стальной лист или деталь, состав которых подходит для эмалирования, определяется Европейским стандартом EN 10209 и характеризуется низким содержанием углерода, обычно менее 0,08 мас.%, для избегания образования пузырей при обжиге эмали. Таким образом, сорт низкоуглеродистой стали с содержанием углерода менее 0,08 мас.%, сорт ультранизкоуглеродистой стали с содержанием углерода менее 0,005 мас.% и Ti-сталь с небольшим количеством металлических включений с содержанием углерода менее 0,02 мас.% могут рассматриваться подходящими для осуществления настоящего изобретения. Вторым объектом изобретения является стальной лист или деталь, покрытые с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в котором гомогенно диспергированы частицы неоксидной керамики, вес указанных частиц в покрытии составляет 0,001-0,250 г/м 2, точка плавления указанной неоксидной керамики выше 600 С, состав указанного стального листа или детали подходит для эмалирования и указанный полимер при нагревании от окружающей температуры до 800 С на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С. Наконец третьей целью изобретения является использование указанного стального листа или детали с покрытием для производства эмалированного стального листа или детали. После горячей и холодной прокатки стальной лист, состав которого подходит для эмалирования,просто обезжиривают для удаления всех следов смазки и покрывают с одной или обеих сторон слоем рецептуры, включающей 0,008-5,0 мас.% частиц неоксидной керамики, точка плавления которой выше 600 С, необязательно растворитель, остальное полимер, который при нагревании от окружающей температуры до 800 С на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С. Нанесение указанной рецептуры может быть выполнено обычным образом, например окунанием, с помощью валика или распылением. Затем указанный стальной лист, покрытый слоем указанной рецептуры, отверждают, чтобы получить стальной лист с полимерным покрытием, в котором гомогенно диспергированы частицы неоксидной керамики. Указанный полимер может быть, например, полиэфиром, полиакрилатом, полиуретаном, полиэтиленом, полипропиленом или их смесями. В одном осуществлении изобретения полимер может быть радиационно-отверждаемым полимером,и рецептура может не содержать растворителя. Отверждение указанного радиационно-отверждаемого полимера выполняется путем облучения слоя рецептуры ионизирующим излучением или светом. Ионизирующее облучение быть электронным лучом, и актиническое излучение может быть ультрафиолетовым светом. В другом осуществлении изобретения полимер может быть термоотверждаемым полимером. В этом случае рецептура включает растворитель. В соответствии с изобретением растворитель не играет активной роли при формировании полимерного покрытия и никакой структурный элемент из растворителя не входит в полимер. Содержание растворителя и полимера в рецептуре выбирают так, чтобы получить жидкую рецептуру, которая может быть легко нанесена на стальной лист. Кроме того, растворитель облегчает контроль толщины покрытия. Действительно, рецептура без растворителя, включающая термоотверждаемый полимер, была бы тврдой при окружающей температуре и должна быть нанесена на стальной лист как расплавленная жидкость, или предварительным нагревом и е распылением на поверхность указанного стального листа, или е растиранием на предварительно нагретом стальном листе. В этих условиях было бы трудно получить гомогенное распределение частиц и поддерживать постоянную и небольшую толщину. Таким образом, указанная рецептура предпочтительно включает 0,008-5,0 мас.% указанных частиц неоксидной керамики, 10-70 мас.% указанного термоотверждаемого полимера, остаток композиции составляет растворитель. Когда стальной лист покрыт слоем указанной рецептуры, его подвергают термообработке для отверждения полимера и полного испарения растворителя. Растворитель должен быть полностью удалн из полимерного покрытия, иначе будет трудно избежать загрязнения поверхности покрытия, и адгезия эмали к стальному листу будет снижена или даже ограничена. Термообработка выполняется нагреванием указанного стального листа от окружающей температуры до температуры Т 1 и выдерживанием его при этой температуре Т 1 в течение времени t1. Это может быть достигнуто индукционным отверждением или продувкой горячего воздуха. Предпочтительно температура Т 1 составляет 50-220 С и время t1 составляет 5-60 с. Выше 220 С полимер может начать гореть до нанесения грунтовой эмали и есть риск, что частицы неоксидной керамики больше не будут находиться в полимере и не будут гомогенно распределены по поверхности стального листа, что приведт к меньшему сокращению времени обжига и температуры. Если время t1 выше 60 с или если температура Т 1 ниже 50 С, производительность способа не соответствует промышленным требованиями. Однако если время tl будет ниже 5 с, то отверждение и высыхание слоя будут недостаточными. Растворитель может быть органическим, водно-органическим растворителем или предпочтительно водой по экологическим соображениям. В обоих осуществлениях сокращение времени обжига и температуры обжига последующего слоя эмали и улучшенной адгезии эмали на всей поверхности стального листа могут быть достигнуты только если: 1) количество неоксидных частиц, наносимых на стальной лист, достаточно, чтобы прореагировать с оксидами слоя грунтовой эмали, улучшающими адгезию, как будет видно далее. Действительно, существенно чтобы вес покрытия указанных частиц неоксидной керамики был больше 0,001 г/м 2. Однако вес покрытия ограничен 0,250 г/м 2, потому что адгезия эмали не улучшается выше 0,250 г/м 2, а стоимость увеличивается. Более предпочтительно, вес покрытия указанных частиц неоксидной керамики составляет 0,01-0,10 г/м 2; 2) частицы неоксидной керамики гомогенно распределены на поверхности стального листа. Роль полимера состоит в удержании частиц неоксидной керамики гомогенно распределнными на стальной поверхности перед нанесением эмали. Предпочтительно вес полимерного покрытия после термообработки или действия ионизирующего или актинического излучения должен быть достаточен для придания стальному листу эффективной временной защиты от коррозии перед нанесением грунтовой эмали, но достаточно низким, чтобы полимер легко сгорел полностью при обжиге эмали. Таким образом, вес указанного полимерного покрытия предпочтительно составляет 0,5-10,0 г/м 2,что соответствует количеству частиц неоксидной керамики 0,08-10,0 мас.%. Более предпочтительно, вес полимерного покрытия составляет 2,0-6,0 г/м 2. Указанная рецептура также может содержать добавки известного уровня техники для дополнительного улучшения е свойств: например, поверхностно-активные вещества для улучшения смачиваемости поверхности обрабатываемого стального листа, пеногасители, ингибиторы коррозии, пигменты или бактерициды. Все эти добавки в основном используются в относительно небольших количествах, обычно менее 3% по отношению к весу рецептуры. После термообработки или облучения и перед эмалировкой стальной лист может быть подвергнут формованию штамповкой, ковкой или сгибанием для получения детали. Полимерное покрытие предпочтительно обладает достаточными свойствами смазки, и нет необходимости в использовании дополнительной смазки перед необязательной стадией формования. В этом случае нет необходимости обезжиривать детали, покрытые полимером перед нанесением эмали. Однако, если само полимерное покрытие не обладает достаточными свойствами смазки, смазка может быть добавлена к рецептуре в диапазоне 0,3-5,0 мас.% по отношению к полимеру. Ниже 0,3 мас.% эффект смазки не будет достаточным, чтобы формовать стальной лист без предварительной операции смазки, например маслом, но выше 5 мас.% есть риск, что у покрытия появится жирный внешний вид. Смазка может быть, например, углеводородным воском, растительным воском, таким как карнаубский воск, минеральным или синтетическим маслом, растительным или животным маслом, содержащим эфиры жирных кислот или жирную кислоту. После термообработки или облучения и необязательной стадии формования на полимерное покрытие наносится слой грунтовой эмали и обжигается. Грунтовая эмаль является стеклом, компоненты которого находятся в форме порошка. Обычно она содержит 40-50 мас.% диоксида кремния, 10-20% оксида бора, 2-10 мас.% оксида алюминия, 0,5-4 мас.% оксидов переходных металлов, таких как кобальт, никель, железо, марганец, сурьма, и оксиды молибдена, остальное - оксиды щелочных и щлочно-земельных металлов. Оксиды переходных металлов называют оксидами, улучшающими адгезию, потому что они могут быть восстановлены компонентами стали,такими как углерод, и таким образом могут образовывать связь между стальным листом и эмалью. Слой грунтовой эмали может быть нанесн непосредственно в форме порошка сухим электростатическим опудриванием или во влажной форме после смешивания с водой, распылением или окунанием. В последнем случае воду предпочтительно полностью испаряют перед стадией обжига нагреванием слоя эмали от окружающей температуры до температуры Т 2, выдерживая его при этой температуре Т 2 в течение времени t2. Время t2 предпочтительно ниже 60 с, чтобы соответствовать требованиям по производительности. По этой причине низший предел температуры Т 2 предпочтительно выше 80 С. Время t2 предпочтительно выше 5 с, чтобы гарантировать полное испарение воды во время высушивания эмали. Иначе, если слой эмали не будет полностью высушен до обжига, вода будет испаряться при обжиге и связь эмали со стальным листом ослабнет. Температура Т 2 предпочтительно ограничена 120 С для избежания образования пузырей в слое эмали во время испарения воды, которые дополнительно ослабляли бы связь эмали со стальным листом. Высушивание эмали во влажной форме может быть выполнено продуванием горячего воздуха. После высушивания эмали во влажной форме и перед обжигом указанной высушенной эмали она может быть охлаждена до окружающей температуры. Однако предпочтительно проводить е обжиг, когда она ещ находится при указанной температуре Т 2, для сбережения энергии. В обоих случаях до обжига слой эмали является пористым и обычно содержит 30-60 об.% воздуха. Обжиг грунтовой эмали включает несколько стадий, во время которых стальной лист нагревают или от окружающей температуры, или от температуры Т 2. Выше 240 С полимер начинает сгорать. Это означает, что он постепенно разрушается под действием комбинации нагрева и кислорода, поступающего из воздуха, содержавшегося в слое эмали, до диоксида углерода и паров воды, которые выделяются в окружающую атмосферу. Изобретатели установили, что достаточно, чтобы более 80 мас.% полимера сгорали при 440 С, потому что, если более 20 мас.% полимера не будет разложено до того, как эмаль станет вязкой жидкостью,есть риск проблем с адгезией эмали к стальному листу и образования кратеров из-за большого выделения газовых пузырей при обжиге, что приводит к плохим характеристикам поверхности эмалевого покрытия. При температуре Т 3, которая обычно составляет 450-600 С, грунтовая эмаль начинает размягчаться и становится вязкой жидкостью. Таким образом, слой эмали постепенно превращается из пористого слоя в непрерывную плнку, что приводит к снижению газообмена. По этой причине полимер должен быть полностью сожжн при 600 С, чтобы избежать формирования кратеров в покрытии эмали из-за выделения газовых пузырей и возникновения проблем с адгезией эмали. Затем, поскольку температура продолжает увеличиваться, частицы неоксидной керамики и углерод стали восстанавливают оксиды переходных металлов, которые являются термодинамически наиболее неустойчивыми оксидами эмали и обеспечивают адгезию эмали на стальной поверхности. Действие уг-3 018482 лерода поэтому усиливается частицами неоксидной керамики, которая способна компенсировать недостающий углерод в некоторых видах стали или почти отсутствующий углерод, если рассматривается ультранизкоуглеродистая сталь, или прочно связываться с титаном, если рассматривается титановая сталь, не содержащая элементов внедрения. Как будет показано в дальнейших примерах, было установлено, что температура и время обжига могут быть значительно уменьшены по сравнению с известным уровнем техники. Наконец, эмалируемый стальной лист отверждают охлаждением до температуры окружающей среды. Неоксидная керамика является жаростойким материалом, состоящим из металла, связанным с углеродом, азотом, бором, кремнием или серой. Согласно изобретению точка плавления неоксидной керамики должна быть выше 600 С, предпочтительно выше 700 С, потому что это существенно для сохранения способности к восстановлению частицами неоксидной керамики на стадии обжига грунтовой эмали. Действительно, при указанной температуре Т 3 неоксидная керамика с точкой плавления ниже 600 С начала бы плавиться и окисляться воздухом, содержавшимся в слое эмали, и таким образом потеряла бы свою способность восстанавливать переходные металлы. Частицы неоксидной керамики могут быть выбраны из группы, состоящей из нитридов, боридов,силицидов, сульфидов, карбидов и их смесей с точкой плавления выше 600 С. Это может быть, например, нитрид кремния (Si3N4), нитрид бора (BN), нитрид алюминия (AlN),карбид кремния (SiC), карбид бора (В 4 С), борид магния (MgB2), борид титана (TiB2), борид циркония(ZrB2), силицид молибдена (MoCi2) или сульфид вольфрама (WS2). Средний диаметр (D50) указанных частиц неоксидной керамики предпочтительно составляет 0,013,0 мкм, потому что, когда средний диаметр D50 более 3 мкм, реакционноспособность неоксидной керамики по отношению к оксидам переходных металлов не очень высока и снижение времени и температуры обжига будет недостаточным. С другой стороны, трудно приготовить частицы с D50 менее 0,01 мкм. Если требуется белая или светлоокрашенная поверхность, на поверхность грунтовой эмали может быть нанесн дополнительный верхний слой белой или светлоокрашенной эмали. Обжиг слов грунтовой эмали и белой или светлоокрашенной эмали может быть выполнен или последовательно, или одновременно при той же температуре обжига и за вышеуказанное время. Состав белой или светлоокрашенной эмали подобен грунтовой эмали за исключением того, что в не не входят оксиды переходных металлов. В системе C.I.E. L.a.b., принятой CIE в 1976, цвет представлен тремя числами, которые определяют его положение в трехмерном объме. Первое число, величина светлости L, меняется от 0 (чрный) до 100(белый) и определяет, насколько цвет светлый или тмный. Другие числа, a и b, дают информацию о цвете от зеленого до красного и от синего до жлтого. Согласно изобретению светлость L белого или светлоокрашенного верхнего эмалевого покрытия составляет более 60. После обжига толщина слоя грунтовой эмали может быть, например, 80-150 мкм, если не нанесн дополнительный верхний слой белой или светлоокрашенной эмали, и 20-60 мкм, если есть дополнительный слой белой или светлоокрашенной эмали, толщина указанного дополнительного слоя может быть 80-120 мкм. Обжиг грунтовой эмали и дополнительной необязательной верхней белой или светлоокрашенной эмали может быть выполнен в обычной туннельной печи, обеспеченной средствами дымоулавливания. Изобретение теперь будет проиллюстрировано неограничивающими примерами. Испытания выполняют, используя образцы из стального листа, подходящего для эмалирования,обозначаемого DC03ED согласно стандартному EN 10209 (также известного как Solfer). Целью является сравнение адгезии образцов, эмалированных согласно изобретению, с образцами,эмалированными известным способом. 1. Приготовление стальных листов, эмалированных известным способом. После удаления защитной смазки с поверхности образцов обычным щелочным обезжириванием наносится слой обычной грунтовой эмали, обозначаемой РР 12189, изготовленной Pemco International, на одну сторону образца, чтобы получить слой эмали толщиной 110 мкм после обжига, что составляет около 400 г/м 2. Эмалируемые образцы обжигают в обычной печи для эмалирования при различных температуре и времени обжига и степень адгезии слоя эмали оценивают согласно стандарту EN 10209, который определяет шкалу из пяти пунктов от 1 для превосходной адгезии до 5 для плохой адгезии. Результаты представлены в табл. 1. 2. Приготовление стальных листов, эмалированных согласно изобретению. Перед эмалировкой образцы обезжиривают обычным щелочным раствором для снятия защитной смазки с поверхности. Затем наносят слой рецептуры изобретения на одну сторону образцов. Указанную рецептуру приготавливают смешиванием деминерализованной воды, водной дисперсии акрилового полимера, обозначаемого Prox AM355, производимого Protex-Synthron, и различный тип частиц неоксидной керамики,производимой Н. С. Starck GmbH, как представлено в табл. 2. Содержание воды (включая воду из ProxAM355), акрилового полимера и неоксидной керамики выражают в мас.% по отношению к рецептуре. Таблица 2 Вес влажного покрытия рецептуры, нанеснного на образцы, составляет 4 г/м 2. Слой рецептуры отверждают и полностью высушивают, нагревая его от температуры окружающей среды до 90 С и выдерживая его при 90 С в течение 30 с. После полного удаления воды из слоя вес полимерного покрытия составляет 0,6 г/м 2. Затем слой той же обычной грунтовой эмали, обозначаемой РР 12189, ранее использованной для приготовления эмалированного стального листа известным способом, наносят на полимерное покрытие,включающее частицы неоксидной керамики. Нанесение выполняют для получения слоя эмали толщиной 110 мкм после обжига, что составляет 400 г/м 2. Эмалируемые образцы согласно изобретению обжигают в обычной печи для эмалирования при различных времени и температуре и степень адгезии слоя эмали оценивают по стандарту EN 10209. Результаты представлены в табл. 3. Характеристики поверхности каждого образца, эмалированного способом по изобретению, визуально проверяются оператором и сравниваются с характеристиками поверхности образцов, эмалированных известным способом. Изменений не наблюдается, характеристики поверхности хорошие для каждого образца, эмалированного способом по изобретению. Из сравнения табл. 1 и 3 можно заметить, что использование неоксидной керамики согласно изобретению позволяет уменьшить температуру и время обжига. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Стальной лист, покрытый с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в которой гомогенно диспергированы частицы неоксидной керамики, вес частиц в указанном покрытии составляет 0,001-0,250 г/м 2, температура плавления указанной неоксидной керамики выше 600 С,состав указанного стального листа подходит для эмалировки и указанный полимер при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С. 2. Деталь, выполненная из стального листа, покрытого с одной или обеих сторон покрытием, состоящим из полимерной матрицы, в которой гомогенно диспергированы частицы неоксидной керамики,вес частиц в указанном покрытии составляет 0,001-0,250 г/м 2, температура плавления указанной неоксидной керамики выше 600 С, состав указанного стального листа подходит для эмалировки и указанный полимер при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С. 3. Стальной лист или деталь по пп.1 и 2, где вес частиц неоксидной керамики в покрытии составляет 0,01-0,10 г/м 2. 4. Стальной лист или деталь по любому из пп.1-3, где температура плавления указанной неоксидной керамики выше 700 С. 5. Стальной лист или деталь по любому из пп.1-4, где частицы указанной неоксидной керамики выбраны из группы, состоящей из нитридов, боридов, силицидов, сульфидов, карбидов и их смесей. 6. Стальной лист или деталь по п.5, где указанный нитрид является нитридом бора, алюминия или кремния. 7. Стальной лист или деталь по п.5, где указанный борид является боридом магния, титана или циркония. 8. Стальной лист или деталь по п.5, где указанный силицид является силицидом молибдена. 9. Стальной лист или деталь по п.5, где указанный сульфид является сульфидом вольфрама. 10. Стальной лист или деталь по п.5, где указанный карбид является карбидом бора или кремния. 11. Стальной лист или деталь по любому из пп.1-10, где средний диаметр D50 указанных частиц составляет 0,01-3 мкм. 12. Стальной лист или деталь по любому из пп.1-11, где вес полимера в указанном покрытии составляет 0,5-10,0 г/м 2. 13. Стальной лист или деталь по п.12, где вес полимера в покрытии составляет 2,0-6,0 г/м 2. 14. Стальной лист или деталь по любому из пп.1-13, где полимер является полиэфиром, полиакриловым полимером, полиуретаном, полиэтиленом, полипропиленом или их смесями. 15. Применение стального листа с покрытием по любому из пп.1, 3-14 для изготовления эмалированного стального листа. 16. Применение детали с покрытием по любому из пп.2-14 для изготовления эмалированной детали. 17. Способ эмалирования стального листа, который включает следующие стадии: наносят на одну или обе стороны стального листа, состав которого является подходящим для эма-6 018482 лирования, слой рецептуры, содержащей 0,008-5,0 мас.% частиц неоксидной керамики с температурой плавления выше 600 С, необязательный растворитель, остальное - полимер, который при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С; отверждают указанный слой для получения полимерного покрытия, вкотором гомогенно диспергированы частицы неоксидной керамики; наносят на указанное полимерное покрытие слой грунтовой эмали и необязательно дополнительный верхний слой белого или светлоокрашенного эмалевого покрытия; затем обжигают указанное покрытие грунтовой эмали и указанное необязательное дополнительное верхнее белое или светлоокрашенное эмалевое покрытие для получения эмалированного стального листа. 18. Способ эмалирования детали, выполненной из стального листа, который включает следующие стадии: наносят на одну или обе стороны стального листа, состав которого является подходящим для эмалирования, слой рецептуры, содержащей 0,008-5,0 мас.% частиц неоксидной керамики с температурой плавления выше 600 С, необязательный растворитель, остальное - полимер, который при нагревании от температуры окружающей среды на воздухе сгорает более чем на 80 мас.% при 440 С и полностью сгорает при 600 С; отверждают указанный слой для получения полимерного покрытия, в котором гомогенно диспергированы частицы неоксидной керамики; формуют указанный стальной лист для получения детали; наносят на указанное полимерное покрытие слой грунтовой эмали и необязательно дополнительный верхний слой белого или светлоокрашенного эмалевого покрытия; затем обжигают указанное покрытие грунтовой эмали и указанное необязательное дополнительное верхнее белое или светлоокрашенное эмалевое покрытие для получения эмалированной детали. 19. Способ по любому из пп.17, 18, где полимер является полимером, отверждаемым при облучении, при этом рецептура не содержит растворителя. 20. Способ по п.18, где указанный полимер отверждают при облучении ионизирующим излучением или актиническим излучением. 21. Способ по п.20, где указанное ионизирующее излучение является электронным лучом. 22. Способ по п.20, где указанное ионизирующее излучение является ультрафиолетовым светом. 23. Способ по любому из пп.17, 18, где рецептура включает растворитель и полимер является термоотверждаемым полимером. 24. Способ по п.23, где указанная рецептура включает 0,008-5,0 мас.% указанных частиц неоксидной керамики, 10-70 мас.% указанного полимера, остальное в рецептуре составляет растворитель. 25. Способ по любому из пп.23, 24, где указанный стальной лист, покрытый слоем указанной рецептуры, подвергают термообработке его нагреванием от температуры окружающей среды до температуры 50-220 С и его выдерживанием при указанной температуре в течение 5-60 с для полного испарения растворителя и отверждения полимера.
МПК / Метки
Метки: стального, эмалированного, листа, производства, способ, детали
Код ссылки
<a href="https://eas.patents.su/8-18482-sposob-proizvodstva-emalirovannogo-stalnogo-lista-ili-detali.html" rel="bookmark" title="База патентов Евразийского Союза">Способ производства эмалированного стального листа или детали</a>
Способ монтажа детали на профилированном шнуре, промежуточное устройство крепления детали на профилированном шнуре, стекло и использование упомянутого устройства
Номер патента: 18294
Опубликовано: 28.06.2013
Авторы: Юше Жерар, Гарсия Рикардо
МПК: F16B 5/12, F16B 2/24, F16B 5/06...
Метки: устройства, способ, упомянутого, монтажа, шнуре, детали, использование, устройство, профилированном, промежуточное, стекло, крепления
Формула / Реферат:
1. Способ монтажа присоединяемой детали (2), такой как облицовочный профиль (2'), на участке профилированного шнура (3), закрепленного на периферии стекла (4), причем монтаж облицовочного профиля (2') осуществляют при помощи промежуточного устройства (1) крепления, которое содержит по меньшей мере одну защелку (5), содержащую по меньшей мере одну входную взаимодействующую часть, предназначенную для взаимодействия с упомянутым профилированным...
Способ изготовления бесшовного полого изделия из стального круглого слитка ( варианты )
Номер патента: 13888
Опубликовано: 30.08.2010
Авторы: Кюммерлинг Рольф, Маниг Гюнтер
МПК: B21B 19/04
Метки: варианты, полого, изготовления, способ, бесшовного, стального, слитка, круглого, изделия
Формула / Реферат:
1. Способ изготовления бесшовного полого изделия из стального круглого слитка, диаметр которого составляет <95% диаметра слитка, на двухвалковом стане поперечно-винтовой прокатки с помощью оправки, удерживаемой между косыми валками и имеющей прошивную часть и по меньшей мере одну прогладочную часть, с использованием калибровочных направляющих, причем расстояние между валками в самом узком сечении устанавливают по отношению к диаметру слитка,...
Способ установки свернутого в спираль упругого листа вдоль внутренней поверхности канала для текучей среды
Номер патента: 1142
Опубликовано: 30.10.2000
Авторы: Лохбек Вильхельмюс Христианюс Мария, Доннелли Мартин, Стюарт Роберт Брюс
МПК: F16L 55/1645, E21B 43/10
Метки: упругого, листа, текучей, спираль, установки, среды, способ, канала, вдоль, свернутого, поверхности, внутренней
Формула / Реферат:
1. Способ установки свернутого в спираль упругого листа (3, 10) вдоль внутренней поверхности (4) канала (1) для текучей среды, содержащий стадии: - сворачивания в спираль упругого листа (3, 10) и закрепления свернутого листа на несущем инструменте (5), так чтобы несущий инструмент (5) со свернутым листом (3, 10) можно было перемещать через канал (1); - перемещения несущего инструмента (5) к месту в канале (1), где должен быть установлен...
Устройство для резки стального каната
Номер патента: 342
Опубликовано: 29.04.1999
Автор: Ровенский Сергей Николаевич
МПК: B23D 29/00, B26B 17/00
Метки: резки, стального, каната, устройство
Формула / Реферат:
Устройство для peзки стального каната, содержащее коробчатый корпус, подвижную и неподвижную рукоятки, храповой механизм, неподвижную опору с режущей сегментной впадиной и с шарнирно закрепленным на ней сектором с зубчатым венцом храпового механизма на его периферии, имеющем ступенчатые режущие кромки, отличающееся тем, что сектор выполнен в виде двуплечего рычага первого рода, образующего с концевой частью неподвижной опоры открытую зону...
Способ и устройство для определения толщины обедненной хромом зоны поверхностной области стального элемента
Номер патента: 8014
Опубликовано: 27.02.2007
Авторы: Арнесен Торе, Эдвин Эмиль
МПК: G01N 27/80, G01N 33/20
Метки: поверхностной, определения, способ, зоны, элемента, области, хромом, обедненной, устройство, стального, толщины
Формула / Реферат:
1. Способ мониторинга состояния и/или функционирования печи, включающий операцию измерения обеднения хромом приповерхностного слоя стального элемента. 2. Способ по п.1, где стальной элемент - это трубка в пиролизной печи, по которой протекают углеводороды. 3. Способ по п.1 или 2, дополнительно включающий операцию использования измерения обеднения хромом приповерхностного слоя для оценки состояния поверхностного оксидного слоя. 4. Способ по...
Предыдущий патент: Способ выделения аморфной соли монтелукаста натрия
Следующий патент: Способ получения амидов в присутствии перегретой воды
Случайный патент: Биотинилированные гексадекасахариды, их получение и применение