Способ изготовления режущего инструмента

Формула / Реферат
1. Способ изготовления режущего инструмента (1, 1', 15), по крайней мере, с одним режущим телом (3, 3', 3"), включающий движение тела (2, 16) режущего инструмента (1, 1', 15) во время формирования режущего тела (3, 3', 3"), нанесение содержащей частицы режущего материала (12) субстанции (4) на несущую поверхность (5, 5', 5") движущегося тела (2, 16) инструмента, наплавление субстанции (4) на несущую поверхность (5, 5', 5"), затвердевание с образованием режущего тела и соединением с несущей поверхностью (5, 5', 5"), отличающийся тем, что
- несущую поверхность (5', 5") в направлении движения (10, 10') тела инструмента (2, 16) разделяют на бесконечно большое число участков площади (17', 17"),
- каждый участок площади (17', 17"), по крайней мере, в течение времени затвердевания нанесенной на него субстанции (4), движут в направлении, противоположном направлению силы тяжести (G).
2. Способ по п.1, отличающийся тем, что нормаль (18) к поверхности участка площади (17', 17") и направление силы тяжести (G), по крайней мере в течение времени затвердевания нанесенной на соответствующий участок площади (17', 17") субстанции (4), образуют между собой угол (+w), причем 90ш_ w_ 60ш.
3. Способ по п.1 или 2, отличающийся тем, что осуществляют поступательное движение (10) тела инструмента (2).
4. Способ по п.1 или 2, отличающийся тем, что осуществляют вращательное движение (10') тела инструмента (16).
5. Способ по одному из пп.1-4, отличающийся тем, что на несущую поверхность (5', 5") наносят и наплавляют субстанцию (4), состоящую из металлического порошка (14) и частиц режущего материала (12).
6. Способ по одному из пп.1-5, отличающийся тем, что частицы режущего материала (12) являются частицами алмаза.
7. Способ по одному из пп.1-6, отличающийся тем, что субстанцию (4) напыляют на несущую поверхность (5', 5").
8. Способ по одному из пп.1-7, отличающийся тем, что субстанцию (4) наплавляют на несущую поверхность (5', 5") посредством энергии луча (9) лазера.
9. Способ по одному из пп.1-8, отличающийся тем, что режущее тело (3', 3") формируют посредством литейной формы, в частности кокиля.

Текст
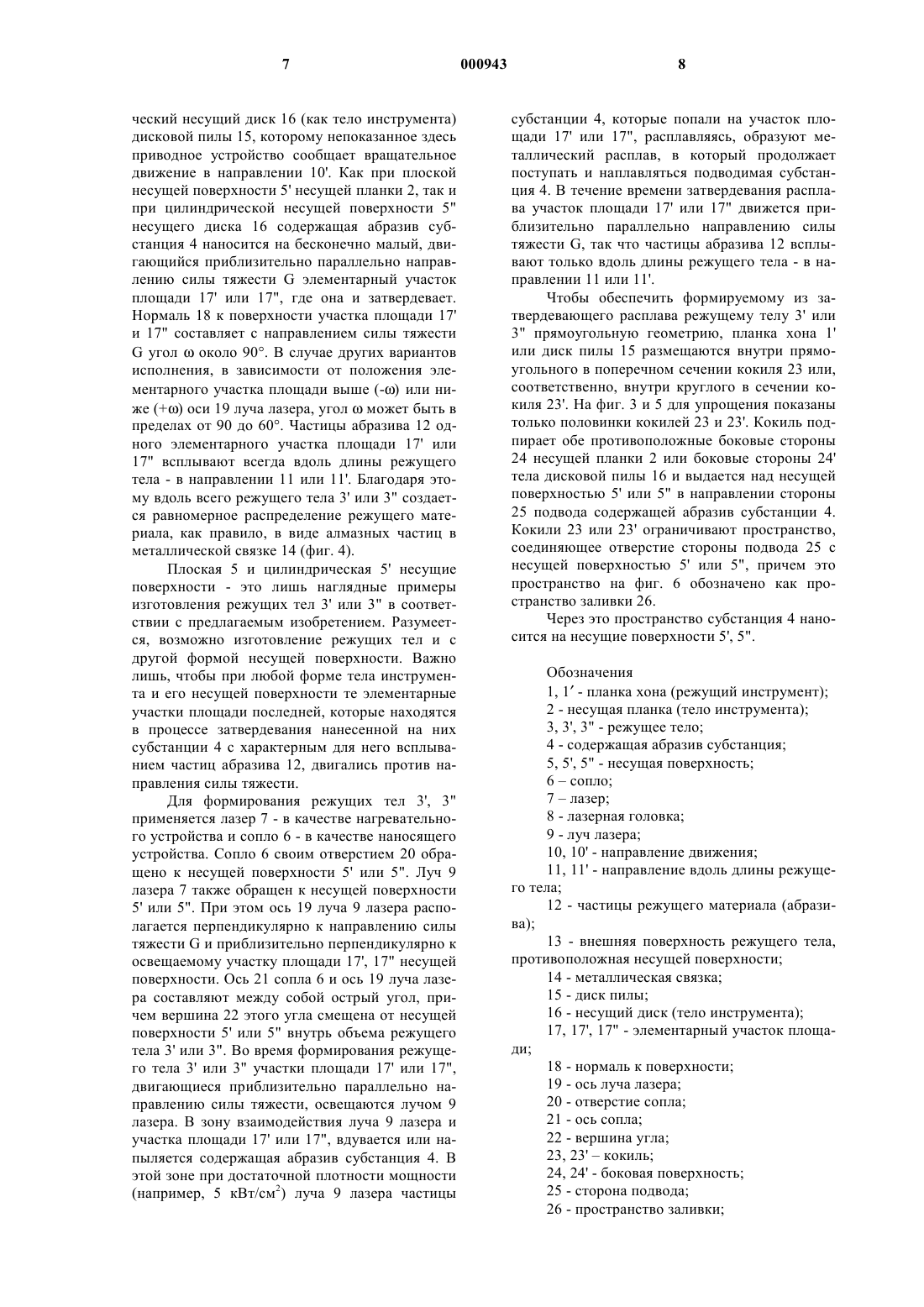
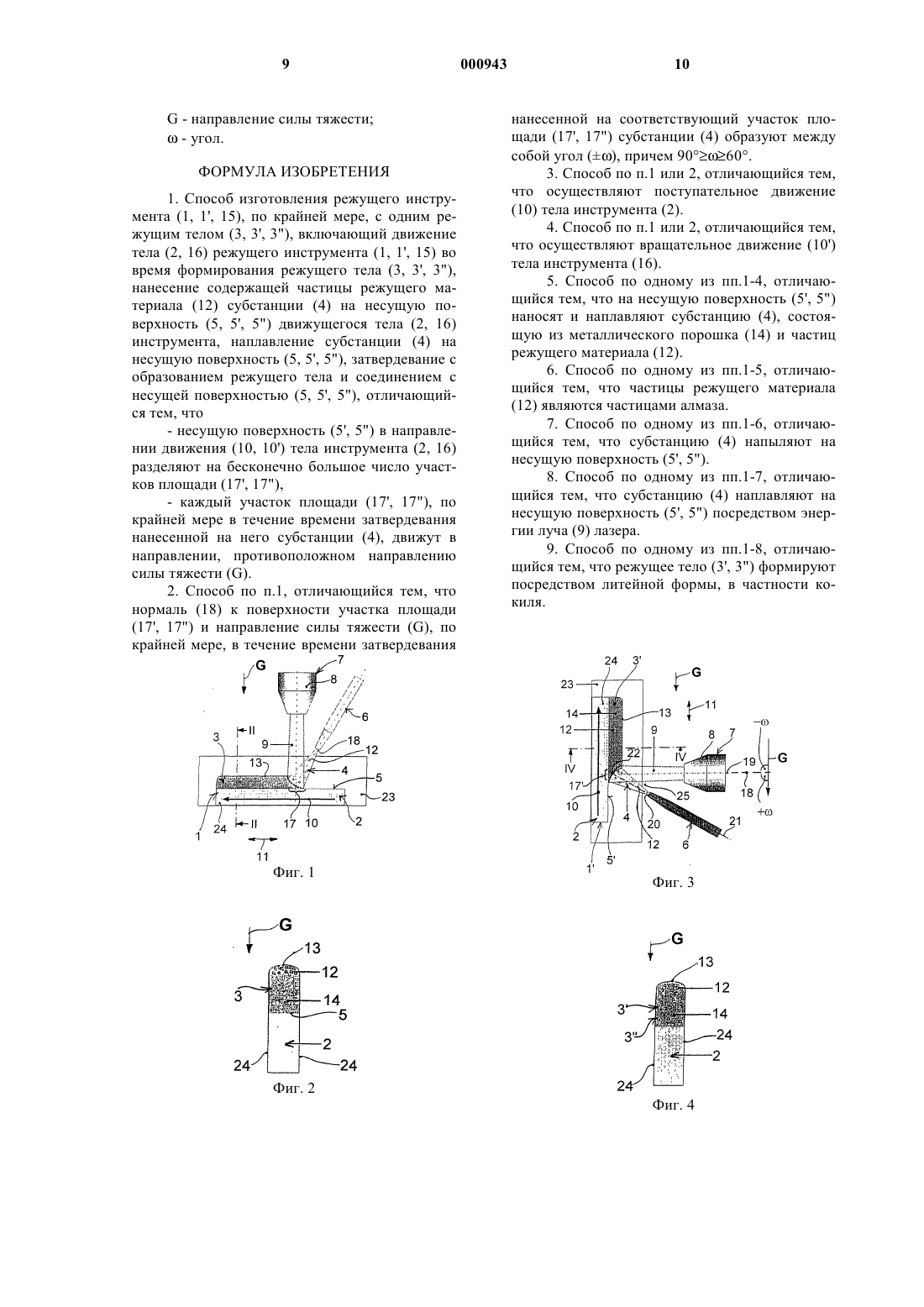
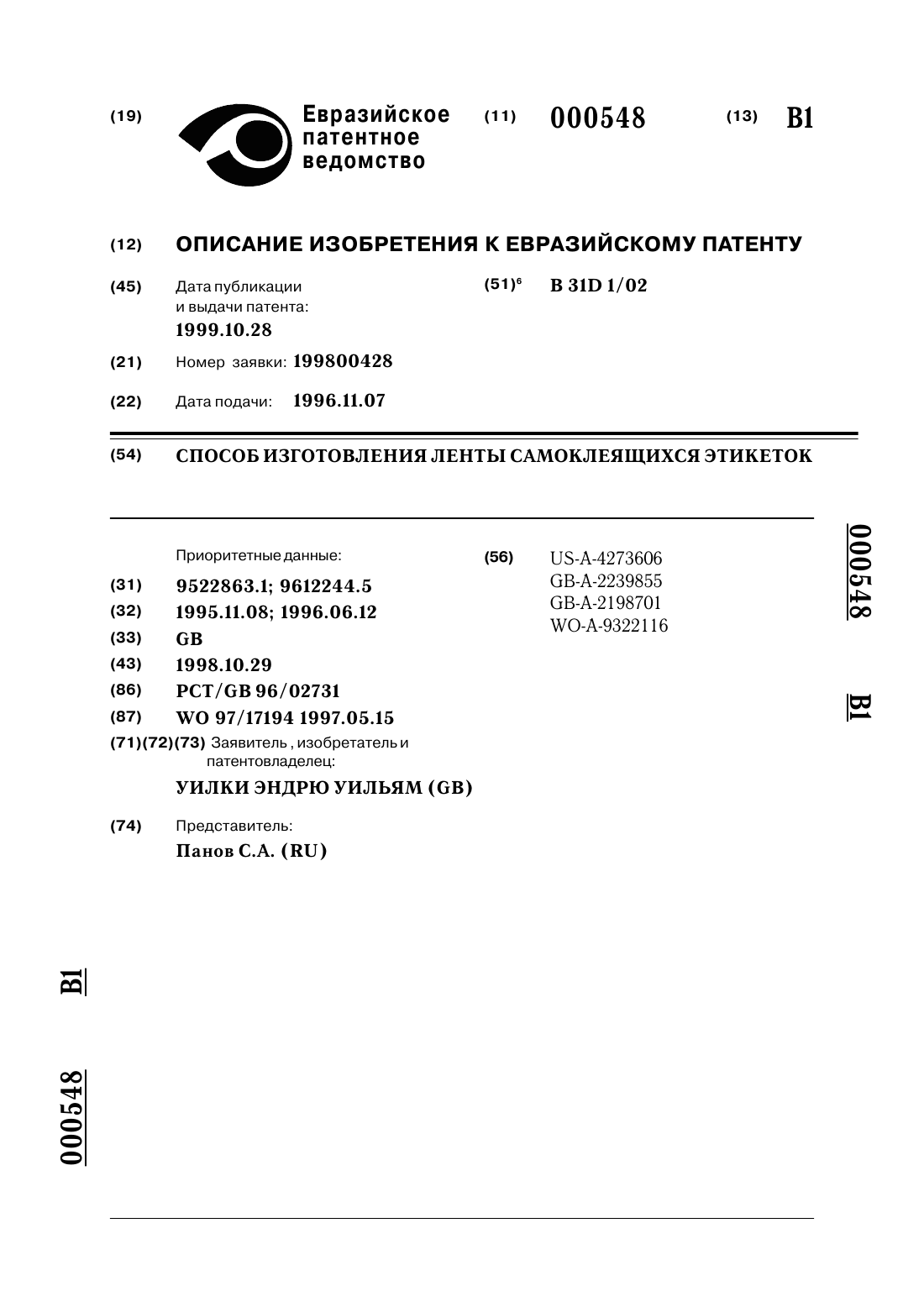
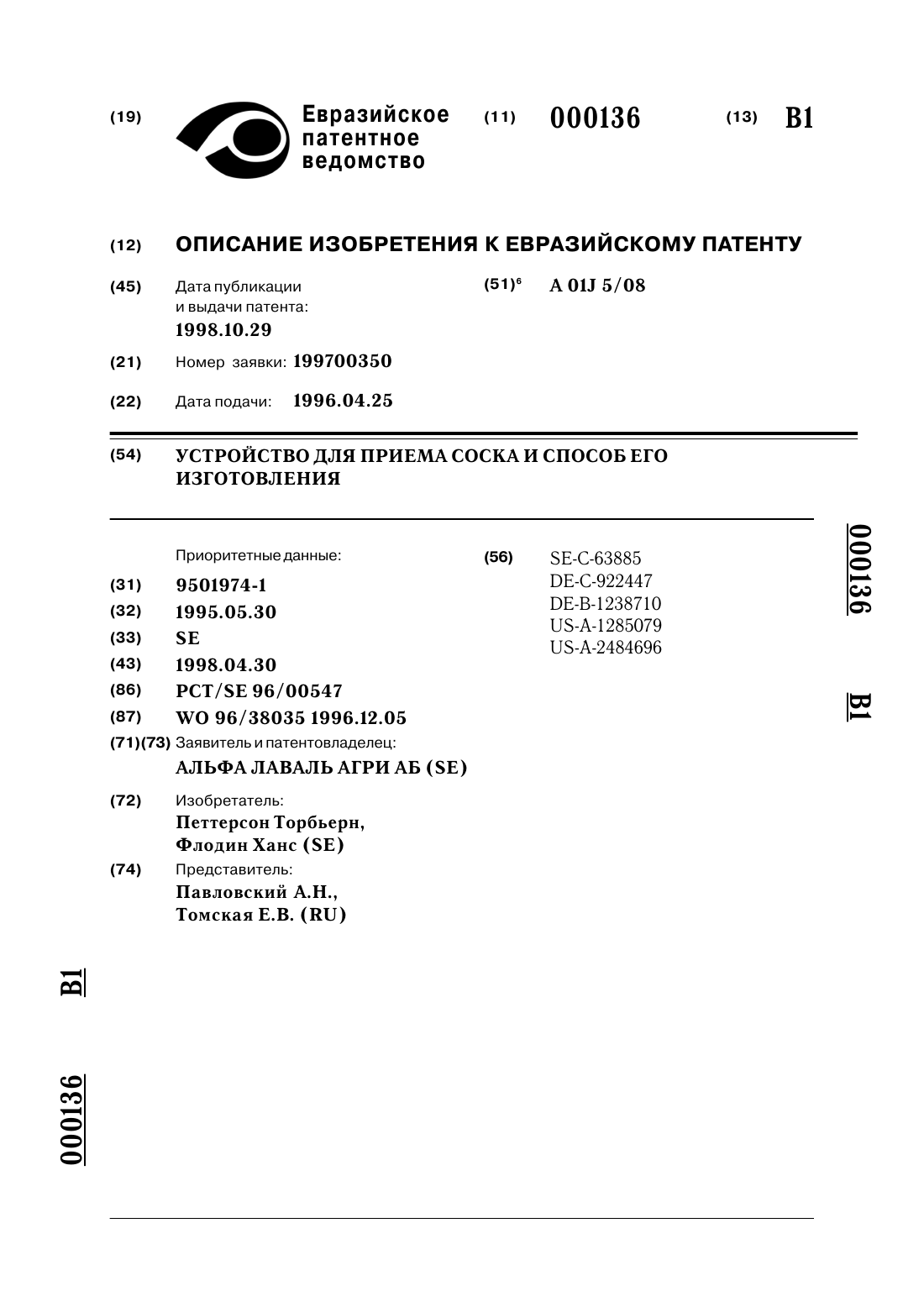
1 Изобретение относится к способу изготовления режущего инструмента с признаками п.1 формулы изобретения и к устройству для изготовления режущего инструмента с признаками п.10 формулы изобретения. Известен способ изготовления режущего инструмента, у которого режущее тело представляет собой металлически связанное алмазное покрытие. Этот способ осуществляется, например, спеканием или гальваническим осаждением металла на предварительно размещенные на поверхности тела инструмента частицы алмаза. Образованное таким образом режущее тело затем соединяется с телом инструмента соответственно либо пайкой, либо лазерной наплавкой. Недостатком этого способа является его сложность и дороговизна. Известен также более дешевый способ,при котором режущий инструмент изготавливается путем одноступенчатого лазерного напыления. При таком способе содержащий режущий материал (абразив) слой - тело резания формируется и соединяется с телом инструмента одновременно за один рабочий процесс. При этом тело инструмента движется горизонтально,т.е. перпендикулярно направлению силы тяжести. Содержащая абразив, например частицы алмаза, субстанция наносится на ту часть поверхности движущегося тела инструмента (несущую поверхность), на которой затем будет сформировано режущее тело. Нагревательное устройство подводит к несущей поверхности тепловую энергию и расплавляет ее. В расплавленный участок несущей поверхности вносится наплавляемая субстанция. Недостатком этого способа является всплывание в расплаве частиц абразива против направления силы тяжести. Вследствие существенного различия в плотности отдельных компонентов, составляющих субстанцию, частицы режущего материала (абразива) перемещаются внутри расплава, особенно при слишком большом времени затвердевания расплава. Результатом этого является неоднородность образуемого режущего тела, из-за которой не обеспечивается качество последнего,требующее равномерного распределения частиц абразива во всем объеме режущего тела. В верхних периферийных областях режущего тела создается концентрация частиц абразива, в то время как нижние, обращенные к несущей поверхности области практически не содержат частиц режущего материала. Если всплывание частиц абразива и его неравномерное распределение в сечении формируемого режущего тела с шириной до 2 мм и высотой до 3 мм еще можно частично уменьшить путем сокращения времени затвердевания расплава, то при более крупных размерах неравномерность распределения абразива невозможно предотвратить даже путем изменения скорости подачи тела инструмента или соотношения плотностей компонентов субстанции. 2 Целью изобретения является обеспечение равномерности распределения частиц абразива в режущем теле при изготовлении режущего инструмента с нанесением на тело инструмента содержащей абразив субстанции. Эта задача решается путем комбинации признаков пп.1 и 10 формулы изобретения. В соответствии с изобретением отдельные участки площади несущей поверхности перемещаются в направлении движения тела инструмента против направления силы тяжести частиц абразива, по крайней мере, в течение времени затвердевания субстанции, нанесенной на данный участок площади. При этом несущая поверхность вдоль направления движения тела инструмента мысленно может быть разделена на неограниченно большое количество бесконечно малых участков площади. На каждый такой элементарный участок площади (последовательно один за другим) наносится и наплавляется определенное количество субстанции. Итак,согласно изобретению, элементарный участок площади с нанесенным на него определенным количеством субстанции перемещается против направления силы тяжести в промежутке времени между наплавлением упомянутой субстанции и затвердеванием соответствующего количества расплава, т.е., по крайней мере, в течение времени затвердевания. Другими словами, субстанция, независимо от хода несущей поверхности, всегда наносится на движущийся против направления силы тяжести элементарный участок несущей поверхности и обрабатывается там как составная часть режущего тела. Благодаря вышеназванному направлению движения покрытого порцией субстанции элементарного участка площади несущей поверхности происходит всплывание частиц абразива в предыдущий, уже затвердевший участок режущего тела. Затвердевающие участки режущего тела последовательно создают естественные барьеры, препятствующие всплыванию наносимых последовательно на несущую поверхность частиц абразива. Такое всплывание частиц абразива вдоль формируемого режущего тела ведет к желаемому равномерному их распределению, т.к. при формировании режущего тела в его продольном направлении чередуются бесконечно малые участки расплавов субстанции с одинаковым всплыванием частиц абразива. Благодаря предлагаемому расположению и движению несущей поверхности всплывание частиц абразива, свойственные прототипу данного изобретения, полностью исключаются. В предлагаемом изобретении формируется режущее тело с существенно более равномерным по всему его объему распределением частиц абразива. Изготовление такого значительно более совершенного режущего инструмента является экономически эффективным, т.к. оно осуществляется посредством известного (опи 3 санного в прототипе) устройства. Необходимо лишь изменить пространственное расположение как направления движения тела инструмента,так и самого устройства. Сущность этого пространственного расположения состоит в том,что содержащая абразивный материал субстанция наносится на движущийся всегда против направления силы тяжести участок площади несущей поверхности. Взаимное расположение составных частей устройства в рамках самого устройства может быть полностью сохранено. Таким образом, добиться равномерного распределения абразива в режущем теле можно без дополнительных затрат и расхода материалов. Изобретение позволяет обеспечить равномерное распределение абразива внутри режущего тела любой формы. Это относится как к плоским несущим поверхностям, так и к рельефным или изогнутым, например, в виде сегмента полого цилиндра. Необходимо лишь обеспечить такое движение тела инструмента, чтобы каждый элементарный участок площади несущей поверхности перемещался против направления силы тяжести, по крайней мере, в течение времени затвердевания расплава нанесенной субстанции. Понятие "Режущий материал" относится,например, к CBN, алмазу или SiC. Для особо равномерного распределения частиц абразива внутри режущего тела необходимо, чтобы каждый элементарный участок площади несущей поверхности и его направление движения, по крайней мере, в течение времени затвердевания расплава нанесенной на него субстанции были строго параллельны направлению силы тяжести. Во многих случаях также равномерное распределение частиц абразива может быть достигнуто и в том случае, если участок площади несущей поверхности и его направление движения в течение времени затвердевания расположены к направлению силы тяжести под некоторым острым углом. Для достаточно равномерного распределения абразива угол между нормалью участка площади несущей поверхности и направлением силы тяжести в течение времени затвердевания порции расплава субстанции должен быть в пределах от 60 до 90 (пп.2 и 11 формулы изобретения). При этом угол 90 является идеальным вариантом и может быть реализован для плоских несущих поверхностей. Для плоских несущих поверхностей особо подходит поступательное движение тела инструмента, которое может быть реализовано посредством поступательного привода, для достижения равномерности как высоты сечения режущего тела, так и распределения в нем абразива (пп.3 и 12 формулы изобретения). Так, например, может быть изготовлена планка хона с обычными плоскими несущими поверхностями. Вращательное движение тела инструмента по п.4 формулы изобретения или вращательный 4 привод для тела инструмента по п.13 формулы изобретения подходит для изготовления режущего инструмента дугообразной или круглой формы, у которого несущие поверхности перемещаются по дуге. Каждый бесконечно малый участок дуги при этом в течение времени затвердевания расплава нанесенной на него субстанции движется приблизительно параллельно направлению силы тяжести. С помощью мер,изложенных в пп.4 и 13 формулы изобретения,можно, например, изготовить диск пилы. В соответствии с п.5 формулы изобретения содержащая режущий материал субстанция представляет собой смесь из металлического порошка (например, бронзового) и частиц абразива. Такая смесь позволяет обеспечить хорошее закрепление затвердевшего режущего тела на теле инструмента. Более того, такая смесь обеспечивает формирование режущего тела за один единственный проход напыления, т.е. за единственный проход нанесения субстанции на несущую поверхность. По п.6 формулы изобретения в качестве частиц режущего материала предлагаются частицы алмаза, как испытанное на практике средство. При этом достигается наиболее продолжительный срок службы режущего тела с сохранением хорошей режущей способности. По п.7 формулы изобретения предлагается наиболее эффективное нанесение субстанции на несущую поверхность методом дутья под давлением, посредством распыляющего сопла (п.14 формулы изобретения). Благодаря этому можно достичь концентрации определенной части субстанции на соответствующем элементарном участке площади несущей поверхности. В результате снижается доля неиспользованной части субстанции, что в свою очередь снижает затраты на изготовление режущего тела и всего режущего инструмента. Кроме того, напыление под давлением улучшает механическую структуру режущего тела и его закрепление на теле инструмента. В пп.8 и 15 формулы изобретения для теплового воздействия на несущую поверхность и образования расплава субстанции предложено использование энергии лазерного луча. При этом речь идет о лазере, который создает световую точку достаточных размеров. Нагревательное устройство представляет собой твердотельный лазер (YAG-лазер). Преимуществом такого нагревателя является то, что он как распространенное покупное изделие может быть приобретен относительно дешево. Это сокращает затраты на изготовление режущего инструмента. Меры, принятые по пп.16-19 формулы изобретения касаются предпочтительного взаимного расположения выполненного в виде лазера нагревательного устройства и выполненного в виде распыляющего сопла устройства для нанесения субстанции относительно направления силы тяжести и/или относительно напыляе 5 мой несущей поверхности. Такое взаимное расположение нагревателя и сопла обеспечивает хорошо сочетающиеся производственные параметры, такие как скорость подачи тела инструмента, соотношение плотности компонентов субстанции, времени затвердевания расплава субстанции и т.д. Это упрощает изготовление режущего тела с требуемыми свойствами его материала. При использовании охватывающей тело инструмента и его несущих поверхностей литейной формы, в частности кокиля, могут быть легко и точно сформированы режущие тела с заданной геометрией (пп.9 и 20 формулы изобретения). С помощью такой литейной формы может быть точно выдержана прямоугольная геометрия затвердевающего расплава субстанции, а тела резания могут быть выполнены любой длины без отклонений вдоль тела резания его заданного сечения и заданной формы. Кокили и кокильное литье описаны в книгеUND TECHNIK", Wiesbaden 1983, ISBN 3-76530357-7, т. 2, стр. 204 и т. 3, стр. 84. Кокили в качестве литейных форм изготовляются из стали. Для изготовления согласно изобретению режущего инструмента могут применяться кокили, выполненные из меди или вольфрама. Сущность изобретения поясняется вариантами его исполнения, представленными в чертежах. На фиг. 1 изображено устройство для изготовления режущего инструмента с поперечным к направлению силы тяжести движением тела инструмента, соответствующим существующему уровню развития техники, вид сбоку; на фиг. 2 - увеличенный разрез по линииII-II на фиг. 1 затвердевшего тела резания, в соответствии с существующим уровнем развития техники; на фиг. 3 - устройство для изготовления режущего инструмента с соответствующим предлагаемому изобретению движением тела инструмента против направления силы тяжести,вид сбоку; на фиг. 4 - разрез по линии IV-IV на фиг. 3 изготовленного в соответствии с предлагаемым изобретением тела резания (увеличено); на фиг. 5 - изготовленный в соответствии с предлагаемым изобретением режущий инструмент другой формы исполнения, вид сбоку; на фиг. 6 - вид по стрелке VI на фиг. 5: часть режущего инструмента и применяемого для его изготовления устройства в разрезе. Режущий инструмент на фиг. 1 выполнен в виде планки хона 1 для шлифования металлических поверхностей. Он представляет собой прямоугольной формы металлическую несущую планку 2 с образованным на ней, по крайней мере, одним режущим телом 3. Режущее тело 3 в его исходном состоянии в виде содержащей абразив и металл субстанции 4 наносится на 6 несущую поверхность 5 металлической несущей планки 2. Нанесение субстанции 4 на несущую поверхность 5 осуществляется ее напылением под напором сжатого воздуха посредством сопла 6. Одновременно лазер 7 посредством лазерной головки 8 и фокусирующей оптики излучает лазерный луч 9, энергия которого создает на несущей поверхности 5 расплавленный участок, в который вдуваются и наплавляются частицы субстанции 4. При этом частицы субстанции 4 закрепляются на расплавленном лазерным лучом 9 участке несущей поверхности 5. Таким образом субстанция 4 соединяется с несущей поверхностью 5 и, затвердевая, образует режущее тело 3. Планка хона 1 в соответствии с фиг. 1 подается в направлении движения 10 перпендикулярно направлению силы тяжести G. Перемещающиеся вдоль длины режущего тела в направлении 11 параллельно направлению движения 10 бесконечно малые участки площади режущего тела имеют после наплавления субстанции 4 определенное время затвердевания. В течение этого времени затвердевания содержащиеся в субстанции 4 частицы абразива 12 всплывают против направления силы тяжестиG. Из-за того, что направление движения 10 перпендикулярно к направлению силы тяжестиG частицы абразива 12, всплывая, перемещаются в направлении от несущей поверхности 5 в сторону внешней поверхности 13 режущего тела 3. В результате изготовления режущего инструмента в соответствии с существующим уровнем развития техники происходит неравномерное в объеме режущего тела распределение частиц абразива 12, которые концентрируются вблизи внешней поверхности 13, в то время как остальной объем заполнен связующим компонентом металлической связкой 14 с очень малым или нулевым содержанием частиц абразива 12 (фиг. 2). При изготовлении режущего инструмента в соответствии с предлагаемым изобретением само устройство остается неизменным (фиг. 3,5, 6) по отношению к существующему (фиг. 1). Изготовление в соответствии с предлагаемым изобретением режущего тела 3' планки хона 1(фиг. 5) осуществляется лишь при измененном по сравнению с фиг. 1 пространственном расположении направления движения 10, 10' и самого устройства по отношению к силе тяжести G. Изображенная на фиг. 3 планка 2 и несущая поверхность 5 планки хона 1 перемещаются поступательно в направлении движения 10 против направления силы тяжести G посредством непоказанного здесь приводного устройства. В этом случае направление движения 10 параллельно направлению силы тяжести (G),однако при другом исполнении оно может составлять с направлением силы тяжести (G) острый угол до 30. На фиг. 5 изображен металли 7 ческий несущий диск 16 (как тело инструмента) дисковой пилы 15, которому непоказанное здесь приводное устройство сообщает вращательное движение в направлении 10'. Как при плоской несущей поверхности 5' несущей планки 2, так и при цилиндрической несущей поверхности 5" несущего диска 16 содержащая абразив субстанция 4 наносится на бесконечно малый, двигающийся приблизительно параллельно направлению силы тяжести G элементарный участок площади 17' или 17", где она и затвердевает. Нормаль 18 к поверхности участка площади 17' и 17" составляет с направлением силы тяжестиG уголоколо 90. В случае других вариантов исполнения, в зависимости от положения элементарного участка площади выше (-) или ниже (+) оси 19 луча лазера, уголможет быть в пределах от 90 до 60. Частицы абразива 12 одного элементарного участка площади 17' или 17" всплывают всегда вдоль длины режущего тела - в направлении 11 или 11'. Благодаря этому вдоль всего режущего тела 3' или 3" создается равномерное распределение режущего материала, как правило, в виде алмазных частиц в металлической связке 14 (фиг. 4). Плоская 5 и цилиндрическая 5' несущие поверхности - это лишь наглядные примеры изготовления режущих тел 3' или 3" в соответствии с предлагаемым изобретением. Разумеется, возможно изготовление режущих тел и с другой формой несущей поверхности. Важно лишь, чтобы при любой форме тела инструмента и его несущей поверхности те элементарные участки площади последней, которые находятся в процессе затвердевания нанесенной на них субстанции 4 с характерным для него всплыванием частиц абразива 12, двигались против направления силы тяжести. Для формирования режущих тел 3', 3" применяется лазер 7 - в качестве нагревательного устройства и сопло 6 - в качестве наносящего устройства. Сопло 6 своим отверстием 20 обращено к несущей поверхности 5' или 5". Луч 9 лазера 7 также обращен к несущей поверхности 5' или 5". При этом ось 19 луча 9 лазера располагается перпендикулярно к направлению силы тяжести G и приблизительно перпендикулярно к освещаемому участку площади 17', 17" несущей поверхности. Ось 21 сопла 6 и ось 19 луча лазера составляют между собой острый угол, причем вершина 22 этого угла смещена от несущей поверхности 5' или 5" внутрь объема режущего тела 3' или 3". Во время формирования режущего тела 3' или 3" участки площади 17' или 17",двигающиеся приблизительно параллельно направлению силы тяжести, освещаются лучом 9 лазера. В зону взаимодействия луча 9 лазера и участка площади 17' или 17", вдувается или напыляется содержащая абразив субстанция 4. В этой зоне при достаточной плотности мощности 8 субстанции 4, которые попали на участок площади 17' или 17", расплавляясь, образуют металлический расплав, в который продолжает поступать и наплавляться подводимая субстанция 4. В течение времени затвердевания расплава участок площади 17' или 17" движется приблизительно параллельно направлению силы тяжести G, так что частицы абразива 12 всплывают только вдоль длины режущего тела - в направлении 11 или 11'. Чтобы обеспечить формируемому из затвердевающего расплава режущему телу 3' или 3" прямоугольную геометрию, планка хона 1' или диск пилы 15 размещаются внутри прямоугольного в поперечном сечении кокиля 23 или,соответственно, внутри круглого в сечении кокиля 23'. На фиг. 3 и 5 для упрощения показаны только половинки кокилей 23 и 23'. Кокиль подпирает обе противоположные боковые стороны 24 несущей планки 2 или боковые стороны 24' тела дисковой пилы 16 и выдается над несущей поверхностью 5' или 5" в направлении стороны 25 подвода содержащей абразив субстанции 4. Кокили 23 или 23' ограничивают пространство,соединяющее отверстие стороны подвода 25 с несущей поверхностью 5' или 5", причем это пространство на фиг. 6 обозначено как пространство заливки 26. Через это пространство субстанция 4 наносится на несущие поверхности 5', 5". Обозначения 1, 1 - планка хона (режущий инструмент); 2 - несущая планка (тело инструмента); 3, 3', 3" - режущее тело; 4 - содержащая абразив субстанция; 5, 5', 5" - несущая поверхность; 6 сопло; 7 лазер; 8 - лазерная головка; 9 - луч лазера; 10, 10' - направление движения; 11, 11' - направление вдоль длины режущего тела; 12 - частицы режущего материала (абразива); 13 - внешняя поверхность режущего тела,противоположная несущей поверхности; 14 - металлическая связка; 15 - диск пилы; 16 - несущий диск (тело инструмента); 17, 17', 17" - элементарный участок площади; 18 - нормаль к поверхности; 19 - ось луча лазера; 20 - отверстие сопла; 21 - ось сопла; 22 - вершина угла; 23, 23'кокиль; 24, 24' - боковая поверхность; 25 - сторона подвода; 26 - пространство заливки;G - направление силы тяжести;- угол. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления режущего инструмента (1, 1', 15), по крайней мере, с одним режущим телом (3, 3', 3"), включающий движение тела (2, 16) режущего инструмента (1, 1', 15) во время формирования режущего тела (3, 3', 3"),нанесение содержащей частицы режущего материала (12) субстанции (4) на несущую поверхность (5, 5', 5") движущегося тела (2, 16) инструмента, наплавление субстанции (4) на несущую поверхность (5, 5', 5"), затвердевание с образованием режущего тела и соединением с несущей поверхностью (5, 5', 5"), отличающийся тем, что- несущую поверхность (5', 5") в направлении движения (10, 10') тела инструмента (2, 16) разделяют на бесконечно большое число участков площади (17', 17"),- каждый участок площади (17', 17"), по крайней мере в течение времени затвердевания нанесенной на него субстанции (4), движут в направлении, противоположном направлению силы тяжести (G). 2. Способ по п.1, отличающийся тем, что нормаль (18) к поверхности участка площади(17', 17") и направление силы тяжести (G), по крайней мере, в течение времени затвердевания 10 нанесенной на соответствующий участок площади (17', 17") субстанции (4) образуют между собой угол , причем 9060. 3. Способ по п.1 или 2, отличающийся тем,что осуществляют поступательное движение(10) тела инструмента (2). 4. Способ по п.1 или 2, отличающийся тем,что осуществляют вращательное движение (10') тела инструмента (16). 5. Способ по одному из пп.1-4, отличающийся тем, что на несущую поверхность (5', 5") наносят и наплавляют субстанцию (4), состоящую из металлического порошка (14) и частиц режущего материала (12). 6. Способ по одному из пп.1-5, отличающийся тем, что частицы режущего материала(12) являются частицами алмаза. 7. Способ по одному из пп.1-6, отличающийся тем, что субстанцию (4) напыляют на несущую поверхность (5', 5"). 8. Способ по одному из пп.1-7, отличающийся тем, что субстанцию (4) наплавляют на несущую поверхность (5', 5") посредством энергии луча (9) лазера. 9. Способ по одному из пп.1-8, отличающийся тем, что режущее тело (3', 3") формируют посредством литейной формы, в частности кокиля.
МПК / Метки
МПК: C23C 26/02, C23C 30/00
Метки: изготовления, режущего, инструмента, способ
Код ссылки
<a href="https://eas.patents.su/7-943-sposob-izgotovleniya-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления режущего инструмента</a>
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: способ, шестерни(варианты, цельной, устройство, кованой, заготовки, изготовления, ковкой
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ изготовления ленты самоклеящихся этикеток
Номер патента: 548
Опубликовано: 28.10.1999
Автор: Уилки Эндрю Уильямс
МПК: B31D 1/02
Метки: самоклеящихся, этикеток, ленты, изготовления, способ
Формула / Реферат:
1. Способ изготовления ленты самоклеящихся этикеток, включающий наличие несущей ленты, на которую сверху накладывают и прикрепляют к ней этикеточную ленту, отличающийся тем, что этикеточную ленту делят на последовательно расположенные этикеточные и обрезные участки, причем прочность крепления обрезных участков этикеточной ленты к несущей ленте выше, чем этикеточных. 2. Способ по п.1, отличающийся тем, что обрезные участки снабжены одним или...
Устройство для приема соска и способ его изготовления
Номер патента: 136
Опубликовано: 29.10.1998
Авторы: Петтерсон Торбьерн, Флодин Ханс
МПК: A01J 5/08
Метки: изготовления, соска, приема, способ, устройство
Формула / Реферат:
1. Устройство для приема соска, содержащее тонкую гибкую стенку, образующую канал для приема указанного соска, причем внутренняя сторона указанной стенки обращена к каналу, а наружная сторона указанной стенки обращена от канала, отличающееся тем, что, по меньшей мере, часть наружной стороны стенки выполнена с множеством увеличенных участков поверхности с формой, размерами и распределением, обеспечивающими препятствия для развития трещин на...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: изделий, гипсосодержащих, материалов, форма, изготовления, способ, интерьерно-облицовочных
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления основания фильтра для обработки вод
Номер патента: 911
Опубликовано: 26.06.2000
Авторы: Перрен Дидье, Мотт Ален
МПК: B01D 24/22
Метки: основания, изготовления, фильтра, обработки, способ, вод
Формула / Реферат:
1. Способ изготовления основания фильтра для обработки вод, содержащего в резервуаре несущую конструкцию (10), состоящую из балок или колонн, опирающихся на дно резервуара (1) и поддерживающих плиту перекрытия (9), имеющую множество отверстий для размещения в них фильтровальных сит и сеток (11), причем несущую конструкцию и плиту перекрытия изготовляют отливкой бетона непосредственно на месте, в резервуаре фильтра, в опалубке, которую оставляют...
Предыдущий патент: Способ и устройство для удаления жидкости из волокнистого полуфабриката или бумажной массы
Следующий патент: Способ и установка для промывки кусков мяса.
Случайный патент: Система трехмерных геоячеек для несущих конструкций