Керамический фильтрующий элемент и способ его изготовления
Номер патента: 5787
Опубликовано: 30.06.2005
Авторы: Белоус Константин Петрович, Красный Борис Лазаревич, Кисляков Андрей Николаевич
Формула / Реферат
1. Керамический фильтрующий элемент, содержащий пустотелый блок (1) из пористой керамики с радиусами линий сопряжения стенок в верхней и нижней частях (5 и 6), включающий внутренние элементы (2) и горловину с выходным патрубком (7), характеризующийся тем, что внутренние элементы (2), сформированные с использованием удаляемой реплики из смеси углеводородов парафинового ряда, расположены рядами со смещением по дугам концентрических окружностей и образуют со стенками (4) пустотелый объем (3), а отношение радиуса линии сопряжения между стенками внутри пустотелого блока (1) заданной конфигурации и размеров, определяемые разъемной пресс-формой и репликой, в нижней части (6) секторного элемента к радиусу линии сопряжения в верхней его части (5) составляет 0,5-0,75, при этом взаимосвязь выходного патрубка (7) с пустотелым блоком (1) осуществлена резьбовым соединением с герметичным уплотнителем (8).
2. Способ изготовления керамического фильтрующего элемента, включающий изготовление реплики пустотелого объема, подготовку шихты, содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг, характеризующийся тем, что реплику изготавливают из смеси углеводородов парафинового ряда, пористую заготовку формуют методом прессования, причем в разъемную пресс-форму помещают половину расчетного количества шихты, вставляют в пресс-форму центрирующий шаблон, имеющий форму реплики, производят оттиск на глубину половины толщины реплики, извлекают шаблон и в полученное углубление вставляют реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем давления на верхний пуансон пресс-формы и его перемещения на расчетную величину, осуществляют вибронагрузку на верхний и нижний пуансоны пресс-формы, извлекают заготовку, перемещают ее на сушку, материал реплики удаляют при температуре ниже температуры воспламенения углеводородов парафинового ряда и перемещают его на этап повторного использования, а обжиг осуществляют при температуре 1250+50шC.
3. Способ по п.2, характеризующийся тем, что вибронагрузку производят в течение 10-15 с.
4. Способ по п.2, характеризующийся тем, что смесь углеводородов парафинового ряда содержит воск, парафин и озокерит.

Текст
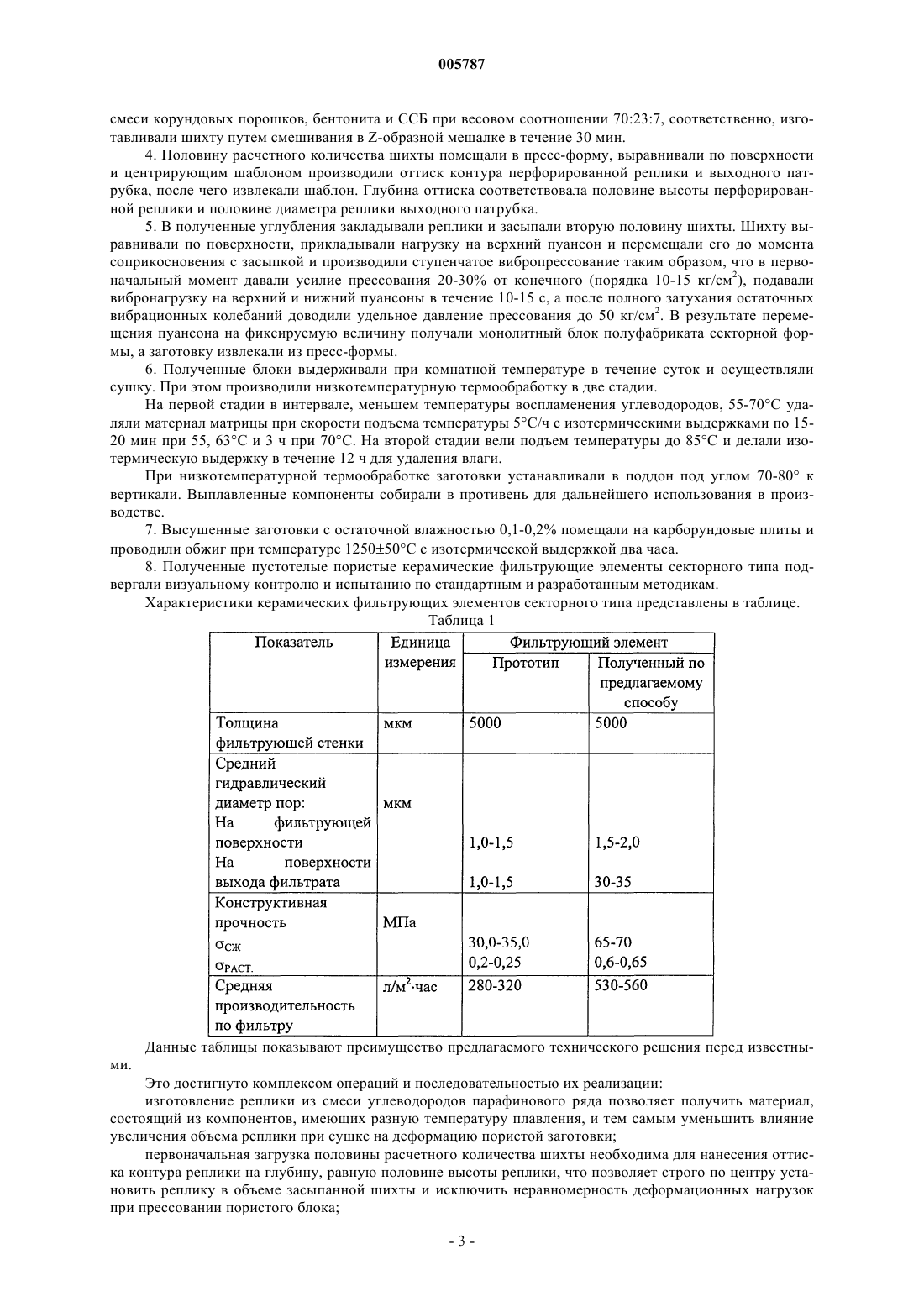
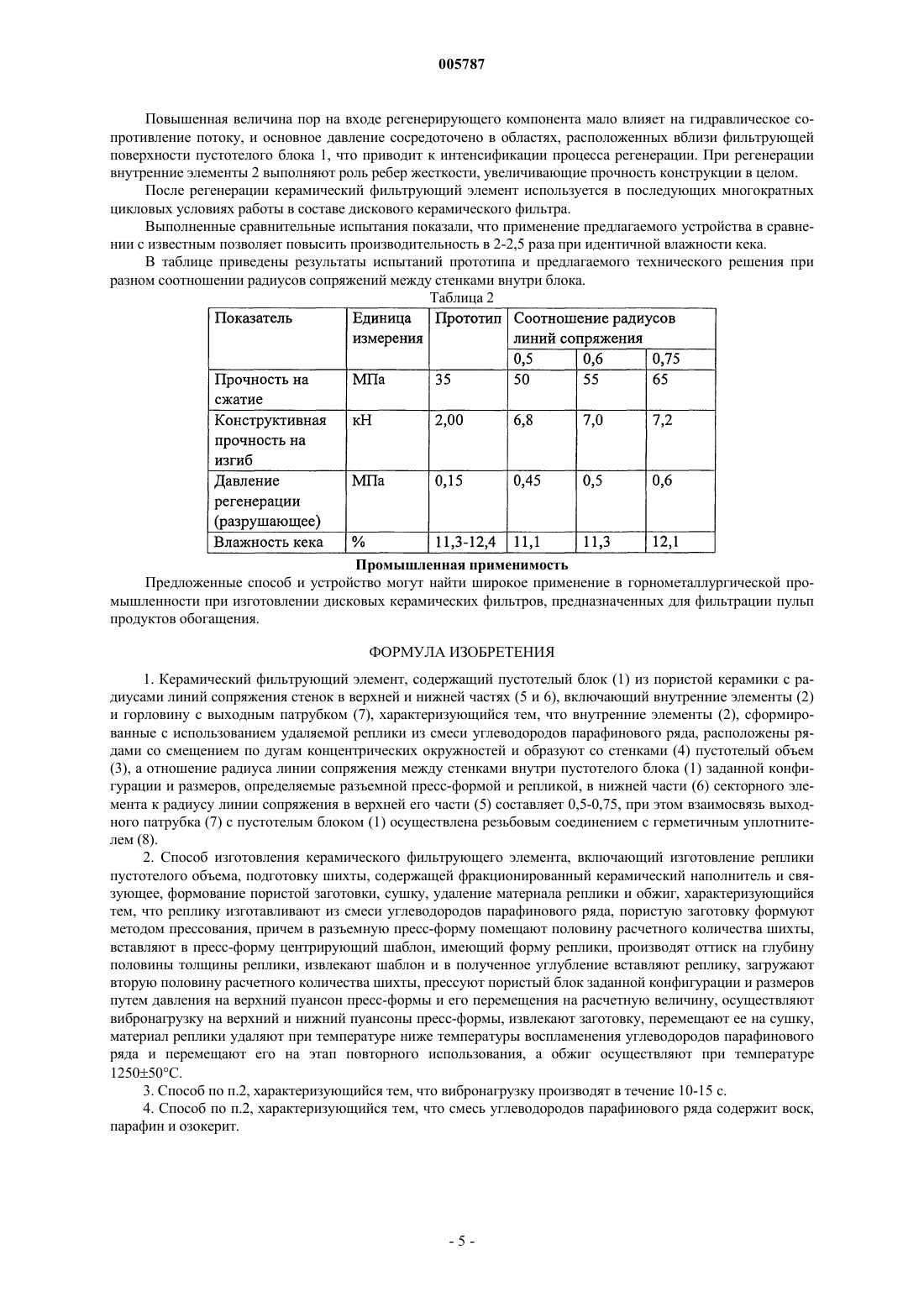
005787 Область техники Изобретение относится к области фильтрующих устройств, в частности к конструкции фильтрующих элементов дисковых керамических фильтров и способам их изготовления, и может быть использовано при проектировании и изготовлении дисковых керамических фильтров, предназначенных для фильтрации пульп продуктов обогащения на горнообогатительных комбинатах и стоков гальванических производств. Предшествующий уровень техники В ряде технологических процессов черной, цветной металлургии и горнообогатительной промышленности необходимо применение фильтрующих керамических элементов сложной и особо сложной конфигурации с внутренними сквозными или тупиковыми полостями. При изготовлении таких изделий возникает комплекс технологических параметров, определяющих целостность и эксплуатационные характеристики изготовляемой продукции. Из уровня техники известен керамический фильтрующий элемент, содержащий фильтрующий каркас с фильтрующей и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы, формирующие пустотелый объем, и горловину с отводящим патрубком (Патент Украины 41623 А, МКИ В 01 D 29/00, С 04 В 38/00, от 14.11.2000 г.). Недостаток известного устройства состоит в том, что пересекающиеся каналы формируют внутренние элементы, образующие полый объем, которые в процессе фильтрации практически не участвуют,создавая мертвые зоны, приводящие к уменьшению проницаемости керамического тела по фильтрующей поверхности и, как следствие, производительности по кеку. По технической сущности наиболее близким к предлагаемому устройству является керамический фильтрующий элемент, содержащий пустотелый блок из пористой керамики с радиусами линий сопряжения стенок в верхней и нижней частях, включающий внутренние элементы и горловину с выходным патрубком (см. патент DE3641057, кл. С 04 В 38/00, опубл. 16.06.88 г.). Однако известное устройство, полученное литьем с использованием гипсовой формы, не обеспечивает необходимую производительность, а его конструкция не отличается достаточной прочностью. Известен способ получения пустотелых керамических изделий методом обратных реплик, состоящий в том, что металлическую заготовку в виде будущей полости помещают в слой наполнителя и нагревают в окислительной среде до температуры плавления металла и ниже температуры плавления продукта его окисления. Одновременно с плавлением и окислением происходит впитывание расплавленного металла и образование полости. Исходным материалом служит алюминий, а также Si, Ti, Zr, Hf. Наполнитель в виде порошка, волокон, нитевидных кристаллов и содержащий оксид алюминия, церия, гафния, скандия. Окислителями служат газы - воздух, смеси Н 2/Н 2 О, СО/СО 2 и др. Окисление производят при температуре 850-1450 С(см. патент US4821875, кл. С 04 В 33/32, НКИ 264-59, опубл. 09.05.1989 г.). Известный способ позволяет получать пустотелые керамические изделия с внутренним уплотненным слоем и неравномерным распределением компонентов, обусловленное нерегулируемыми капиллярными силами пропитки, что приводит к расклинивающим напряжениям внутри оболочки и деградации механических свойств изделий в процессе эксплуатации. Наиболее близким к предлагаемому изобретению является способ изготовления керамического фильтрующего элемента, включающий изготовление реплики пустотелого объема, подготовку шихты,содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг (см. заявку JР 1249677, кл. С 04 В 38/06, опубл. 04.01.1989 г.). Недостатком данного способа является растрескивание изделий при обжиге за счет различного теплового расширения вкладыша и изделия, а также образование газообразных продуктов горения, создающих внутреннее давление, приводящее к деформации стенок изделия, образованию микротрещин, что в условиях фильтрации мелкодисперсных пульп недопустимо. Кроме того, в процессе удаления материала реплики происходит деструкция термопластичных смол и выделение токсичных веществ, загрязняющих окружающую среду. Раскрытие изобретения В основу изобретения поставлена задача разработки конструкции фильтрующего керамического элемента повышенной производительности и прочности, а также способа его изготовления, обеспечивающего повышенное качество изделия и экологическую безопасность процесса. Для решения поставленной технической задачи керамический фильтрующий элемент, содержащий пустотелый блок из пористой керамики с радиусами линий сопряжения стенок в верхней и нижней частях, включающий внутренние элементы и горловину с выходным патрубком, согласно изобретению внутренние элементы расположены рядами со смещением по дугам концентрических окружностей и образуют со стенками пустотелый объем, а отношение радиуса линии сопряжения между стенками внутри пустотелого блока в нижней части секторного элемента к радиусу линии сопряжения в верхней его части-1 005787 составляет 0,5-0,75, при этом взаимосвязь выходного патрубка с пустотелым блоком осуществлена резьбовым соединением с герметичным уплотнителем. Кроме того, для решения поставленной технической задачи в способе изготовления керамического фильтрующего элемента, включающем изготовление реплики пустотелого объема, подготовку шихты,содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг, согласно изобретению, реплику изготавливают из смеси углеводородов парафинового ряда, пористую заготовку формуют методом прессования, причем в разъемную прессформу помещают половину расчетного количества шихты, вставляют в прессформу центрирующий шаблон, имеющий форму реплики, производят оттиск на глубину половины толщины реплики, извлекают шаблон и в полученное углубление вставляют реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем давления на верхний пуансон прессформы и его перемещения на расчетную величину, осуществляют вибронагрузку на верхний и нижний пуансоны прессформы, извлекают заготовку, перемещают ее на сушку,материал реплики удаляют при температуре ниже температуры воспламенения углеводородов парафинового ряда и перемещают его на этап повторного использования, а обжиг осуществляют при температуре 125050 С. Особенностью изобретения является то, что вибронагрузку производят в течение 10-15 с, а смесь углеводородов парафинового ряда содержит воск, парафин и озокерит. Сущность изобретения по предложенному устройству заключается в том, что выполнение керамического фильтрующего элемента вышеописанным образом придает поверхности фильтрации волновую форму, что интенсифицирует процесс набора кека и его равномерность распределения, что в конечном итоге позволяет обеспечить необходимую ему прочность и производительность. Сущность изобретения по предложенному способу заключается в том, что при удалении реплики не возникают разрывные разрушающие напряжения, а процесс ее жидкофазного удаления и вторичного использования исключает загрязнение окружающей среды. Краткое описание чертежей На фиг. 1 представлен керамический фильтрующий элемент, полученный заявленным способом, а на фиг. 2 - разрез по А-А. Лучший вариант осуществления изобретения Способ изготовления керамического фильтрующего элемента включает изготовление реплики пустотелого объема, подготовку шихты, содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг. Особенностью технического решения по способу является то, что реплику изготавливают из смеси углеводородов парафинового ряда, пористую заготовку формуют методом прессования, причем в разъемную пресс-форму помещают половину расчетного количества шихты, вставляют в пресс-форму центрирующий шаблон, имеющий форму реплики, производят оттиск на глубину половины толщины реплики, извлекают шаблон и в полученное углубление вставляют реплику. Далее загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем давления на верхний пуансон прессформы и его перемещения на расчетную величину. После этого осуществляют вибронагрузку в течение 10-15 с на верхний и нижний пуансоны прессформы, извлекают заготовку и перемещают ее на сушку. Материал реплики удаляют при температуре ниже температуры воспламенения углеводородов парафинового ряда и перемещают его на этап повторного использования, а обжиг осуществляют при температуре 125050 С. Смесь углеводородов парафинового ряда может содержать воск, парафин и озокерит. Пример осуществления способа 1. Для изготовления пустотелых керамических элементов секторного типа с выходным патрубком используются следующие материалы: электрокорунд марок M1, М 3, М 5, М 20, М 40, бентонит, связующее - сульфитно-спиртовая бражка (ССБ), воск пчелиный, технический парафин, озокерит. 2. Углеводородный материал реплики изготавливали из смеси, состоящей из 10 мас.% воска, 70 мас.% парафина и 20 мас.% озокерита. Компоненты расплавляли в водяной бане до температуры 80-85 С и тщательно перемешивали в течение 40 мин. Изготавливали плоскую матрицу путем заливки гипсовой формы, внутренняя полость которой смачивалась водой. Заливку производили через литник до полного заполнения всего объема. Аналогично отливалась цилиндрическая матрица выходного патрубка с винтовой нарезкой. После охлаждения заготовки извлекались, приливы и литники удалялись. Отлитую плоскую матрицу, имеющую форму кругового сектора, укладывали на полированную металлическую плиту, накладывали трафарет и специальным инструментом вырабатывали фигуры перфорации по геометрии и размерам согласно чертежу. 3. Для изготовления шихты использовали фракционированный керамический наполнитель в виде электрокорундовых порошков размером Ml, МЗ, М 5, М 20, М 40 при равном весовом соотношении. Из-2 005787 смеси корундовых порошков, бентонита и ССБ при весовом соотношении 70:23:7, соответственно, изготавливали шихту путем смешивания в Z-образной мешалке в течение 30 мин. 4. Половину расчетного количества шихты помещали в пресс-форму, выравнивали по поверхности и центрирующим шаблоном производили оттиск контура перфорированной реплики и выходного патрубка, после чего извлекали шаблон. Глубина оттиска соответствовала половине высоты перфорированной реплики и половине диаметра реплики выходного патрубка. 5. В полученные углубления закладывали реплики и засыпали вторую половину шихты. Шихту выравнивали по поверхности, прикладывали нагрузку на верхний пуансон и перемещали его до момента соприкосновения с засыпкой и производили ступенчатое вибропрессование таким образом, что в первоначальный момент давали усилие прессования 20-30% от конечного (порядка 10-15 кг/см 2), подавали вибронагрузку на верхний и нижний пуансоны в течение 10-15 с, а после полного затухания остаточных вибрационных колебаний доводили удельное давление прессования до 50 кг/см 2. В результате перемещения пуансона на фиксируемую величину получали монолитный блок полуфабриката секторной формы, а заготовку извлекали из пресс-формы. 6. Полученные блоки выдерживали при комнатной температуре в течение суток и осуществляли сушку. При этом производили низкотемпературную термообработку в две стадии. На первой стадии в интервале, меньшем температуры воспламенения углеводородов, 55-70 С удаляли материал матрицы при скорости подъема температуры 5 С/ч с изотермическими выдержками по 1520 мин при 55, 63 С и 3 ч при 70 С. На второй стадии вели подъем температуры до 85 С и делали изотермическую выдержку в течение 12 ч для удаления влаги. При низкотемпературной термообработке заготовки устанавливали в поддон под углом 70-80 к вертикали. Выплавленные компоненты собирали в противень для дальнейшего использования в производстве. 7. Высушенные заготовки с остаточной влажностью 0,1-0,2% помещали на карборундовые плиты и проводили обжиг при температуре 125050 С с изотермической выдержкой два часа. 8. Полученные пустотелые пористые керамические фильтрующие элементы секторного типа подвергали визуальному контролю и испытанию по стандартным и разработанным методикам. Характеристики керамических фильтрующих элементов секторного типа представлены в таблице. Таблица 1 Данные таблицы показывают преимущество предлагаемого технического решения перед известными. Это достигнуто комплексом операций и последовательностью их реализации: изготовление реплики из смеси углеводородов парафинового ряда позволяет получить материал,состоящий из компонентов, имеющих разную температуру плавления, и тем самым уменьшить влияние увеличения объема реплики при сушке на деформацию пористой заготовки; первоначальная загрузка половины расчетного количества шихты необходима для нанесения оттиска контура реплики на глубину, равную половине высоты реплики, что позволяет строго по центру установить реплику в объеме засыпанной шихты и исключить неравномерность деформационных нагрузок при прессовании пористого блока;-3 005787 перемещение верхнего пуансона пресс-формы на расчетную величину позволяет зафиксировать форму заготовки с определенной пористостью и возможностью перемещения частиц керамического наполнителя под действием вибронагрузок; воздействие вибронагрузки на верхний и нижний пуансоны обеспечивает перераспределение частиц керамического наполнителя таким образом, что при обжиге формируются пористые стенки с увеличивающимся размером пор в направлении выхода фильтрата и с минимальным размером пор на фильтрующей поверхности, а оптимальное время воздействия вибронагрузки 10-15 с определено экспериментально; процесс сушки обеспечивает на первых этапах удаление материала реплики путем выплавления углеводородных компонентов при разных температурах, практически в интервале 30-80 С, что приводит к постепенной релаксации напряжений, вызванных упругим последействием; на втором этапе удаляется влага из связующего компонента шихты, а под действием давления образующего пара в порах удаляются оставшиеся компоненты матрицы (2-3 мас.%); выплавленные компоненты материала матрицы нагреваются, смешиваются и поступают на вторичное изготовление реплики, что приводит к экономии исходных материалов и отсутствию загрязнения окружающей среды; процесс обжига обеспечивает получение пустотелого пористого керамического изделия с необходимыми эксплуатационными характеристиками, а оптимальные температуры термообработки определяются дисперсностью и химическими ингредиентами керамического наполнителя. Устройство содержит пустотелый блок 1, включающий внутренние элементы 2, которые расположены рядами со смещением по дугам концентрических окружностей, пустотелый объем 3, сформированный внутренними элементами 2 и боковыми стенками 4. Пустотелый блок 1 выполнен из пористой керамики с радиусами R и r линий сопряжения в верхней и нижней частях 5 и 6 секторного элемента, соответственно. Кроме того, устройство содержит выходной патрубок 7, соединение которого с пустотелым блоком 1 осуществлено резьбовым соединением с герметичным уплотнителем 8. Особенностью конструкции является то, что отношение радиуса r линии сопряжения между стенками внутри пустотелого блока 1 в нижней части 6 секторного элемента к радиусу R линии сопряжения в верхней его части 5 составляет 0,5-0,75. Расположение внутренних элементов 2 смещенными рядами по дугам концентрических окружностей придает поверхности фильтрации волновую форму, что интенсифицирует процесс набора кека и его равномерность распределения. Отношение радиусов r и R линий сопряжения внутри блока ниже 0,5 увеличивает растягивающее напряжение в верхней части секторного элемента в месте сопряжения стенок 4, что приводит к разрушающим нагрузкам ниже прочности материала фильтрующей поверхности при отдувке кека, особенно при фильтровании тонкозернистых продуктов. В результате снижается конструктивная прочность и срок службы фильтрующей поверхности. Отношение радиусов r и R линий сопряжения между стенками 4 внутри блока выше 0,75 уменьшает общую площадь фильтрации и увеличивает интегральную влажность кека, что приводит к увеличению времени сушки. Резьбовое соединение патрубка 7 с герметичным уплотнителем 8 увеличивает соединительную связь металлического патрубка 7 с керамическим блоком 1, а герметичный уплотнитель 8 предотвращает снижение давления при отдувке кека при регенерации фильтрующей поверхности. Устройство работает следующим образом. При помощи выходного патрубка 7 сектор крепится к пустотелому валу фильтровальной установки. Керамический дисковый фильтр набирается из двенадцати секторов - керамических фильтрующих элементов. При вращении вала фильтрующей установки сектор дискового керамического фильтра частично погружается в резервуар для вещества, которое необходимо отфильтровать. В результате отсоса через пустотелый вал начинается процесс фильтрации через пористый пустотелый блок 1 и внутренние элементы 2. Фильтрат собирается в пустотелом объеме 3, образуемом внутренними элементами 2 и боковыми стенками 4 пористого пустотелого блока 1. Поступающий фильтрат удаляется через выходной патрубок 7, сечение которого позволяет выводить в единицу времени объем жидкости не менее объема поступающего фильтрата. На фильтрующей поверхности пустотелого блока 1 образуется твердый осадок, который удаляется скребком, установленным на позиции входа сектора в резервуар. Очищенный от осадка керамический фильтрующий элемент работоспособен при последующих циклах погружения в резервуар для вещества, которое необходимо отфильтровать. В результате многократного циклического использования дискового керамического фильтра на фильтрующей поверхности пустотелого блока 1 керамического фильтрующего элемента образуется тонкий слой отфильтрованного осадка, который не удаляется скребком. Этот слой увеличивает гидравлическое сопротивление и приводит к снижению производительности устройства. В этом случае проводят периодическую регенерацию фильтрующей поверхности пустотелого блока 1 путем обратной продувки регенерирующими компонентами. Через выходной патрубок 7 подают регенерирующий компонент под избыточным давлением в пустотелый объем 3.-4 005787 Повышенная величина пор на входе регенерирующего компонента мало влияет на гидравлическое сопротивление потоку, и основное давление сосредоточено в областях, расположенных вблизи фильтрующей поверхности пустотелого блока 1, что приводит к интенсификации процесса регенерации. При регенерации внутренние элементы 2 выполняют роль ребер жесткости, увеличивающие прочность конструкции в целом. После регенерации керамический фильтрующий элемент используется в последующих многократных цикловых условиях работы в составе дискового керамического фильтра. Выполненные сравнительные испытания показали, что применение предлагаемого устройства в сравнении с известным позволяет повысить производительность в 2-2,5 раза при идентичной влажности кека. В таблице приведены результаты испытаний прототипа и предлагаемого технического решения при разном соотношении радиусов сопряжений между стенками внутри блока. Таблица 2 Промышленная применимость Предложенные способ и устройство могут найти широкое применение в горнометаллургической промышленности при изготовлении дисковых керамических фильтров, предназначенных для фильтрации пульп продуктов обогащения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Керамический фильтрующий элемент, содержащий пустотелый блок (1) из пористой керамики с радиусами линий сопряжения стенок в верхней и нижней частях (5 и 6), включающий внутренние элементы (2) и горловину с выходным патрубком (7), характеризующийся тем, что внутренние элементы (2), сформированные с использованием удаляемой реплики из смеси углеводородов парафинового ряда, расположены рядами со смещением по дугам концентрических окружностей и образуют со стенками (4) пустотелый объем(3), а отношение радиуса линии сопряжения между стенками внутри пустотелого блока (1) заданной конфигурации и размеров, определяемые разъемной пресс-формой и репликой, в нижней части (6) секторного элемента к радиусу линии сопряжения в верхней его части (5) составляет 0,5-0,75, при этом взаимосвязь выходного патрубка (7) с пустотелым блоком (1) осуществлена резьбовым соединением с герметичным уплотнителем (8). 2. Способ изготовления керамического фильтрующего элемента, включающий изготовление реплики пустотелого объема, подготовку шихты, содержащей фракционированный керамический наполнитель и связующее, формование пористой заготовки, сушку, удаление материала реплики и обжиг, характеризующийся тем, что реплику изготавливают из смеси углеводородов парафинового ряда, пористую заготовку формуют методом прессования, причем в разъемную пресс-форму помещают половину расчетного количества шихты,вставляют в пресс-форму центрирующий шаблон, имеющий форму реплики, производят оттиск на глубину половины толщины реплики, извлекают шаблон и в полученное углубление вставляют реплику, загружают вторую половину расчетного количества шихты, прессуют пористый блок заданной конфигурации и размеров путем давления на верхний пуансон пресс-формы и его перемещения на расчетную величину, осуществляют вибронагрузку на верхний и нижний пуансоны пресс-формы, извлекают заготовку, перемещают ее на сушку,материал реплики удаляют при температуре ниже температуры воспламенения углеводородов парафинового ряда и перемещают его на этап повторного использования, а обжиг осуществляют при температуре 125050 С. 3. Способ по п.2, характеризующийся тем, что вибронагрузку производят в течение 10-15 с. 4. Способ по п.2, характеризующийся тем, что смесь углеводородов парафинового ряда содержит воск,парафин и озокерит.
МПК / Метки
МПК: B01D 33/23, C04B 38/00
Метки: способ, фильтрующий, керамический, элемент, изготовления
Код ссылки
<a href="https://eas.patents.su/7-5787-keramicheskijj-filtruyushhijj-element-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Керамический фильтрующий элемент и способ его изготовления</a>
Керамический фильтрующий элемент и способ его изготовления
Номер патента: 4725
Опубликовано: 26.08.2004
Авторы: Дородных Роман Сергеевич, Пархаев Борис Васильевич, Базоев Хазбечир Асахметович, Мамочкин Петр Петрович, Красный Борис Лазаревич, Журавлев Сергей Анатольевич, Кисляков Андрей Николаевич
МПК: C04B 38/00, B01D 69/00
Метки: фильтрующий, элемент, керамический, изготовления, способ
Формула / Реферат:
1. Керамический фильтрующий элемент, содержащий фильтрующий каркас (1) с фильтрующей и внутренней поверхностями, выполненный в виде кругового сектора из пористой керамики с открытыми порами, размеры которых выполнены увеличивающимися в направлении выхода фильтрата, внутренние элементы (2) и стенки (3), формирующие пустотелый объем, и горловину с отводящим патрубком (5), характеризующийся тем, что фильтрующий каркас (1) образован сферообразными...
Фильтрующий элемент
Номер патента: 5741
Опубликовано: 30.06.2005
Авторы: Экберг Бьярне, Хегнабба Олли
МПК: B01D 33/23
Метки: элемент, фильтрующий
Формула / Реферат:
1. Фильтрующий элемент для удаления влаги, содержащейся в материале, подлежащем сушке, и для создания фильтрационной лепешки из материала, подлежащего сушке, на фильтрующей поверхности фильтрующего элемента, отличающийся тем, что фильтрующая поверхность (1, 6) фильтрующего элемента (11) состоит по меньшей мере из двух частей (2, 3; 7, 8), в которых можно создавать взаимно отличающиеся условия фильтрации с помощью взаимного расположения и/или...
Фильтрующий материал и способ его изготовления
Номер патента: 5037
Опубликовано: 28.10.2004
Авторы: Тоттатил Пол, Хоровиц Карл, Зилберман Лина, Сандуя Мохан Л.
МПК: B01D 71/76, C08K 3/20
Метки: фильтрующий, изготовления, материал, способ
Формула / Реферат:
1. Композиция покрытия для химической прививки материала фильтра для масла, топлива, охлаждающей жидкости или воздуха, включающая около 20-40 мас.% мономера, около 20-40 мас.% изопропилового спирта, около 20-40 мас.% деионизированной, дистиллированной или очищенной иным способом воды, около 4-15 мас.% сложного эфира, менее 4 мас.% катализатора и менее 1 мас.% инициатора прививки. 2. Композиция по п.1, которая дополнительно включает менее 0,5...
Многоступенчатое устройство и фильтрующий элемент для сепарации/коалесценции
Номер патента: 2874
Опубликовано: 31.10.2002
Авторы: Перри Марни Данман Мл., Вон Фул Стефен А., Бернс Дэвид Дж., Крог Джон А.
МПК: B01D 46/24
Метки: элемент, устройство, фильтрующий, многоступенчатое
Формула / Реферат:
1. Устройство для одновременного фильтрования твердых частиц, сепарации жидкостей, предварительной коалесценции жидкостей и коалесценции жидкостей из потока газа, содержащее закрытый резервуар, имеющий удлиненную и первоначально открытую внутреннюю часть, перегородку, размещенную во внутренней части резервуара, причем перегородка разделяет внутреннюю часть резервуара на первую ступень и вторую ступень, по меньшей мере, одно отверстие в...
Способ изготовления охлаждающего элемента и охлаждающий элемент
Номер патента: 4088
Опубликовано: 25.12.2003
Авторы: Сааринен Ристо, Леппянен Ире
Метки: охлаждающего, элемента, охлаждающий, способ, изготовления, элемент
Формула / Реферат:
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с...
Предыдущий патент: Способ контактирования расплавленной мочевины с потоком газа
Следующий патент: Цеолитовый катализатор
Случайный патент: Индолсульфонильные защищенные соединения и способ их получения