Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Формула / Реферат
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по окончании алюмотермической реакции и отделения стали от шлака во время выпуска стали перед заливкой в полость, образованную литейной формой, и при закрытом переливе в литейной форме.
2. Способ по п.1, отличающийся тем, что легирующие добавки вводят перед заливкой в полость, образованную литейной формой, с помощью автоматической тигельной пробки.
3. Способ по п.2, отличающийся тем, что легирующие добавки размещают в полости под тигельной пробкой.
4. Способ по п.2, отличающийся тем, что легирующие добавки примешивают в формовочную смесь во время изготовления корпуса тигельной пробки.
5. Способ по пп.1-4, отличающийся тем, что легирующие добавки применяют в форме порошка или гранулята.
6. Способ по пп.1-3, отличающийся тем, что легирующие добавки применяют в твердой компактной форме.
Текст
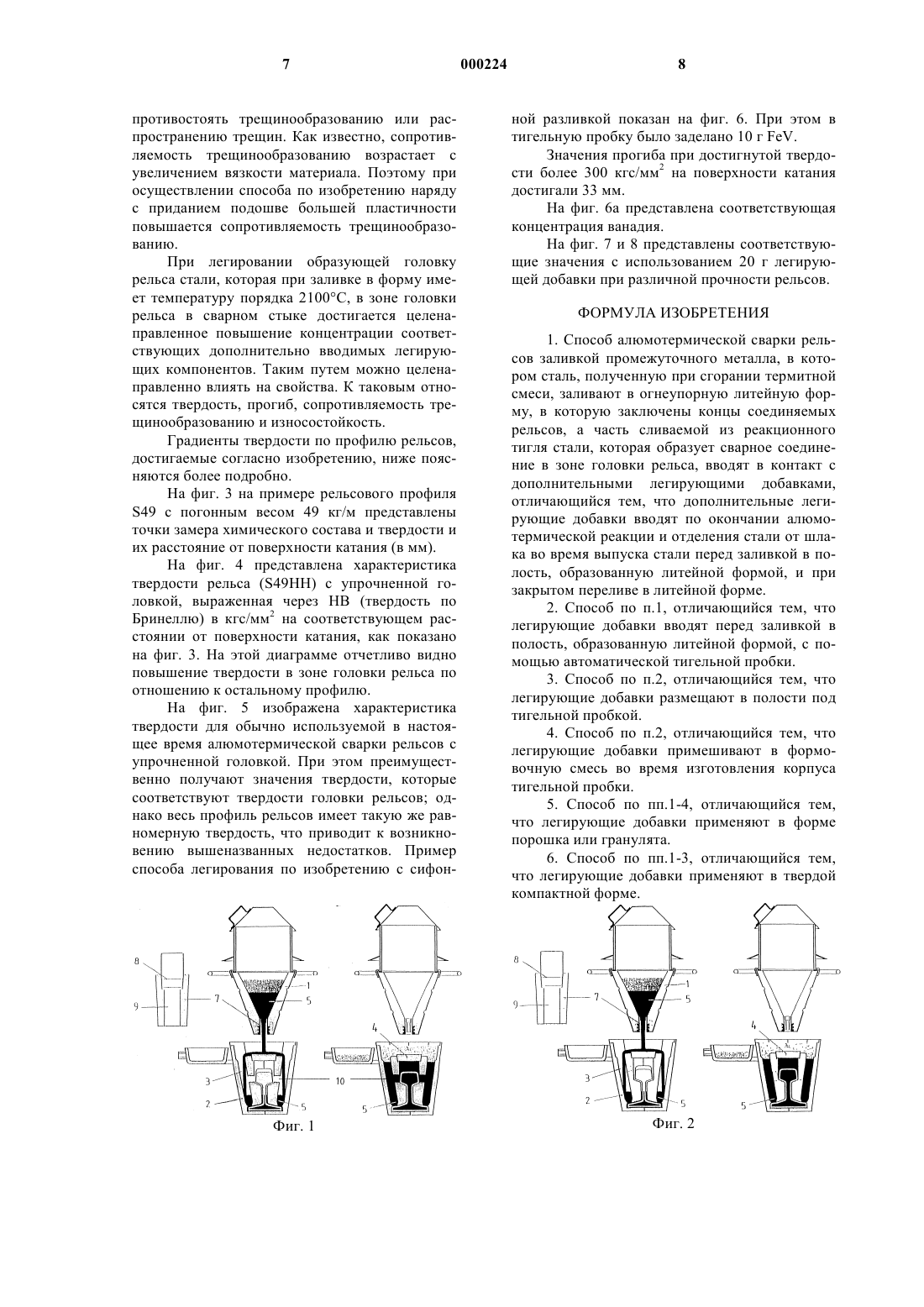
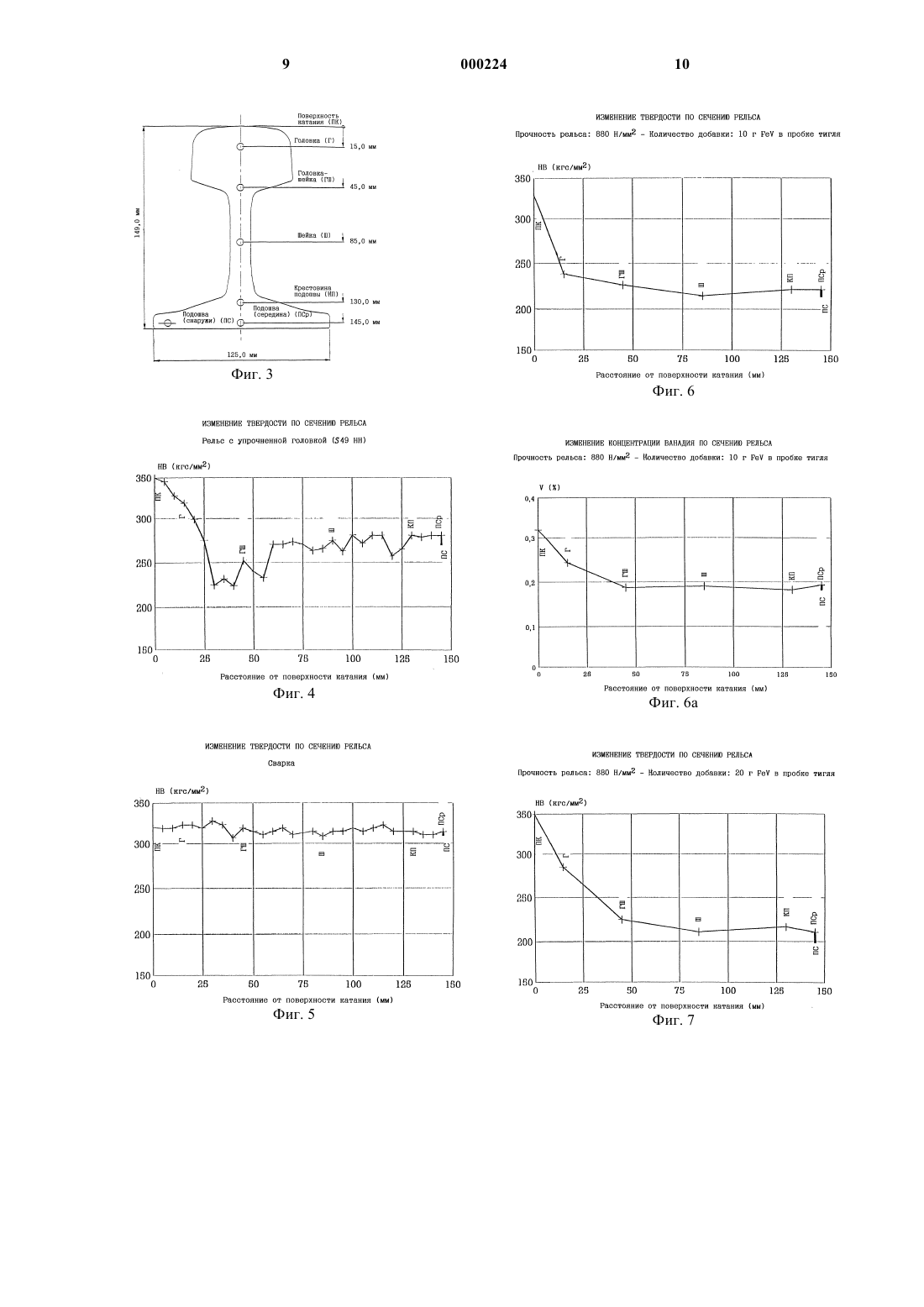
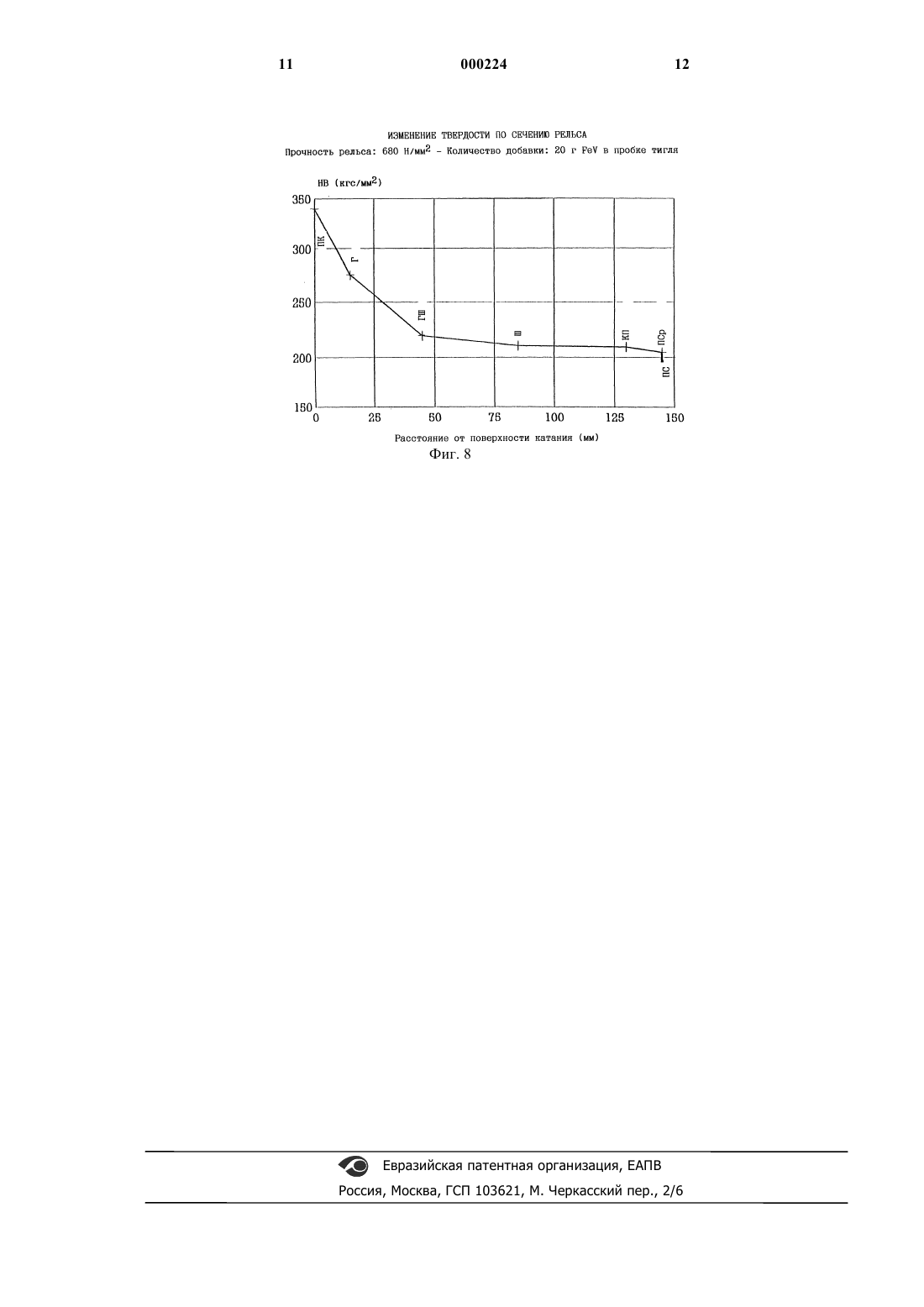
1 Настоящее изобретение относится к способу алюмотермической сварки рельсов заливкой промежуточного металла с целенаправленным легированием стальной отливки в зоне головки рельса. Целью способа является целенаправленное придание необходимых свойств при сварке в соответствии с требованиями к железнодорожному пути. В способе алюмотермической сварки (способ термитной сварки) в качестве единственного из известных способов сварки плавлением применяют химическую реакцию, предназначенную для получения расплавленного присадочного материала. При этом для снижения количества оксидов тяжелых металлов, предпочтительно оксида железа, используют большое сродство алюминия к кислороду. Высокоэкзотермический процесс может быть представлен в следующем виде: оксид тяжелого металла + алюминийтяжелый металл + оксид алюминия +тепло, или для реакции с использованием железаFе 2O3+2 Аl2Fе+Аl2O3+849 кДж Алюмотермическая реакция в тигле протекает после точечного воспламенения, осуществляемого с помощью соответствующего воспламеняющего стержня, в течение нескольких секунд при сильном выделении тепла. Затем происходит разделение продуктов реакции, нагретых до температуры порядка 2500 С, причем более легкие по своему удельному весу шлаки(Аl2O3) образуют плавающий слой на поверхности железа. В основные компоненты термитной смеси- оксид железа и алюминий малой зернистости вводят добавки зернистых частиц стали для замедления реакции, а также, в зависимости от особенностей свариваемого материала, добавки компонентов сталеобразования, таких как С,Мn, Сr, V и Мо. Образующаяся при сгорании термитной реакционной смеси расплавленная сталь необходимого качества пригодна для применения в технике высококачественной сварки. Способ сварки можно охарактеризовать следующими технологическими переходами:- размещение деталей в определенном порядке и положении при соответствующем зазоре между ними в зависимости от поперечного сечения сваривания и способа;- формирование места сварки с помощью огнеупорной формы;- предварительный нагрев торцов деталей с помощью специальной горелки с использованием смесей газ/воздух, бензин/воздух, бензин/кислород, ацетилен/кислород или предпочтительно пропан/кислород;- заливка расплавленной стали в форму и сварка торцов деталей промежуточной или круговой заливкой. 2 С помощью этого способа можно сваривать детали всех типов с любым поперечным сечением, причем сварку можно проводить как при монтаже конструкций, так и при ремонтных работах. Наибольшее распространение алюмотермический способ сварки благодаря своему простому и не зависящему от внешних источников энергии выполнению получил при сваривании рельсов. При этом служащая в качестве наплавляемого металла сталь, полученная при сгорании термитной смеси, по своим прочностным свойствам должна максимально соответствовать рельсовой стали. Известные алюмотермические смеси, называемые также порциями термитной смеси,удовлетворяют этим требованиям благодаря тому, что к основной смеси, состоящей из алюминия и окиси железа, добавляют легирующие элементы, такие как, например, углерод, марганец, хром, кремний, ванадий и титан. Для замедления реакции и охлаждения к алюмотермической смеси добавляют, кроме того, железо,соответственно стальной скрап, благодаря чему одновременно повышается количество получаемой стали. Так, например, в различных странах применяют рельсы, при изготовлении которых их частично легируют, придавая им особые качественные характеристики, а именно, когда необходимо целенаправленно повысить концентрации этих специальных легирующих элементов в головке рельса до определенных значений в соответствии с составом рельсового материала,не легируя при этом подошву рельса. Однако в последние годы на железнодорожном транспорте во все возрастающем объеме стали применять рельсы с закаленными головками. Эта тенденция связана с тем, что, с одной стороны, возрастают нагрузки на рельсы,вследствие чего при использовании обычных рельсов происходит их усиленный износ, а с другой стороны, вследствие все более жестких экономических требований стремятся увеличить циклы замены рельсов. Например, особенно малые радиусы поворота колеи (300 м), крутые подъемы или все более возрастающие нагрузки от оси на рельсы,прежде всего в странах с все возрастающим грузооборотом, например, в странах Северной Америки, Южной Африки, Азии и в Австралии,значительно увеличивают общую нагрузку на рельсы, которую необходимо учитывать как в отношении самих рельсов, так и рельсовых стыков. Применение рельсов с закаленной головкой во все большем объеме, разумеется, требует также согласования необходимой техники соединения рельсов. При этом особый интерес для эксплуатации железнодорожных путей представляет обеспечение повышенной твердости в зоне го 3 ловки рельса в сочетании с достижением повышенной пластичности подошвы рельса. Наряду с этим часто применяют также модифицирующие (измельчающие зерно) легирующие добавки, когда в головке рельса желательно было бы целенаправленно повысить концентрацию таких легирующих добавок. Таким образом, до настоящего времени при разработке рельсов с новыми качественными параметрами модифицировали порции термитной смеси, так что хотя рельсовый стык в целом и был адаптирован к качественным параметрам вновь разрабатываемых рельсов, но при этом его свойства по всему профилю соединения были одинаковыми. Это означает, что при обычной алюмотермической технике сварки к порции термитной смеси примешивают повышающие твердость добавки, чтобы обеспечить необходимую твердость в зоне головки, но при этом одновременно получают ту же твердость по всему профилю рельса, в том числе и в зоне подошвы рельса,т.е. там, где скорее было бы желательно иметь повышенную пластичность. В патенте Швейцарии 658817 описывается способ комбинированной алюмотермической сварки, в котором два стальных литейных сплава из двух различных по составу сварочных масс используют таким образом, что они, расплавляясь в двухкамерном тигле, соответственно дают твердую и износостойкую сталь для головок рельсов и вязкую пластичную сталь,заливаемую в форму первой, для сварки шеек и подошв рельса. Это означает, что речь в данном случае идет о двухстадийном способе. В этом способе требуются очень большие затраты времени, и он настолько усложнен при его практическом использовании на железнодорожных путях, что по сравнению с общеизвестной термитной сваркой соединений он не смог найти широкого применения. Кроме того, между обеими сталями, полученными при сгорании термитной смеси, образуются дополнительные поверхности раздела,что может привести к возникновению нежелательных дефектов в сварке. Из патента Германии 898989 известно,что образующееся при алюмотермической реакции железо можно легировать улучшающими свойства стали металлами или металлоидами,которые добавляют в выемку в верхней части или на дно литейной формы, в которую заключены свариваемые детали. Цель этого патента состоит в получении максимально гомогенной структуры стали, получаемой при сгорании термитной смеси, и исключении возможных потерь необходимых легирующих добавок со шлаком. Однако при этом следует отметить, что желательно использование тщательно перемешанной стали. Кроме того, введение этих металлов или металлоидов в литейную форму с технологиче 000224 4 ской точки зрения связано с большими затратами, а в случае легирования головки рельса помимо этого еще и затруднено, поскольку расстояние между литейной формой и легируемой поверхностью катания головки рельса слишком велико. Это расстояние должно быть преодолено лишь за счет диффузии металла/металлоида. Таким образом, существует потребность в разработке максимально упрощенного способа сварки, который состоит лишь из одной стадии,соответственно из одностадийной реакции и который также не только просто, т.е. как в отношении получения необходимых исходных веществ, так и в отношении реализации сварного соединения способом термитной сварки, но и надежно обеспечивает введение легирующих металлов или металлоидов и позволяет целенаправленно повышать концентрацию этих легирующих добавок в головке рельса. Целью разрабатываемого способа сварки является получение соединения, которое по своему набору свойств соответствует таковому материалу свариваемых рельсов и которое обеспечивает целенаправленное получение в зоне головки рельса более твердого наплавленного металла с максимально возможной мелкозернистостью и одновременно обеспечивает получение менее хрупкой и более пластичной подошвы. С помощью такого сварного соединения благодаря более высокой твердости и структуре,обладающей вследствие измельчения зерна более высокой несущей способностью, можно было бы повысить износостойкость, а тем самым реализовать связанные с ней экономические преимущества, и улучшить качество сварки. В зависимости от легирующего элемента,соответственно их комбинации и от количества вводимых легирующих добавок можно задавать различный набор свойств, т.е. химический состав стали, механические свойства, структуру и т.д. Эти различные свойства частично взаимозависимы, поскольку зависят от типа и количества добавок. До настоящего времени существовала особая потребность в разработке наиболее простых,надежных и воспроизводимых методов алюмотермической сварки рельсов заливкой промежуточного металла, которые позволяют легировать полученную при сгорании термитной смеси сталь, целенаправленно вводя в контакт с легирующими добавками ее сливаемую из реакционного тигля часть, которая образует сварное соединение в зоне головки рельса. Кроме того, следует полностью исключить тщательное перемешивание полученной при сгорании термитной смеси стали внутри литейной формы. В противном случае невозможно будет повысить концентрации легирующих добавок в головке. Предметом настоящего изобретения является способ, который отличается тем, что дополнительные легирующие добавки вводят по 5 окончании алюмотермической реакции и отделения стали от шлака во время выпуска стали перед заливкой в полость, образованную литейной формой, и при закрытом переливе в литейной форме. Закрываемый перелив в литейной форме обозначен на фиг. 1 позицией (10). В способе сифонной разливки (фиг. 2) сталь, полученная при сгорании термитной смеси, поступает в литейную форму (2) не в зоне рельса, а через прибыли (3). При этом уровень заливаемой стали поднимается в зоне рельса формы, а перелив при этом закрыт. В таком способе перелив также можно оставлять открытым. Однако в этом случае перелив должен быть расположен таким образом,чтобы часть полученной при сгорании термитной смеси стали, вытекающая первой, не могла преждевременно входить в контакт с частью стали, вытекающей последней, т.е. перед достижением головки или непосредственно на головке рельса. Этого можно достичь, расположив перелив на уровне выше головки рельса. Таким образом, часть стали, поступающая в форму первой, образует головку рельса, так что при способе сифонной разливки соответственно необходимо легировать сталь, поступающую первой. Так как реакционная смесь, находящаяся в самой нижней зоне тигля, образует часть стали, которая заливается в форму первой,то легирующие компоненты можно вводить в сталь при выпуске из реакционного тигеля перед входом в полость, образованную литейной формой. В способе сифонной разливки особенно целесообразным является заделка легирующих компонентов (9) в перекрывающую выпускное отверстие тигля пробку со встроенным плавящимся элементом (8), т.е. в так называемую автоматическую тигельную пробку (5). Эти тигельные пробки обычно применяют при алюмотермической сварке, чтобы обеспечить автоматический выпуск жидкой стали при определенной температуре и тем самым в точно определенный момент времени. При этом легирующие компоненты можно просто разместить в предусмотренной для этой цели полости в тигельной пробке. Согласно другому способу введение легирующих компонентов в разливаемую сталь, полученную при сгорании термитной смеси, может осуществляться с помощью корпуса тигельной пробки. При этом легирующие добавки примешивают в формовочную смесь во время изготовления корпуса пробки. В качестве дополнительно вводимых легирующих добавок предпочтительны, во-первых,упрочняющие и/или модифицирующие металлы или сплавы. К ним относятся ферросплавы элементов V, Ti, Nb, Cr, Mn, Si и т.д., редкоземельные элементы или их оксиды и карбиды, а также углерод в элементарной или связанной форме. 6 В зависимости от типа и количества используемых легирующих добавок с помощью способа по изобретению становится возможным достичь требуемого градиента концентрации специально вводимых при сварке элементов и целенаправленно согласовывать их с нагрузками на железнодорожный путь. Дополнительно вводимые легирующие компоненты можно применять в элементарной,соответственно, металлической форме или в виде металлотермической реакционной смеси. Данный способ не зависит от химического состояния легирующего компонента. Дополнительно вводимые легирующие компоненты предпочтительно применяют в форме порошков или гранулятов. Обычно в способе по изобретению в качестве исходной применяют алюмотермическую смесь, состоящую в основном из алюминия,окиси железа и агентов, замедляющих реакцию,с содержанием в сварке углерода от 0,1 до 1,0 мас.% и марганца от 0,2 до 2,0 мас.%. Введение углерода и марганца в качестве легирующих компонентов не обязательно должно проводиться с помощью алюмотермической смеси. Это можно осуществлять также с помощью способа легирования по изобретению,позволяющего дополнительно легировать любыми легирующими компонентами при сифонной разливке. В этом случае получают лишь алюминотермическое железо. Таким образом, при соответствующем выборе метода легирования, легирующих элементов и их концентрации свойства сварного соединения можно целенаправленно максимально приблизить к свойствам материала рельса, например, по химическому составу или твердости. Так, например, можно очень простым образом получить градиент твердости со сравнительно твердой головкой рельса и мягкой подошвой рельса. Наряду с твердостью от материала также зависят прогиб и сопротивляемость трещинообразованию, так что при более пластичной подошве рельса обеспечивается улучшение этих показателей. Прогиб, а именно прогиб при разрушении,определяется при испытании на усталость при изгибе. Наряду с прогибом определяют разрушающую нагрузку, т.е. то максимально прилагаемое усилие, при котором происходит разрушение сваренного рельса и которое при неизменяющейся геометрии является также мерой прочности при изгибе. В противоположность прогибу разрушающая нагрузка зависит только от геометрии рельса, так что технологическое воздействие легирования на эти механические характеристики невозможно. Основным параметром, влияющим на надежность эксплуатации железнодорожного пути, является сопротивляемость трещинообразованию, т.е. усилие, при котором материал может 7 противостоять трещинообразованию или распространению трещин. Как известно, сопротивляемость трещинообразованию возрастает с увеличением вязкости материала. Поэтому при осуществлении способа по изобретению наряду с приданием подошве большей пластичности повышается сопротивляемость трещинообразованию. При легировании образующей головку рельса стали, которая при заливке в форму имеет температуру порядка 2100 С, в зоне головки рельса в сварном стыке достигается целенаправленное повышение концентрации соответствующих дополнительно вводимых легирующих компонентов. Таким путем можно целенаправленно влиять на свойства. К таковым относятся твердость, прогиб, сопротивляемость трещинообразованию и износостойкость. Градиенты твердости по профилю рельсов,достигаемые согласно изобретению, ниже поясняются более подробно. На фиг. 3 на примере рельсового профиляS49 с погонным весом 49 кг/м представлены точки замера химического состава и твердости и их расстояние от поверхности катания (в мм). На фиг. 4 представлена характеристика твердости рельса (S49HH) с упрочненной головкой, выраженная через НВ (твердость по Бринеллю) в кгс/мм 2 на соответствующем расстоянии от поверхности катания, как показано на фиг. 3. На этой диаграмме отчетливо видно повышение твердости в зоне головки рельса по отношению к остальному профилю. На фиг. 5 изображена характеристика твердости для обычно используемой в настоящее время алюмотермической сварки рельсов с упрочненной головкой. При этом преимущественно получают значения твердости, которые соответствуют твердости головки рельсов; однако весь профиль рельсов имеет такую же равномерную твердость, что приводит к возникновению вышеназванных недостатков. Пример способа легирования по изобретению с сифон Фиг. 1 8 ной разливкой показан на фиг. 6. При этом в тигельную пробку было заделано 10 г FeV. Значения прогиба при достигнутой твердости более 300 кгс/мм 2 на поверхности катания достигали 33 мм. На фиг. 6 а представлена соответствующая концентрация ванадия. На фиг. 7 и 8 представлены соответствующие значения с использованием 20 г легирующей добавки при различной прочности рельсов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками,отличающийся тем, что дополнительные легирующие добавки вводят по окончании алюмотермической реакции и отделения стали от шлака во время выпуска стали перед заливкой в полость, образованную литейной формой, и при закрытом переливе в литейной форме. 2. Способ по п.1, отличающийся тем, что легирующие добавки вводят перед заливкой в полость, образованную литейной формой, с помощью автоматической тигельной пробки. 3. Способ по п.2, отличающийся тем, что легирующие добавки размещают в полости под тигельной пробкой. 4. Способ по п.2, отличающийся тем, что легирующие добавки примешивают в формовочную смесь во время изготовления корпуса тигельной пробки. 5. Способ по пп.1-4, отличающийся тем,что легирующие добавки применяют в форме порошка или гранулята. 6. Способ по пп.1-3, отличающийся тем,что легирующие добавки применяют в твердой компактной форме.
МПК / Метки
МПК: B23K 23/00
Метки: рельса, заливкой, алюмотермической, рельсов, стальной, металла, промежуточного, сварки, зоне, головки, способ, легированием, отливки
Код ссылки
<a href="https://eas.patents.su/7-224-sposob-alyumotermicheskojj-svarki-relsov-zalivkojj-promezhutochnogo-metalla-s-legirovaniem-stalnojj-otlivki-v-zone-golovki-relsa.html" rel="bookmark" title="База патентов Евразийского Союза">Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса</a>
Литейная форма для сварки двух деталей заливкой промежуточного металла
Номер патента: 180
Опубликовано: 24.12.1998
Авторы: Кустер Франк, Скреба Герхард, Штайнхорст Михаэль
МПК: B23K 23/00
Метки: деталей, промежуточного, заливкой, металла, сварки, двух, форма, литейная
Формула / Реферат:
1. Литейная форма для сварки концов (1, 2) двух рельсов заливкой промежуточного металла, состоящая из стенок, которые по форме соответствуют профилю рельса, между которым заключен сварной стык и которые выполнены из жаропрочного материала, причем литейная полость в остальном ограничена торцами концов (1, 2) рельсов, в стенки формы встроена система прибылей (9), площадь поперечного сечения которых соответственно равна А, и воздушных каналов (10),...
Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, и применение в этом способе системы горелок с определенной компоновкой
Номер патента: 181
Опубликовано: 24.12.1998
Авторы: Скреба Герхард, Кустер Франк, Штайнхорст Михаэль
МПК: C21D 9/04
Метки: металла, изготовленного, определенной, способ, помощью, системы, компоновкой, горелок, рельсового, стыка, применение, термообработки, промежуточного, способе, сварки, этом, заливкой
Формула / Реферат:
1. Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, в частности с целью, по меньшей мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и...
Предыдущий патент: Твердая, полученная прямым прессованием, лекарственная форма и способ ее получения
Следующий патент: Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Случайный патент: Поршневой механизм