Способ и система для распределения псевдоожижающихся материалов
Номер патента: 4640
Опубликовано: 24.06.2004
Авторы: Нагелль Бернт, Дален Хьелль Магне, Карльсен Мортен

Формула / Реферат
1. Способ распределения псевдоожижающихся материалов, включающий в себя резервуар (1) для распределяемого материала, псевдоожижающее конвейерное средство (9, 26, 27, 47), распределяющее материал к одному или большему количеству принимающих материал устройств (34, 35), отличающийся тем, что материал распределяют из резервуара к принимающим материал устройствам через по меньшей мере два гидравлических уровня, определенных одним или более впускными затворами (4, 23, 41).
2. Способ по п.1, отличающийся тем, что псевдоожижающее конвейерное средство (9, 26, 27, 47) приводится в действие сжатым псевдоожижающим газом прерывистым образом.
3. Способ по п.1, отличающийся тем, что псевдоожижающийся материал распределяют к одному или большему количеству электролизеров (E) для производства алюминия.
4. Способ по п.1, отличающийся тем, что псевдоожижающее конвейерное средство (9, 26, 27, 47) приводят в действие и управляют им с помощью запрограммированного компьютера таким образом, что псевдоожижающие элементы приводят в действие последовательным образом.
5. Система для распределения псевдоожижающихся материалов, содержащая резервуар (1) для распределяемого материала, псевдоожижающее конвейерное средство (9, 26, 27, 47) для распределения материалов к одному или большему количеству принимающих материал устройств (350), отличающаяся тем, что конвейерное средство (9, 26, 27, 47) содержит по меньшей мере один затвор (4, 23, 41) материала, таким образом определяющий по меньшей мере два гидравлических уровня в конвейерном средстве.
6. Система по п.5, отличающаяся тем, что псевдоожижающее конвейерное средство (9, 26, 27, 47) содержит множество ветвей для распределения псевдоожижающихся материалов к множеству принимающих материал устройств (350-355), таким образом определяющих множество путей распределения между резервуаром (1) и каждым из индивидуальных принимающих материал устройств, где каждый путь псевдоожижается сжатым газом прерывистым образом.
7. Система по п.5, отличающаяся тем, что затвор (4, 23, 41) материала содержит направленный вниз впуск (3, 28, 39), частично псевдоожижающее днище и выпуск (8, 24, 46), соединяющийся с псевдоожижающим конвейером (9, 26, 47).
8. Система по п.5, отличающаяся тем, что псевдоожижающее конвейерное средство (9, 26, 27, 47) содержит по меньшей мере один псевдоожижающий элемент, состоящий из нижней плиты (204), впуска (205) сжатого газа и газопроницаемого элемента (206), присоединенного к указанной нижней плите, таким образом образующие сборный ресивер между нижней плитой и газопроницаемым элементом.
9. Система по п.5, отличающаяся тем, что псевдоожижающимся материалом является глинозем или фторид, распределяемый к одному или большему количеству электролизеров.
10. Система по п.5, отличающаяся тем, что принимающими материал устройствами (350) являются одно или большее количество подающих устройств, размещенных в электролизерах (E).

Текст
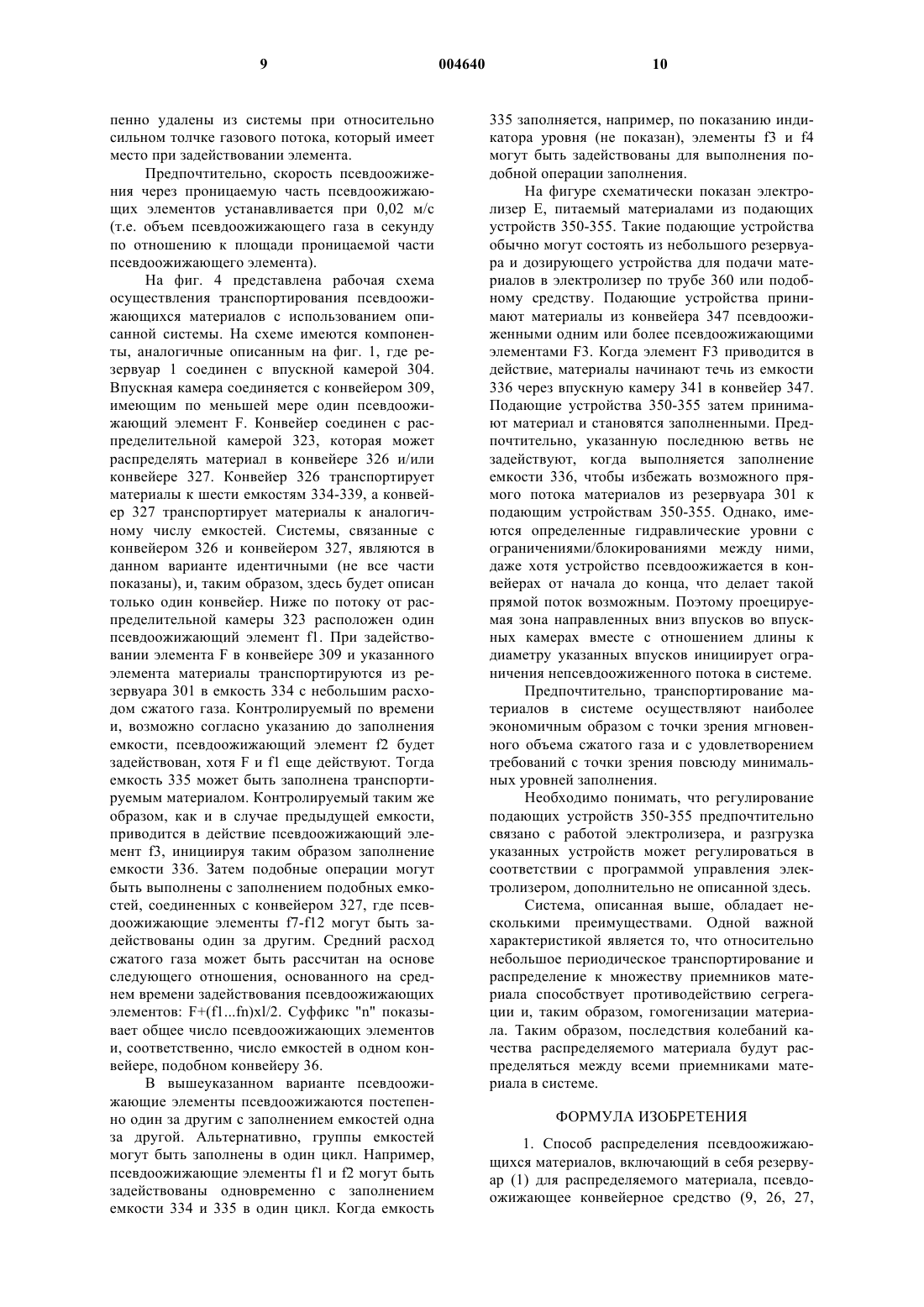
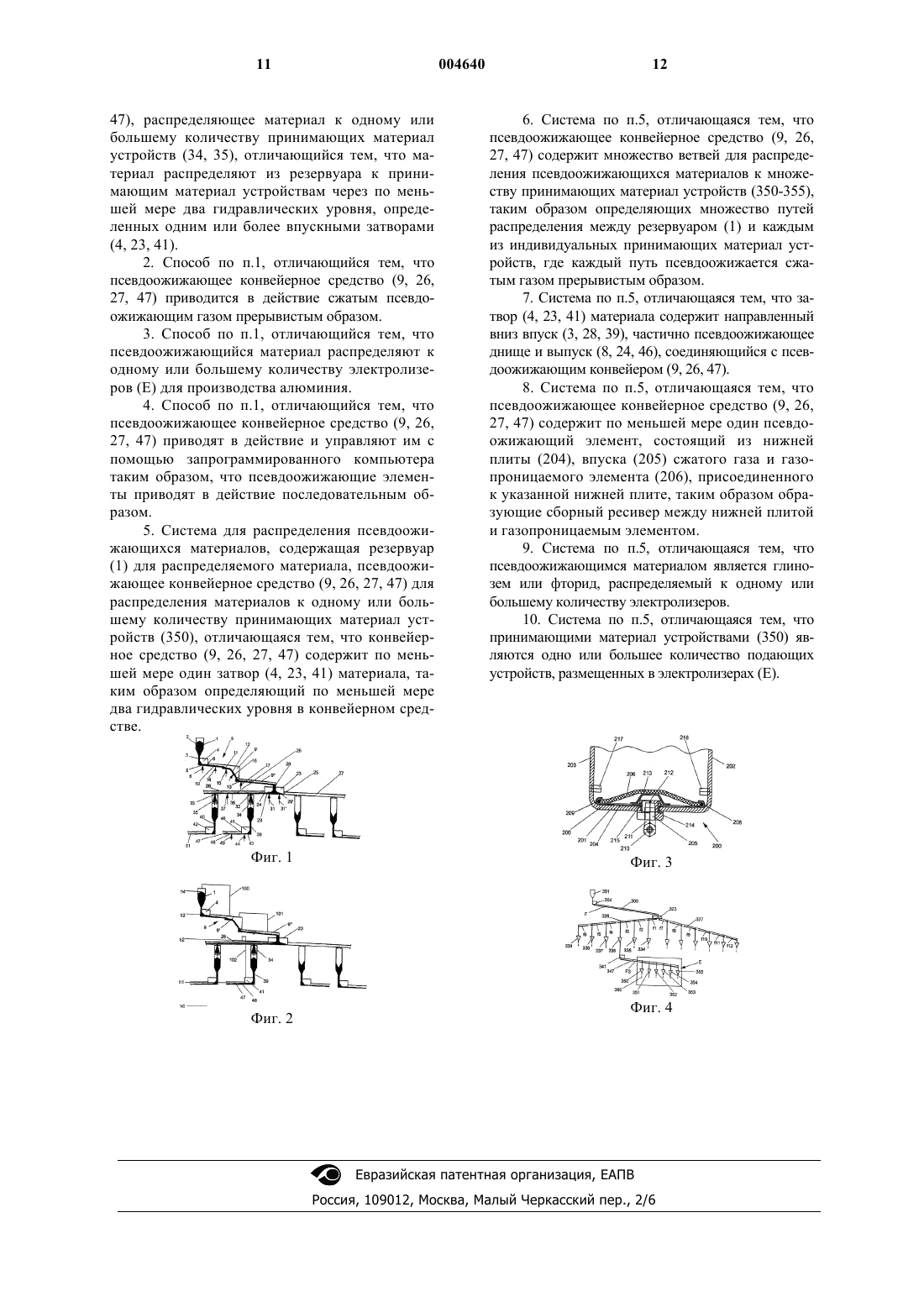
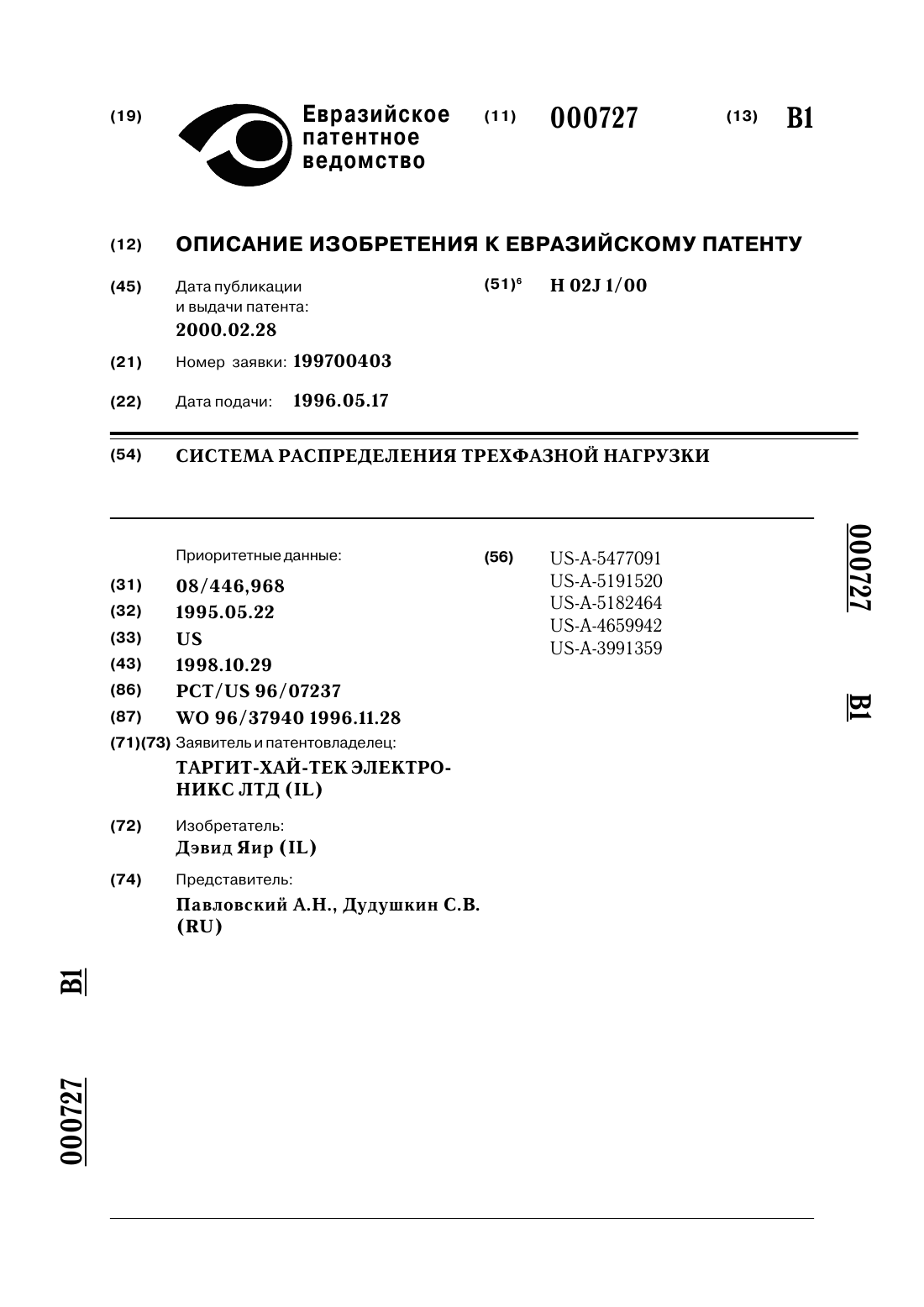
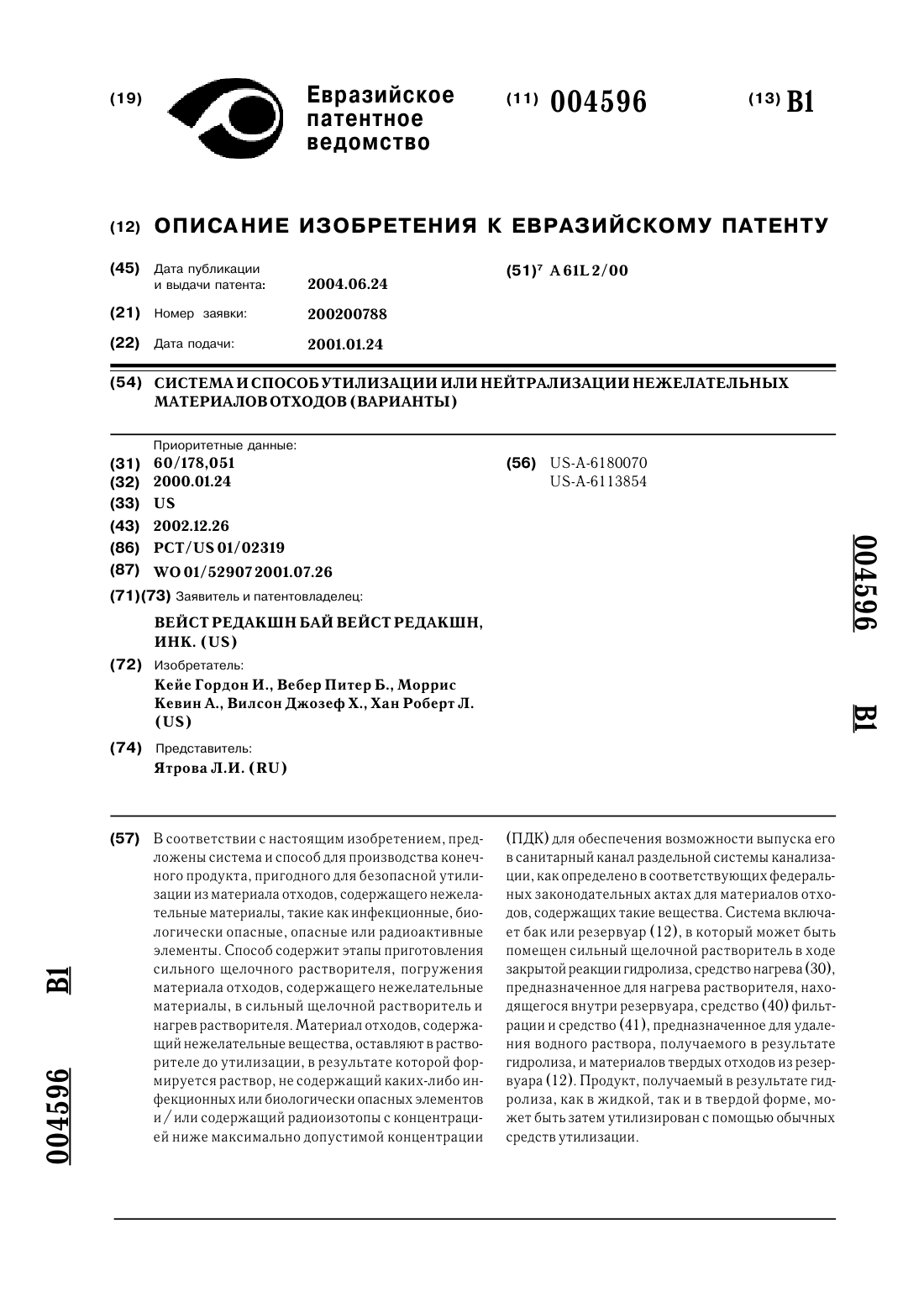
1 Настоящее изобретение относится к способу и системе для распределения псевдоожижающихся материалов. В частности, изобретение относится к распределению псевдоожижающихся материалов, таких как фторид и/или оксид алюминия (глинозем), в электролитическом оборудовании для производства алюминия. Патент NO 175876 описывает устройство для транспортировки порошкообразных материалов путем псевдоожижения материалов. Устройство включает в себя замкнутый первый псевдоожижающий канал для распределения материалов из резервуара к множеству выпусков. У каждого выпуска имеются установленные подающие устройства для индивидуальной подачи материалов, таких как глинозем, к отдельным подающим отверстиям в корке электролизера. Канал для распределения материалов содержит две горизонтально разделенные секции, причем секции разделены с помощью пористой стенки. Верхняя секция полностью заполнена псевдоожиженными материалами, тогда как нижняя секция действует как распределительная камера для псевдоожижающего газа. Нижняя секция снабжается псевдоожижающим газом с помощью вентилятора. Указанные подающие устройства содержат по меньшей мере один второй псевдоожижающий канал, имеющий многочисленные выпуски, выполненные в форме направленных вниз труб. Выпуски окружены корпусом, имеющим подающие отверстия в своем днище. Направленные вниз трубы заканчиваются выше нижней части корпуса, и поэтому материал, выходящий из выпусков,будет блокирован, когда уровень материала в корпусе достигнет определенного уровня. Поскольку материалы расходуются, уровень в корпусе будет падать, и указанные выпуски будут освобождаться от материалов. Затем материалы начинают течь в корпус из резервуара через первый псевдоожижающий канал и в подающее устройство через второй псевдоожижающий канал. Для получения указанной саморегулируемой подачи каналы должны псевдоожижаться непрерывно вентилятором. Кроме того, в указанной системе материалы транспортируются в соответствии с одной гидравлической стадией,и, как следствие этого, вертикальный уровень(расстояние) между самым верхним хранилищем материала и самым нижним выпуском материала становится высоким. В электролитическом оборудовании такие псевдоожиженные каналы могут иметь протяженность в несколько сотен метров, тогда как угол наклона канала может составлять несколько градусов. При некоторых нежелательных условиях такие высокие разности статического давления в транспортной системе могут привести к неконтролируемому транспортированию материалов, такому как быстрый сток материалов из хранилища и, как следствие, к получению нежелательной 2 сверхподачи материалов к электролизеру. Кроме того, энергопотребление в описанной системе будет относительно высоким, потому что для работы удовлетворительным образом система должна приводиться в действие непрерывно с целью псевдоожижения материала. С настоящим изобретением вышеуказанных недостатков можно избежать. В соответствии с настоящим изобретением транспортная система имеет два или большее количество гидравлических уровней, которые последовательно соединены друг с другом с помощью впускных затворов. Система работает с высокими скоростями материала, поскольку псевдоожижающие каналы не заполняются доверху псевдоожиженным материалом. Псевдоожижающий газ, подаваемый в каждый отдельный псевдоожижающий элемент, будет сбрасываться (выпускаться) ненепрерывным или, иначе говоря, прерывистым (т.е. непрерывным только в режиме транспортирования), регулируемым образом, тем самым поддерживая энергопотребление на минимальном уровне. Для указанной цели разработан псевдоожижающий элемент, специально предназначенный для установки в данной системе. Кроме того, прерывистый способ сброса псевдоожижающего газа будет инициировать продувку системы при каждом запуске, таким образом очищая систему от нежелательных предметов, крупных частиц и т.д. Изобретение будет дополнительно описано в следующих примерах и на чертежах, где на фиг. 1 показаны принципы транспортирования материалов в соответствии с изобретением из резервуара к множеству устройств,принимающих материал; на фиг. 2 более подробно показаны принципы, представленные на фиг. 1; на фиг. 3 - частичный поперечный разрез нового псевдоожижающего элемента для использования в соответствии с изобретением; на фиг. 4 - рабочая схема осуществления транспортирования псевдоожижающихся материалов с использованием системы по настоящему изобретению. На фиг. 1 показан резервуар 1, содержащий псевдоожижающиеся порошкообразные материалы 2. Резервуар снабжен трубчатым выпуском 3 в его днище, который выходит в впускную камеру 4. Подача из резервуара во впускную камеру может осуществляться самотеком. Впускная камера 4 сформована как прямоугольный ящик и снабжена по меньшей мере одним псевдоожижающим элементом 5 в своем днище. На фигуре псевдоожижающий элемент не показан подробно, но такие элементы обычно размещают вдоль нижней части средства, содержащего псевдоожижаемые материалы. Предпочтительно, элемент покрывает только часть днища и не перекрывает проецируемую зону относительно выпуска 3. Псевдоожижающий элемент получает сжатый газ через впускную трубу 6,которая может иметь регулируемый клапан (не 3 показан) для регулирования подачи сжатого газа в этот элемент. Альтернативно, псевдоожижающие элементы такой системы могут быть снабжены впускными соплами, соединяющимися с впускными трубами, причем сопла имеют размер отверстия, который дает желаемую скорость псевдоожижения через псевдоожижающие элементы. Впускная камера 4 имеет дополнительно выпуск 8, который соединяется с пневматическим конвейером 9. Угол наклона данной части конвейера составляет предпочтительно примерно 3. Должно быть понятно, что термин пневматический конвейер в одном из вариантов осуществления может быть подобен аэрожелобу. Функция впускной камеры заключается в следующем: порошкообразный материал подается из резервуара к днищу впускной камеры 4. Геометрическая конструкция впускной камеры,трубчатого выпуска из резервуара вместе со статическим или динамическим углом скольжения самого материала обуславливают наклонное накопление материала по направлению к выпуску 3 резервуара 1 (также показано на фиг. 1). В периоды нетранспортирования материалов из впускной камеры транспортирование материалов из резервуара в впускную камеру полностью прекращается. Предпочтительно, длина трубчатого выпуска 3 в пять или более раз превышает его внутренний диаметр. Пневматический конвейер имеет предпочтительно множество псевдоожижающих элементов 10, 11, 12, 13, расположенных в его нижней части подобно элементу 5. Кроме того,подобно вышеуказанному элементу 5, указанные элементы могут получать сжатый газ через соответствующие впускные трубы 14, 15, 16, 17,имеющие регулируемые клапаны (не показаны). В конвейере часть 9' может быть предпочтительно сепаратором для удаления нежелательных предметов из конвейера. Конвейер не показан здесь подробно, но он может быть предпочтительно псевдоожижающего типа. Секции конвейера, такие как секция 9",могут иметь угол наклона 1 по отношению к горизонтальному уровню. Указанный небольшой наклон может быть реализован с использованием нового псевдоожижающего элемента,который дополнительно пояснен на фиг. 3. На своем выпускном конце секция 9" соединена с распределительной камерой 23 для распределения материалов по меньшей мере в двух направлениях. Выпуск 28 указанной секции содержит направленную вниз трубу или трубу, которая заканчивается выше нижней части распределительной камеры. Предпочтительно, длина трубы в пять или более раз превышает ее внутренний диаметр. В своей нижней части распределительная камера 23 в данном варианте снабжена двумя псевдоожижающими элементами 29, 29', которые покрывают частично ее днище. Впускная труба 31, 31' соединена с псевдоожижающим элементом 29, 29' через регулируемый клапан(не показан). Подобно впускной камере 4, геометрическая конструкция распределительной камеры, размещение трубчатого выпуска из резервуара вместе со статическим или динамическим углом скольжения самого материала обуславливают наклонное накопление материала по направлению к выпуску 28 секции 9" (также показано на фиг. 1). Распределительная камера может быть в принципе снабжена одним или большим количеством псевдоожижающих элементов, но в настоящем варианте, имеющем два элемента, они, предпочтительно, симметрично расположены относительно выпуска 28. Элементы могут быть расположены с интервалом между ними, таким образом не перекрывая проецируемую зону под выпуском 28. Функция распределительной камеры заключается в следующем: порошкообразный материал подается из выпуска 28 конвейерной секции 9" к днищу распределительной камеры 23. В периоды нетранспортирования материалов из распределительной камеры транспортирование материалов из конвейерной секции 9" в распределительную камеру полностью прекращается. В данном примере показана распределительная камера с двумя выпусками 24, 25, соединенными с секциями 26, 27 пневматического конвейера соответственно. Однако, необходимо понимать, что настоящий принцип транспортирования псевдоожижающихся материалов не ограничивает распределительную камеру включением только двух выпусков. Распределительная камера может быть, например, круглой при рассмотрении сверху и иметь ряд выпусков,требуемых в каждом отдельном применении. На фигуре конвейерные секции 26 и 27 являются идентичными, и поэтому только первая указанная секция будет описана подробно далее. Угол наклона указанных конвейеров составляет предпочтительно примерно 1. Как и в ранее описанных конвейерных секциях, секция 26 включает в себя один или большее количество псевдоожижающих элементов 36, расположенных в ее днище и, кроме того, соединенных с впускной трубой 37 для сжатого газа, который может регулироваться клапаном (не показан). Необходимо понимать, что в периоды, когда по меньшей мере один из указанных элементов задействуют, псевдоожижающий элемент 29 обычно тоже задействуют. Как видно на фигуре,два выпуска 32, 33 расположены в частично показанной конвейерной секции 26. Указанные выпуски соединяются с промежуточными емкостями для хранения 34, 35 соответственно, при этом материал может подаваться, например, к отдельным электролизерам из каждой емкости. Предпочтительно, выпуски 32, 33 расположены как отверстия в одной боковой стенке конвейера, который дополнительно снабжен направленными вниз трубами. Отверстия в боковой стенке являются предпочтительными, потому что, если 5 одна емкость 34 переполнена, и, как следствие,выпуск 32 будет блокирован материалами, поток материалов через секцию 26 будет еще способен пройти через этот выпуск без помех со стороны материалов, которые накапливаются в районе выпуска. В нижней части емкостей 34, 35 расположены трубчатые, направленные вниз выпуски 39, 40, которые подают материалы во впускные камеры 41, 42 и конвейерные секции 47, 51 соответственно. Предпочтительно, длина выпускных труб в пять или более раз превышает их внутренний диаметр. Камеры являются индивидуально идентичными, и поэтому только камера 41 будет описана здесь. Подобно функции впускной камеры 4, впускная камера 41 включает в себя по меньшей мере один псевдоожижающий элемент 43, обеспечиваемый сжатым газом через трубу 44 и регулируемый клапаном (не показан). Предпочтительно, элемент покрывает только часть днища и не покрывает проецируемую зону относительно выпуска 39. Порошкообразный материал подают из выпуска 39 к днищу впускной камеры 41. Геометрическая конструкция впускной камеры,трубчатого выпуска из емкости 34 вместе со статическим или динамическим углом скольжения самого материала обуславливают наклонное накопление материала по направлению к выпуску 39 емкости 34 (также показано на фиг. 1). В периоды нетранспортирования материалов из впускной камеры транспортирование материалов из емкости во впускную камеру полностью прекращается. Впускная камера 41 имеет выпуск 46, который соединяется с секцией 47 пневматического конвейера, имеющей один или более псевдоожижающих элементов 48, соединенных с впускной трубой 49 для сжатого газа, который может регулироваться клапаном (не показан). Угол наклона данного конвейера составляет предпочтительно примерно 1,5. Конвейерная секция 47 может транспортировать материалы, такие как оксид алюминия и/или фторид, к верхней части электролизера (не показан) для соответствующего питания устройств, расположенных в нем(не показано). Угол наклона данной части конвейера составляет предпочтительно примерно 0,5. На фиг. 2 более подробно рассмотрены принципы, показанные на фиг. 1. На фиг. 2 представлено то же устройство, что показано на фиг. 1, но на данной фигуре представлено дополнительное оборудование, такое как деаэрационные устройства и различные гидравлические уровни. Преимущественно, деаэрационные трубы 100, 101, 102 размещены между секцией 9 (см. фиг. 1) и резервуаром 1, между секцией 9" и секцией 9 или сепаратором 9', и, наконец, между впускной камерой 41 и секцией 26, соответственно. Предпочтительно, возвышение колен в данных трубах составляет 250 мм или более над 6 их верхней точкой соединения, чтобы избежать транспортирования материалов через деаэрационные трубы. На фигуре дополнительно отмечены различные уровни h1, h2, h3 и h4. В псевдоожиженном состоянии порошкообразный материал не ведет себя как твердое дисперсное вещество,но скорее ведет себя подобно текучей среде(жидкости). При работе различные псевдоожижающие элементы обычно не задействуются в одно и то же время. Указанные элементы скорее работают либо периодически, либо по требованию в соответствии с различными моделями транспортирования с обеспечением того, что материалы транспортируются ко всем принимающим материал устройствам в системе, и что подается достаточное количество материалов в определенный период времени. Например, могут быть соединены один или более питающих бункеров (расположенных в верхней части каждого электролизера) в конце всех подобных конвейерных секций, включающих в себя секцию 47 и имеющих общую емкость на несколько часов работы. Для подачи достаточного количества материалов для заполнения указанных бункеров ветвь конвейерной системы, содержащая каждую секцию 47, просто должна иметь время пробега, частично зависящее от скорости порошка, емкости питающих бункеров и отношения потока к фактическому потреблению. В периоды, когда указанная ветвь является недействующей, подобные операции могут быть осуществлены в другом месте в устройстве, таким образом экономя мгновенный объем сжатого газа и энергию. На данной фигуре уровень h1 при впускной камере 41 показывает жидкостной затвор,который препятствует псевдоожиженным материалам выше этого уровня проходить через указанный уровень в ситуации, когда материалы накапливаются во впускной камере 41 и затем блокируют выпуск 39 емкости 34. Подобные ситуации характерны для уровней h2 и h3. На уровне h2 распределительная камера 23 действует как жидкостной затвор и, следовательно,затем препятствует прохождению материалов через указанный уровень в результате накопления материала в данной камере. Следовательно,на уровне h3 впускная камера 4 действует как жидкостной затвор, препятствуя выходу материалов из резервуара 1. На фигуре h1 показывает атмосферное давление, тогда как h0 показывает питательный клапан конечного пользователя. При работе система псевдоожижается в ветвях. Например, в одном периоде одна ветвь,включающая в себя впускную камеру 4, конвейер 9 и 9", распределительную камеру 23 и по меньшей мере часть конвейерной секции 26,приводится в действие псевдоожижающим газом, и материалы текут из резервуара 1 в емкость 34. Когда емкость 34 заполняется, часть 7 конвейера 26 между емкостью 34 и емкостью 35 может быть псевдоожижена, чтобы вызвать транспортирование материалов в емкость 35. Если материалы еще требуются ниже по потоку от конвейерной секции 26, материалы продолжают течь и проходят впуск 32 емкости 34 и впуск 33 емкости 35. В конце, когда все сборники ниже по потоку от конвейерной секции 26 станут заполненными, поток материалов в секции 26 тормозится до остановки. При допущении, что поток материалов отсутствует в конвейерной секции 27, будет иметь место накопление материала в распределительной камере 23, и, следовательно, поток материала через конвейерные секции 9" и 9 будет тормозиться и доводится до остановки. Вслед за этим впускная камера 4 накапливает материал, и поток материалов из резервуара 1 во впускную камеру прекращается. Если заполнение материала требуется ниже по потоку от емкости 34, например, по отношению к конвейерной секции 47, это может быть осуществлено задействованием псевдоожижающих элементов 48 в секции 47. Материалы тогда начинают течь из емкости 34 к принимающему материал устройству (устройствам). В конце, когда материалы больше не требуются ниже по потоку от указанной конвейерной секции 47, поток материала тормозится в ветви 47, и впускная камера 41 блокируется накопленным материалом. Если затем подобную конвейерную секцию 27 (см. также фиг. 1) приводят в действие пропусканием псевдоожижающего газа через псевдоожижающие элементы в ней, материалы начинают течь через секцию 27 в подобные емкости, как описанные ранее емкости 34 и 35, и в соответствии с подобной процедурой. Накопление материала в распределительной камере 23 затем прекращается, потому что материалы удаляют ниже по потоку от конвейера 27. Жидкостной затвор не действует, и, следовательно,материалы начинают течь в распределительную камеру 23 из конвейеров 9" и 9. Жидкостной затвор во впускной камере 4 затем не действует по той же причине, как указано для распределительной камеры, и, следовательно, материалы начинают течь из резервуара 1 через впускную камеру 4. Указанное течение будет продолжаться, пока действуют включенные псевдоожижающие элементы, и пока не заполнятся подобные емкости. В конце поток псевдоожиженных материалов приостанавливается и прекращается в соответствии с моделью, как описано для первой указанной ветви, включающей в себя конвейерную секцию 26. Должно быть понятно, что транспортирование материала, осуществляемое системой распределения, можно регулировать компьютерным блоком обработки данных (не показан). Соответственно, могут иметься индикаторные средства, такие как датчик уровня материала (не 8 показан) в различных элементах системы распределения. Указанные датчики могут быть соединены с блоком обработки данных, который дополнительно может задействовать/отключать различные псевдоожижающие элементы во всей системе в соответствии с определенной программой. На фигуре показан частичный поперечный разрез через конвейерный канал 200, имеющий днище 201 и боковые стенки 202, 203. В верхней части фигуры показана волнообразная линия,показывающая, что канал продолжается выше уровня указанной линии. Псевдоожижающий элемент имеет впуск 205, нижнюю плиту 204 и газопроницаемый элемент 206. Элемент может быть выполнен из полотняного материала и фиксирован на своих периферийных частях к нижней плите 204. На фигуре полотняный материал фиксирован сгибанием наружных боковых частей нижней плиты с защемлением периферийных боковых частей полотняного материала. Нижняя плита может быть выполнена из металлического материала, такого как стальная плита. Для того, чтобы избежать утечки псевдоожижающего газа, соединение между полотняным материалом и нижней плитой может быть снабжено прокладочным элементом 208, 209. Прокладочным элементом может быть любой подходящий прокладочный материал, способный выдержать физическую и химическую среду в конвейере. Вышеуказанный способ фиксирования частей вместе применяют аналогичным образом к концевым сторонам как нижней плиты,так и полотняного материала. Впуск 205 состоит из фитинга 210 трубопровода, содержащего вертикально идущую трубу 211 с каналом 212. Защитный элемент 213 расположен между газопроницаемым элементом 206 и каналом 212 для защиты элемента от перфорации. Элемент может быть снабжен отверстиями на одной или более его боковых поверхностей или может быть с открытым концом, как показано на фигуре. Нижняя плита 204 псевдоожижающего элемента снабжена внутренней резьбовой частью 215, соединяющейся с полой резьбовой муфтой 214, имеющей наружные резьбы. Указанный узел проходит через отверстие в днище 201 конвейерного канала и, таким образом служит для удержания псевдоожижающего элемента фиксированным к днищу конвейерного канала. Выступы 216, 217 могут быть расположены на боковых частях 202,203 канала для предохранения псевдоожижающего элемента от нежелательных смещений. Одним особым преимуществом псевдоожижающего элемента, описанного выше, является то, что сборный ресивер имеет очень малый объем, таким образом воспроизводя быстрое псевдоожижение материала, когда псевдоожижающий газ вводится в сборный ресивер. Это дополнительно влечет за собой то, что нежелательные непсевдоожижающиеся предметы в системе транспортирования могут быть посте 9 пенно удалены из системы при относительно сильном толчке газового потока, который имеет место при задействовании элемента. Предпочтительно, скорость псевдоожижения через проницаемую часть псевдоожижающих элементов устанавливается при 0,02 м/с(т.е. объем псевдоожижающего газа в секунду по отношению к площади проницаемой части псевдоожижающего элемента). На фиг. 4 представлена рабочая схема осуществления транспортирования псевдоожижающихся материалов с использованием описанной системы. На схеме имеются компоненты, аналогичные описанным на фиг. 1, где резервуар 1 соединен с впускной камерой 304. Впускная камера соединяется с конвейером 309,имеющим по меньшей мере один псевдоожижающий элемент F. Конвейер соединен с распределительной камерой 323, которая может распределять материал в конвейере 326 и/или конвейере 327. Конвейер 326 транспортирует материалы к шести емкостям 334-339, а конвейер 327 транспортирует материалы к аналогичному числу емкостей. Системы, связанные с конвейером 326 и конвейером 327, являются в данном варианте идентичными (не все части показаны), и, таким образом, здесь будет описан только один конвейер. Ниже по потоку от распределительной камеры 323 расположен один псевдоожижающий элемент f1. При задействовании элемента F в конвейере 309 и указанного элемента материалы транспортируются из резервуара 301 в емкость 334 с небольшим расходом сжатого газа. Контролируемый по времени и, возможно согласно указанию до заполнения емкости, псевдоожижающий элемент f2 будет задействован, хотя F и f1 еще действуют. Тогда емкость 335 может быть заполнена транспортируемым материалом. Контролируемый таким же образом, как и в случае предыдущей емкости,приводится в действие псевдоожижающий элемент f3, инициируя таким образом заполнение емкости 336. Затем подобные операции могут быть выполнены с заполнением подобных емкостей, соединенных с конвейером 327, где псевдоожижающие элементы f7-f12 могут быть задействованы один за другим. Средний расход сжатого газа может быть рассчитан на основе следующего отношения, основанного на среднем времени задействования псевдоожижающих элементов: F+(f1fn)xl/2. Суффикс "n" показывает общее число псевдоожижающих элементов и, соответственно, число емкостей в одном конвейере, подобном конвейеру 36. В вышеуказанном варианте псевдоожижающие элементы псевдоожижаются постепенно один за другим с заполнением емкостей одна за другой. Альтернативно, группы емкостей могут быть заполнены в один цикл. Например,псевдоожижающие элементы f1 и f2 могут быть задействованы одновременно с заполнением емкости 334 и 335 в один цикл. Когда емкость 10 335 заполняется, например, по показанию индикатора уровня (не показан), элементы f3 и f4 могут быть задействованы для выполнения подобной операции заполнения. На фигуре схематически показан электролизер Е, питаемый материалами из подающих устройств 350-355. Такие подающие устройства обычно могут состоять из небольшого резервуара и дозирующего устройства для подачи материалов в электролизер по трубе 360 или подобному средству. Подающие устройства принимают материалы из конвейера 347 псевдоожиженными одним или более псевдоожижающими элементами F3. Когда элемент F3 приводится в действие, материалы начинают течь из емкости 336 через впускную камеру 341 в конвейер 347. Подающие устройства 350-355 затем принимают материал и становятся заполненными. Предпочтительно, указанную последнюю ветвь не задействуют, когда выполняется заполнение емкости 336, чтобы избежать возможного прямого потока материалов из резервуара 301 к подающим устройствам 350-355. Однако, имеются определенные гидравлические уровни с ограничениями/блокированиями между ними,даже хотя устройство псевдоожижается в конвейерах от начала до конца, что делает такой прямой поток возможным. Поэтому проецируемая зона направленных вниз впусков во впускных камерах вместе с отношением длины к диаметру указанных впусков инициирует ограничения непсевдоожиженного потока в системе. Предпочтительно, транспортирование материалов в системе осуществляют наиболее экономичным образом с точки зрения мгновенного объема сжатого газа и с удовлетворением требований с точки зрения повсюду минимальных уровней заполнения. Необходимо понимать, что регулирование подающих устройств 350-355 предпочтительно связано с работой электролизера, и разгрузка указанных устройств может регулироваться в соответствии с программой управления электролизером, дополнительно не описанной здесь. Система, описанная выше, обладает несколькими преимуществами. Одной важной характеристикой является то, что относительно небольшое периодическое транспортирование и распределение к множеству приемников материала способствует противодействию сегрегации и, таким образом, гомогенизации материала. Таким образом, последствия колебаний качества распределяемого материала будут распределяться между всеми приемниками материала в системе. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ распределения псевдоожижающихся материалов, включающий в себя резервуар (1) для распределяемого материала, псевдоожижающее конвейерное средство (9, 26, 27, 11 47), распределяющее материал к одному или большему количеству принимающих материал устройств (34, 35), отличающийся тем, что материал распределяют из резервуара к принимающим материал устройствам через по меньшей мере два гидравлических уровня, определенных одним или более впускными затворами(4, 23, 41). 2. Способ по п.1, отличающийся тем, что псевдоожижающее конвейерное средство (9, 26,27, 47) приводится в действие сжатым псевдоожижающим газом прерывистым образом. 3. Способ по п.1, отличающийся тем, что псевдоожижающийся материал распределяют к одному или большему количеству электролизеров (Е) для производства алюминия. 4. Способ по п.1, отличающийся тем, что псевдоожижающее конвейерное средство (9, 26,27, 47) приводят в действие и управляют им с помощью запрограммированного компьютера таким образом, что псевдоожижающие элементы приводят в действие последовательным образом. 5. Система для распределения псевдоожижающихся материалов, содержащая резервуар(1) для распределяемого материала, псевдоожижающее конвейерное средство (9, 26, 27, 47) для распределения материалов к одному или большему количеству принимающих материал устройств (350), отличающаяся тем, что конвейерное средство (9, 26, 27, 47) содержит по меньшей мере один затвор (4, 23, 41) материала, таким образом определяющий по меньшей мере два гидравлических уровня в конвейерном средстве. 6. Система по п.5, отличающаяся тем, что псевдоожижающее конвейерное средство (9, 26,27, 47) содержит множество ветвей для распределения псевдоожижающихся материалов к множеству принимающих материал устройств (350-355),таким образом определяющих множество путей распределения между резервуаром (1) и каждым из индивидуальных принимающих материал устройств, где каждый путь псевдоожижается сжатым газом прерывистым образом. 7. Система по п.5, отличающаяся тем, что затвор (4, 23, 41) материала содержит направленный вниз впуск (3, 28, 39), частично псевдоожижающее днище и выпуск (8, 24, 46), соединяющийся с псевдоожижающим конвейером (9, 26, 47). 8. Система по п.5, отличающаяся тем, что псевдоожижающее конвейерное средство (9, 26,27, 47) содержит по меньшей мере один псевдоожижающий элемент, состоящий из нижней плиты (204), впуска (205) сжатого газа и газопроницаемого элемента (206), присоединенного к указанной нижней плите, таким образом образующие сборный ресивер между нижней плитой и газопроницаемым элементом. 9. Система по п.5, отличающаяся тем, что псевдоожижающимся материалом является глинозем или фторид, распределяемый к одному или большему количеству электролизеров. 10. Система по п.5, отличающаяся тем, что принимающими материал устройствами (350) являются одно или большее количество подающих устройств, размещенных в электролизерах (Е).
МПК / Метки
МПК: B65G 53/20
Метки: распределения, материалов, способ, псевдоожижающихся, система
Код ссылки
<a href="https://eas.patents.su/7-4640-sposob-i-sistema-dlya-raspredeleniya-psevdoozhizhayushhihsya-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и система для распределения псевдоожижающихся материалов</a>
Система распределения трехфазной нагрузки
Номер патента: 727
Опубликовано: 28.02.2000
Автор: Дэвид Яир
МПК: H02J 1/00
Метки: распределения, трехфазной, система, нагрузки
Формула / Реферат:
1. Система распределения трехфазной нагрузки для равномерного распределения электрической нагрузки, присутствующей во множестве ответвленных цепей, через схему разводки трехфазного электропитания, содержащая - первый, второй и третий датчики тока, соединенные соответственно с первой, второй и третьей фазами схемы разводки трехфазного электропитания; первый, второй и третий датчики тока для измерения электрических токов, проходящих через первую,...
Система и способ утилизации или нейтрализации нежелательных материалов отходов (варианты)
Номер патента: 4596
Опубликовано: 24.06.2004
Авторы: Вебер Питер Б., Моррис Кевин А., Хан Роберт Л., Кейе Гордон И., Вилсон Джозеф Х.
МПК: A61L 2/00
Метки: нежелательных, система, материалов, отходов, варианты, утилизации, нейтрализации, способ
Формула / Реферат:
1. Способ утилизации или нейтрализации нежелательных материалов отходов, включающих опасные или биологически опасные вещества или регламентированные медицинские отходы, включающие инфекционные агенты, которые содержат гидролизуемый материал, причем способ содержит следующие этапы: (a) приготовление сильного щелочного растворителя; (b) погружение материала отходов в сильный щелочной растворитель и (c) нагрев сильного щелочного растворителя и...
Система распределения корма для домашней птицы
Номер патента: 4606
Опубликовано: 24.06.2004
Автор: Де Раук Данни
МПК: A01K 39/012
Метки: корма, птицы, домашней, система, распределения
Формула / Реферат:
1. Кормораздатчик, предназначенный для кормления домашней птицы, содержащий поддон (22) раздатчика и направляющее средство (21), предназначенное для направления корма из горизонтального трубопровода (14) для подачи корма в поддон (22) раздатчика, при этом в данном кормораздатчике поддон (22) раздатчика имеет некруглую форму, отличающийся тем, что поддон (22) раздатчика имеет периферийный край (27) с первыми краевыми зонами (51), которые имеют...
Способ манипуляции изображениями напольных покрытий или других материалов и система для его осуществления.
Номер патента: 989
Опубликовано: 28.08.2000
Авторы: Ван Варк Джей, Томас Гленн С.
МПК: G06T 11/40
Метки: осуществления, покрытий, система, других, манипуляции, изображениями, способ, материалов, напольных
Формула / Реферат:
1. Способ манипуляции с помощью компьютера характеристиками многоцветных изображений в цифровой форме материалов, в котором материал содержит, по крайней мере, одну позицию, причем каждая позиция содержит подмножество в материале, которому должна быть придана в существенной степени та же самая обработка, и в котором изображение материала сохранялось в памяти компьютера в считываемом и манипулируемом формате, и одна или более позиций материала...
Способ и система для механической сортировки различных материалов (веществ) из отработавших измельчаемых люминесцентных ламп и аналогичных ламп.
Номер патента: 128
Опубликовано: 27.08.1998
Авторы: Сундберг Кристер, Монссон Ханс-Эрик
МПК: B07B 9/00
Метки: измельчаемых, материалов, люминесцентных, способ, различных, аналогичных, ламп, система, веществ, отработавших, механической, сортировки
Формула / Реферат:
1. Способ для механической сортировки различных материалов/веществ из отработавших люминесцентных ламп и аналогичных измельчаемых газоразрядных ламп низкого давления, отличающийся тем, что а) отработавшие люминесцентные лампы подают в дробилку, где их измельчают на осколки материала, которые потоком воздуха подают в первую сортировочную колонну, где более крупные осколки материала из стекла и металла отделяют от потока воздуха и выводят из...
Предыдущий патент: Крепежное устройство для пластинчатой заслонки
Следующий патент: Гидроциклон
Случайный патент: Способ выявления бактерионосительства при бруцеллезе крупного рогатого скота