Способ изготовления литейных форм и устройство для его осуществления
Номер патента: 23608
Опубликовано: 30.06.2016
Авторы: Бех Николай Иванович, Волкомич Анатолий Александрович, Лутц Рудольф Рудольфович
Формула / Реферат
1. Устройство для изготовления литейных форм, содержащее основание, прессовый цилиндр, рабочий стол, наполнительную рамку, модельную плиту с моделями, импульсную головку, расположенную над рабочим столом и связанную с системой подачи сжатого воздуха, подвижный решетчатый прессовый элемент, установленный в нижней части импульсной головки на упругом креплении, и устройство для заполнения формовочной смесью наполнительной рамки и опоки, отличающееся тем, что наполнительная рамка встроена в рабочий стол и выполнена с возможностью установки на рамку и съема с нее формуемых опок, причем модельная плита с моделями установлена с возможностью возвратно-поступательного перемещения в полости наполнительной рамки, а прессовый цилиндр установлен с возможностью силового воздействия на подвижную модельную плиту, при этом устройство дополнительно снабжено одним или системой взаимосвязанных цилиндров, фиксирующих решетчатый прессовый элемент в нижнем положении и соединенных с источниками давления, расположенными на траверсе таким образом, чтобы их выдвигаемые штоки имели возможность силового взаимодействия с подвижным упруго закрепленным на траверсе прессовым элементом для создания усилия противодавления.
2. Устройство по п.1, отличающееся тем, что оно снабжено силовой системой фиксации наполнительной рамки с опокой во время прессования и протяжки, выполненной в виде цилиндров со штоками, прижимающих наполнительную рамку с опокой к траверсе, распложенных на основании или на подъемной плите рабочего стола.
3. Устройство по п.1, отличающееся тем, что устройство для заполнения формовочной смесью наполнительной рамки и опоки включает бункер-дозатор с регулируемой заслонкой и ленточный питатель, а также привод прямого и обратного относительного перемещения рабочего стола и питателя в горизонтальной плоскости, выполненный с возможностью обеспечения возвратно-поступательных перемещений.
4. Устройство по п.1, отличающееся тем, что устройство для заполнения формовочной смесью наполнительной рамки и опоки включает бункер-дозатор с регулируемой заслонкой и ленточный питатель, а также качающийся землепровод, расположенный под питателем и снабженный приводом возвратно-угловых перемещений.
5. Способ изготовления литейных форм, включающий заполнение формовочной смесью опоки и наполнительной рамки с расположенными внутри них моделями, установленными на модельной плите, воздушно-импульсное уплотнение смеси воздействием сжатого воздуха, проходящего сквозь подвижный, упруго установленный решетчатый прессовый элемент, дополнительное уплотнение смеси прессованием и протяжку моделей из полуформ, отличающийся тем, что используют устройство по любому из пп.1-4, дополнительное уплотнение прессованием осуществляют модельной плитой с моделями путем перемещения плиты внутри полости наполнительной рамки по направлению к прессовому решетчатому элементу, который перед началом и в процессе прессования фиксируют в нижнем положении и к которому прикладывают усилие противодавления, соответствующее по величине заданному уровню уплотнения полуформы.
6. Способ по п.5, отличающийся тем, что в процессе прессования и протяжки наполнительную рамку с установленной на ней опокой удерживают в неподвижном состоянии, а усилие противодавления, приложенное к прессовому элементу, сбрасывают после окончания прессования перед началом протяжки, при этом протяжку осуществляют обратным ходом прессования путем перемещения модельной плиты с моделями внутри неподвижных наполнительной рамки с опокой.
7. Способ по п.5, отличающийся тем, что заполнение формовочной смесью опоки и наполнительной рамки осуществляют послойно.
8. Способ по п.7, отличающийся тем, что послойное заполнение формовочной смесью опоки и наполнительной рамки осуществляют путем формирования и падения с высоты потока рыхлой смеси.
9. Способ по п.7, отличающийся тем, что высота падения потока смеси находится в диапазоне 1-3 м.

Текст
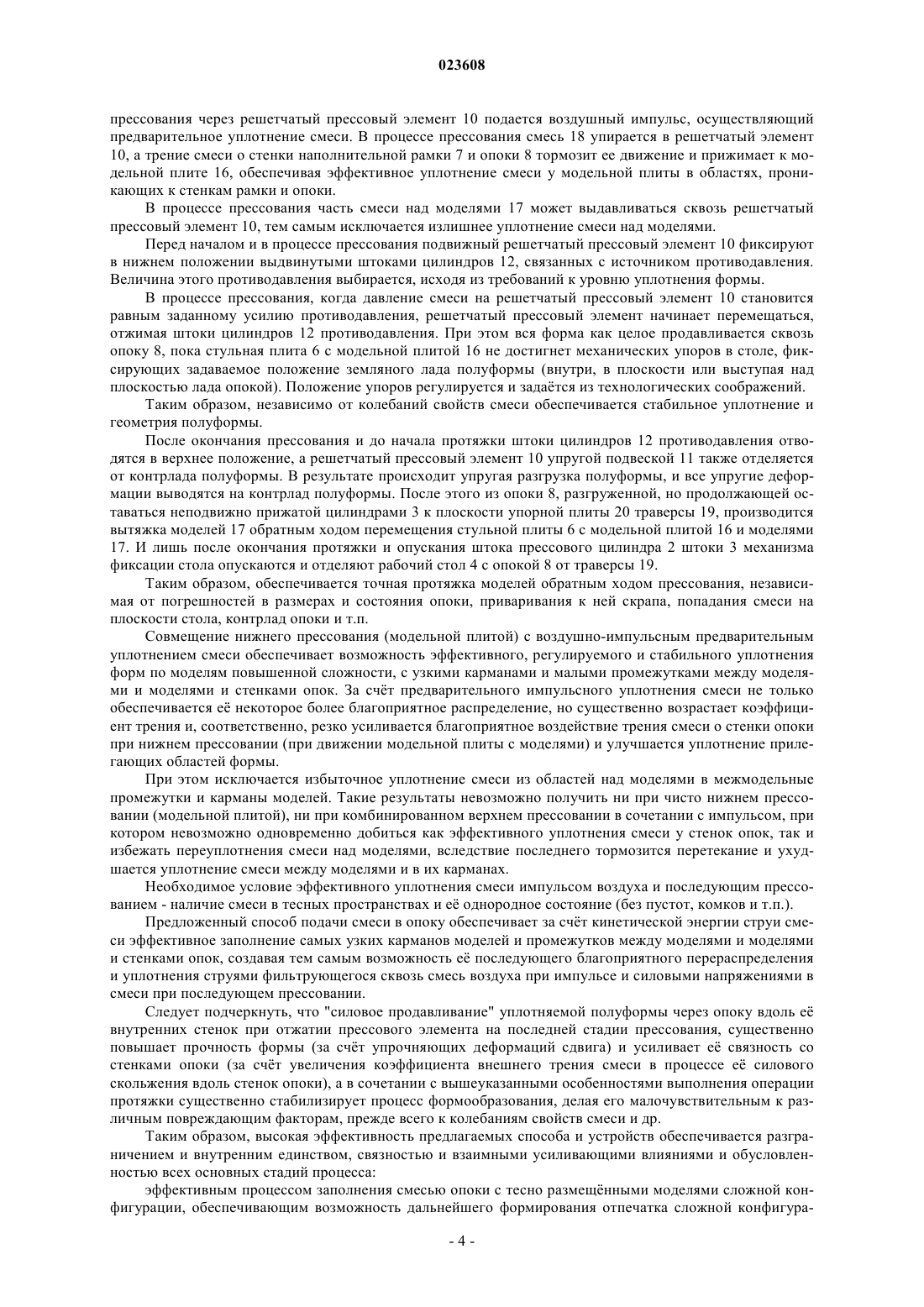
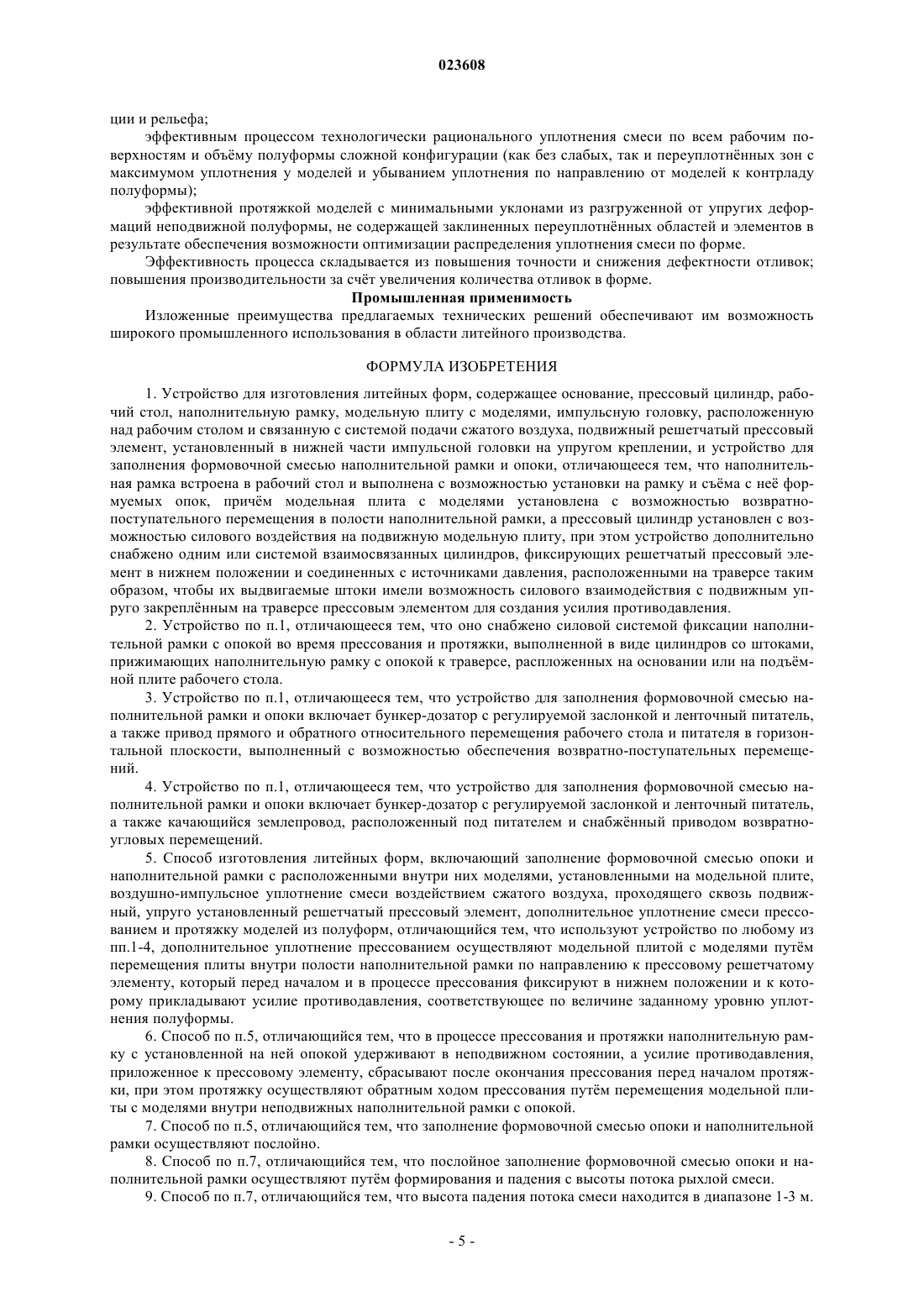
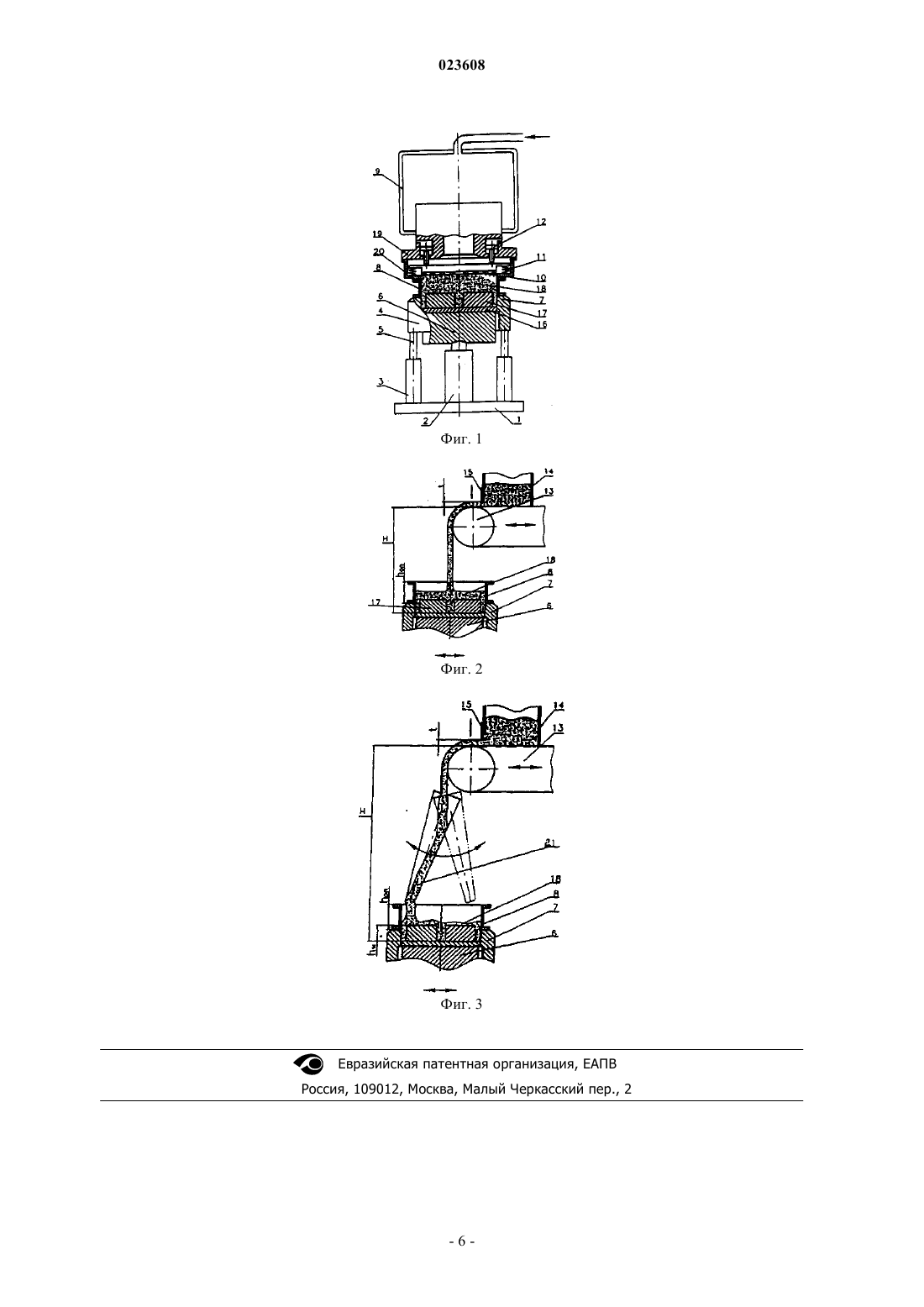
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретения относятся к области литейного производства, а именно к технологии и оборудованию изготовления песчано-глинистых литейных форм с использованием метода воздушно-импульсного уплотнения формовочной смеси, в частности, в сочетании с уплотнением путм прессования. Техническим результатом от использования изобретений является обеспечение возможности получения формы с однородными прочностными характеристиками в различных зонах е объма для широкой номенклатуры отливок и моделей различной сложности. В способе изготовления литейных форм предложено дополнительное уплотнение прессованием осуществлять модельной плитой с моделями путм перемещения плиты внутри полости наполнительной рамки по направлению к прессовому решетчатому элементу, который перед началом и в процессе прессования фиксируют в нижнем положении и к которому прикладывают усилие противодавления, соответствующее по величине заданному уровню уплотнения полуформы. В устройстве для осуществления способа согласно предложению наполнительная рамка встроена в рабочий стол и выполнена с возможностью установки на рамку и съма с не формуемых опок, причм модельная плита с моделями установлена с возможностью возвратнопоступательного перемещения в полости наполнительной рамки, а прессовый цилиндр установлен с возможностью силового воздействия на подвижную модельную плиту, при этом устройство дополнительно снабжено одним или системой взаимосвязанных цилиндров, фиксирующих решетчатый прессовый элемент в нижнем положении и соединенных с источниками давления,расположенными на траверсе таким образом, чтобы их выдвигаемые штоки имели возможность силового взаимодействия с подвижным упруго закреплнным на траверсе прессовым элементом для создания усилия противодавления. Волкомич Анатолий Александрович,Бех Николай Иванович, Лутц Рудольф Рудольфович (RU) Пилишкина Л.С. (RU)(71)(73) Заявитель и патентовладелец: ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "ЛИТАФОРМ" (RU) Область техники Изобретения относятся к области литейного производства, а именно к технологии и оборудованию изготовления песчано-глинистых литейных форм с использованием метода воздушно-импульсного уплотнения формовочной смеси, в частности, в сочетании с уплотнением путм прессования. Предшествующий уровень техники Известна формовочная машина, содержащая станину, подъмный стол, с установленными на нм модельной оснасткой и опокой, и опорные колонны, на которых находятся импульсная головка, дозатор и наполнительная рамка, причм дозатор подпружинен относительно наполнительной рамки с возможностью вертикального перемещения в е внутреннюю полость, кроме того, устройство для заполнения формовочной смесью наполнительной рамки содержит дозатор, подпружиненный относительно наполнительной рамки с возможностью вертикального перемещения в е внутреннюю полость, причм дозатор с наполнительной рамкой снабжн приводом их перемещения, а на уровне верхней поверхности дозатора находится шибер (см. патент РФ 2022684, МПК В 22 С 1/28, опубликованный 1994.11.15). Способ изготовления литейных форм, осуществляемый вышеуказанной известной формовочной машиной, заключается в следующем: формовочную смесь засыпают из бункера в дозатор и наполнительную рамку с последующим заполнением смесью опоки с остатком в наполнительной рамке, уплотняют смесь воздушно-импульсным способом с доуплотнением литейной формы при перемещении подъмного стола вверх и вытеснении оставшейся в наполнительной рамке смеси в опоку. Применение вышеуказанных конструкций и способа изготовления литейных форм позволяет увеличить производительность за счт сокращения и совмещения операций. Однако основным недостатком известных технических решений является невозможность обеспечить эффективное уплотнение смеси в областях, прилегающих к стенкам опоки и модельной плите, особенно в узких промежутках между моделями и стенками опок и в углах опок. Причиной этого является мощное тормозящее влияние трения смеси о стенки опок при прессовании прессовым элементом, выдавливающим смесь из наполнительной рамки в опоку со стороны контрлада. При этом распределение уплотнения смеси по форме неблагоприятно и антитехнологично: максимум на контрладе, минимум у модельной плиты. Сочетание такого так называемого "верхнего" прессования с импульсным воздействием на смесь сжатым воздухом хотя и смягчает, однако полностью не устраняет данное явление. Известен способ для изготовления песчаных форм, заключающийся в уплотнении формовочной смеси импульсом сжатого газа и дополнительным механическим уплотнением верхним прессованием решетчатой прессующей плитой, а также известно устройство для осуществления указанного способа,содержащее основание, подъмный стол, опоку, импульсную головку, установленную стационарно над опокой и связанную с системой подачи сжатого газа, рештчатую прессующую плиту, установленную в нижней части импульсной головки с возможностью возвратно-поступательного перемещения относительно не в направлении опоки, обеспечиваемого отдельным поршневым приводом (см. патент США 3807483, кл. МПК В 22 С 15/28, опубликованный 1974.04.30). Однако указанные способ и устройство обеспечивают уплотнение смеси в опоке при тех же недостатках, что и в предыдущем случае. Кроме того, наличие отдельного поршневого привода усложняет конструкцию и требует дополнительные энергозатраты, а статическое прижатие плиты к верхней поверхности смеси менее эффективно, чем прижатие плиты в динамическом режиме. Механическое уплотнение после окончания импульсного уплотнения также менее эффективно, чем одновременно с ним, когда смесь находится в текучем состоянии. Известен способ изготовления литейных форм, включающий заполнение формовочной смесью опоки и наполнительной рамки с расположенными внутри них моделями, установленными на модельной плите, выравнивание поверхности формовочной смеси путм перемещения мультипозиционной (поршневой) прессовой колодки, с закреплнным на ней выступающим скребком, в положение над опокой,полное поднятие модельной плиты в наполнительной рамке, с перемещением смеси без е уплотнения из нижней рамки в опоку и из опоки в верхнюю рамку, предварительное воздушно-импульсное уплотнение смеси воздействием сжатого воздуха, проходящего сквозь подвижную мультипозиционную прессовую колодку, и активное (полное) прессование сверху прессующими элементами прессовой колодки с регулируемым давлением с последующей протяжкой модели, причм смесь засыпают в опоку и наполнительную рамку под действием гравитации, а также известно устройство, реализующее этот способ, содержащее основание, прессовый цилиндр, рабочий стол с носителем модельной плиты с моделями, наполнительную рамку с установленной на ней опокой, импульсную головку, расположенную над рабочим столом и связанную с системой подачи сжатого воздуха, подвижную прессовую колодку с мультипозиционным (поршневым) прессовым элементом, причм нижняя наполнительная рамка встроена в рабочий стол и выполнена с возможностью установки и съма с не формуемых опок, при этом модельная плита с моделями установлена с возможностью возвратно-поступательного перемещения в полости наполнительной рамки, а прессовый цилиндр установлен с возможностью силового воздействия на подвижную модельную плиту (Рекламный проспект ф. "Savelli", стр. 12, 11.2009 г.). Вышеописанные способ и устройство лишь частично устраняют основные недостатки предыдущих аналогов: нерациональное и неравномерное распределение уплотнения смеси. По технической сущности наиболее близкими к заявляемому техническому решению являются способ заполнения формовочной смесью наполнительной рамки и опоки, импульсное уплотнение смеси сжатым газом с одновременным динамическим доуплотнением верхнего слоя формовочной смеси подвижной рештчатой прессовой плитой, перемещающейся от энергии импульса сжатого газа, а также устройство для уплотнения формовочной смеси, содержащее основание, подъмный стол, с установленными на нм наполнительной рамкой и модельной оснасткой, опоку, импульсную головку, установленную стационарно над опокой и связанную с системой подачи сжатого газа, рештчатую прессующую плиту,установленную в нижней части импульсной головки с возможностью возвратно-поступательного перемещения относительно импульсной головки в направлении опоки, причм, прессующая плита связана с импульсной головкой через упругие элементы, выполненные в виде пружин или тросов, кроме того устройство снабжено цилиндром, установленным в импульсной головке с возможностью свободного контакта его штока с прессующей плитой (см. патент на изобретение РФ 2159165, МПК В 22 С 15/28, публикация от 2000.11.20). Указанные способ и устройство повышают эффективность уплотнения смеси от импульса сжатого газа и обеспечивают лучшее распределение плотности формовочной смеси по всему объму формы, чем в предыдущем случае. Однако им присущи все те же недостатки верхнего прессования, характерные для предыдущих двух рассмотренных случаев, что и является причиной, препятствующей широкому использованию указанного изобретения. Динамический характер прессования решетчатым элементом качественно не меняет картины характерных для верхнего прессования трудностей и нерационального распределения уплотнения смеси по объему формы. Раскрытие изобретения В основу изобретений поставлена задача разработки способа и устройства для изготовления литейных форм, при котором обеспечивалось бы технологически рациональное распределение уплотнения смеси по объему формы - максимум у модельной плиты, минимум у контрлада, обеспечивалось бы также эффективное уплотнение смеси у стенок и в углах опок со стороны лада полуформы, а также эффективное уплотнение смеси в узких карманах между стенками высоких моделей и опок, причем без излишне высокого уплотнения смеси над моделями, а также обеспечивались бы благоприятные условия для осуществления операции протяжки модели с минимальными уклонами. Техническим результатом от использования изобретений является обеспечение возможности технологически рационального процесса уплотнения литейных форм, позволяющего получить форму с однородными прочностными характеристиками в различных зонах е объма для широкой номенклатуры отливок и моделей различной сложности, соответственно, повышение точности и снижение дефектности отливок, повышение металлоемкости форм за счет более плотного расположения моделей к стенкам опок и увеличения их количества на модельной плите. Указанный технический результат достигается за счет того, что в способе изготовления литейных форм, включающем заполнение формовочной смесью опоки и наполнительной рамки с расположенными внутри них моделями, установленными на модельной плите, воздушно-импульсное уплотнение смеси воздействием сжатого воздуха, проходящего сквозь подвижный, упруго установленный решетчатый прессовый элемент, дополнительное уплотнение смеси прессованием и протяжку моделей из полуформ,согласно техническому решению дополнительное уплотнение прессованием осуществляют модельной плитой с моделями путм перемещения плиты внутри полости наполнительной рамки по направлению к прессовому решетчатому элементу, который перед началом и в процессе прессования фиксируют в нижнем положении и к которому прикладывают усилие противодавления, соответствующее по величине заданному уровню уплотнения полуформы, при этом в процессе прессования и протяжки наполнительную рамку с установленной на ней опокой удерживают в неподвижном состоянии, а усилие противодавления, приложенное к прессовому элементу, сбрасывают после окончания прессования перед началом протяжки, а протяжку осуществляют обратным ходом прессования путм перемещения модельной плиты с моделями внутри неподвижных наполнительной рамки с опокой; кроме того, заполнение формовочной смесью опоки и наполнительной рамки осуществляют послойно путм формирования и падения с высоты потока рыхлой смеси, причм высота падения потока смеси находится в диапазоне 1-3 м. Следует отметить, что при меньшем значении высоты обеспечиваемая кинетическая энергия струи недостаточна для достижения эффективного заполнения узких зазоров смесью, а дальнейшее увеличение высоты потока существенно не улучшает качество заполнения опоки смесью, но приводит к значительному увеличению высоты расположения загрузочных устройств. Кроме того, в устройстве для осуществления заявленного способа, содержащем основание, прессовый цилиндр, рабочий стол, наполнительную рамку, модельную плиту с моделями, импульсную головку,расположенную над рабочим столом и связанную с системой подачи сжатого воздуха, подвижный решетчатый прессовый элемент, установленный в нижней части импульсной головки на упругом креплении, и устройство для заполнения формовочной смесью наполнительной рамки и опоки, включающее бункер-дозатор с регулируемой заслонкой и ленточный питатель, согласно техническому решению наполнительная рамка встроена в рабочий стол и выполнена с возможностью установки на рамку и съма с не формуемых опок, причм модельная плита с моделями установлена с возможностью возвратнопоступательного перемещения в полости наполнительной рамки, а прессовый цилиндр установлен с возможностью силового воздействия на подвижную модельную плиту, при этом устройство дополнительно снабжено одним или системой взаимосвязанных цилиндров, фиксирующих решетчатый прессовый элемент в нижнем положении и соединенных с источниками давления, расположенными на траверсе таким образом, чтобы их выдвигаемые штоки имели возможность силового взаимодействия с подвижным упруго закреплнным на траверсе прессовым элементом для создания усилия противодавления. Кроме того, устройство снабжено силовой системой фиксации наполнительной рамки с опокой во время прессования и протяжки, выполненной в виде цилиндров со штоками, прижимающих наполнительную рамку с опокой к траверсе, расположенных на основании или на подъмной плите рабочего стола. При этом устройство для заполнения формовочной смесью наполнительной рамки и опоки содержит привод прямого и обратного относительного перемещения рабочего стола и питателя в горизонтальной плоскости, выполненный с возможностью обеспечения возвратно-поступательных перемещений. Согласно второму варианту устройство для заполнения формовочной смесью наполнительной рамки и опоки содержит качающийся землепровод, расположенный под питателем и снабжнный приводом возвратно-угловых перемещений. Сущность изобретений заключается в том, что реализация заявленных способа и устройства позволяет решить поставленную задачу и достигнуть поставленный технический результат. Сравнение предлагаемых способа и устройства с известными позволяет утверждать о соответствии критерию "новизна", а отсутствие в аналогах отличительных признаков говорит о соответствии критерию "изобретательский уровень". Предварительные испытания позволяют судить о соответствии критерию "промышленная применимость". На фиг. 1 представлено устройство (в разрезе) для осуществления способа изготовления литейных форм на позиции уплотнения-протяжки перед началом процесса уплотнения, на фиг. 2 - схема устройства, обеспечивающего заполнение формовочной смесью наполнительной рамки и опоки, а на фиг. 3 - вариант устройства с качающимся землепроводом. Лучший вариант осуществления изобретения Устройство для изготовления литейных форм содержит основание 1, прессовый цилиндр 2, цилиндры 3 механизма фиксации, рабочий стол 4, направляющие скалки 5, стульную плиту 6, наполнительную рамку 7, опоку 8, импульсную головку 9, решетчатый прессовый элемент 10, упругую подвеску 11 прессового элемента, цилиндры 12 противодавления, питатель 13 ленточный, бункер-дозатор 14, заслонку 15 регулируемую, модельную плиту 16, модели 17, формовочную смесь 18, траверсу 19, упорную плиту 20 и землепровод 21. В процессе реализации способа устройство работает следующим образом. На позиции засыпки смесь из бункера-дозатора 14 питателем 13 вытягивается через продольный проем, частично перекрываемый регулируемой заслонкой 15, положение которой определяет начальную толщину потока рыхлой смеси. Поток смеси с высоты падает в опоку 8 на модельную плиту 16. Рабочий стол 4 с наполнительной рамкой 7 при этом перемещается возвратно-поступательно относительно питателя 13 или же качающийся землепровод 21 совершает возвратно-угловые перемещения над опокой 8 с определнной скоростью. Тем самым обеспечивается послойное заполнение опоки 8 смесью 18. Поток смеси, падая с высоты, разгоняется, и кинетическая энергия падающей струи смеси 18 обеспечивает хорошее воспроизведение тонкого рельефа моделей 17 и хорошее заполнение смесью самых узких промежутков между моделями 17 и моделями и стенками опоки 8. Регулируя толщину выходящего слоя смеси 18 и скорость относительного перемещения стола 4 - питателя 13 или землепровода 21, можно управлять параметрами процесса (в зависимости от особенностей конфигурации и расположения моделей, свойств формовочной смеси и др.). Диапазон значений высоты падения смеси 18 определяется следующим. Как показали экспериментальные исследования, наиболее эффективна высота от 1 до 3 м. При меньших высотах энергия потока мала и может оказаться недостаточной для эффективного воспроизведения рельефа моделей 17 и заполнения узких "карманов" на модельной плите 16, а увеличение высоты падения потока до больших чем 3 м значений из-за возрастающего сопротивления воздуха становится малоэффективным и ведет к неоправданному увеличению габаритов (высоты) формовочной машины. Количество засыпанной смеси регулируется или по времени работы питателя 13, или по начальному уровню установки стульной плиты 6 с модельной плитой 16 внутри наполнительной рамки 7. При этом количество смеси задается с некоторым избытком по сравнению с необходимым для получения заданного уплотнения полуформы. Рабочий стол 4 перемещается приводом на позицию уплотнения-протяжки. Штоки цилиндров 3 механизма фиксации рабочего стола 4 с опокой 8 выдвигаются и прижимают стол 4 с опокой 8 к опорной плоскости упорной плиты 20, закрепленной на траверсе 19, фиксируя их в этом положении. После этого начинается процесс прессования: шток прессового цилиндра 2 воздействует силовым образом на стульную плиту 6 с модельной плитой 16 и моделями 17 и начинает перемещать их, выдавливая смесь 18 из наполнительной рамки 7 в опоку 8. Перед началом, в начальный момент или в процессе прессования через решетчатый прессовый элемент 10 подается воздушный импульс, осуществляющий предварительное уплотнение смеси. В процессе прессования смесь 18 упирается в решетчатый элемент 10, а трение смеси о стенки наполнительной рамки 7 и опоки 8 тормозит ее движение и прижимает к модельной плите 16, обеспечивая эффективное уплотнение смеси у модельной плиты в областях, проникающих к стенкам рамки и опоки. В процессе прессования часть смеси над моделями 17 может выдавливаться сквозь решетчатый прессовый элемент 10, тем самым исключается излишнее уплотнение смеси над моделями. Перед началом и в процессе прессования подвижный решетчатый прессовый элемент 10 фиксируют в нижнем положении выдвинутыми штоками цилиндров 12, связанных с источником противодавления. Величина этого противодавления выбирается, исходя из требований к уровню уплотнения формы. В процессе прессования, когда давление смеси на решетчатый прессовый элемент 10 становится равным заданному усилию противодавления, решетчатый прессовый элемент начинает перемещаться,отжимая штоки цилиндров 12 противодавления. При этом вся форма как целое продавливается сквозь опоку 8, пока стульная плита 6 с модельной плитой 16 не достигнет механических упоров в столе, фиксирующих задаваемое положение земляного лада полуформы (внутри, в плоскости или выступая над плоскостью лада опокой). Положение упоров регулируется и задатся из технологических соображений. Таким образом, независимо от колебаний свойств смеси обеспечивается стабильное уплотнение и геометрия полуформы. После окончания прессования и до начала протяжки штоки цилиндров 12 противодавления отводятся в верхнее положение, а решетчатый прессовый элемент 10 упругой подвеской 11 также отделяется от контрлада полуформы. В результате происходит упругая разгрузка полуформы, и все упругие деформации выводятся на контрлад полуформы. После этого из опоки 8, разгруженной, но продолжающей оставаться неподвижно прижатой цилиндрами 3 к плоскости упорной плиты 20 траверсы 19, производится вытяжка моделей 17 обратным ходом перемещения стульной плиты 6 с модельной плитой 16 и моделями 17. И лишь после окончания протяжки и опускания штока прессового цилиндра 2 штоки 3 механизма фиксации стола опускаются и отделяют рабочий стол 4 с опокой 8 от траверсы 19. Таким образом, обеспечивается точная протяжка моделей обратным ходом прессования, независимая от погрешностей в размерах и состояния опоки, приваривания к ней скрапа, попадания смеси на плоскости стола, контрлад опоки и т.п. Совмещение нижнего прессования (модельной плитой) с воздушно-импульсным предварительным уплотнением смеси обеспечивает возможность эффективного, регулируемого и стабильного уплотнения форм по моделям повышенной сложности, с узкими карманами и малыми промежутками между моделями и моделями и стенками опок. За счт предварительного импульсного уплотнения смеси не только обеспечивается е некоторое более благоприятное распределение, но существенно возрастает коэффициент трения и, соответственно, резко усиливается благоприятное воздействие трения смеси о стенки опоки при нижнем прессовании (при движении модельной плиты с моделями) и улучшается уплотнение прилегающих областей формы. При этом исключается избыточное уплотнение смеси из областей над моделями в межмодельные промежутки и карманы моделей. Такие результаты невозможно получить ни при чисто нижнем прессовании (модельной плитой), ни при комбинированном верхнем прессовании в сочетании с импульсом, при котором невозможно одновременно добиться как эффективного уплотнения смеси у стенок опок, так и избежать переуплотнения смеси над моделями, вследствие последнего тормозится перетекание и ухудшается уплотнение смеси между моделями и в их карманах. Необходимое условие эффективного уплотнения смеси импульсом воздуха и последующим прессованием - наличие смеси в тесных пространствах и е однородное состояние (без пустот, комков и т.п.). Предложенный способ подачи смеси в опоку обеспечивает за счт кинетической энергии струи смеси эффективное заполнение самых узких карманов моделей и промежутков между моделями и моделями и стенками опок, создавая тем самым возможность е последующего благоприятного перераспределения и уплотнения струями фильтрующегося сквозь смесь воздуха при импульсе и силовыми напряжениями в смеси при последующем прессовании. Следует подчеркнуть, что "силовое продавливание" уплотняемой полуформы через опоку вдоль е внутренних стенок при отжатии прессового элемента на последней стадии прессования, существенно повышает прочность формы (за счт упрочняющих деформаций сдвига) и усиливает е связность со стенками опоки (за счт увеличения коэффициента внешнего трения смеси в процессе е силового скольжения вдоль стенок опоки), а в сочетании с вышеуказанными особенностями выполнения операции протяжки существенно стабилизирует процесс формообразования, делая его малочувствительным к различным повреждающим факторам, прежде всего к колебаниям свойств смеси и др. Таким образом, высокая эффективность предлагаемых способа и устройств обеспечивается разграничением и внутренним единством, связностью и взаимными усиливающими влияниями и обусловленностью всех основных стадий процесса: эффективным процессом заполнения смесью опоки с тесно размещнными моделями сложной конфигурации, обеспечивающим возможность дальнейшего формирования отпечатка сложной конфигура-4 023608 ции и рельефа; эффективным процессом технологически рационального уплотнения смеси по всем рабочим поверхностям и объму полуформы сложной конфигурации (как без слабых, так и переуплотннных зон с максимумом уплотнения у моделей и убыванием уплотнения по направлению от моделей к контрладу полуформы); эффективной протяжкой моделей с минимальными уклонами из разгруженной от упругих деформаций неподвижной полуформы, не содержащей заклиненных переуплотннных областей и элементов в результате обеспечения возможности оптимизации распределения уплотнения смеси по форме. Эффективность процесса складывается из повышения точности и снижения дефектности отливок; повышения производительности за счт увеличения количества отливок в форме. Промышленная применимость Изложенные преимущества предлагаемых технических решений обеспечивают им возможность широкого промышленного использования в области литейного производства. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для изготовления литейных форм, содержащее основание, прессовый цилиндр, рабочий стол, наполнительную рамку, модельную плиту с моделями, импульсную головку, расположенную над рабочим столом и связанную с системой подачи сжатого воздуха, подвижный решетчатый прессовый элемент, установленный в нижней части импульсной головки на упругом креплении, и устройство для заполнения формовочной смесью наполнительной рамки и опоки, отличающееся тем, что наполнительная рамка встроена в рабочий стол и выполнена с возможностью установки на рамку и съма с не формуемых опок, причм модельная плита с моделями установлена с возможностью возвратнопоступательного перемещения в полости наполнительной рамки, а прессовый цилиндр установлен с возможностью силового воздействия на подвижную модельную плиту, при этом устройство дополнительно снабжено одним или системой взаимосвязанных цилиндров, фиксирующих решетчатый прессовый элемент в нижнем положении и соединенных с источниками давления, расположенными на траверсе таким образом, чтобы их выдвигаемые штоки имели возможность силового взаимодействия с подвижным упруго закреплнным на траверсе прессовым элементом для создания усилия противодавления. 2. Устройство по п.1, отличающееся тем, что оно снабжено силовой системой фиксации наполнительной рамки с опокой во время прессования и протяжки, выполненной в виде цилиндров со штоками,прижимающих наполнительную рамку с опокой к траверсе, распложенных на основании или на подъмной плите рабочего стола. 3. Устройство по п.1, отличающееся тем, что устройство для заполнения формовочной смесью наполнительной рамки и опоки включает бункер-дозатор с регулируемой заслонкой и ленточный питатель,а также привод прямого и обратного относительного перемещения рабочего стола и питателя в горизонтальной плоскости, выполненный с возможностью обеспечения возвратно-поступательных перемещений. 4. Устройство по п.1, отличающееся тем, что устройство для заполнения формовочной смесью наполнительной рамки и опоки включает бункер-дозатор с регулируемой заслонкой и ленточный питатель,а также качающийся землепровод, расположенный под питателем и снабжнный приводом возвратноугловых перемещений. 5. Способ изготовления литейных форм, включающий заполнение формовочной смесью опоки и наполнительной рамки с расположенными внутри них моделями, установленными на модельной плите,воздушно-импульсное уплотнение смеси воздействием сжатого воздуха, проходящего сквозь подвижный, упруго установленный решетчатый прессовый элемент, дополнительное уплотнение смеси прессованием и протяжку моделей из полуформ, отличающийся тем, что используют устройство по любому из пп.1-4, дополнительное уплотнение прессованием осуществляют модельной плитой с моделями путм перемещения плиты внутри полости наполнительной рамки по направлению к прессовому решетчатому элементу, который перед началом и в процессе прессования фиксируют в нижнем положении и к которому прикладывают усилие противодавления, соответствующее по величине заданному уровню уплотнения полуформы. 6. Способ по п.5, отличающийся тем, что в процессе прессования и протяжки наполнительную рамку с установленной на ней опокой удерживают в неподвижном состоянии, а усилие противодавления,приложенное к прессовому элементу, сбрасывают после окончания прессования перед началом протяжки, при этом протяжку осуществляют обратным ходом прессования путм перемещения модельной плиты с моделями внутри неподвижных наполнительной рамки с опокой. 7. Способ по п.5, отличающийся тем, что заполнение формовочной смесью опоки и наполнительной рамки осуществляют послойно. 8. Способ по п.7, отличающийся тем, что послойное заполнение формовочной смесью опоки и наполнительной рамки осуществляют путм формирования и падения с высоты потока рыхлой смеси. 9. Способ по п.7, отличающийся тем, что высота падения потока смеси находится в диапазоне 1-3 м.
МПК / Метки
МПК: B22C 15/28
Метки: форм, способ, литейных, осуществления, изготовления, устройство
Код ссылки
<a href="https://eas.patents.su/7-23608-sposob-izgotovleniya-litejjnyh-form-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления литейных форм и устройство для его осуществления</a>
Способ изготовления верхних и нижних форм и устройство для его осуществления
Номер патента: 13114
Опубликовано: 26.02.2010
Авторы: Секи Цутому, Хадано Ютака, Хирата Минору
МПК: B22C 15/08, B22C 19/04, B22C 15/02...
Метки: изготовления, верхних, форм, нижних, устройство, способ, осуществления
Формула / Реферат:
1. Способ изготовления верхней и нижней форм, включающий этапыудержания модельной плиты между верхней и нижней опоками,введения верхнего и нижнего средств уплотнения в соответствующие отверстия верхней и нижней опок, причем эти отверстия находятся напротив модельной плиты, таким образом образуя верхнее и нижнее пространства прессования,подачи формовочной смеси в верхнее и нижнее пространства прессования ипродвижения вперед верхнего и нижнего...
Формовочная машина для изготовления верхней и нижней литейных форм и способ эксплуатации машины
Номер патента: 14580
Опубликовано: 30.12.2010
Авторы: Сакагути Коити, Сакаи Цуйоси, Хирата Минору, Оя Тосихико, Комияма Такаюки
МПК: B22C 11/10, B22C 11/00, B22C 15/08...
Метки: форм, способ, верхней, нижней, эксплуатации, машина, машины, изготовления, формовочная, литейных
Формула / Реферат:
1. Способ эксплуатации устройства для изготовления верхней и нижней литейных форм, при этом устройство содержитформовочное устройство, имеющееверхнюю и нижнюю опоки, которые удерживают между собой модельную плиту;верхний элемент сжатия, который вставлен в открытую секцию верхней опоки, при этом секция не имеет модельной плиты, и который образовывает совместно с верхней опокой пространство для формовки верхней литейной формы; и отделяющее...
Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Номер патента: 5362
Опубликовано: 24.02.2005
Автор: Кус Бернд
МПК: B22C 9/12
Метки: изготовления, способ, устройство, производства, целей, литейных, форм, стержней, литейного
Формула / Реферат:
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния,...
Способ изготовления литейных форм
Номер патента: 21549
Опубликовано: 30.07.2015
Авторы: Гиник Энтони, Кох Дитер, Фрон Маркус
Метки: изготовления, способ, форм, литейных
Формула / Реферат:
1. Способ изготовления литейных стержней и форм для литейной промышленности, в которомполучают сыпучий огнеупорный основной формовочный материал;на сыпучий огнеупорный основной формовочный материал наносят кислоту с получением огнеупорного основного формовочного материала, покрытого кислотой;на огнеупорный основной формовочный материал, покрытый кислотой, наносят кислотоотверждаемое связующее с получением огнеупорного основного формовочного...
Способ изготовления керамических литейных форм
Номер патента: 13188
Опубликовано: 26.02.2010
Авторы: Паттилло Пол, Смит Дэвид, Хогланд Питер
МПК: B22C 9/04, B22C 1/16, C04B 35/00...
Метки: керамических, способ, литейных, изготовления, форм
Формула / Реферат:
1. Способ формования керамической литейной формы, включающий в себя пропитку керамической ткани глинистой суспензией, обертывание ткани вокруг формы и выдержку раствора до его затвердевания.2. Способ по п.1, дополнительно включающий в себя удаление формы из литейной формы.3. Способ по п.1, в котором глинистая суспензия содержит цемент.4. Способ по п.1, в котором глинистая суспензия содержит глинозем.5. Способ по п.1, в котором глинистая...
Предыдущий патент: Применение фотоусиливающих агентов при перекрестном сшивании роговицы
Следующий патент: Способ управления флотационной машиной, используемой в металлургических процессах
Случайный патент: Мутантные белки (мутеины) фактора роста фибробластов 21