Способ изготовления компактных строительных модулей
Формула / Реферат
1. Способ изготовления компактных строительных модулей, в особенности прямоугольных призматических модулей из армированного бетона с выемками, соответствующими дверям и окнам, в котором изготавливают на заводе внутреннюю несъемную опалубку на основе по крайней мере шести составляющих элементов из нижней панели (1), верхней основы (2) и четырех боковых стен (3, 4, 5 и 6); скрепляют составляющие элементы (1-6) указанной несъемной опалубки, формируя прямоугольный призматический блок, устанавливают указанный призматический блок непосредственно на землю или горизонтальную платформу; в дополнение к указанной несъемной опалубке устанавливают наружную съемную опалубку; затем заполняют периметральное пространство, образованное между двумя указанными опалубками, самоуплотняющимся бетоном с повышенной текучестью; после затвердевания бетона наружную съемную опалубку удаляют, характеризующийся тем, что составляющие элементы несъемных опалубок скрепляют друг с другом посредством высокопрочной мастики, устанавливают образованный призматический блок непосредственно на землю или на горизонтальную платформу посредством стоящих на расстоянии опор (9), расположенных на нижней панели (1) основы с ее нижней стороны, затем на наружной стороне внутренней несъемной опалубки устанавливают необходимые электро-, телекоммуникации, дренаж, водопроводную систему, затем устанавливают наружную стенную опалубку, которая состоит из четырех боковых элементов (14), каждый из которых последовательно выступает за соответствующий смежный элемент (14) на одном из краев, для регулирования пространства между элементами (14) съемной опалубки и элементами (3-6) несъемной опалубки, опирая элементы (14) наружной съемной опалубки на землю или на горизонтальную платформу, при этом каждый элемент (14) наружной съемной опалубки также выступает за верхний край упомянутой внутренней несъемной опалубки, чтобы во время наполнения существующего между двумя опалубками периметрального пространства жидким бетоном заполнялось пространство между нижней напольной панелью (1) внутренней опалубки и землей, а также участок над верхней основой (2) указанной внутренней опалубки, формируя, таким образом, верхнюю структуру.
2. Способ по п.1, характеризующийся тем, что внутренняя несъемная опалубка дополнительно включает в себя выступающие в сторону наружной опалубки перегородки (8), соответствующие выемкам (7) для дверей и окон, с шириной, соответствующей запланированной толщине стен модуля.

Текст
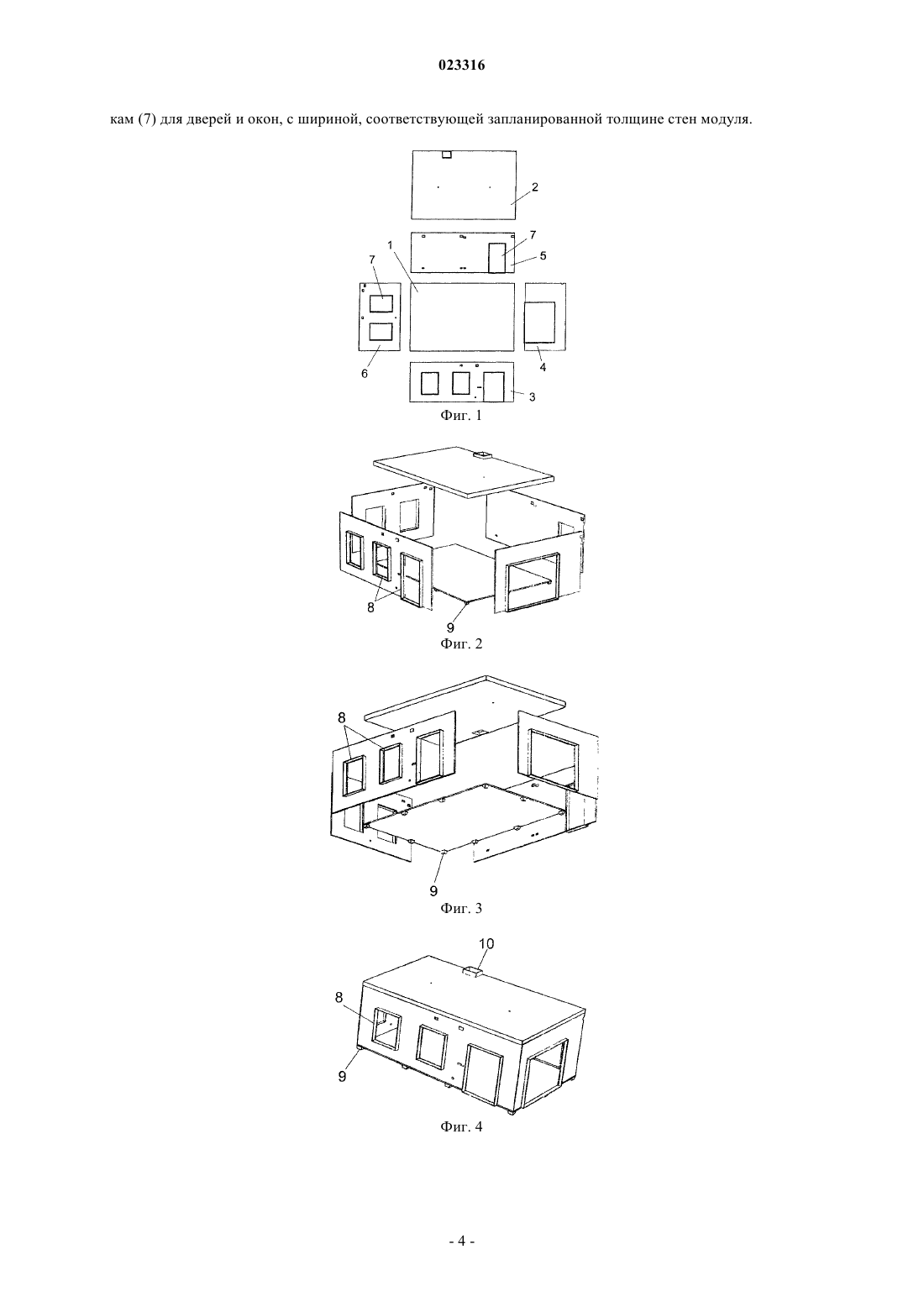
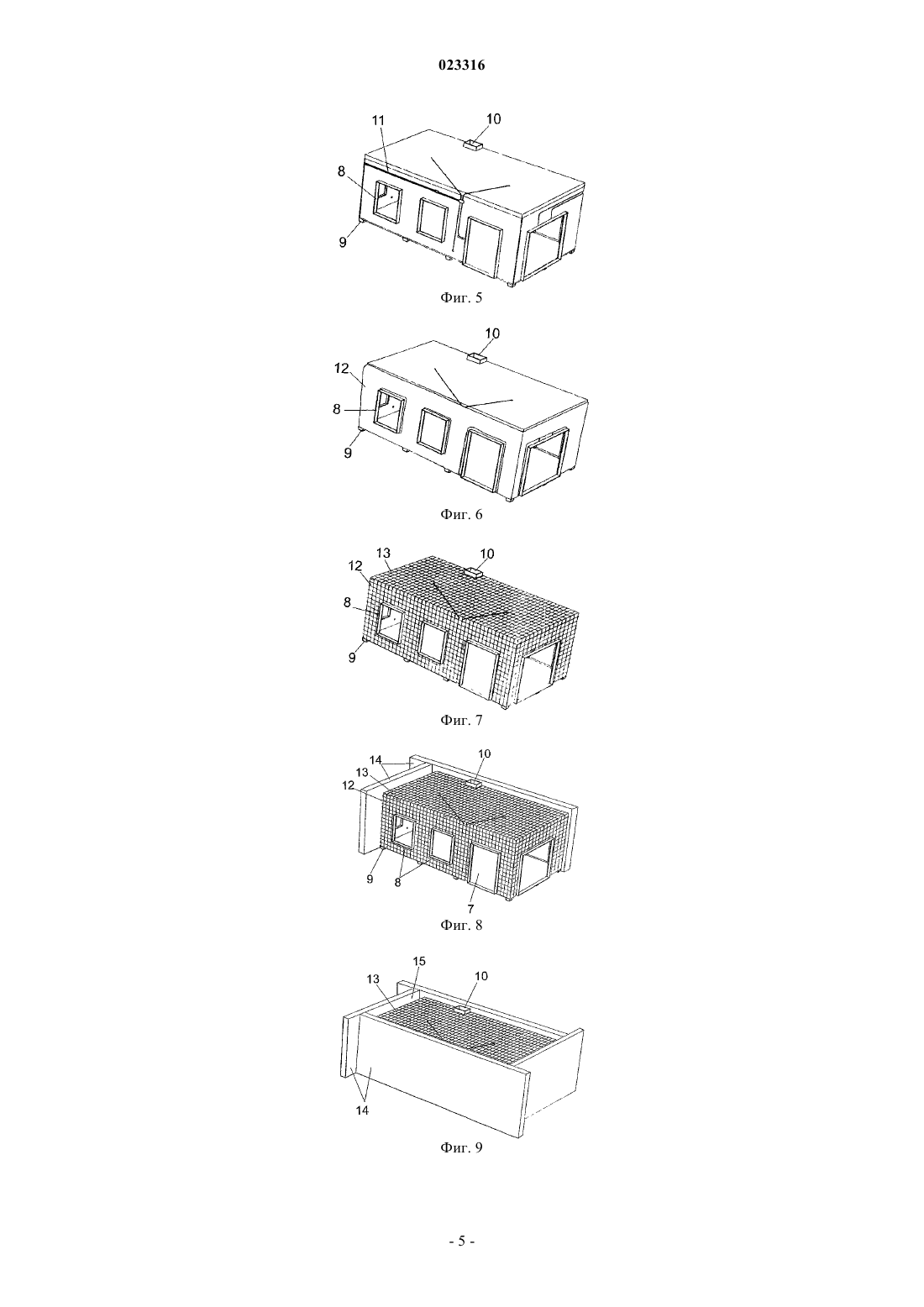
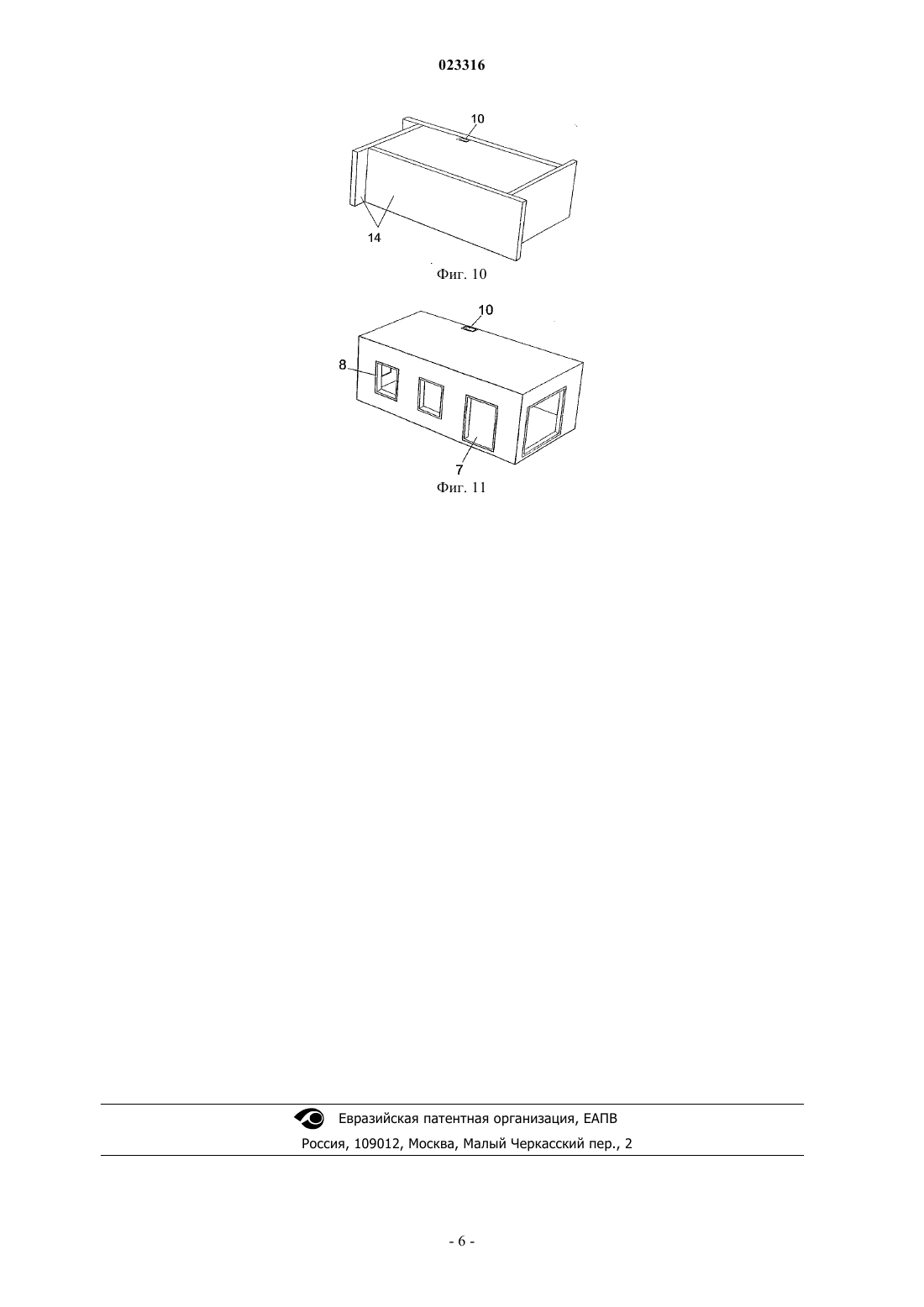
СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТНЫХ СТРОИТЕЛЬНЫХ МОДУЛЕЙ Целью изобретения является получение предварительно изготовленных модулей из армированного бетона, соответствующих жилому помещению с или без перегородок, с шестистенной структурой,состоящей из отдельных элементов, получая, таким образом, 100% монолитную структуру, которая гасит любую вибрацию или растяжение и предотвращает образование трещин или проникновение влаги в модуль. С этой целью внутренняя несъемная опалубка производится на заводе на основе шести элементов - пол, стены и потолок, которые фиксируются по краям посредством высокопрочной мастики и поставляются с размещаемой на расстоянии опорной плитой (9) на нижней стороне пола или на выбранной опорной поверхности с проложенными коммуникациями(11), крепящимися на наружной стороне несъемной опалубки (1, 2, 3, 4, 5 и 6), над ними крепится изоляционный материал (12), если это необходимо, потом каркасная конструкция (13) и, наконец,наружная съемная опалубка (14).(71)(72)(73) Заявитель, изобретатель и патентовладелец: МЕДРАН ЛОПЕС ФРАНСИСКО (ES) Предмет изобретения Это изобретение касается новой процедуры производства компактных блоков, т.е. блоков для сборных конструкций, которые можно использовать сами по себе либо в сочетании с другими аналогичными блоками, для возведения зданий различной высоты. Целью изобретения является получение 100% монолитных призматических модулей, для которых не требуется жесткого фиксирования пола и которые сводят к нулю любую вибрацию или растяжение,предотвращая появление трещин и проникновение влаги; все это при необыкновенно низкой цене и полностью пригодно для массового производства. Таким образом, это изобретение относится в строительной отрасли. Предшествующий уровень техники Старые привычные и дорогие процессы строительства зданий на бетонном фундаменте, на котором стоит структура, состоящая из колонн и балок, закрываемая сверху плитой, а по сторонам кирпичами или схожими строительными материалами, все чаще сменяются предварительно заготовленными модулями,обычно сделанными из армированного бетона, из которого формируются призматические прямоугольные блоки с соответственно выемками для дверей, окон и.т.д. Таким образом, каждый модуль состоит из армированных бетонных панелей, соответствующих каждой из сторон, изготовленных на заводе, устанавливаемых на земле на специально подходящий для этого фундамент, соединяемых друг с другом по краям с помощью механических приспособлений, таких как шурупы, гайки и прочее. Такая модульная состоящая из нескольких частей конструкция, а также ее крепление к фундаменту часто подвергаются растяжению и вибрации, при этом образуются трещины, а в модули часто попадает влага. Кроме того, такая структура не исключает необходимости в соответствующем покрытии как внутри, так и снаружи, а также в закладывании камер для прокладывания коммуникационных каналов и для введения или распределения изоляционных материалов по наружным поверхностям стен. В стремлении уйти от этих проблем появились некоторые известные решения, при которых две,три, четыре или пять сторон призматического блока соединяются вместе в единый кусок, снижая, таким образом, количество кусков, из которых формируется модуль, и соответственно количество швов между ними, что решает частично первую проблему, но не решает вторую. Изобретателю не известны другие решения в промышленности или на практике для достижения полностью монолитного состояния, т.е. когда все шесть сторон призматического блока соединены вместе в единый кусок для обеспечения вышеописанных преимуществ. Описание изобретения Процесс производства компактных модулей для использования в строительстве, предложенный данным изобретением, дает полностью монолитное состояние, как упомянуто выше, а также помогает снизить производственные издержки в сравнении с принятыми строительными системами. Более конкретно для достижения вышесказанного процесс начинается с изготовленной в заводских условиях несъемной опалубки, в которую интегрированы все боковые стороны, верхняя и нижняя плиты,соответствующие внутренности необходимого призматического пространства сборной конструкции. Эта несъемная опалубка включает в себя как внутренние отделочные материалы сборной конструкции, так и необходимые выемки для дверей, окон и.т.д, наряду с прямоугольными перегородками, соответствующими этим выемкам, и с шириной в соответствии с толщиной внутренней и наружной стены в целом. После затвердевания опалубок, чьи габариты ограничиваются лишь логическими транспортными ограничениями, они хранятся на заводе или в любом другом подходящем месте, пока они не понадобятся. В то же время геометрия модуля отмечается на полу на гладкой простой платформе, которая может из себя представлять даже компактный пол. Это может быть сделано либо на заводе, либо на строительной площадке. Нижняя плита подается поверх платформы на подходящую позицию с помощью опор, которые в достаточной степени отделяют плиту от платформы в соответствии с проектной общей толщиной нижней плиты. После этого мы продолжаем подавать необходимые стены по каждому модулю, который может просто состоять из стен по периметру или из одной или нескольких внутренних совмещенных перегородок, таким образом, держась на нижней плите за счет высокопрочной мастики, и, наконец, продолжаем размещать верхнюю плиту. Кроме того, все необходимые коммуникации расположены на наружной стороне этой внутренней интегрированной опалубки, такие как электричество, телекоммуникации, санитарные сети, питьевая вода и.т.п. Последовательно над этими коммуникациями, т.е. снаружи от них, размещается или распределяется по поверхности стен изоляция. Следующим шагом обеспечивается окружающее армирование, которое влияет на все шесть сторон опалубки и рассчитывается в соответствии с требуемой прочностью. Следующим шагом устанавливается наружная опалубка. Она делается из четырех боковых кусков,каждый последовательно выпирает над соответствующим куском с одного из его углов, таким образом,-1 023316 позволяя использовать плиты и стены любого размера, просто скрепляя четыре боковые стороны друг с другом внахлест. На следующем рабочем этапе мы продолжаем наполнять пространство между внутренней несъемной опалубкой и наружной съемной опалубкой самоуплотняющимся бетоном с повышенной жидкотекучестью и с высокой начальной и конечной прочностью для избежания расслоения на этапе заливания,получая, таким образом, 100% монолитное состояние, и наливанием бетона достигая максимального проектного качества верхней плиты, т.е. получается полый прямоугольный призматический блок, сделанный из армированного бетона и цельной структуры, причем для модуля не требуются жесткие фиксированные полы, и предотвращается риск вибрации и растяжения, который мог бы привести к возникновению трещин и проникновению влаги в модуль. После снятия модуля, т.е. после удаления наружной и съемной опалубки, структурное поведение модуля становится идентичным балке, обеспечивая достаточную стабильность и прочность для использования на одном уровне или для складывания в стопки по десять, двенадцать или даже больше, в зависимости от толщины стен, соединяя модули друг с другом соответствующими креплениями для вертикального и горизонтального транспортирования. Все это вместе дает не только замечательное качество, но значительно более низкие производственные издержки, чем раньше, благодаря простоте системы и в то же время обладая многообразием для использования в любой отрасли промышленности, автоматическим или механическим способом, что может позволить себе любой инвестор, независимо от своего местонахождения или финансовых средств,создавая промышленное производство скромных, надежных и экономичных каркасов для любой ситуации, при этом имея избыток возможностей, благодаря качеству, различным видам отделки и облицовки и коммуникаций во внутренней несъемной опалубке. Описание чертежей Для дополнения предоставленного описания и для лучшего понимания характеристик изобретения в соответствии с предпочитаемым примером практического внедрения был добавлен ряд чертежей в качестве интегральной составляющей упомянутого описания, где предоставлено, не являясь при этом ограничительным, а лишь иллюстрируя, следующее. Фиг. 1 показывает разобранное изображение на заводе как результат, полученный на первом этапе процедуры, т.е. шесть интегральных частей внутренней несъемной опалубки; фиг. 2 и 3 показывают соответственно разобранное изображение в перспективе структуры, изображенной на предыдущем чертеже, но с различными расчлененными частями на своей окончательной позиции при сборке; фиг. 4 показывает структуру из предыдущих чертежей в надлежаще собранном виде, т.е. полностью законченную внутреннюю несъемную опалубку. фиг. 5 показывает изображение, похожее на изображение на предыдущем чертеже, но с добавленными во внутреннюю несъемную опалубку коммуникациями; фиг. 6 показывает следующий рабочий этап процедуры, во время которого изоляционный материал размещается в структуре, показанной на фиг. 5; фиг. 7 показывает результат следующего рабочего этапа процедуры, во время которого структура из фиг. 6 покрывается сетчатой опалубкой; фиг. 8 показывает структуры из предыдущего чертежа на промежуточном этапе установки наружной вторично используемой опалубки; фиг. 9 показывает результат после полного внедрения наружной опалубки; фиг. 10 показывает структуру из фиг. 9 в конце этапа наполнения бетоном пространства между двумя опалубками - наружной и внутренней. фиг. 11 показывает, наконец, конечный результат процедуры после удаления наружной съемной опалубки. Предпочтимое конструкционное решение изобретения После просмотра чертежей, в особенности фиг. 1, 2 и 3, можно увидеть, как выполняется первый этап процедуры на заводе, получение составляющих частей внутренней несъемной опалубки, а именно базовый элемент (1), соответствующий структуре пола, похожий элемент (2) для структуры потолка и вданном случае четыре элемента (3, 4, 5 и 6), соответствующие боковым стенам модуля, которые опционально могут быть дополнены внутренними совмещенными элементами, не указанными на чертежах. Эти элементы, в особенности боковые элементы (3, 4, 5 и 6), включают в себя выемки (7), соответствующие по форме и размеру дверям и окнам, имеющим наружные растяжения по периметру, с габаритами, соответствующими запланированной толщине стен. Как было упомянуто выше, эта несъемная опалубка (1, 3, 4, 5 и 6) имеет такую структуру, что внутренняя сторона составляет окончательную видимую в структуре модуля внутреннюю сторону. На следующем рабочем этапе осуществляется фиксирование этих элементов с целью внедрения прямоугольного призматического блока из шести сторон, показанного на фиг. 4, как было указано выше,для этого можно использовать высокопрочную мастику с целью опоры окончательной бетонной структуры, хотя и очевидно, что можно использовать и другие подходящие средства для фиксации. Возвращаясь к нижней платформе (1), следует указать, что она включает в себя упоры нижней стороны (9), выполняющие функцию распорок на уровне несъемной опалубки в целом по отношению к полу и по отношению к платформе, которая предварительно была установлена. Со своей стороны, может быть запланирован элемент (2), соответствующий структуре потолка, т.е. с прямоугольным окном (10) для выхода дыма или другого назначения, выходящим в распорку с такой же высотой, как и запланированная структура указанного потолка. После получения несъемной опалубки на нее крепятся снаружи те же коммуникации модуля, такие как, например, в данном случае и как показано на фиг. 5, электрокоммуникации (11). На следующем рабочем этапе, как показано на фиг. 6, также снаружи размещается изоляционный материал (12) на тех сторонах опалубки, где это необходимо, а, именно соответственно наружной стороне жилого строения. Потом продолжаем устанавливать опалубку по всему периметру структуры, показанной на фиг. 6,опалубка (13) надлежаще рассчитывается на основе эстакады для металлоконструкций с не очень большим поперечным сечением, но достаточным для достижения обычно требуемых показателей с диаметром в восемь миллиметров. Потом и как указано на фиг. 8 и 9, наружная вторично используемая структура монтируется на структуру из предыдущей фигуры, состоящую из четырех вертикальных элементов (14), каждый из которых идет внахлест одного из вертикальных краев соответствующего элемента опалубки (14), сильно выпирающих одним из концов по отношению к нахлестывающему концу, что позволяет изменить относительное положение между этими четырьмя элементами опалубки (14), позволяя, в свою очередь, варьировать по желанию расстояние между наружной вторично используемой опалубкой и внутренней несъемной опалубкой или, что то же самое, дает возможность по желанию подогнать толщину стен жилого помещения, где высота элементов наружной опалубки значительно больше, чем высота внутренней опалубки, включаяя упоры (9) последней, для того чтобы получить желаемую ширину, не делая ничего иного, как заливая бетон до необходимого уровня. После крепления наружной опалубки (14) она определяет вместе с внутренней опалубкой и ее комплектующими периметрическую камеру (15), сообщаяясь непосредственно с камерой, определяемой упорами (9) между ними и главной балкой, которая наполнена цементом, как было указано выше, и которая выступает по отношению к нижней стороне опалубки настолько, насколько это соответствует опалубке, что также характерно для цельного элемента - структуры потолка модуля. Модуль заканчивается удалением вторично используемой наружной опалубки (14), конфигурируемым модулем, представленным на фиг. 11, или любым другим, который покажется удобным по количеству, конфигурации и расположению выемок для дверей и окон. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления компактных строительных модулей, в особенности прямоугольных призматических модулей из армированного бетона с выемками, соответствующими дверям и окнам, в котором изготавливают на заводе внутреннюю несъемную опалубку на основе по крайней мере шести составляющих элементов из нижней панели (1), верхней основы (2) и четырех боковых стен (3, 4, 5 и 6); скрепляют составляющие элементы (1-6) указанной несъемной опалубки, формируя прямоугольный призматический блок, устанавливают указанный призматический блок непосредственно на землю или горизонтальную платформу; в дополнение к указанной несъемной опалубке устанавливают наружную съемную опалубку; затем заполняют периметральное пространство, образованное между двумя указанными опалубками, самоуплотняющимся бетоном с повышенной текучестью; после затвердевания бетона наружную съемную опалубку удаляют, характеризующийся тем, что составляющие элементы несъемных опалубок скрепляют друг с другом посредством высокопрочной мастики, устанавливают образованный призматический блок непосредственно на землю или на горизонтальную платформу посредством стоящих на расстоянии опор (9), расположенных на нижней панели (1) основы с ее нижней стороны, затем на наружной стороне внутренней несъемной опалубки устанавливают необходимые электро-, телекоммуникации, дренаж, водопроводную систему, затем устанавливают наружную стенную опалубку, которая состоит из четырех боковых элементов (14), каждый из которых последовательно выступает за соответствующий смежный элемент (14) на одном из краев, для регулирования пространства между элементами(14) съемной опалубки и элементами (3-6) несъемной опалубки, опирая элементы (14) наружной съемной опалубки на землю или на горизонтальную платформу, при этом каждый элемент (14) наружной съемной опалубки также выступает за верхний край упомянутой внутренней несъемной опалубки, чтобы во время наполнения существующего между двумя опалубками периметрального пространства жидким бетоном заполнялось пространство между нижней напольной панелью (1) внутренней опалубки и землей, а также участок над верхней основой (2) указанной внутренней опалубки, формируя, таким образом, верхнюю структуру. 2. Способ по п.1, характеризующийся тем, что внутренняя несъемная опалубка дополнительно включает в себя выступающие в сторону наружной опалубки перегородки (8), соответствующие выем-3 023316 кам (7) для дверей и окон, с шириной, соответствующей запланированной толщине стен модуля.
МПК / Метки
МПК: B28B 19/00, E04B 1/348, B28B 7/22
Метки: компактных, строительных, модулей, способ, изготовления
Код ссылки
<a href="https://eas.patents.su/7-23316-sposob-izgotovleniya-kompaktnyh-stroitelnyh-modulejj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления компактных строительных модулей</a>
Способ изготовления строительных конструкций и строительные конструкции, изготовленные этим способом
Номер патента: 9134
Опубликовано: 26.10.2007
Авторы: Шембаков Владимир Александрович, Селиванов Николай Павлович
МПК: B28B 5/00
Метки: способ, изготовления, конструкций, этим, изготовленные, строительные, способом, конструкции, строительных
Формула / Реферат:
1. Способ изготовления строительных конструкций, преимущественно плит дорожных, аэродромных, плит перекрытий, в том числе для сборно-монолитного домостроения, плит покрытий, плит под трамвайные пути, под железнодорожные пути, плит под пути метрополитенов, перемычек, стропильных балок, ограждающих конструкций - стеновых панелей, в том числе многослойных, рандбалок, балок межэтажных перекрытий предпочтительно таврового сечения, характеризующийся...
Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов
Номер патента: 10534
Опубликовано: 30.10.2008
Авторы: Фом Орде Готтфрид, Кизель Бернд, Филлер Эрвин Вальтер
МПК: B09B 3/00, C04B 18/30, B28B 3/20...
Метки: частности, строительных, панелей, элементов, материалов, изготовления, твердых, отходов, способ
Формула / Реферат:
1. Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов, при котором: а) подготавливают отходы твердых материалов в виде различных чистосортных фракций с заданным размером частиц; б) различные фракции смешивают в заданном соотношении с добавлением воды и связующего вещества; в) полученную смесь подвергают формообразованию для получения заготовок строительных элементов; г) заготовки...
Способ изготовления строительных конструкций и строительная конструкция изготовленная этим способом
Номер патента: 9137
Опубликовано: 26.10.2007
Авторы: Селиванов Николай Павлович, Шембаков Владимир Александрович
МПК: B28B 3/22
Метки: способом, конструкция, этим, строительных, строительная, изготовленная, способ, изготовления, конструкций
Формула / Реферат:
1. Способ изготовления строительных конструкций, преимущественно пустотных плит, экструзией на технологической линии, включающей опалубку с поддоном и экструдер с бункером для твердеющего материала и рабочим органом, характеризующийся тем, что он предусматривает установку арматуры на поддон опалубки, загрузку твердеющего материала в бункер и подачу его на поддон опалубки с уплотнением и формованием, причем для уплотнения и формования твердеющего...
Способ изготовления протяженных строительных конструкций, протяженная строительная конструкция и колонна, изготовленные этим способом
Номер патента: 9140
Опубликовано: 26.10.2007
Авторы: Шембаков Владимир Александрович, Селиванов Николай Павлович
МПК: B28B 5/00, E04C 3/00, E04G 13/00...
Метки: протяженная, этим, способ, протяженных, строительная, конструкция, строительных, изготовленные, конструкций, колонна, способом, изготовления
Формула / Реферат:
1. Способ изготовления протяженных строительных конструкций из твердеющего материала с армированием преимущественно из железобетона, характеризующийся тем, что он предусматривает приготовление твердеющего материала, укладку арматуры и твердеющего материала в ручьевую опалубку технологической линии, содержащей по меньшей мере две смежные формовочные полости под соответствующие, предпочтительно одновременно изготавливаемые протяженные строительные...
Способ изготовления термоэлектрических модулей и припой для его осуществления
Номер патента: 388
Опубликовано: 24.06.1999
Авторы: Яхатц Майкл, Харпер Джеймс
МПК: H01L 35/08
Метки: термоэлектрических, припой, модулей, осуществления, изготовления, способ
Формула / Реферат:
1. Термоэлектрический модуль, включающий: решетку термоэлектрических элементов n-типа и р-типа, образованных из полупроводникового материала; тонкий слой покрытия электропроводным материалом, нанесенный на каждом конце элементов, причем указанный материал содержит от 50 до 100 вес.% висмута, а остаток образован главным образом сурьмой; электрическую шину, которая имеет фосфорникелевую поверхность с содержанием фосфора, по меньшей мере, 3,5...
Предыдущий патент: Система, включающая программируемый цилиндровый замок и ключи для него
Следующий патент: Способ получения ферментированного молочного продукта
Случайный патент: Новые производные инденоиндолона, способ их получения и содержащие их фармацевтические композиции