Управление разделением фаз в отстойнике в процессе производства уксусной кислоты
Номер патента: 22695
Опубликовано: 29.02.2016
Авторы: Хэллинан Ноэль, Пател Мирадж С., Хирн Джон Д., Фитцпатрик Майкл Е.
Формула / Реферат
1. Способ управления разделением фаз в отстойнике в процессе производства уксусной кислоты карбонилированием метанола, включающий:
(a) измерение концентрации метилацетата X (мас.%) в реакционной смеси процесса производства уксусной кислоты;
(b) вычисление плотности Z (г/мл) тяжелой органической фазы в отстойнике на основе измеренной концентрации метилацетата, где вычисление плотности тяжелой органической фазы в отстойнике производится по формуле
где Y - концентрация алканов в отстойнике (мас.%);
(с) корректировку условий в реакторе или в отстойнике на основе вычисленной плотности Z для управления разделением фаз в отстойнике.
2. Способ по п.1, в котором концентрация метилацетата в реакционной смеси измеряется методом инфракрасной спектроскопии с преобразованием Фурье.
3. Способ по п.1, в котором плотность тяжелой органической фазы в отстойнике поддерживается в диапазоне от 1,4 до 2,0 г/мл.
4. Способ по п.1, в котором процесс производства уксусной кислоты включает:
(i) взаимодействие метанола и окиси углерода в присутствии катализатора карбонилирования, стабилизатора катализатора, йодистого метила, воды и метилацетата с получением потока уксусной кислоты, содержащего катализатор, стабилизатор катализатора, йодистый метил, метилацетат, воду, уксусную кислоту, алканы и альдегиды;
(ii) мгновенное испарение по меньшей мере части потока уксусной кислоты с получением парового потока, содержащего уксусную кислоту, воду, метилацетат, йодистый метил и ацетальдегид, и жидкого потока, содержащего катализатор и стабилизатор катализатора;
(iii) разделение парового потока способом дистилляции на продуктовый поток уксусной кислоты, содержащий уксусную кислоту и воду, и поток верхнего погона, содержащий йодистый метил, воду, метилацетат, уксусную кислоту и алканы; и
(iv) конденсацию потока верхнего погона в отстойнике с получением легкой водной фазы, содержащей воду, уксусную кислоту и метилацетат, и тяжелой органической фазы, содержащей йодистый метил, метилацетат и алканы.
5. Способ по п.4, в котором катализатор является родиевым катализатором.
6. Способ по п.4, в котором стабилизатор катализатора выбирается из группы, состоящей из оксидов пятивалентных элементов группы VA, солей, являющихся йодидами металлов, и смесей вышеперечисленного.
7. Способ по п.6, в котором стабилизатор катализатора является фосфиноксидом.
8. Способ по п.7, в котором стабилизатор катализатора является оксидом трифенилфосфина.
9. Способ по п.4, в котором стабилизатор катализатора является солью-галогенидом щелочного металла.
10. Способ по п.9, в котором стабилизатор катализатора является йодидом лития.
Текст
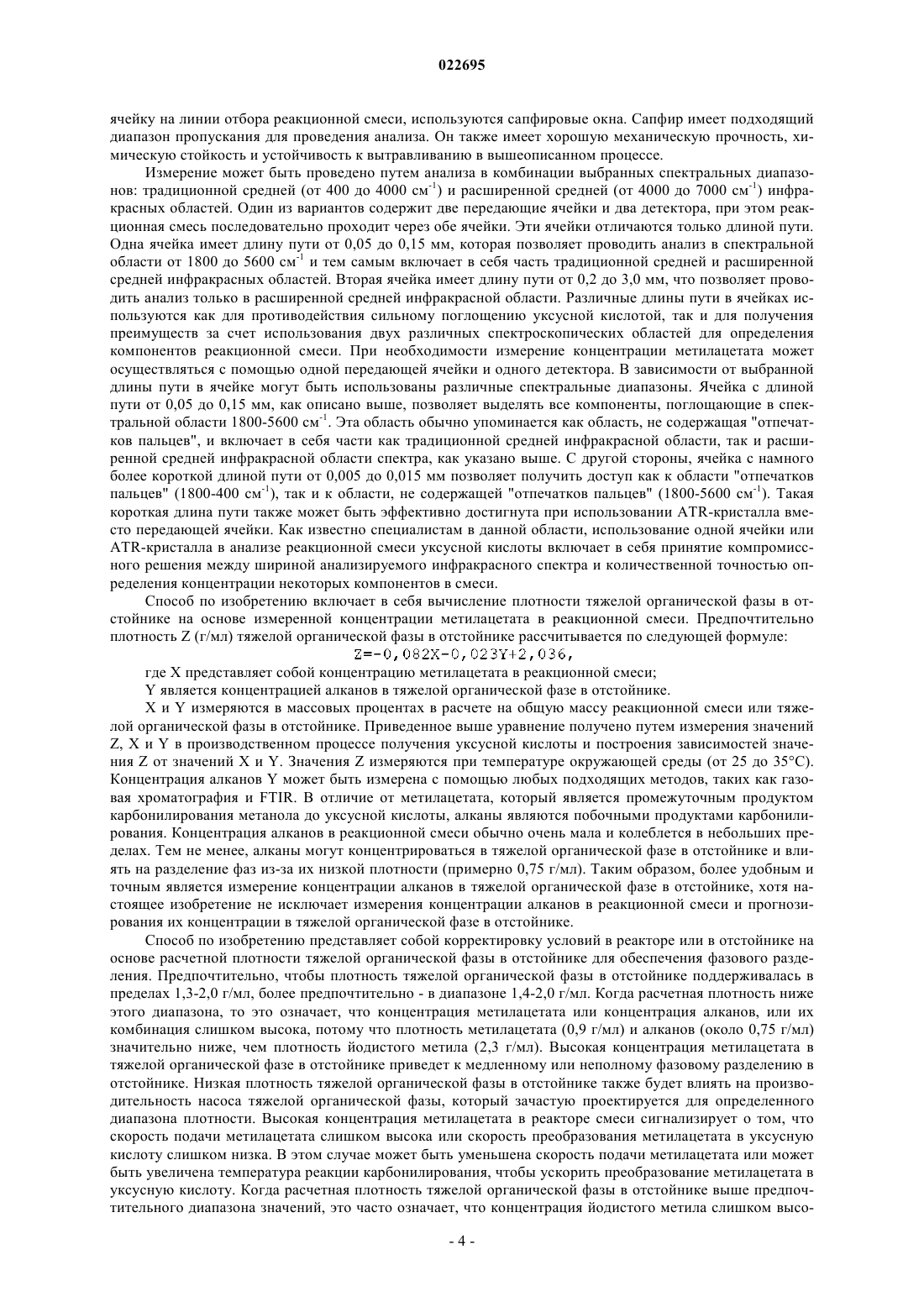
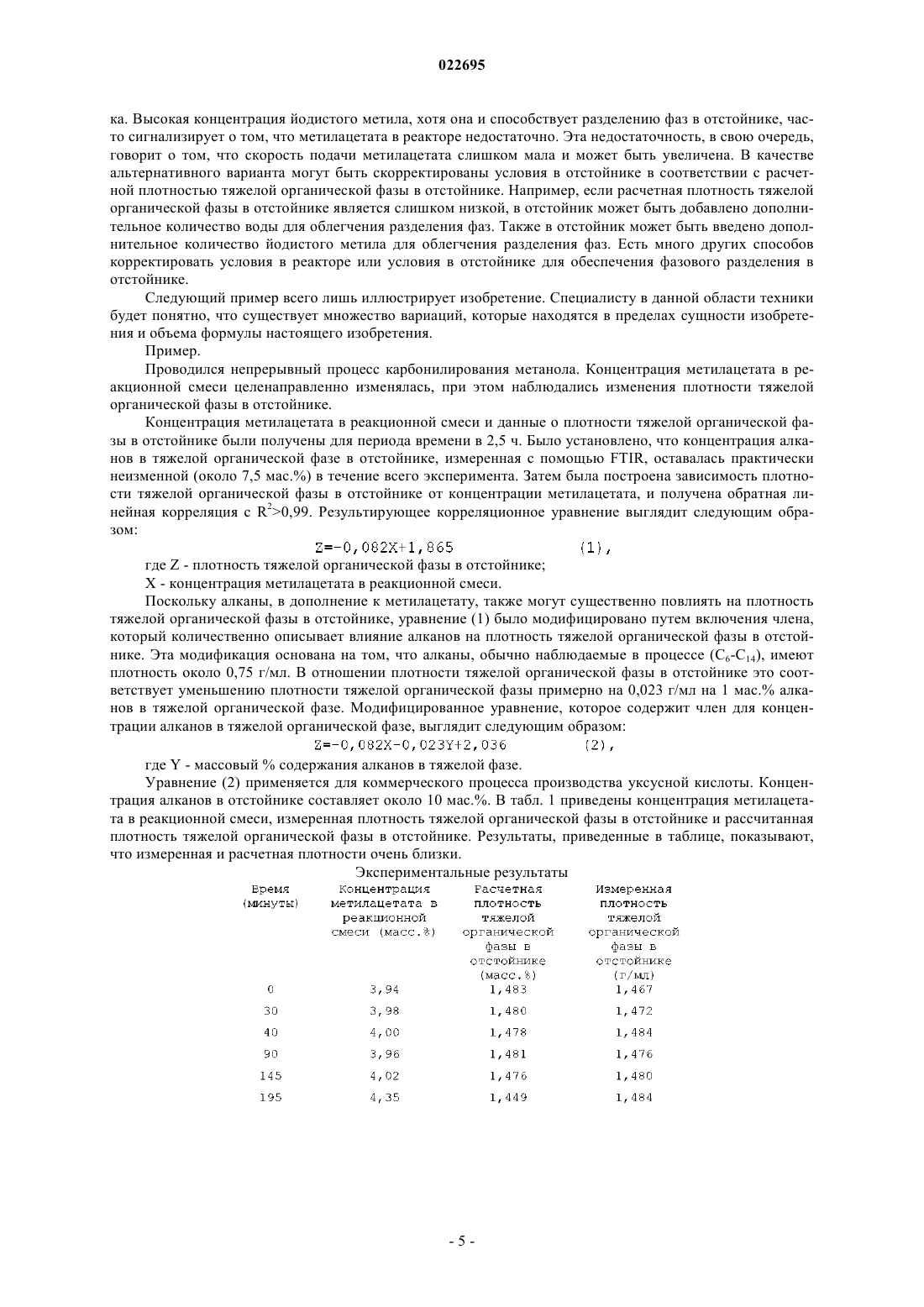
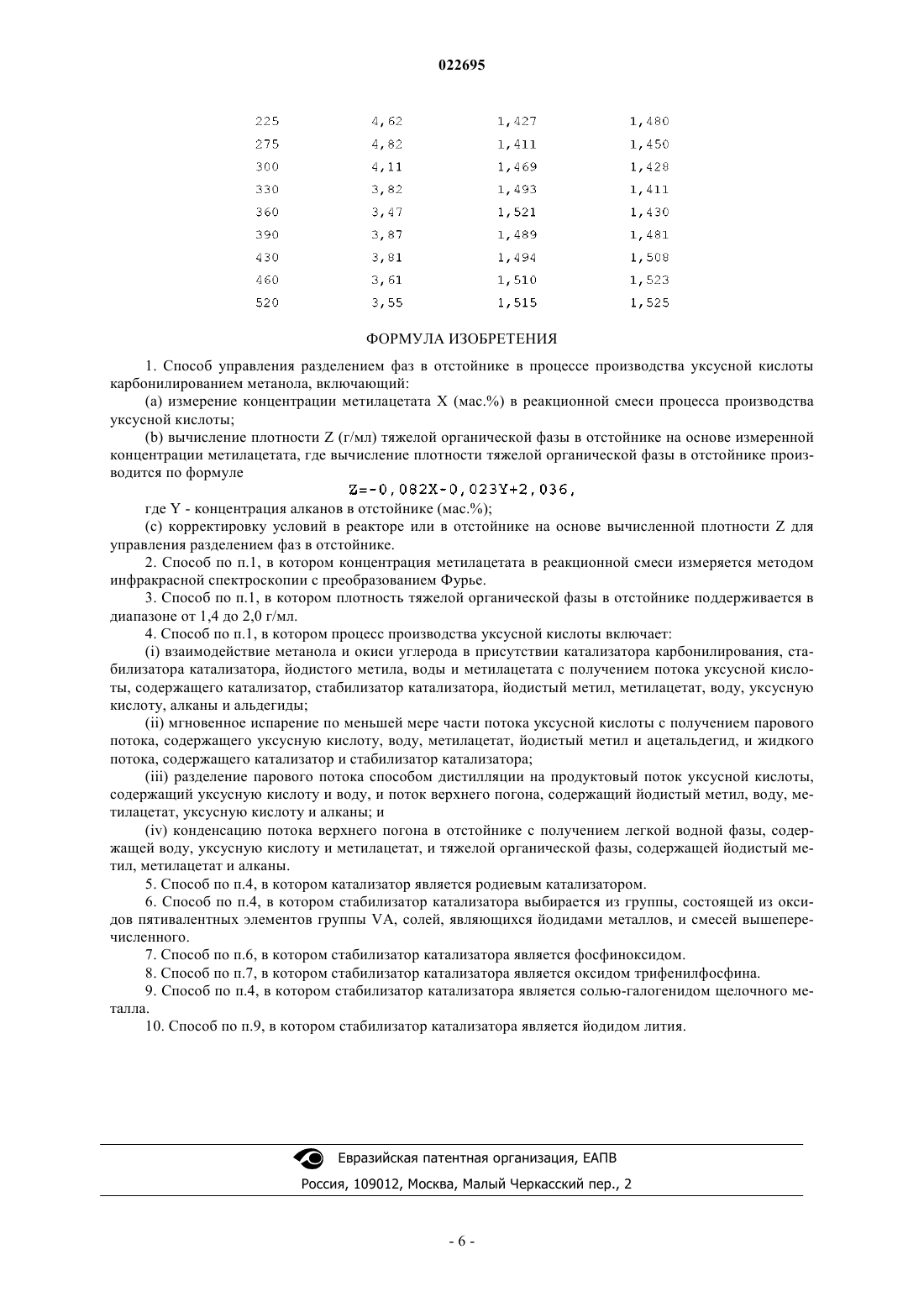
УПРАВЛЕНИЕ РАЗДЕЛЕНИЕМ ФАЗ В ОТСТОЙНИКЕ В ПРОЦЕССЕ ПРОИЗВОДСТВА УКСУСНОЙ КИСЛОТЫ Раскрыт способ управления разделением фаз в отстойнике производства уксусной кислоты по методу карбонилирования метанола. Способ включает измерение концентрации метилацетата в реакционной смеси, расчет плотности тяжелой органической фазы в отстойнике на основе измеренного значения концентрации метилацетата и корректировку условий в реакторе или в отстойнике для обеспечения разделения фаз в отстойнике. Область техники, к которой относится изобретение Изобретение относится к получению уксусной кислоты. Более подробно, изобретение относится к способу управления разделением фаз в отстойнике в процессе производства уксусной кислоты. Уровень техники Процесс получения уксусной кислоты карбонилированием метанола состоит из нескольких этапов,включая реакцию, импульсное испарение, дистилляцию легких фракций, разделение фаз, дистилляцию тяжелых фракций и т.д. Реакция карбонилирования осуществляется путем взаимодействия метанола и окиси углерода в присутствии катализатора карбонилирования, стабилизатора катализатора, йодистого метила, воды и метилацетата для производства потока уксусной кислоты, содержащего катализатор, стабилизатор катализатора, йодистый метил, метилацетат, воду и уксусную кислоту. Поток уксусной кислоты подвергается импульсному нагреву для получения потока пара, содержащего уксусную кислоту, воду,метилацетат, йодистый метил и ацетальдегид, и жидкого потока, содержащего катализатор и стабилизатор катализатора. Поток пара подвергается дистилляции легкой фракции, чтобы сформировать поток сырой уксусной кислоты, включающий уксусную кислоту и воду, и поток верхнего погона, содержащий йодистый метил, воду, метилацетат и уксусную кислоту. Поток верхнего погона конденсируется в отстойник для получения легкой водной фазы, содержащей воду, уксусную кислоту и метилацетат, и тяжелой органической фазы, содержащей йодистый метил и метилацетат. Тяжелая органическая фаза возвращается в реактор карбонилирования. Йодистый метил является промотором катализатора карбонилирования и стоит дорого. Таким образом, разделение фаз в отстойнике является важным этапом в процессе получения уксусной кислоты. В патенте США 6677480 раскрыт способ, включающий измерение плотности тяжелой органической фазы в отстойнике и использование значения плотности для регулировки потока метанола и температуры в реакционной зоне, чтобы оптимизировать условия в реакторе. Однако, схема управления, раскрытая в этом патенте, не может эффективно управлять разделением фаз в отстойнике, поскольку отстойник по технологической схеме отстоит от реактора на три стадии технологического процесса. Таким образом, любые изменения в реакторных условиях в ответ на измерения плотности тяжелой органической фазы в отстойнике не могут эффективно устранить проблему разделения фаз в отстойнике из-за задержки измерения. Таким образом, необходимы новые методы для управления разделением фаз в отстойнике в процессе производства уксусной кислоты. В идеале, новый метод позволяет управлять разделением фаз в отстойнике путем измерения состава реакционной смеси, прогнозирования его влияния на разделение фаз в отстойнике, а затем корректировки условий в реакторе или в отстойнике в соответствии с прогнозом. Сущность изобретения Процесс получения уксусной кислоты карбонилированием метанола состоит из нескольких этапов,включая реакцию, импульсное испарение, дистилляцию легких фракций, разделение фаз, дистилляцию тяжелых фракций и т.д. Реакция карбонилирования осуществляется путем взаимодействия метанола и окиси углерода в присутствии катализатора карбонилирования, стабилизатора катализатора, йодистого метила, воды и метилацетата с получением потока уксусной кислоты, содержащего катализатор, стабилизатор катализатора, йодистый метил, метилацетат, воду, уксусную кислоту и ацетальдегид. Поток уксусной кислоты подвергается импульсному нагреву для получения потока пара, содержащего уксусную кислоту, воду, метилацетат и йодистый метил, и жидкого потока, содержащего катализатор и стабилизатор катализатора. Поток пара подвергается дистилляции легкой фракции, чтобы сформировать поток сырой уксусной кислоты, включающий уксусную кислоту и воду, и поток верхнего погона, содержащий йодистый метил, воду, метилацетат и уксусную кислоту. Поток верхнего погона часто содержит побочные продукты карбонилирования, такие как альдегиды и алканы. Поток верхнего погона конденсируется в отстойник для получения легкой водной фазы, содержащей воду, уксусную кислоту, метилацетат и альдегиды, и тяжелой органической фазы, содержащей йодистый метил, метилацетат и алканы. Тяжелая органическая фаза возвращается в реактор карбонилирования. Стадия разделения фаз имеет решающее значение, потому что она гарантирует эффективную рециркуляцию йодистого метила. Изобретение описывает способ, который эффективно управляет фазовым разделением в отстойнике. Способ включает измерение концентрации метилацетата в реакционной смеси, вычисление плотности тяжелой органической фазы в отстойнике в соответствии с измеренной концентрацией метилацетата и корректировку условий в реакторе или в отстойнике по результатам измерения для обеспечения разделения фаз в отстойнике. Авторы обнаружили, что концентрация метилацетата в реакционной смеси непосредственно соответствует его концентрации в тяжелой органической фазе отстойника, которая, в свою очередь, влияет на плотность тяжелой органической фазы отстойника и на разделение фаз в отстойнике. Способ по изобретению обеспечивает связь между разделением фаз в отстойнике и условиями в реакторе, и поэтому для протекания фазового разделения в отстойнике можно делать своевременную корректировку условий в реакторе. Подробное описание изобретения Данное изобретение относится к способу управления разделением фаз в отстойнике при производстве уксусной кислоты по методу карбонилирования метанола. Реакция карбонилирования обычно проводится в присутствии катализатора карбонилирования и стабилизатора катализатора. Подходящие катализаторы карбонилирования включают те, которые известны в уксуснокислотной промышленности. Примеры подходящих катализаторов карбонилирования включают родиевые и иридиевые катализаторы. Подходящие родиевые катализаторы описаны, например, в патенте США 5817869. Подходящие катализаторы включают сам металлический родий и соединения родия. Предпочтительно родиевые соединения выбираются из группы, состоящей из солей родия, окислов родия, ацетатов родия, родиевоорганических соединений, координационных соединений родия и им подобных и смесей вышеперечисленного. Более предпочтительно соединения родия выбираются из группы, состоящей из Rh2(CO)4I2,Rh2(CO)4Br2, Rh2(CO)4Cl2, Rh(CH3CO2)2, Rh(CH3CO2)3, [H]Rh(CO)2I2, им подобных и смесей вышеперечисленного. Наиболее предпочтительно соединения родия выбираются из группы, состоящей из[Н]Rh(CO)2I2, Rh(CH3CO2)3, им подобных и смесей вышеперечисленного. Подходящие иридиевые катализаторы описаны, например, в патенте США 5932764. Подходящие иридиевые катализаторы включают сам металлический иридий и соединения иридия. Примеры подходящих иридиевых соединений включают IrCl3, IrI3, IrBr3, [Ir(CO)2I]2, [Ir(CO)2Cl]2, [Ir(CO)2Br]2,[Ir(СО)4I2]-Н+, [Ir(СО)2Br2]-H+, [Ir(СО)2I2]-H+, [Ir(CH3)I3(СО)2]-H+, Ir4(CO)12, IrCl34H2O, IrBr34H2O,Ir3(CO)12, Ir2O3, IrO2, Ir(acac)(CO)2, Ir(acac)3, Ir(Ac)3, [Ir3O(OAc)6(H2O)3][OAc] и H2[IrCl6]. Предпочтительно соединения иридия выбираются из группы, состоящей из ацетатов, оксалатов,ацетоацетатов, им подобных и смесей вышеперечисленного. Более предпочтительно соединения иридия являются ацетатами. Иридиевый катализатор предпочтительно использовать с сокатализатором. Предпочтительные сокатализаторы включают металлы и металлические соединения, выбранные из группы, состоящей из осмия, рения, рутения, кадмия, ртути, цинка, галлия, индия и вольфрама, их соединений, им подобных и смесей вышеперечисленного. Более предпочтительные сокатализаторы выбираются из группы, состоящей из соединений рутения и соединений осмия. Наиболее предпочтительными сокатализаторами являются соединения рутения. Предпочтительно сокатализаторы не содержат хлоридов, например являются ацетатами. Предпочтительно реакция проводится в присутствии стабилизатора катализатора. Подходящие стабилизаторы катализатора включают те, которые известны в отрасли. В общем, существует два типа стабилизаторов катализатора. Первый тип стабилизаторов катализатора является йодидом металла, таким как йодид лития. Второй тип стабилизаторов катализатора является несолевым стабилизатором. Предпочтительными несолевыми стабилизаторами являются оксиды пятивалентной группы VA (см. патент США 5817869). Фосфиноксиды являются более предпочтительными. Оксиды трифенилфосфина являются наиболее предпочтительными. Реакция карбонилирования проводится в присутствии воды. Предпочтительно концентрация присутствующей воды составляет примерно от 2 до 14 мас.% в пересчете на общую массу реакционной среды. Более предпочтительно, чтобы концентрация воды составляла примерно от 2 до 10 мас.%. Наиболее предпочтительно, чтобы концентрация воды составляла примерно от 4 до 8 мас.%. Реакция проводится в присутствии метилацетата. Метилацетат может быть образован на месте. Если желательно, метилацетат может быть добавлен в качестве исходного материала в реакционную смесь. Предпочтительно, чтобы концентрация метилацетата составляла примерно от 2 до 20 мас.% в пересчете на общую массу реакционной среды. Более предпочтительно, чтобы концентрация метилацетата составляла примерно от 2 до 16 мас.%. Наиболее предпочтительно, чтобы концентрация метилацетата составляла примерно от 2 до 8 мас.%. В качестве альтернативы для реакции карбонилирования можно использовать метилацетат или смесь метилацетата и метанола из побочных продуктов гидролиза/метанолиза поливинилацетата. Предпочтительно реакция проводится в присутствии йодистого метила. Йодистый метил является промотором катализатора. Предпочтительно, чтобы концентрация йодистого метила составляла примерно от 0,6 до 36 мас.% в пересчете на общую массу реакционной среды. Более предпочтительно, чтобы концентрация йодистого метила составляла примерно от 4 до примерно 24 мас.%. Наиболее предпочтительно, чтобы концентрация йодистого метила составляла примерно от 6 до 20 мас.%. Кроме того, йодистый метил может быть получен непосредственно в реакторе карбонилирования путем добавления йодистого водорода (HI). Водород также может подаваться в реактор. Добавление водорода может повысить эффективность карбонилирования. Предпочтительно, чтобы концентрация водорода составляла приблизительно от 0,1 до 5 мол.% от окиси углерода в реакторе. Более предпочтительно, чтобы концентрация водорода составляла приблизительно от 0,3 до 3 мол.% от окиси углерода в реакторе. Метанол и окись углерода подаются в реактор карбонилирования. Подача метанола на реакцию карбонилирования может осуществляться из установки получения синтез-газа/метанола или любого другого источника. Метанол не взаимодействует непосредственно с окисью углерода с образованием уксусной кислоты. Он преобразуется в йодистый метил йодистым водородом, присутствующим в реакторе, а-2 022695 затем вступает в реакцию с окисью углерода и водой, давая уксусную кислоту и регенерируя йодистый водород. Окись углерода становится не только частью молекулы уксусной кислоты, но также играет важную роль в формировании и стабильности активного катализатора. Реакция карбонилирования предпочтительно проводится при температуре в диапазоне примерно от 150 до 250C. Более предпочтительно реакцию проводить при температуре в диапазоне примерно от 150 до 200C. Реакция карбонилирования предпочтительно проводится при давлении в диапазоне примерно от 1380 до 13800 кПа. Более предпочтительно реакцию проводят при давлении в диапазоне примерно от 2000 до приблизительно 3450 кПа. Продуктовый поток уксусной кислоты выводится из реактора и разделяется при помощи импульсного нагрева на жидкую фракцию, содержащую катализатор и стабилизатор катализатора, и паровую фракцию, содержащую уксусную кислоту, реагенты, воду, йодистый метил и примеси, образующиеся во время реакции карбонилирования, в том числе ацетальдегид. Жидкая фракция предпочтительно возвращается в реактор карбонилирования. Паровая фракция затем подается в ректификационную колонну. Ректификационная колонна, так называемая "колонна дистилляции легких фракций", отделяет верхний погон, содержащий йодистый метил, воду, метанол, метилацетат и ацетальдегид, от потока уксусной кислоты, содержащего уксусную кислоту, небольшое количество воды и тяжелые примеси, такие как пропионовая кислота. Поток уксусной кислоты может быть подан в сушильную колонну для удаления воды и затем подвергнут так называемой "дистилляции тяжелых фракций" для удаления тяжелых примесей. Верхний погон дистилляции легких фракций предпочтительно состоит из йодистого метила (примерно от 60 до 90 мас.%), метилацетата (примерно от 5 до 15 мас.%), уксусной кислоты (примерно от 1 до 10 мас.%), воды (1 мас.% или менее), алканов (примерно от 1 до 10 мас.%) и ацетальдегида (около 2 мас.% или меньше) в расчете на общую массу верхнего погона. Верхний погон конденсируется и разделяется в отстойнике на легкую водную фазу и тяжелую органическую фазу. Тяжелая органическая фаза включает в себя йодистый метил и ацетальдегид. Легкая водная фаза содержит воду, уксусную кислоту и метилацетат. Водную фазу предпочтительно возвращают в реактор или на дистилляцию легких фракций. Способ по изобретению включает измерение концентрации метилацетата в реакционной смеси,расчет плотности тяжелой органической фазы в отстойнике в соответствии с измеренной концентрацией метилацетата и корректировку условий в реакторе или в отстойнике для обеспечения фазового разделения в отстойнике. Для измерения концентрации метилацетата могут быть использованы любые подходящие методы. Предпочтительно, чтобы концентрация метилацетата измерялась методом инфракрасной спектроскопии с Фурье-преобразованием FTIR. Предпочтительно, чтобы концентрация метилацетата измерялась с помощью зонда нарушенного полного внутреннего отражения (ATR) с подходящим материалом кристалла. Передача светового сигнала детектора может быть осуществлена с помощью световода, халькогенидного волокна или с помощью других способов, известных специалистам в данной области инфракрасной спектроскопии. С использованием схожей методики анализа этот зонд может быть помещен либо в реактор, либо в поток, отбираемый из реактора, чтобы обеспечить возможность онлайнового анализа. В качестве альтернативы поток, отбираемый из реактора, пропускается через инфракрасный анализатор, в котором поток проходит либо через ячейку ATR, либо через передающую ячейку. Предпочтительно, чтобы использовался непрерывный поток, и реакционная смесь затем возвращалась в реакционную систему через бак импульсного нагрева (низкого давления). С помощью регулятора противодавления или аналогичного устройства, расположенного после того, как раствор прошел через ячейки,в ячейках, по сути, не происходит падения давления. Это гарантирует, что анализ проводится с минимальными отклонениями от давления в реакторе, в результате чего не происходит дегазации или образования пузырьков в ячейках. Температура в потоке, отбираемом из реактора, может быть любой между температурой окружающей среды и температурой процесса. Предпочтительно температурный диапазон составляет от 20 до 200C. Оптимальная температура определяется несколькими параметрами, такими как осаждение твердых веществ, совместимость окна ячейки или кристаллических материалов с технологическими условиями и регулирование реакции в потоке, отбираемом из реактора. Более предпочтительно диапазон температур потока, отбираемого из реактора, составляет от 30 до 120C. Как правило, нежелательно работать при температуре, равной или ниже 30C, поскольку реакционная смесь демонстрирует растущую склонность к образованию осадка при понижении температуры. Также предпочтительно работать при температуре, равной или ниже 120C, для того, чтобы реакция существенно гасилась в линии отбора, гарантируя тем самым, что измеренная концентрация действительно отражает концентрацию в реакторе непосредственно перед отбором пробы. В зависимости от выбранной температуры окно ячейки или кристаллический материал могут быть выбраны из различных материалов, включая CaF2, ZnS, сапфир, AMTIR (композит Se-Ge-As), Ge, ZnSe,Si, алмаз, KRS-5 (бромйодид таллия) и кубический цирконий. Природа этих материалов в терминах состава, диапазонов пропускания, а также других свойств хорошо известна специалистам в данной области спектроскопии, и эти сведения легкодоступны в литературе по спектроскопии в материалах поставщиков. В предпочтительном варианте осуществления данного изобретения, включающем передающую-3 022695 ячейку на линии отбора реакционной смеси, используются сапфировые окна. Сапфир имеет подходящий диапазон пропускания для проведения анализа. Он также имеет хорошую механическую прочность, химическую стойкость и устойчивость к вытравливанию в вышеописанном процессе. Измерение может быть проведено путем анализа в комбинации выбранных спектральных диапазонов: традиционной средней (от 400 до 4000 см-1) и расширенной средней (от 4000 до 7000 см-1) инфракрасных областей. Один из вариантов содержит две передающие ячейки и два детектора, при этом реакционная смесь последовательно проходит через обе ячейки. Эти ячейки отличаются только длиной пути. Одна ячейка имеет длину пути от 0,05 до 0,15 мм, которая позволяет проводить анализ в спектральной области от 1800 до 5600 см-1 и тем самым включает в себя часть традиционной средней и расширенной средней инфракрасных областей. Вторая ячейка имеет длину пути от 0,2 до 3,0 мм, что позволяет проводить анализ только в расширенной средней инфракрасной области. Различные длины пути в ячейках используются как для противодействия сильному поглощению уксусной кислотой, так и для получения преимуществ за счет использования двух различных спектроскопических областей для определения компонентов реакционной смеси. При необходимости измерение концентрации метилацетата может осуществляться с помощью одной передающей ячейки и одного детектора. В зависимости от выбранной длины пути в ячейке могут быть использованы различные спектральные диапазоны. Ячейка с длиной пути от 0,05 до 0,15 мм, как описано выше, позволяет выделять все компоненты, поглощающие в спектральной области 1800-5600 см-1. Эта область обычно упоминается как область, не содержащая "отпечатков пальцев", и включает в себя части как традиционной средней инфракрасной области, так и расширенной средней инфракрасной области спектра, как указано выше. С другой стороны, ячейка с намного более короткой длиной пути от 0,005 до 0,015 мм позволяет получить доступ как к области "отпечатков пальцев" (1800-400 см-1), так и к области, не содержащей "отпечатков пальцев" (1800-5600 см-1). Такая короткая длина пути также может быть эффективно достигнута при использовании ATR-кристалла вместо передающей ячейки. Как известно специалистам в данной области, использование одной ячейки илиATR-кристалла в анализе реакционной смеси уксусной кислоты включает в себя принятие компромиссного решения между шириной анализируемого инфракрасного спектра и количественной точностью определения концентрации некоторых компонентов в смеси. Способ по изобретению включает в себя вычисление плотности тяжелой органической фазы в отстойнике на основе измеренной концентрации метилацетата в реакционной смеси. Предпочтительно плотность Z (г/мл) тяжелой органической фазы в отстойнике рассчитывается по следующей формуле: где X представляет собой концентрацию метилацетата в реакционной смеси;Y является концентрацией алканов в тяжелой органической фазе в отстойнике.X и Y измеряются в массовых процентах в расчете на общую массу реакционной смеси или тяжелой органической фазы в отстойнике. Приведенное выше уравнение получено путем измерения значенийZ, X и Y в производственном процессе получения уксусной кислоты и построения зависимостей значения Z от значений X и Y. Значения Z измеряются при температуре окружающей среды (от 25 до 35C). Концентрация алканов Y может быть измерена с помощью любых подходящих методов, таких как газовая хроматография и FTIR. В отличие от метилацетата, который является промежуточным продуктом карбонилирования метанола до уксусной кислоты, алканы являются побочными продуктами карбонилирования. Концентрация алканов в реакционной смеси обычно очень мала и колеблется в небольших пределах. Тем не менее, алканы могут концентрироваться в тяжелой органической фазе в отстойнике и влиять на разделение фаз из-за их низкой плотности (примерно 0,75 г/мл). Таким образом, более удобным и точным является измерение концентрации алканов в тяжелой органической фазе в отстойнике, хотя настоящее изобретение не исключает измерения концентрации алканов в реакционной смеси и прогнозирования их концентрации в тяжелой органической фазе в отстойнике. Способ по изобретению представляет собой корректировку условий в реакторе или в отстойнике на основе расчетной плотности тяжелой органической фазы в отстойнике для обеспечения фазового разделения. Предпочтительно, чтобы плотность тяжелой органической фазы в отстойнике поддерживалась в пределах 1,3-2,0 г/мл, более предпочтительно - в диапазоне 1,4-2,0 г/мл. Когда расчетная плотность ниже этого диапазона, то это означает, что концентрация метилацетата или концентрация алканов, или их комбинация слишком высока, потому что плотность метилацетата (0,9 г/мл) и алканов (около 0,75 г/мл) значительно ниже, чем плотность йодистого метила (2,3 г/мл). Высокая концентрация метилацетата в тяжелой органической фазе в отстойнике приведет к медленному или неполному фазовому разделению в отстойнике. Низкая плотность тяжелой органической фазы в отстойнике также будет влиять на производительность насоса тяжелой органической фазы, который зачастую проектируется для определенного диапазона плотности. Высокая концентрация метилацетата в реакторе смеси сигнализирует о том, что скорость подачи метилацетата слишком высока или скорость преобразования метилацетата в уксусную кислоту слишком низка. В этом случае может быть уменьшена скорость подачи метилацетата или может быть увеличена температура реакции карбонилирования, чтобы ускорить преобразование метилацетата в уксусную кислоту. Когда расчетная плотность тяжелой органической фазы в отстойнике выше предпочтительного диапазона значений, это часто означает, что концентрация йодистого метила слишком высо-4 022695 ка. Высокая концентрация йодистого метила, хотя она и способствует разделению фаз в отстойнике, часто сигнализирует о том, что метилацетата в реакторе недостаточно. Эта недостаточность, в свою очередь,говорит о том, что скорость подачи метилацетата слишком мала и может быть увеличена. В качестве альтернативного варианта могут быть скорректированы условия в отстойнике в соответствии с расчетной плотностью тяжелой органической фазы в отстойнике. Например, если расчетная плотность тяжелой органической фазы в отстойнике является слишком низкой, в отстойник может быть добавлено дополнительное количество воды для облегчения разделения фаз. Также в отстойник может быть введено дополнительное количество йодистого метила для облегчения разделения фаз. Есть много других способов корректировать условия в реакторе или условия в отстойнике для обеспечения фазового разделения в отстойнике. Следующий пример всего лишь иллюстрирует изобретение. Специалисту в данной области техники будет понятно, что существует множество вариаций, которые находятся в пределах сущности изобретения и объема формулы настоящего изобретения. Пример. Проводился непрерывный процесс карбонилирования метанола. Концентрация метилацетата в реакционной смеси целенаправленно изменялась, при этом наблюдались изменения плотности тяжелой органической фазы в отстойнике. Концентрация метилацетата в реакционной смеси и данные о плотности тяжелой органической фазы в отстойнике были получены для периода времени в 2,5 ч. Было установлено, что концентрация алканов в тяжелой органической фазе в отстойнике, измеренная с помощью FTIR, оставалась практически неизменной (около 7,5 мас.%) в течение всего эксперимента. Затем была построена зависимость плотности тяжелой органической фазы в отстойнике от концентрации метилацетата, и получена обратная линейная корреляция с R20,99. Результирующее корреляционное уравнение выглядит следующим образом: где Z - плотность тяжелой органической фазы в отстойнике;X - концентрация метилацетата в реакционной смеси. Поскольку алканы, в дополнение к метилацетату, также могут существенно повлиять на плотность тяжелой органической фазы в отстойнике, уравнение (1) было модифицировано путем включения члена,который количественно описывает влияние алканов на плотность тяжелой органической фазы в отстойнике. Эта модификация основана на том, что алканы, обычно наблюдаемые в процессе (С 6-С 14), имеют плотность около 0,75 г/мл. В отношении плотности тяжелой органической фазы в отстойнике это соответствует уменьшению плотности тяжелой органической фазы примерно на 0,023 г/мл на 1 мас.% алканов в тяжелой органической фазе. Модифицированное уравнение, которое содержит член для концентрации алканов в тяжелой органической фазе, выглядит следующим образом: где Y - массовый % содержания алканов в тяжелой фазе. Уравнение (2) применяется для коммерческого процесса производства уксусной кислоты. Концентрация алканов в отстойнике составляет около 10 мас.%. В табл. 1 приведены концентрация метилацетата в реакционной смеси, измеренная плотность тяжелой органической фазы в отстойнике и рассчитанная плотность тяжелой органической фазы в отстойнике. Результаты, приведенные в таблице, показывают,что измеренная и расчетная плотности очень близки. Экспериментальные результаты ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ управления разделением фаз в отстойнике в процессе производства уксусной кислоты карбонилированием метанола, включающий:(a) измерение концентрации метилацетата X (мас.%) в реакционной смеси процесса производства уксусной кислоты;(b) вычисление плотности Z (г/мл) тяжелой органической фазы в отстойнике на основе измеренной концентрации метилацетата, где вычисление плотности тяжелой органической фазы в отстойнике производится по формуле где Y - концентрация алканов в отстойнике (мас.%);(с) корректировку условий в реакторе или в отстойнике на основе вычисленной плотности Z для управления разделением фаз в отстойнике. 2. Способ по п.1, в котором концентрация метилацетата в реакционной смеси измеряется методом инфракрасной спектроскопии с преобразованием Фурье. 3. Способ по п.1, в котором плотность тяжелой органической фазы в отстойнике поддерживается в диапазоне от 1,4 до 2,0 г/мл. 4. Способ по п.1, в котором процесс производства уксусной кислоты включает:(i) взаимодействие метанола и окиси углерода в присутствии катализатора карбонилирования, стабилизатора катализатора, йодистого метила, воды и метилацетата с получением потока уксусной кислоты, содержащего катализатор, стабилизатор катализатора, йодистый метил, метилацетат, воду, уксусную кислоту, алканы и альдегиды;(ii) мгновенное испарение по меньшей мере части потока уксусной кислоты с получением парового потока, содержащего уксусную кислоту, воду, метилацетат, йодистый метил и ацетальдегид, и жидкого потока, содержащего катализатор и стабилизатор катализатора;(iii) разделение парового потока способом дистилляции на продуктовый поток уксусной кислоты,содержащий уксусную кислоту и воду, и поток верхнего погона, содержащий йодистый метил, воду, метилацетат, уксусную кислоту и алканы; и(iv) конденсацию потока верхнего погона в отстойнике с получением легкой водной фазы, содержащей воду, уксусную кислоту и метилацетат, и тяжелой органической фазы, содержащей йодистый метил, метилацетат и алканы. 5. Способ по п.4, в котором катализатор является родиевым катализатором. 6. Способ по п.4, в котором стабилизатор катализатора выбирается из группы, состоящей из оксидов пятивалентных элементов группы VA, солей, являющихся йодидами металлов, и смесей вышеперечисленного. 7. Способ по п.6, в котором стабилизатор катализатора является фосфиноксидом. 8. Способ по п.7, в котором стабилизатор катализатора является оксидом трифенилфосфина. 9. Способ по п.4, в котором стабилизатор катализатора является солью-галогенидом щелочного металла. 10. Способ по п.9, в котором стабилизатор катализатора является йодидом лития.
МПК / Метки
МПК: C07C 51/12, C07C 51/48, C07C 53/12, C07C 51/44
Метки: уксусной, отстойнике, кислоты, управление, процессе, производства, разделением, фаз
Код ссылки
<a href="https://eas.patents.su/7-22695-upravlenie-razdeleniem-faz-v-otstojjnike-v-processe-proizvodstva-uksusnojj-kisloty.html" rel="bookmark" title="База патентов Евразийского Союза">Управление разделением фаз в отстойнике в процессе производства уксусной кислоты</a>
Интегрированный способ производства уксусной кислоты и метанола
Номер патента: 7455
Опубликовано: 27.10.2006
Автор: Тайбот Дэниэл Марсель
МПК: C01B 3/00, C01B 3/38, C01B 3/02...
Метки: интегрированный, метанола, способ, уксусной, кислоты, производства
Формула / Реферат:
1. Способ получения сингаза для производства метанола или производных метанола, включающий стадии объединения водородсодержащего потока с сырьевым потоком природного газа, содержащего высшие углеводороды, с образованием водородсодержащего сырьевого потока; введения в контакт указанного сырьевого потока с катализатором гидрогенизации при температуре гидрогенизации для получения подогретого потока с пониженным содержанием высших углеводородов;...
Интегрированный способ производства уксусной кислоты и метанола
Номер патента: 8283
Опубликовано: 27.04.2007
Автор: Тайбот Дэниэл Марсель
МПК: C01B 3/00, C01B 3/02, C01B 3/38...
Метки: способ, кислоты, уксусной, метанола, производства, интегрированный
Формула / Реферат:
1. Способ получения сингаза для производства метанола или производных метанола, включающий стадии подачи углеводорода, пара и кислорода в автотермическую установку реформинга для получения скорректированного по составу сингаза, содержащего, по меньшей мере, водород, оксид углерода и, необязательно, двуокись углерода, в котором не скорректированный по составу сингаз имеет значение молярного коэффициента R менее 2, где коэффициент R равен...
Получение уксусной кислоты
Номер патента: 22070
Опубликовано: 30.10.2015
Авторы: Бртко Вейн Дж., Фитцпатрик Майкл Е., Нгуйен Чук Ту, Салисбери Брайан А.
МПК: C07C 51/12, C07C 53/08, C07C 51/44...
Метки: уксусной, получение, кислоты
Формула / Реферат:
1. Способ получения уксусной кислоты, включающий:(a) проведение реакции между метанолом и монооксидом углерода в присутствии катализатора карбонилирования, стабилизатора катализатора, метилиодида, воды и метилацетата с получением реакционной смеси, содержащей уксусную кислоту, воду, метилацетат, метилиодид, катализатор, стабилизатор катализатора и альдегиды;(b) мгновенное испарение по меньшей мере части реакционной смеси с получением парового...
Автотермический реформинг- процесс для комплексного производства уксусной кислоты и метанола
Номер патента: 11478
Опубликовано: 28.04.2009
Автор: Тибот Дэниэл Марсель
МПК: C07C 51/12, C07C 29/151, C07C 31/04...
Метки: реформинг, метанола, уксусной, кислоты, производства, процесс, автотермический, комплексного
Формула / Реферат:
1. Способ производства метанола и уксусной кислоты, отличающийся интеграцией стадий автотермического реформинга потока углеводорода с использованием кислорода, пара и двуокиси углерода для получения потока синтез-газа, отделения части потока синтез-газа в поток с повышенным содержанием двуокиси углерода, поток с повышенным содержанием водорода и поток с повышенным содержанием оксида углерода, рециркуляции потока с повышенным содержанием двуокиси...
Новые многокомпонентные кристаллы из этилового эфира [2-амино-6-(4-фторбензиламино)пиридин-3-ил]карбамидовой кислоты и 2-[2-[(2,6-дихлорфенил)амино]фенил]уксусной кислоты
Номер патента: 22016
Опубликовано: 30.10.2015
Авторы: Терхааг Бернд, Квадан Азал, Хук Кристоф Мартин
МПК: A61P 25/04, A61P 29/00, A61K 31/44...
Метки: этилового, новые, кристаллы, кислоты, 2-амино-6-(4-фторбензиламино)пиридин-3-ил]карбамидовой, эфира, 2-[2-[(2,6-дихлорфенил)амино]фенил]уксусной, многокомпонентные
Формула / Реферат:
1. Многокомпонентный кристалл, отличающийся тем, что он состоит из этилового эфира [2-амино-6-(4-фторбензиламино)пиридин-3-ил]карбамидовой кислоты (флупиртина) и 2-[2-[(2,6-дихлорфенил)амино]фенил]уксусной кислоты (диклофенака) и имеет рентгеновскую порошковую дифрактограмму с характерным пиком 2θ=6,1±0,2°.2. Многокомпонентный кристалл по п.1, в котором молярное отношение этилового эфира...
Предыдущий патент: Клей с буферной системой
Следующий патент: Способ превращения газообразных алканов в олефины и жидкие углеводороды
Случайный патент: Тетрациклические соединения, способ их получения и содержащие их фармацевтические композиции