Смазочная шестерня, способ ее изготовления и смазочное устройство
Формула / Реферат
1. Смазочная шестерня (1) для нанесения смазочного материала по меньшей мере на один находящийся в зацеплении с ней элемент, имеющая внешний зубчатый венец, в котором заканчивается по меньшей мере одно выпускное отверстие (8) для смазочного материала, и по меньшей мере две части (1a, 1b), выполненные с возможностью соединения друг с другом вдоль плоскости (Е) разъема, перпендикулярной оси вращения смазочной шестерни, при этом в плоскости (Е) разъема проходит по меньшей мере один канал (6) для смазочного материала, соединенный по меньшей мере с одним выпускным отверстием (8) смазочного материала, отличающаяся тем, что поверхность частей (1a, 1b) смазочной шестерни в области ее внешнего зубчатого венца имеет профилирование (10) в виде углублений, в которых может накапливаться смазочный материал, а в боковых поверхностях зубьев в осевом направлении проходят поперечные канавки (9), которые с одной стороны соединены с выпускными отверстиями (8) для смазочного материала, а с другой стороны открыты наружу для подачи смазочного материала на подлежащий смазке элемент.
2. Смазочная шестерня по п.1, отличающаяся тем, что части (1a, 1b) смазочной шестерни имеют, по существу, одинаковую конструкцию.
3. Смазочная шестерня по п.1 или 2, отличающаяся тем, что части (1a, 1b) смазочной шестерни выполнены с возможностью соединения друг с другом посредством резьбового соединения (2) и/или общей втулки (3).
4. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что части (1a, 1b) смазочной шестерни выполнены с возможностью соединения друг с другом посредством сопрягаемых друг с другом выступов (4) и углублений (5).
5. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что в частях (1a, 1b) смазочной шестерни предусмотрены радиально проходящие каналы и аксиально проходящие каналы (7), при этом каждый аксиально проходящий канал (7) сообщается с поверхностью внешнего зубчатого венца по меньшей мере через одно выпускное отверстие (8) для смазочного материала.
6. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют укороченный по сравнению с эвольвентными зубьями профиль зуба, при этом высота головки зубьев и/или ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба.
7. Смазочная шестерня по п.6, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют контур головки зуба, закругленный таким образом, что ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба.
8. Смазочная шестерня по п.6, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют контур головки зуба, подобный контуру головки эвольвентного зуба.
9. Смазочная шестерня по одному из пп.1-8, отличающаяся тем, что, по меньшей мере, некоторые из выпускных отверстий (8) для смазочного материала оканчиваются в боковых поверхностях зубьев смазочной шестерни (1) в области делительной окружности и/или в области между делительной окружностью и окружностью впадин.
10. Смазочная шестерня по одному из пп.1-9, отличающаяся тем, что обе части (1a, 1b) смазочной шестерни выполнены из полиуретана.
11. Смазочная шестерня по одному из пп.1-10, отличающаяся тем, что она предназначена для нанесения на находящийся в зацеплении с ней элемент консистентной смазки.
12. Смазочная шестерня по одному из пп.1-11, отличающаяся тем, что она выполнена с возможностью зацепления с цилиндрическим зубчатым колесом, коническим зубчатым колесом, винтовым зубчатым колесом, шестерней с торцевыми зубьями, шнеком, зубчатой рейкой или эллиптическим зубчатым колесом.
13. Смазочное устройство по меньшей мере с одной смазочной шестерней (1) по одному из предшествующих пунктов.
14. Коробка передач, содержащая по меньшей мере одно зубчатое колесо (2), находящееся в зацеплении со смазочной шестерней (1) по одному из пп.1-12.
15. Способ изготовления смазочной шестерни по одному из пп.1-12, согласно которому обе части (1a, 1b) смазочной шестерни изготавливают из полимерного материала методом литья с заливкой расплава в форму и/или методом литья под давлением, используя одну и ту же литейную форму или пресс-форму, с образованием указанных частей (1a, 1b) в виде формованных деталей.

Текст
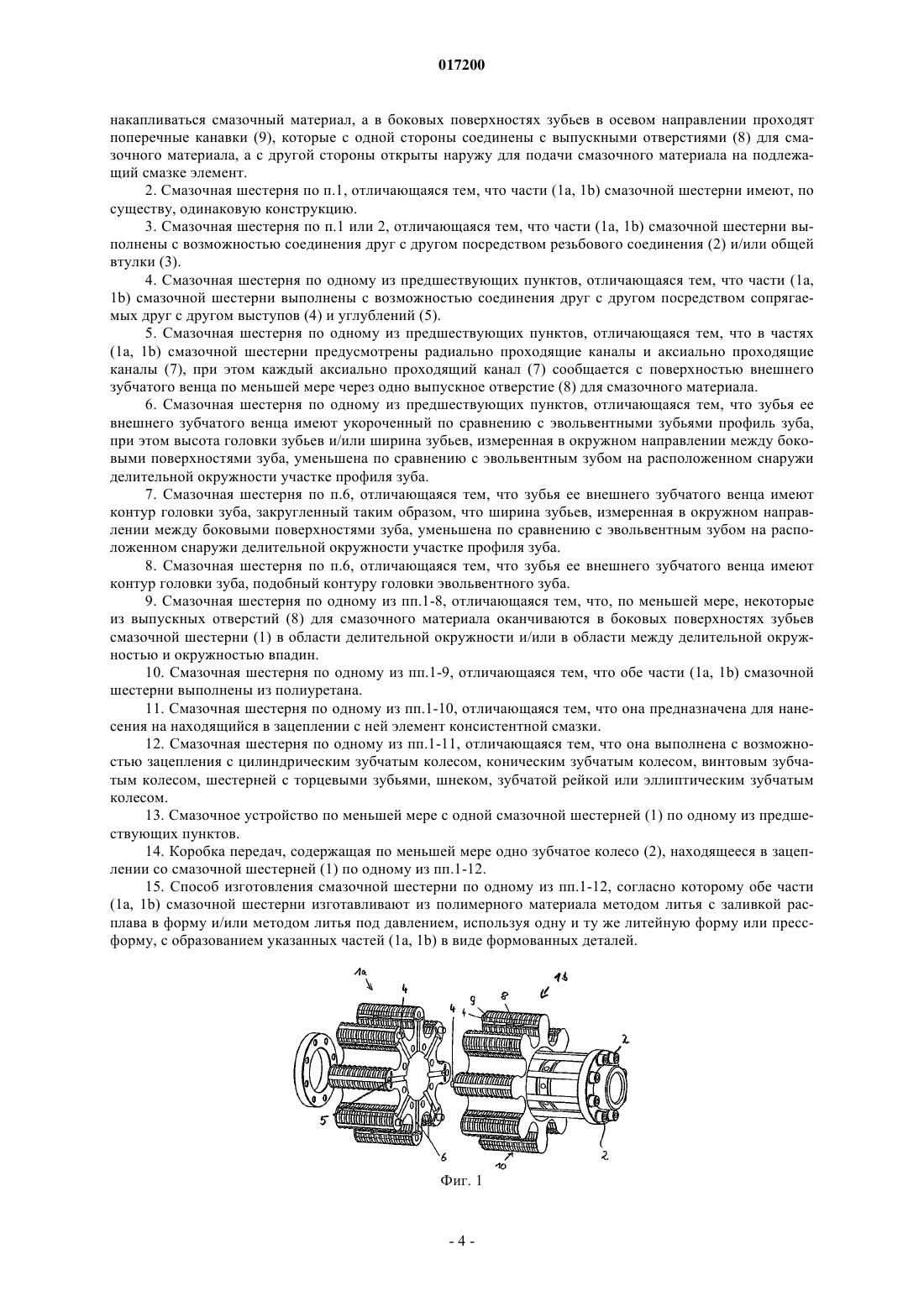
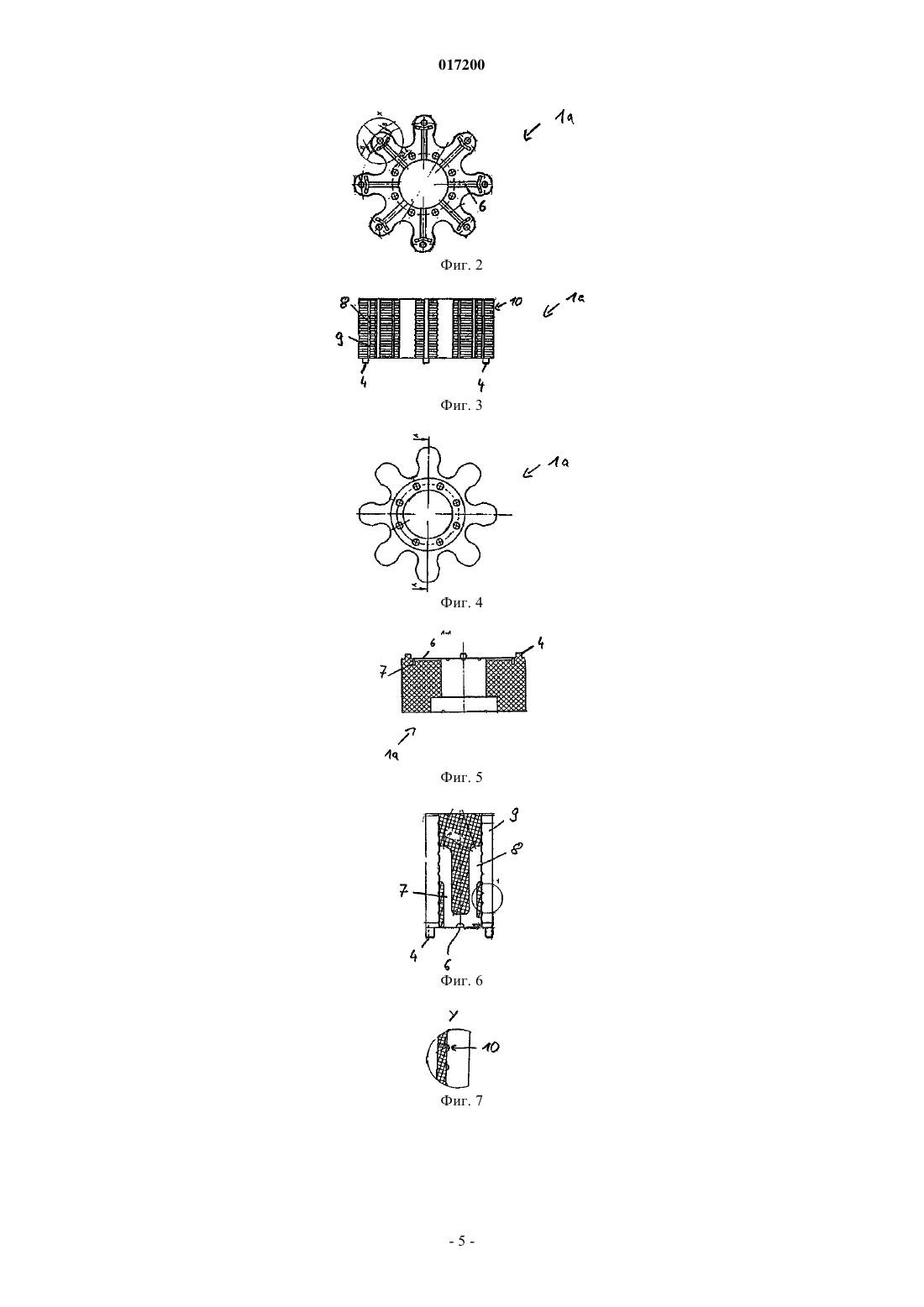
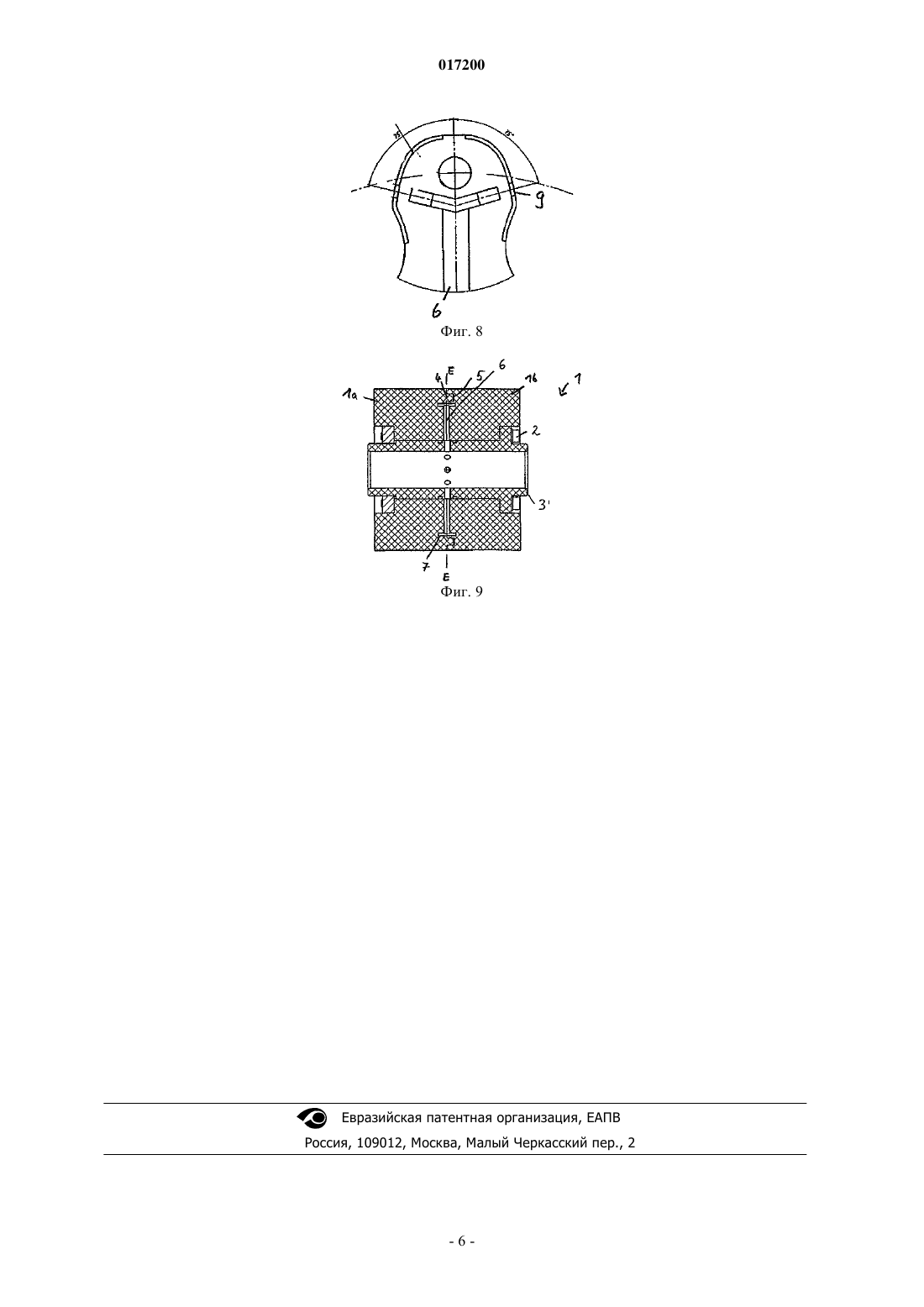
СМАЗОЧНАЯ ШЕСТЕРНЯ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СМАЗОЧНОЕ УСТРОЙСТВО Изобретение относится к смазочной шестерне (1) для нанесения смазочного материала по меньшей мере на один находящийся в зацеплении с ней элемент, имеющей внешний зубчатый венец, в котором заканчивается по меньшей мере одно выпускное отверстие (8) для смазочного материала, и по меньшей мере две части (1a, 1b), выполненные с возможностью соединения друг с другом вдоль плоскости (Е) разъема, перпендикулярной оси вращения смазочной шестерни, при этом в плоскости(Е) разъема проходит по меньшей мере один канал (6) для смазочного материала, соединенный по меньшей мере с одним выпускным отверстием (8) смазочного материала. Для обеспечения процесса смазки при временной остановке подачи смазочного материала поверхность частей (1a,1b) смазочной шестерни в области ее внешнего зубчатого венца имеет профилирование (10) в виде углублений, в которых может накапливаться смазочный материал, а в боковых поверхностях зубьев в осевом направлении проходят поперечные канавки (9), которые с одной стороны соединены с выпускными отверстиями (8) для смазочного материала, а с другой стороны открыты наружу для подачи смазочного материала на подлежащий смазке элемент. 017200 Изобретение относится к смазочной шестерне для нанесения смазочного материала по меньшей мере на один находящийся в зацеплении с ней элемент. Изобретение относится также к смазочному устройству для нанесения смазочного материала, прежде всего консистентной смазки, подаваемого, например, через смазочную линию смазочным насосом из резервуара по меньшей мере на одно зубчатое колесо или иной элемент, находящийся в зацеплении со смазочной шестерней. Кроме того, изобретение относится к коробке передач с предлагаемой в изобретении смазочной шестерней, а также к способу изготовления предлагаемой в изобретении смазочной шестерни. Подобное устройство для смазки зубчатых колес известно, например, из DE 20121923 U1. Смазочная шестерня, обозначенная там как модуль зубчатого венца, имеет наружный контур обычного зубчатого колеса с эвольвентными зубьями. Улучшенная смазочная шестерня вышеназванного типа также известна из DE 202006011330 U1. Задача данного изобретения заключается в разработке смазочной шестерни, которая была бы простой и экономичной в изготовлении и обеспечивала бы смазку взаимодействующих с ней элементов при временном прекращении подачи смазки. Эта задача согласно изобретению решена в смазочной шестерне для нанесения смазочного материала по меньшей мере на один находящийся в зацеплении с ней элемент, в частности зубчатое колесо,имеющей внешний зубчатый венец, в котором заканчивается по меньшей мере одно выпускное отверстие для смазочного материала, и по меньшей мере две части, выполненные с возможностью соединения друг с другом вдоль плоскости разъема, перпендикулярной оси вращения смазочной шестерни, при этом в плоскости разъема проходит по меньшей мере один канал для смазочного материала, соединенный по меньшей мере с одним выпускным отверстием смазочного материала. Для накопления смазочного материала, обеспечивающего продолжение процесса смазки при прерывании подачи смазочного материала,например при временной остановке смазочного насоса, поверхность частей предлагаемой смазочной шестерни в области ее внешнего зубчатого венца имеет профилирование в виде углублений, в которых может накапливаться смазочный материал, а в боковых поверхностях зубьев в осевом направлении проходят поперечные канавки, которые с одной стороны соединены с выпускными отверстиями для смазочного материала, а с другой стороны открыты наружу для подачи смазочного материала на подлежащий смазке элемент. Подача смазочного материала в предлагаемой смазочной шестерне предпочтительно организована через центральный, например, выполненный в валу, канал подачи смазочного материала, при этом смазочный материал внутри смазочной шестерни сначала распределяется, например, радиально изнутри наружу и затем также аксиально (в осевом направлении). Для этого в смазочной шестерне необходимо выполнить много отверстий и/или каналов, которые частично очень трудно изготавливать. Выполнение,например, радиально проходящих каналов к отдельным зубьям значительно упрощается, если эти каналы образуются при соединении частей смазочной шестерни, например двух частей, вдоль плоскости разъема таким образом, что каналы смазочной шестерни проходят в плоскости разъема. Предлагаемая в изобретении смазочная шестерня особенно экономична в изготовлении, если ее части имеют, по существу, одинаковую конструкцию. Одинаковая конструкция подлежащих соединению друг с другом частей смазочной шестерни не только снижает производственные расходы, так как для изготовления частей смазочной шестерни требуется меньше различных пресс-форм, но является также предпочтительной в отношении складских расходов, так как можно значительно уменьшить количество различных элементов, необходимых для конструкции смазочной шестерни. Части смазочной шестерни могут быть соединены друг с другом посредством резьбового соединения. В качестве альтернативы этому варианту или в дополнение к нему части смазочной шестерни также могут быть выполнены с возможностью соединения друг с другом посредством общей втулки. Далее части смазочной шестерни могут быть выполнены с возможностью соединения друг с другом посредством выступов и углублений, сопрягаемых друг с другом таким образом, что выступы точно входят в углубления для соединения частей смазочной шестерни. Это также может облегчить центрирование или выравнивание частей смазочной шестерни относительно друг друга. Согласно изобретению в частях смазочной шестерни могут быть предусмотрены радиально проходящие и аксиально проходящие каналы, при этом каждый аксиально проходящий канал сообщается с поверхностью внешнего зубчатого венца по меньшей мере через одно выпускное отверстие для смазочного материала. В этом случае также могут быть образованы гнезда или подобные резервуары смазочного вещества, которые делают возможным определенную аварийную смазку. В особо предпочтительном варианте выполнения предлагаемой в изобретении смазочной шестерни зубья ее внешнего зубчатого венца имеют укороченный по сравнению с эвольвентными зубьями профиль зуба, при этом высота головки зубьев и/или ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба. Для уменьшенной высоты головки снимается, прежде всего, уже имеющаяся вершина зуба. При этом высота головки вычисляется из половины разности наружного диаметра смазочной шестерни и делительного диаметра смазочной шестерни. Другими словами, высота головки обозначает высоту области каждого зуба, выступающую радиально нару-1 017200 жу над делительной окружностью. У эвольвентного зуба это, как правило, область зуба, оканчивающаяся острием. Если теперь эту высоту головки уменьшить по отношению к высоте головки эвольвентного зуба, зубья смазочной шестерни будут проникать менее глубоко в область ножки подлежащего смазке зубчатого колеса. Неожиданно было установлено, что таким образом достигается существенно лучшее распределение смазочного материала в областях, подверженных высоким трибологическим нагрузкам и предотвращается, прежде всего, нежелательное накопление смазочного материала в области ножки подлежащего смазке зубчатого колеса. То же самое применимо к уменьшению ширины зуба, измеренной между его боковыми поверхностями в окружном направлении на участке профиля зуба, расположенном снаружи делительной окружности, посредством чего также можно избежать того, что смазочный материал наносится на подлежащее смазке зубчатое колесо нерегулярно и неравномерно и, прежде всего, скапливается в области ножки зуба подлежащего смазке зубчатого колеса. Предпочтительно, чтобы высота головки зубьев внешнего зубчатого венца смазочной шестерни была уменьшена по отношению к эвольвентному зубу на величину примерно от 25 до 90%, прежде всего примерно от 25 до 80%. Особо благоприятным оказалось, если зубья внешнего зубчатого венца смазочной шестерни имеют примерно на 75% меньшую высоту головки по отношению к эвольвентному зубчатому зацеплению. Другими словами, высота головки составляет только примерно 25% теоретического профиля эвольвентного зубчатого венца. При этом уменьшение зубьев смазочной шестерни происходит только в расположенной радиально снаружи делительной окружности области, так как при уменьшении зубьев до находящегося ниже делительной окружности значения смазочной шестерне больше не будет передаваться вращение подлежащего смазке зубчатого колеса. Также возможно, что зубья внешнего зубчатого венца смазочной шестерни имеют высоту зуба,уменьшенную на величину примерно от 25 до 50% по отношению к эвольвентному зубу, прежде всего внешний зубчатый венец может иметь высоту головки зуба, уменьшенную примерно на 25%. Измененный согласно изобретению профиль с уменьшенной высотой головки может также быть изменен в контуре внешнего зубчатого венца по отношению к эвольвентному зубу. Так, зубья внешнего зубчатого венца смазочной шестерни могут иметь закругленный контур головки зуба. Это может происходить, например, посредством большего радиуса в области вершины головки зуба, который сбоку переходит в меньшие радиусы. При этом зубья внешнего зубчатого венца смазочной шестерни могут иметь контур головки зуба, закругленный таким образом, что ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба. Альтернативно этому также возможно предусмотреть любой другой контур головки зубьев внешнего зубчатого венца смазочной шестерни. Так, зубья внешнего зубчатого венца смазочной шестерни могут иметь контур головки зуба, подобный контуру головки эвольвентного зуба. Чтобы осуществить равномерное и хорошее снабжение смазываемого зубчатого колеса смазочным материалом, смазочная шестерня имеет предпочтительно несколько исходящих от подающей линии смазочного материала смазочных линий, каждая из которых оканчивается по меньшей мере в одном выпускном отверстии смазочного материала в одном из зубьев. Подающая линия смазочного материала, которая может быть соединена с резервуаром через смазочный насос, согласно предпочтительной форме осуществления изобретения расположена в области оси смазочной шестерни или в области, близкой к оси смазочной шестерни. В дальнейшем развитии этой идеи изобретения предусмотрено, что в каждом зубе смазочной шестерни оканчиваются по меньшей мере два выпускных отверстия смазочного материала. Тем самым достигается, что каждый зуб, подлежащей смазке, зубчатой шестерни снабжается смазочным материалом. Чтобы обеспечить смазочным материалом обе боковые поверхности зуба, согласно следующей форме осуществления изобретения в каждой боковой поверхности зуба смазочной шестерни предусмотрено по меньшей мере одно выпускное отверстие смазочного материала. Если при этом по меньшей мере некоторые из выпускных отверстий для смазочного материала оканчиваются в боковых поверхностях зубьев смазочной шестерни в области делительной окружности и/или в области между делительной окружностью и окружностью впадин, подлежащий смазке элемент, в частности зубчатое колесо, смазывается на местах, подверженных наивысшим трибологическим нагрузкам. Предпочтительно выпускные отверстия оканчиваются в боковых поверхностях зубьев в поперечных канавках или же каналах, которые проходят в осевом направлении смазочной шестерни и простираются почти через всю осевую ширину боковой поверхности зубьев. Вследствие этого достигается распределение смазочного материала, по существу, по всей ширине смазочной шестерни, а также подлежащего смазке зубчатого колеса. Предпочтительным материалом для выполнения частей смазочной шестерни является полимерный материал, прежде всего полиуретан. Соответственно, объектом изобретения является также способ изготовления предлагаемой в изобретении смазочной шестерни, согласно которому обе части смазочной шестерни изготавливают из полимерного материала, прежде всего из полиуретана, методом литья с заливкой расплава в форму и/или-2 017200 литья под давлением, используя одну и ту же литейную форму или пресс-форму, с образованием указанных частей в виде формованных деталей. Применение одной и той же литейной формы или пресс-формы обеспечивает снижение не только производственных расходов, но и складских расходов, так как можно значительно уменьшить количество различных элементов, необходимых для конструкции смазочной шестерни. Объектом изобретения является также смазочное устройство по меньшей мере с одной предлагаемой в изобретении смазочной шестерней. Наконец, объектом изобретения является коробка передач, содержащая по меньшей мере одно зубчатое колесо, находящееся в зацеплении с предлагаемой в изобретении смазочной шестерней. При этом данное изобретение не ограничено смазкой зубчатого колеса, выполненного в виде цилиндрического зубчатого колеса, но также может быть использовано с коническими зубчатыми колесами, винтовыми зубчатыми колесами, шестерней с торцевыми зубьями, шнеками, зубчатыми рейками или эллиптическими зубчатыми колесами, которые находятся в зацеплении со смазочной шестерней. Далее изобретение более подробно поясняется с помощью примера осуществления и со ссылкой на чертеж. При этом все описанные и/или графически изображенные признаки образуют сами по себе или в любой комбинации предмет изобретения независимо от его объединения в пунктах формулы изобретения или его ссылки. Схематично показано на фиг. 1 - вид в перспективе шестерни перед сборкой,фиг. 2 - вид спереди смазочной шестерни согласно фиг. 1,фиг. 3 - вид сверху смазочной шестерни согласно фиг. 2,фиг. 4 - вид сзади смазочной шестерни согласно фиг. 2,фиг. 5 - разрез через смазочную шестерню согласно фиг. 2,фиг. 6 - разрез через представленную на фиг. 4 деталь в увеличении,фиг. 7 - представленная на фиг. 6 деталь в увеличении,фиг. 8 - вырез из фиг. 4 в увеличении и фиг. 9 - разрез через собранную смазочную шестерню согласно фиг. 1. Изображенная на фигурах смазочная шестерня 1 выполнена из двух частей 1a, 1b, которые имеют одинаковую конструкцию. Части 1a, 1b соединяются друг с другом вдоль показанной на фиг. 9 плоскости разъема, при этом эта плоскость Е разъема проходит перпендикулярно к оси вращения смазочной шестерни 1, то есть плоскость Е разъема проходит радиально. Как видно на фиг. 1 и 9, обе части 1a, 1b смазочной шестерни соединены друг с другом посредством нескольких винтов 2, а также центральной имеющей форму гильзы втулки 3. Помимо этого, в области плоскости Е разъема предусмотрены выступы 4 и соответствующие углубления 5, так что обе части 1a,1b смазочной шестерни могут быть вставлены друг в друга, прежде всего, центрировано. Как далее видно из фигур, внутри плоскости Е разъема в обращенных друг к другу частей 1 а и 1b торцевых поверхностях смазочной шестерни проходят радиальные каналы 6, которые через соответствующие отверстия во втулке 3 соединяются с центральным каналом подачи смазочного вещества (на чертежах не показан). Следовательно, радиальные каналы 6 образованы из двух половин каналов, которые предусмотрены в каждой из частей 1 а или же 1b смазочной шестерни. Исходя из этих радиальных каналов 6, в осевом направлении ответвляются также каналы 7, которые оканчиваются в выпускных отверстиях 8 смазочного материала в боковых поверхностях зубьев смазочной шестерни 1. На фиг. 1 и 3 показано, что в боковых поверхностях зубьев в осевом направлении проходят поперечные канавки 9, которые с одной стороны соединены с выпускными отверстиями 8 смазочного материала, а с другой стороны открыты наружу для того, чтобы подавать смазочный материал на подлежащие смазки зубчатые колеса. Эти поперечные канавки 9 простираются, например, по всей осевой длине смазочной шестерни 1. Боковые поверхности зубьев снабжены профилированием 10 в виде углублений, в которых может быть размещен смазочный материал. Подобным образом размещению смазочного материала служат также проходящие в осевом направлении каналы 7 и поперечные канавки 9 для обеспечения аварийной смазки при исчезновении подачи смазочного материала. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Смазочная шестерня (1) для нанесения смазочного материала по меньшей мере на один находящийся в зацеплении с ней элемент, имеющая внешний зубчатый венец, в котором заканчивается по меньшей мере одно выпускное отверстие (8) для смазочного материала, и по меньшей мере две части (1a,1b), выполненные с возможностью соединения друг с другом вдоль плоскости (Е) разъема, перпендикулярной оси вращения смазочной шестерни, при этом в плоскости (Е) разъема проходит по меньшей мере один канал (6) для смазочного материала, соединенный по меньшей мере с одним выпускным отверстием (8) смазочного материала, отличающаяся тем, что поверхность частей (1a, 1b) смазочной шестерни в области ее внешнего зубчатого венца имеет профилирование (10) в виде углублений, в которых может-3 017200 накапливаться смазочный материал, а в боковых поверхностях зубьев в осевом направлении проходят поперечные канавки (9), которые с одной стороны соединены с выпускными отверстиями (8) для смазочного материала, а с другой стороны открыты наружу для подачи смазочного материала на подлежащий смазке элемент. 2. Смазочная шестерня по п.1, отличающаяся тем, что части (1a, 1b) смазочной шестерни имеют, по существу, одинаковую конструкцию. 3. Смазочная шестерня по п.1 или 2, отличающаяся тем, что части (1a, 1b) смазочной шестерни выполнены с возможностью соединения друг с другом посредством резьбового соединения (2) и/или общей втулки (3). 4. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что части (1a,1b) смазочной шестерни выполнены с возможностью соединения друг с другом посредством сопрягаемых друг с другом выступов (4) и углублений (5). 5. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что в частях(1a, 1b) смазочной шестерни предусмотрены радиально проходящие каналы и аксиально проходящие каналы (7), при этом каждый аксиально проходящий канал (7) сообщается с поверхностью внешнего зубчатого венца по меньшей мере через одно выпускное отверстие (8) для смазочного материала. 6. Смазочная шестерня по одному из предшествующих пунктов, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют укороченный по сравнению с эвольвентными зубьями профиль зуба,при этом высота головки зубьев и/или ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба. 7. Смазочная шестерня по п.6, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют контур головки зуба, закругленный таким образом, что ширина зубьев, измеренная в окружном направлении между боковыми поверхностями зуба, уменьшена по сравнению с эвольвентным зубом на расположенном снаружи делительной окружности участке профиля зуба. 8. Смазочная шестерня по п.6, отличающаяся тем, что зубья ее внешнего зубчатого венца имеют контур головки зуба, подобный контуру головки эвольвентного зуба. 9. Смазочная шестерня по одному из пп.1-8, отличающаяся тем, что, по меньшей мере, некоторые из выпускных отверстий (8) для смазочного материала оканчиваются в боковых поверхностях зубьев смазочной шестерни (1) в области делительной окружности и/или в области между делительной окружностью и окружностью впадин. 10. Смазочная шестерня по одному из пп.1-9, отличающаяся тем, что обе части (1a, 1b) смазочной шестерни выполнены из полиуретана. 11. Смазочная шестерня по одному из пп.1-10, отличающаяся тем, что она предназначена для нанесения на находящийся в зацеплении с ней элемент консистентной смазки. 12. Смазочная шестерня по одному из пп.1-11, отличающаяся тем, что она выполнена с возможностью зацепления с цилиндрическим зубчатым колесом, коническим зубчатым колесом, винтовым зубчатым колесом, шестерней с торцевыми зубьями, шнеком, зубчатой рейкой или эллиптическим зубчатым колесом. 13. Смазочное устройство по меньшей мере с одной смазочной шестерней (1) по одному из предшествующих пунктов. 14. Коробка передач, содержащая по меньшей мере одно зубчатое колесо (2), находящееся в зацеплении со смазочной шестерней (1) по одному из пп.1-12. 15. Способ изготовления смазочной шестерни по одному из пп.1-12, согласно которому обе части(1a, 1b) смазочной шестерни изготавливают из полимерного материала методом литья с заливкой расплава в форму и/или методом литья под давлением, используя одну и ту же литейную форму или прессформу, с образованием указанных частей (1a, 1b) в виде формованных деталей.
МПК / Метки
Метки: смазочное, изготовления, устройство, способ, смазочная, шестерня
Код ссылки
<a href="https://eas.patents.su/7-17200-smazochnaya-shesternya-sposob-ee-izgotovleniya-i-smazochnoe-ustrojjstvo.html" rel="bookmark" title="База патентов Евразийского Союза">Смазочная шестерня, способ ее изготовления и смазочное устройство</a>
Смазочное устройство со смазочной шестерней
Номер патента: 14037
Опубликовано: 30.08.2010
Авторы: Шёнфельд Андреас, Палунциц Здравко
МПК: F16H 55/08, F16H 57/04
Метки: шестерней, смазочное, смазочной, устройство
Формула / Реферат:
1. Передача по меньшей мере с одним зубчатым колесом (2) или тому подобным, которое имеет эвольвентное зацепление, и со смазочным устройством по меньшей мере с одной смазочной шестерней (1) для нанесения, например, подаваемого посредством смазочного насоса по смазочной линии из запасного резервуара смазочного материала, прежде всего консистентной смазки по меньшей мере на одно зубчатое колесо (2) или тому подобное, при этом смазочная шестерня...
Одномагистральное смазочное устройство
Номер патента: 11476
Опубликовано: 28.04.2009
Авторы: Палунциц Здравко, Шёнфельд Андреас
МПК: F16N 13/14, F16N 7/38
Метки: одномагистральное, смазочное, устройство
Формула / Реферат:
1. Одномагистральное смазочное устройство, имеющее бак (1) со смазочным материалом и приводимый в действие приводным двигателем (16) смазочный насос (2) по меньшей мере с одним насосным элементом (3) для подачи смазочного материала по смазочной линии (4) по меньшей мере к одному месту смазки, прежде всего по меньшей мере к одному одномагистральному распределителю (5), а также приводное звено (6), такое как приводной вал, и при необходимости...
Смазочная система для седельно-сцепного устройства тягача
Номер патента: 11348
Опубликовано: 27.02.2009
Авторы: Альгюэра Хосе Мануэль Галлего, Шмидт Дирк
МПК: B62D 53/08
Метки: тягача, устройства, седельно-сцепного, смазочная, система
Формула / Реферат:
1. Смазочная система для седельно-сцепного устройства (1) тягача (2), содержащего сцепную плиту (3), на верхней стороне (4а) которой расположено по меньшей мере одно выходное отверстие (5) для смазки, присоединенное посредством неподвижно расположенного на сцепной плите (3) питающего трубопровода (6) к смазочному устройству (7), отличающаяся тем, что смазочное устройство (7) присоединено к седельно-сцепному устройству (1) и расположено...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: заготовки, ковкой, способ, изготовления, цельной, кованой, шестерни(варианты, устройство
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Многодисковое соединительное устройство, автоматическая трансмиссия, снабженная этим устройством, и способ изготовления этого устройства.
Номер патента: 123
Опубликовано: 27.08.1998
Автор: Антонов Руман
МПК: F16D 13/52
Метки: трансмиссия, автоматическая, этим, устройство, способ, соединительное, многодисковое, изготовления, устройства, снабженная, этого, устройством
Формула / Реферат:
1. Многодисковое фрикционное соединительное устройство, в особенности для автоматической трансмиссии, предназначенной для двигательных транспортных средств, содержащее первый (8, 21) и второй (20, 26, 27) соосно вращающиеся элементы, первую группу дисков (22), изготовленных из металла, вращающихся заодно с первым элементом и чередующихся с дисками (19) второй группы, вращающимися заодно со вторым элементом, а также средства (29, 34, 17, В2)...
Следующий патент: Огнеупорное остекление
Случайный патент: Горловина загрузочная шприца вакуумного