Устройство для предотвращения эффекта завихрения в зоне выпускного отверстия металлургической плавильной емкости
Номер патента: 5063
Опубликовано: 28.10.2004
Авторы: Францки Рената, Хлопонин Виктор, Шумахер Эдгар, Шумахер Эвальд, Артнер Кристиан, Бреннер Хуберт, Брекка Герхард, Зинковский Иван
Формула / Реферат
1. Устройство для предотвращения эффекта завихрения в зоне выпускного отверстия (16) металлургической плавильной емкости, характеризующееся наличием следующих признаков:
1.1 указанное устройство выполнено из огнеупорного керамического материала и
1.2 состоит из основной части (20b) и примыкающей к ней и образующей ее продолжение цилиндрической части (20w), между которыми образована полость (20h), при этом
1.3 в стенке указанной цилиндрической части (20w) сбоку имеется по меньшей мере одно отверстие (22), которое
1.4 выполнено и расположено таким образом, что оно после установки устройства в зоне выпускного отверстия (16) плавильной емкости проходит по типу канала наклонно вверх в сторону указанной полости (20h), оканчиваясь в ней, а также располагается на некотором расстоянии от пода (10) плавильной емкости и обеспечивает соединение с зоной, окружающей выпускное отверстие (16) плавильной емкости.
2. Устройство по п.1, в котором в стенке цилиндрической части (20w) сбоку выполнено несколько равномерно распределенных по окружности отверстий (22).
3. Устройство по п.1, которое выполнено вращательно-симметричным относительно продольной оси (L) цилиндрической части (20w).
4. Устройство по п.1, у которого его основная часть (20b) выполнена выпуклой относительно цилиндрической части (20w).
5. Устройство по п.1, в котором суммарная площадь поперечных сечений всех отверстий (22) больше площади поперечного сечения выпускного отверстия (16), измеренной на уровне верхней поверхности (10o) пода (10) соответствующей плавильной емкости.
6. Устройство по п.1, в котором отверстия (22) имеют круглое сечение.
7. Устройство по п.1, в котором отверстия (22) выполнены щелевидными.
8. Устройство по п.1, в котором цилиндрическая часть (20w) переходит в конически сужающийся концевой участок (20e).
9. Устройство по п.8, в котором концевой участок (20e) выполнен дополняющим по форме выпускное отверстие (16) плавильной емкости.
10. Устройство по п.8, в котором внешняя боковая поверхность концевого участка (20e) выполнена профилированной.
11. Устройство по п.1, в котором его основная часть (20b), цилиндрическая часть (20w) и имеющийся при определенных условиях концевой участок (20e) выполнены за одно целое из одного материала.

Текст
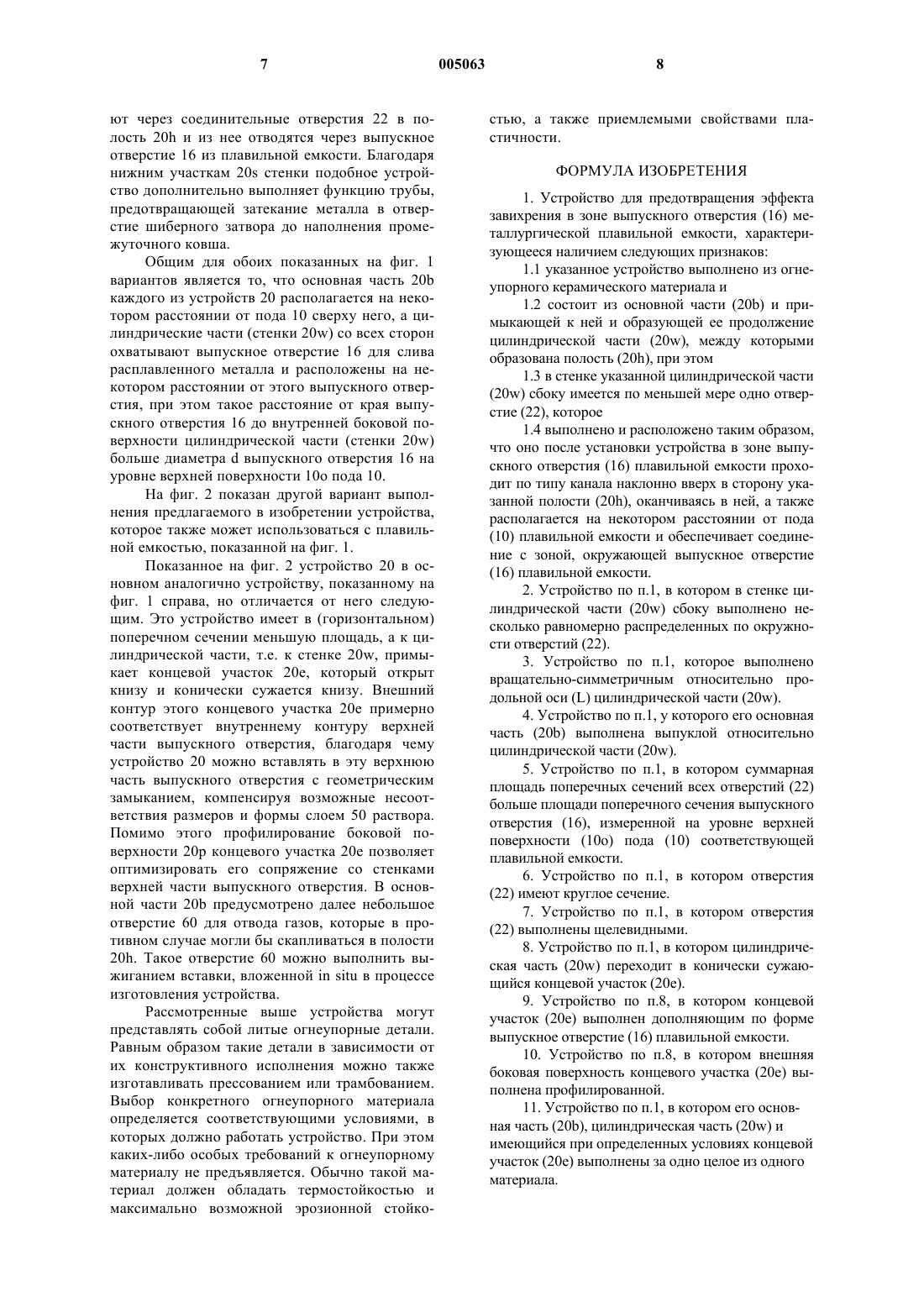
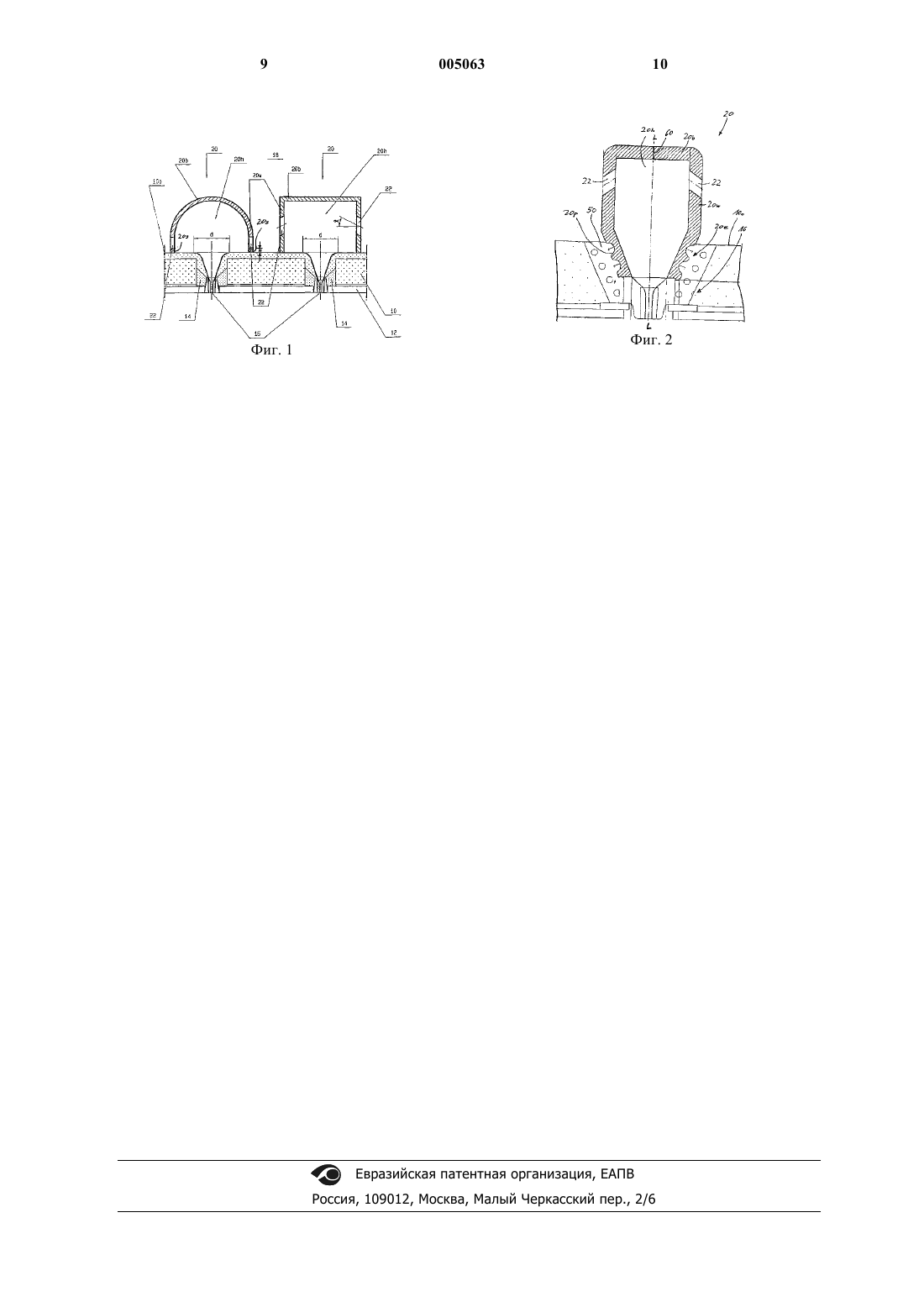
1 Настоящее изобретение относится к устройству для предотвращения эффекта завихрения в зоне выпускного отверстия металлургической плавильной емкости. Подобный эффект завихрения регулярно наблюдается, например, в зоне выпускного отверстия промежуточного ковша (промежуточной емкости), используемого для обработки расплавленной стали. При этом поток расплавленной стали завихряется при ее выпуске из промежуточного ковша. В результате движение потока расплава перед выпускным отверстием и/или в нем приобретает неконтролируемый характер, вследствие чего вместе с потоком расплава в выпускное отверстие могут затягиваться плавающие на его поверхности частицы шлака. Задача по предотвращению попадания в расплавленный металл неметаллических включений или по меньшей мере по сокращению количества попадающих в расплавленный металл неметаллических включений имеет первоочередное значение прежде всего в области ковшевой металлургии. Поэтому попытки минимизировать или предотвратить за счет принятия различных мер происходящее при выпуске расплавленного металла завихрение его потока предпринимались уже достаточно давно. К таким мерам относится, например, размещение встроенных огнеупорных деталей или приспособлений в зоне выпускного отверстия, например в зоне, окружающей стакан для разливки открытой струей. В патенте US 5382003 было предложено огнеупорное приспособление подобного типа,которое устанавливается на под металлургической плавильной емкости вокруг выпускного отверстия. Это приспособление имеет форму"треноги", "ножки" которой опираются на под металлургической плавильной емкости. В основу настоящего изобретения была положена задача разработать меры, которые по меньшей мере при нормальных условиях работы позволяли бы эффективно и надежно предотвращать завихрение потока расплава в зоне выпускного отверстия металлургической плавильной емкости. Основная идея изобретения заключается в том, чтобы для решения указанной задачи использовать выполненное из огнеупорного керамического материала устройство, располагаемое в зоне выпускного отверстия металлургической плавильной емкости и перекрывающее эту зону выпускного отверстия. Подобное решение позволяет уменьшить ферростатическое давление в зоне выпускного отверстия. Подобное устройство должно иметь далее одно или несколько отверстий, через которые находящийся в плавильной емкости расплав мог бы перетекать в зону, окружающую ее выпускное отверстие, т.е. непосредственно поступать к этому выпускному отверстию. 2 Назначение имеющейся у устройства основной части состоит в том, чтобы изменять направление потока расплава на пути его движения к выпускному отверстию. Примыкающая к этой основной части и образующая ее продолжение цилиндрическая часть служит своего рода "прерывателем потока", дробящим поток расплава на несколько независимых друг от друга отдельных потоков. Указанные выше отверстия размещены таким образом, что в смонтированном положении устройства (в металлургической плавильной емкости) они располагаются на некотором расстоянии от уровня пода плавильной емкости. Это расстояние до уровня пода (т.е. до уровня, на котором начинается проходящее через под выпускное отверстие) может составлять от более 20 до менее 200 мм,например от 30 до 60 мм, от 60 до 80 мм или от 70 до 100 мм. В результате, предлагаемое в изобретении устройство создает своего рода барьер на пути движения расплава к выпускному отверстию. Тем самым за счет применения предлагаемого в изобретении устройства отпадает необходимость в использовании трубы, предотвращающей затекание металла в отверстие шиберного затвора до наполнения промежуточного ковша. Подобный барьер предотвращает вытекание заполняющего плавильную емкость расплава и/или находящегося на его поверхности шлака через выпускное отверстие до снижения уровня расплава до нижней кромки ближайшего к поду емкости отверстия. В целом же предлагаемое в изобретении устройство одновременно обеспечивает изменение направления и дробление потока расплавленного металла на пути его движения к выпускному отверстию. По результатам предварительных экспериментов было установлено, что предлагаемое в изобретение устройство позволяет практически полностью предотвратить указанное в начале описания завихрение потока. В наиболее общем варианте осуществления изобретения в нем предлагается устройство для предотвращения эффекта завихрения в зоне выпускного отверстия металлургической плавильной емкости, характеризующееся наличием следующих признаков: указанное устройство выполнено из огнеупорного керамического материала и состоит из основной части и примыкающей к ней и образующей ее продолжение цилиндрической части, в стенке которой сбоку имеется по меньшей мере одно отверстие, которое расположено таким образом, что оно после установки устройства в зоне выпускного отверстия плавильной емкости располагается на некотором расстоянии от пода плавильной емкости и обеспечивает соединение с зоной, окружающей выпускное отверстие плавильной емкости. 3 Предлагаемое в изобретении устройство,общие особенности конструкции которого указаны выше, может иметь самое разнообразное конкретное конструктивное исполнение. Под понятием "цилиндрическая" часть подразумевается часть, которая имеет "близкую к цилиндрической" или "в основном цилиндрическую" форму и которая с учетом этого может также иметь, например, бочкообразную, соответственно выпуклую форму, многоугольную в сечении форму или иную форму, которую в первом приближении можно рассматривать как цилиндрическую. Предлагаемое в изобретении устройство можно выполнить в форме своего рода колпака,устанавливаемого на под металлургической плавильной емкости и полностью перекрывающего зону, окружающую выпускное отверстие. Иными словами, площадь горизонтального поперечного сечения заключенной под колпаком полости по меньшей мере в одном месте выше пода плавильной емкости имеет величину, которая, по меньшей мере, равняется площади поперечного сечения выпускного отверстия,измеренной в зоне верхней поверхности пода(т.е. на уровне верхней поверхности пода) плавильной емкости. По периметру такая полость ограничена указанной выше цилиндрической частью устройства, а сверху ограничена основной его частью. С целью обеспечить беспрепятственный приток расплавленного металла к выпускному отверстию через такой колпак в его стенке и предусмотрены указанные выше окна/отверстия. Согласно одному из вариантов в стенке цилиндрической части предусмотрено несколько таких отверстий, равномерно распределенных по окружности. Выполнение предлагаемого в изобретении устройства согласно еще одному варианту вращательно-симметричным, а именно, вращательно-симметричным относительно проведенной через его центр тяжести воображаемой оси (оси симметрии), позволяет оптимизировать распределение потока расплавленного металла, т.е. дробление этого потока на отдельные потоки. За ось симметрии можно также принимать воображаемую продольную ось цилиндрической части, соответственно всего устройства. Более подробно особенности возможных вариантов выполнения предлагаемого в изобретении устройства рассмотрены в последующем описании чертежей. Основной части устройства можно придать выпуклую относительно его цилиндрической части, соответственно выпускного отверстия форму, благодаря которой указанный выше колпак приобретает своего рода форму купола,у которого к основной части может снизу примыкать стенка по существу цилиндрической части. 4 Колпак, в форме которого согласно одному из вариантов может быть выполнено предлагаемое в изобретении устройство, может иметь вид шарового сегмента, прямоугольного параллелепипеда, пирамиды или цилиндра. Равным образом подобный колпак может иметь несимметричную форму или поперечное сечение, либо может иметь вогнутую (в сторону выпускного отверстия) верхнюю поверхность. Отверстия в стенке цилиндрической части можно выполнять в виде наклонных каналов с различным углом их подъема. В принципе предлагаемому в изобретении устройству и его частям и элементам можно придавать самую разнообразную геометрическую форму в зависимости от конкретных условий работы такого устройства. Так, в частности,отверстия (соединительные каналы) в стенке цилиндрической части могут иметь полукруглое или круглое сечение, а также могут иметь прямолинейную или криволинейную форму, а в некоторых случаях могут также проходить по эвольвенте в сторону участка, окружающего продольную ось устройства. Равным образом такие отверстия можно также выполнить щелевидными в виде прорезей, проходящих в основном в осевом направлении устройства (в осевом направлении выпускного отверстия). В целом же такие отверстия могут иметь симметричную или несимметричную форму и поперечное сечение. Согласно еще одному варианту выполнения предлагаемого в изобретении устройства суммарная площадь поперечных сечений всех отверстий должна быть больше площади поперечного сечения выпускного отверстия, измеренной на уровне верхней поверхности пода плавильной емкости. В соответствии еще с одним вариантом дальнему от основной части концевому участку предлагаемого в изобретении устройства можно придать конически сужающуюся форму. Согласование формы этого концевого участка с формой (внутренней поверхности) выпускного отверстия, т.е. выполнение концевого участка дополняющим по форме выпускное отверстие,позволяет упростить установку устройства в выпускное отверстие и его закрепление в нем,например заливкой строительным раствором или приклеиванием. Получаемое в результате соединение с геометрическим замыканием отличается также особо высокой герметичностью. Помимо этого внешнюю боковую поверхность концевого участка предлагаемого в изобретении устройства целесообразно выполнять профилированной, что позволяет дополнительно повысить надежность крепления этого устройства его концевым участком в выпускном отверстии. Примеры выполнения концевого участка с профилированной внешней боковой поверхностью показаны на чертежах. 5 Важное значение имеет далее возможность выполнения предлагаемого в изобретения устройства в виде цельной детали, изготавливаемой за одну технологическую операцию, в чем состоит особая отличительная особенность изобретения. Сказанное относится и к варианту выполнения предлагаемого в изобретения устройства с конически сужающимся концевым участком. При этом устройство можно изготавливать такими известными методами, как шликерное литье или выжигание временных вставок для образования полостей. Расстояниеот основной части устройства до входа в выпускное отверстие, расположенного на уровне пода плавильной емкости, обычно может достигать 250 мм. Площадь поперечного сечения основной части устройства следует подбирать с таким расчетом, чтобы она со всех сторон перекрывала указанный вход в выпускное отверстие минимум на 20 мм, при этом обычно вполне достаточно перекрывать вход в выпускное отверстие на 100 мм. Другие отличительные особенности изобретения приведены в зависимых пунктах формулы и в последующем описании. Ниже изобретение более подробно рассмотрено на примере различных вариантов его осуществления со ссылкой на прилагаемые упрощенные чертежи, на которых схематично показано: на фиг. 1 - продольный разрез части металлургической плавильной емкости в зоне выполненного в поде выпускного отверстия с двумя альтернативными вариантами выполнения предлагаемого в изобретении устройства и на фиг. 2 - аналогичное показанному на фиг. 1 изображение, но с выполненным по третьему варианту предлагаемым в изобретении устройством. На всех чертежах одни и те же элементы или элементы, выполняющие одну и ту же функцию, обозначены одинаковыми позициями. На фиг. 1 позицией 10 обозначен под металлургической плавильной емкости, в данном случае промежуточного ковша (промежуточной емкости). Этот под 10, который выполнен из огнеупорного материала обычного типа, снаружи (снизу) ограничен стальным кожухом 12. В под 10 встроены два схематично показанных фасонных камня 14, каждый из которых имеет по одному центральному выпускному отверстию 16, каждое из которых имеет в их верхней,обращенной к расплавленному металлу 18 части воронкообразную форму. Такой воронкообразной формой определяется диаметр d выпускных отверстий 16 на уровне верхней поверхности 10 о пода 10. Окружающая каждое выпускное отверстие 16 зона перекрыта отдельным устройством 20,из которых ниже сначала рассмотрено устройство 20, показанное в левой части чертежа. 6 Это устройство имеет форму колпака и состоит из выпуклой основной части 20b, вершина которой обращена в противоположную от фасонного камня 14 сторону, и из примыкающей к этой основной части и образующей ее продолжение по существу цилиндрической части(стенки 20w), которая ее свободным (нижним) концом опирается на верхнюю поверхность 10 о пода 10. В стенке 20w предусмотрено несколько равномерно распределенных по окружности отверстий 22 круглого сечения. Расстояние от нижнего края таких отверстий до верхней поверхности 10 о пода обозначено буквой h и составляет 72 мм. Поток расплавленного металла 18 на пути его движения к выпускному отверстию 16 наталкивается на основную часть 20b и, обтекая ее, разделяется на несколько отдельных потоков, количество которых соответствует количеству отверстий 22 (в данном случае предусмотрено восемь таких отверстий, равномерно распределенных по окружности стенки 20w, и поэтому поток расплавленного металла соответственно разделяется на восемь отдельных потоков) и которые втекают в общую полость 20h,которая сверху ограничена основной частью 20b, сбоку ограничена стенкой 20w, а снизу частично ограничена подом 10. Подобное разделение потока расплавленного металла 18 на несколько отдельных потоков эффективно и надежно предотвращает возникновение эффекта его завихрения и тем самым обеспечивает его безвихревое поступление в зону выпускного отверстия 16. Участки 20s, расположенные между отверстиями 22 и верхней поверхностью 10 о пода,предотвращают неконтролируемый отток расплава или шлака, прежде всего в начале разливки. Устройство 20, показанное на фиг. 1 справа, также состоит из основной части 20b, выполненной в виде круглой плиты, и отходящей от нее в сторону пода 10 плавильной емкости и образующей ее продолжение цилиндрической части (стенки 20w), которая в свою очередь также опирается на верхнюю поверхность 10 о пода 10. В этой цилиндрической части (в стенке 20w) аналогично рассмотренному выше варианту выполнено несколько окон (соединительных отверстий 22), которые имеют форму каналов круглого сечения и каждое из которых проходит наклонно вверх, поднимаясь в сторону полости 20h под углом, обозначенным буквой( = 35), и оканчиваясь в ней. Достигаемый с помощью такого устройства эффект по существу соответствует эффекту,достигаемому с помощью устройства, показанного на фиг. 1 слева. В этом случае поток расплавленного металла 18 также разделяется на несколько отдельных потоков, которые попада 7 ют через соединительные отверстия 22 в полость 20h и из нее отводятся через выпускное отверстие 16 из плавильной емкости. Благодаря нижним участкам 20s стенки подобное устройство дополнительно выполняет функцию трубы,предотвращающей затекание металла в отверстие шиберного затвора до наполнения промежуточного ковша. Общим для обоих показанных на фиг. 1 вариантов является то, что основная часть 20b каждого из устройств 20 располагается на некотором расстоянии от пода 10 сверху него, а цилиндрические части (стенки 20w) со всех сторон охватывают выпускное отверстие 16 для слива расплавленного металла и расположены на некотором расстоянии от этого выпускного отверстия, при этом такое расстояние от края выпускного отверстия 16 до внутренней боковой поверхности цилиндрической части (стенки 20w) больше диаметра d выпускного отверстия 16 на уровне верхней поверхности 10 о пода 10. На фиг. 2 показан другой вариант выполнения предлагаемого в изобретении устройства,которое также может использоваться с плавильной емкостью, показанной на фиг. 1. Показанное на фиг. 2 устройство 20 в основном аналогично устройству, показанному на фиг. 1 справа, но отличается от него следующим. Это устройство имеет в (горизонтальном) поперечном сечении меньшую площадь, а к цилиндрической части, т.е. к стенке 20w, примыкает концевой участок 20 е, который открыт книзу и конически сужается книзу. Внешний контур этого концевого участка 20 е примерно соответствует внутреннему контуру верхней части выпускного отверстия, благодаря чему устройство 20 можно вставлять в эту верхнюю часть выпускного отверстия с геометрическим замыканием, компенсируя возможные несоответствия размеров и формы слоем 50 раствора. Помимо этого профилирование боковой поверхности 20 р концевого участка 20 е позволяет оптимизировать его сопряжение со стенками верхней части выпускного отверстия. В основной части 20b предусмотрено далее небольшое отверстие 60 для отвода газов, которые в противном случае могли бы скапливаться в полости 20h. Такое отверстие 60 можно выполнить выжиганием вставки, вложенной in situ в процессе изготовления устройства. Рассмотренные выше устройства могут представлять собой литые огнеупорные детали. Равным образом такие детали в зависимости от их конструктивного исполнения можно также изготавливать прессованием или трамбованием. Выбор конкретного огнеупорного материала определяется соответствующими условиями, в которых должно работать устройство. При этом каких-либо особых требований к огнеупорному материалу не предъявляется. Обычно такой материал должен обладать термостойкостью и максимально возможной эрозионной стойко 005063 8 стью, а также приемлемыми свойствами пластичности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для предотвращения эффекта завихрения в зоне выпускного отверстия (16) металлургической плавильной емкости, характеризующееся наличием следующих признаков: 1.1 указанное устройство выполнено из огнеупорного керамического материала и 1.2 состоит из основной части (20b) и примыкающей к ней и образующей ее продолжение цилиндрической части (20w), между которыми образована полость (20h), при этом 1.3 в стенке указанной цилиндрической части(20w) сбоку имеется по меньшей мере одно отверстие (22), которое 1.4 выполнено и расположено таким образом,что оно после установки устройства в зоне выпускного отверстия (16) плавильной емкости проходит по типу канала наклонно вверх в сторону указанной полости (20h), оканчиваясь в ней, а также располагается на некотором расстоянии от пода(16) плавильной емкости. 2. Устройство по п.1, в котором в стенке цилиндрической части (20w) сбоку выполнено несколько равномерно распределенных по окружности отверстий (22). 3. Устройство по п.1, которое выполнено вращательно-симметричным относительно продольной оси (L) цилиндрической части (20w). 4. Устройство по п.1, у которого его основная часть (20b) выполнена выпуклой относительно цилиндрической части (20w). 5. Устройство по п.1, в котором суммарная площадь поперечных сечений всех отверстий (22) больше площади поперечного сечения выпускного отверстия (16), измеренной на уровне верхней поверхности (10 о) пода (10) соответствующей плавильной емкости. 6. Устройство по п.1, в котором отверстия(22) выполнены щелевидными. 8. Устройство по п.1, в котором цилиндрическая часть (20w) переходит в конически сужающийся концевой участок (20 е). 9. Устройство по п.8, в котором концевой участок (20 е) выполнен дополняющим по форме выпускное отверстие (16) плавильной емкости. 10. Устройство по п.8, в котором внешняя боковая поверхность концевого участка (20 е) выполнена профилированной. 11. Устройство по п.1, в котором его основная часть (20b), цилиндрическая часть (20w) и имеющийся при определенных условиях концевой участок (20 е) выполнены за одно целое из одного материала.
МПК / Метки
МПК: B22D 43/00
Метки: устройство, отверстия, емкости, плавильной, эффекта, предотвращения, зоне, завихрения, выпускного, металлургической
Код ссылки
<a href="https://eas.patents.su/6-5063-ustrojjstvo-dlya-predotvrashheniya-effekta-zavihreniya-v-zone-vypusknogo-otverstiya-metallurgicheskojj-plavilnojj-emkosti.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для предотвращения эффекта завихрения в зоне выпускного отверстия металлургической плавильной емкости</a>
Устройство для удаления отложений пыли в зоне соединения с плавильной печью
Номер патента: 3451
Опубликовано: 26.06.2003
Автор: Ранки Маркус
МПК: F27D 23/02
Метки: соединения, печью, плавильной, пыли, зоне, отложений, устройство, удаления
Формула / Реферат:
1. Устройство для удаления отложений пыли в зоне соединения с плавильной печью в зоне контакта между дымоходом и котлом-утилизатором плавильной печи периодического действия, отличающееся тем, что устройство содержит элемент (1) стенки, расположенный в зоне (8), подлежащей очистке, при этом элемент стенки выполнен с возможностью перемещения, по меньшей мере, между двумя положениями, а именно элемент (1) стенки выполнен с возможностью перемещения...
Устройство для механического разрушения и удаления отложений пыли из плавильной печи
Номер патента: 4361
Опубликовано: 29.04.2004
Авторы: Сааринен Ристо, Хугг Эеро
МПК: B08B 7/02, F27D 23/02
Метки: удаления, пыли, устройство, разрушения, отложений, механического, печи, плавильной
Формула / Реферат:
1. Устройство для механического разрушения и отделения отложений пыли, образуемых технологическими газами и скапливающихся на внутренних стенках плавильной печи с кипящим слоем и/или котла-утилизатора, постоянно соединенного с плавильной печью с кипящим слоем, при этом устройство содержит на наружной поверхности (7, 13) стенки плавильной печи (1) с кипящим слоем и/или котла-утилизатора (6) вблизи точки (5) соединения плавильной печи с кипящим...
Структура пода плавильной печи
Номер патента: 4365
Опубликовано: 29.04.2004
Авторы: Сааринен Ристо, Койо Илкка
Метки: печи, пода, плавильной, структура
Формула / Реферат:
1. Структура пода печи для плавки во взвешенном состоянии, который используется в плавильной печи (1), в реакционном пространстве (2), где осуществляется плавка сульфидного сырья, содержащего металл, такой как медь, никель или свинец, в присутствии газа, несущего кислород, и формирующего шлак агента, для получения металла в форме, которая предпочтительна для последующей обработки и в которой создаваемые расплавленные фазы (5, 6) осаждаются на...
Закрываемая дозирующая упаковка, устройство для образования закрываемого отверстия в дозирующей упаковке и способ и устройство для его изготовления
Номер патента: 1270
Опубликовано: 25.12.2000
Автор: Редмонд Сэнфорд
МПК: B65D 25/42, B29D 22/00
Метки: закрываемая, дозирующей, дозирующая, упаковка, способ, упаковке, образования, изготовления, закрываемого, отверстия, устройство
Формула / Реферат:
1. Устройство для образования отверстия в упаковках или контейнерах, содержащее отрываемую головку, изготовленную из термоформуемой пластмассы и выполненную в виде полого выступа на поверхности, вся линия пересечения которого с этой поверхностью выполнена в виде линии обрыва. 2. Устройство для образования отверстия по п.1, в котором полый выступ имеет форму усеченного конуса. 3. Устройство для образования отверстия по п.1, в котором поверхность,...
Способ и устройство для предотвращения вытекания шлака при выпуске металлического расплава
Номер патента: 4341
Опубликовано: 29.04.2004
Автор: Зик Хорст
МПК: B22D 43/00, F27B 3/19, C21C 5/46...
Метки: предотвращения, устройство, металлического, вытекания, выпуске, расплава, способ, шлака
Формула / Реферат:
1. Способ предотвращения вытекания шлака при выпуске металлического расплава из металлургической емкости, отличающийся тем, что он включает в себя следующие операции: a) поворот емкости (1) в положение выпуска; b) вдувание газа через окружающие выпускное отверстие (4) каналы (11) в находящийся в емкости (1) расплав против направления течения жидкого металла при выпуске; c) открывание выпускного отверстия (4); d) поворот емкости (1) обратно, пока...
Предыдущий патент: Способ изготовления рабочего элемента для нагревателей и рабочий элемент, получаемый этим способом
Следующий патент: Держатель однодозовых пластмассовых бутылок, усовершенствованный для обеспечения достаточной жесткости
Случайный патент: Рабочее колесо центробежного насоса (варианты)